Miért hagytak cserben a "Top 10" listák (és hogyan válassz valójában)
Valószínűleg az elmúlt hetet azzal töltötted, hogy összehasonlító táblázatokat böngésztél, amelyek mindent elárulnak egy gép elméleti maximumáról, de semmit arról, hogy képes-e kitermelni a saját árát. A "Top 10" listák azért hibásak, mert az ipari gyártóberendezéseket úgy kezelik, mint a fogyasztói elektronikát, és az egységeket a funkciók/dollár arány alapján rangsorolják, nem pedig a megbízhatóság/műszak teljesítmény szerint. Egy műhelynek nincs szüksége egy általános "győztesre", akit egy tech blogger választott ki; egy olyan gépre van szüksége, amely összhangban van a konkrét korlátokkal a költségvetés ütemezése, a napi átmenő teljesítmény és az anyagfelületek tekintetében. Ahelyett, hogy rangsort keresnél, létre kell hoznod egy követelmény-mátrixot, amely a gyártási igényeidet – különösen az anyagtípusokat és a mennyiséget – a gép képességeihez rendeli.
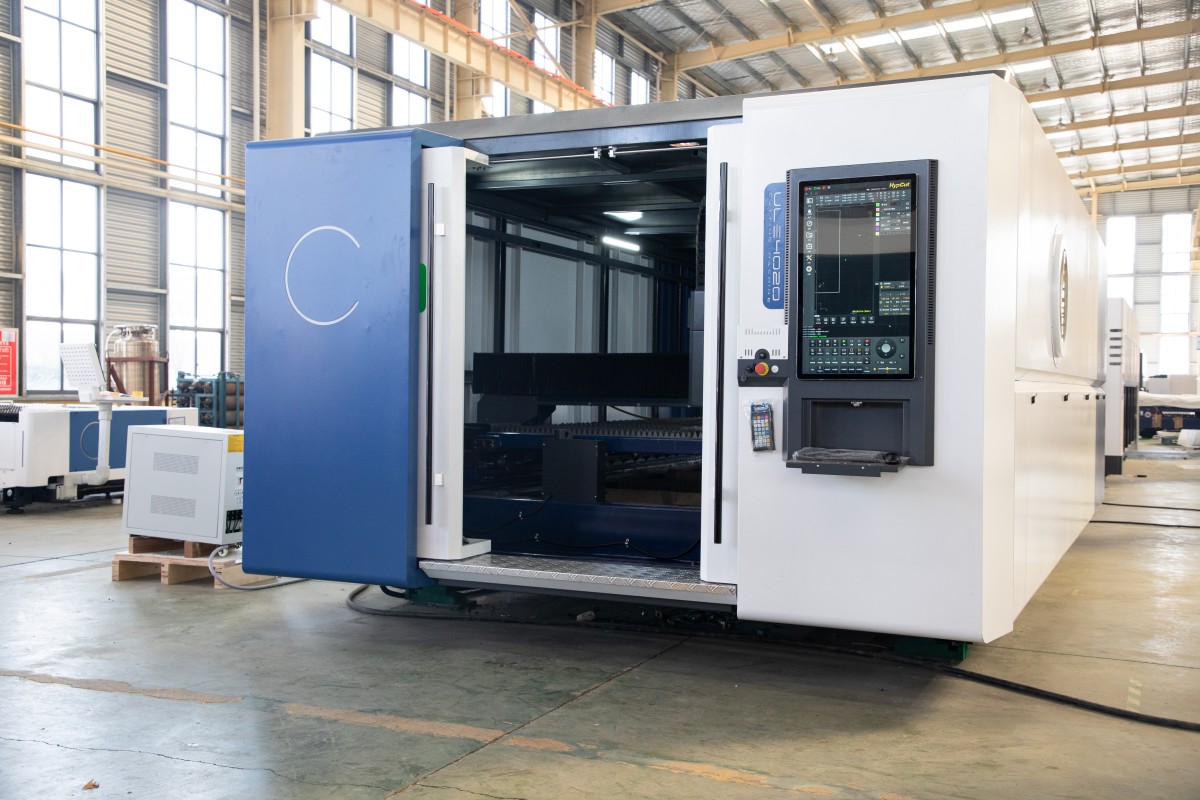
Például, ha a legfontosabb számodra a nagy pontosságú fémvágás és a hosszú távú gyártási stabilitás, megvizsgálhatod az ipari szintű megoldásokat, mint például a Egyasztalos szálas lézervágó gép amelyet az áramvonalas gyártási folyamatokra és a professzionális környezetekre terveztek.
A műszaki adatlap csapdája: Miért a watt a legkevésbé fontos mutató sürgős munkáknál
Gyakori hibák a műhelyberendezések rangsorolásában
- A csúcsteljesítmény wattérték előtérbe helyezése a folyamatstabilitással szemben a legköltségesebb hiba, amit a műhelytulajdonosok elkövetnek.
- A nagy wattérték értelmetlen, ha a gép portál-eltolódással küzd, vagy nagymértékű utófeldolgozást igényel.
- A teljesítmény (watt) csak a vágási vastagság képességét határozza meg, nem a nyereségességet.
- A csőteljesítmény specifikációi helyett a rejtett "leállási tényezőkre" kell összpontosítani.
- A legfontosabb leállási tényezők közé tartoznak a fúvóka és a lencse tisztasága, a szervizkarbantartási intervallumok, valamint a hűtési légáramlás egyenletessége.
- A bevétel-orientált műveletekben a kritikus teljesítménymutatók a gyorsulás és a vágási rés (kerf) szélességének állandósága.
- Egy jól behangolt 60 W-os gép felülmúlhat egy rosszul kalibrált 100 W-os modellt.
- Az instabil gépek anyagot és időt pazarolnak, így a további teljesítmény (watt) ellenhatást vált ki.
Ha a folyamatos üzemidő és a pontosság kulcsfontosságú a működésedben, a professzionális rendszerek, például a Burkolattal ellátott kétfunkciós szálas lézervágó gép felülvizsgálata segíthet a vágási egyenletesség biztosításában hosszabb gyártási műszakok során.
A "Time-to-First-Cut" valóság: a hobbigépeket elválasztó tényezők a bevételtermelő berendezésektől
Optimalizált változat
"A "Time-to-First-Cut“ (TTFC) azt méri, mennyi idő telik el a gép kicsomagolásától az első használható darab elkészültéig. A hobbiszintű modellek gyakran ezt a mutatót hangsúlyozzák, saját fejlesztésű és leegyszerűsített szoftvereket használva, hogy a felhasználók akár egy órán belül vágni kezdjenek. Bár ez a hozzáférhetőség csökkenti a belépési küszöböt, hosszú távon korlátozza a növekedést. Ezek a ”plug-and-play” rendszerek általában nélkülözik azt az integrációt és automatizálást, ami szükséges egy professzionális CAD–CAM munkafolyamathoz, és minden munkánál manuális beállítást igényelnek.
Ezzel szemben egy valódi bevételtermelő gépet nem a TTFC határoz meg, hanem az, milyen zökkenőmentesen illeszkedik a meglévő gyártási folyamatokba. Az ipari kategóriájú egységek esetében a kezdeti beállítás hosszabb lehet – például a kipufogórendszer megfelelősége, a hűtőtelepítés és a biztonsági reteszek felszerelése miatt –, de ha egyszer be vannak állítva, a "Time-to-Second-Cut" közel nulla. Ez a hatékonyság a szoftverkompatibilitástól függ, amely támogatja a kötegelt feldolgozást, az ismételhető pontosságot és a minimális újrakalibrálást.
Egy alacsony TTFC-vel, de elégtelen merevséggel vagy gyenge szoftverarchitektúrával rendelkező gép prototípusgyártásra alkalmas, nem pedig termelésre. A befektetés tartós megtérülése az átbocsátóképességből, a konzisztenciából és a tűréskontrollból származik – olyan tényezőkből, amelyek jóval a kicsomagolási szakaszon túl is számítanak.
Azok számára, akik a professzionális munkafolyamatokat optimalizálják, a műszaki specifikációk vagy letölthető anyagok ellenőrzése brosúráinkban segít megjeleníteni a nagyobb mennyiségű termeléshez szükséges gépkonfigurációt és integrációt.
1. fázis: A kemény szűrők (Zárd ki most a gépek 90% részét)
A legtöbb vásárló a keresést a lézerteljesítmény és az ár alapján kezdi. Ez a leggyorsabb módja annak, hogy olyan gépet vegyél, amely drága papírnehezékké válik. A legkritikusabb tényezők egy lézervágó kiválasztásakor semmit sem mondanak a gép specifikációiról, viszont mindent elárulnak a munkaterületed fizikai korlátairól.
Mielőtt bármilyen márkát megvizsgálnál, alkalmaznod kell egy "kemény szűrők" készletet. Ezek bináris feltételek: ha egy gép nem felel meg ezeknek a kritériumoknak, az nem jelölt, hanem teher. Ezen szűrők alkalmazásával a piac 90% részét kizárod, és csak azok a modellek maradnak, amelyek ténylegesen működőképesek a te konkrét környezetedben.
A szellőztetési tilalom: Nincs kültéri elszívás → Nincs CO₂ (Íme, mi marad)
Az első szűrő légköri jellegű. A lézervágás hőtechnikai folyamat, amely anyagot párologtat el. Amikor fát, akrilt vagy bőrt vágsz, nem csupán port hozol létre; illékony szerves vegyületeket (VOC-kat), szén-monoxidot és különféle rákkeltő anyagokat termelsz. Ha PVC-t vágsz (amit nem szabadna), sósav-gázt hozol létre, amely tönkreteszi a tüdeidet, és néhány héten belül korrodálja a gép elektronikáját.
A kemény szabály: Ha nem tudsz egy 4 vagy 6 hüvelykes csatornát kivezetni a géptől a szabadba, nem vásárolhatsz CO₂ lézert termelési célokra.
Számos gyártó kínál "füstelszívókat" vagy keringető szűrőegységeket megoldásként ablak nélküli helyiségekhez. Egy hobbi-felhasználónak, aki alkalmanként egy alátétet gravíroz, ezek megfelelőek. Egy termelőműhely számára azonban pénzügyi csapdát jelentenek.
- A telítettségi probléma: Az akril és fa vágása gyorsan feltölti a HEPA- és aktívszén-szűrőket. Termelési környezetben akár hetente kellhet cserélni a drága szűrőpatronokat a biztonságos levegőminőség fenntartásához. Ez évente több ezer dollárral növeli az üzemeltetési költségeket.
- Az áramlás fizikája: A keringtetős egységek ritkán biztosítják a szükséges légáramlást (CFM – köbláb/perc), ami az optikai elemek tisztán tartásához elengedhetetlen. Erős negatív nyomású külső elszívás nélkül a füst a vázban marad, és lerakódik a tükrökre és a lencsékre. Ez rontja a sugárminőséget, csökkenti a vágási teljesítményt, és tönkreteszi a drága optikai elemeket.
Ha nincs kültéri elszívási lehetőséged, az egyetlen életképes opcióid az alacsony teljesítményű diódalézerek vagy a kifejezetten fémjelölésre szánt szálas lézerek, például a Egyasztalos szálas lézervágó gép, amelyek segítenek a levegő biztonságának és a megbízható légáramlás minőségének fenntartásában.
Az elektromos meglepetés: Miért ölheti meg a termelési sebességedet egy 110 V-os konnektor
A második szűrő az elektromos kapacitás. Észak-Amerikában a szabványos 110V/15A lakossági konnektor elméleti maximuma 1800 watt. Azonban az elektromos előírások és biztonsági szabványok előírják a folyamatos terhelés 80%-os korlátját, ami körülbelül 1440 watt.
Az új vásárlók gyakran megnézik a lézer "100 W-os" csőteljesítményét, és feltételezik, hogy ez bőven belefér ebbe a határba. Ez félreértése a teljesítményfelvétel és a kimeneti teljesítmény közötti különbségnek. Egy lézervágó rendszer, nem pedig egyetlen komponens.
- Az összesített terhelés: Nemcsak a lézerforrást működteted. A léptetőmotorokat, a vezérlőt, a vízhűtőt (ami üvegcsövek esetén elengedhetetlen), a levegőrásegítő szivattyút és az elszívó ventilátort is árammal látod el.
- A feszültségesés: Amikor a hűtő kompresszora bekapcsol, miközben a lézer nagy teljesítménnyel működik, a hirtelen áramfelvétel pillanatnyi feszültségesést okozhat a közös 110 V-os áramkörön.
Ha a műhelyedben csak szabványos lakossági 110 V-os aljzatok vannak, és nem tudsz külön áramkört telepíteni, akkor komoly korlátozásaid vannak. Ha nagy teljesítményű gépet futtatsz közös áramkörön, "feszültségingadozásokhoz" vezet, ami miatt a lézerteljesítmény ingadozik, azaz a vágások nem érnek teljesen át, vagy a gravírozás mélysége lesz következetlen.
A kemény szabály: Ha nem tudsz külön 20 A-es áramkört vagy 220 V-os rendszert kialakítani, ki kell zárnod a nagy teljesítményű ipari CO2 lézereket és a nagyméretű szálas lézereket. Kénytelen vagy asztali egységekre vagy belépő szintű álló modellekre szorítkozni, ahol a hűtő és az elszívó integrált vagy alacsony fogyasztású.

Az asztalméret-csapda: Miért jelent a "nagyobb" gyakran "lassabbat" és "pontatlanabbat"
A marketinglogika szerint egy 48" x 36"-os asztal eleve jobb, mint egy 24" x 12"-os, mert "nagyobb potenciált" kínál. A műhelyben azonban a potenciál lényegtelen; a teljesítmény a döntő.
A nagy asztalokhoz nagy híd (a lézerfejet mozgató gerenda) tartozik. A nagy hidak nehezek.
- Tehetetlenség kontra részletgazdagság: Egy nehéz híd több erőt igényel a gyorsításhoz és lassításhoz. Ha apró betűket vagy részletes grafikákat gravírozol, a gépnek ezernyi irányváltást kell végrehajtania percenként. Egy nagy, nehéz gép nehezen tudja ezt gyorsan megtenni rezgés nélkül, amit "csengésnek" vagy "remegésnek" neveznek, és hullámos vonalakként jelenik meg a munkádon.
- A sebességbüntetés: A pontosság megőrzéséhez a nehéz híddal a gépnek gyakran lassabban kell működnie. Egy kisebb, könnyű híddal rendelkező gép sokszor akár 30% gyorsabban is képes egy tételt meggravírozni, pusztán azért, mert gyorsabban tud gyorsítani a vágások között.
A kemény szabály: Ne vásárolj asztalméretet "majd egyszer" projektekhez. Ha a munkád 95%-a elfér egy 12x20 hüvelykes lapon, akkor egy 4x8 lábas gép valójában ártani fog az üzletednek. Több helyet foglal, több áramot fogyaszt, és valószínűleg lassabban, gyengébb minőségű gravírozást végez. Csak akkor vegyél nagy asztalt, ha a fő bevételi forrásod teljes anyaglemezek darabolásából származik.
Anyagtörvény: Miért az ügyfeled igénye határozza meg a lézerforrás típusát (CO2 vs. szálas vs. dióda)
Végül a lézerforrást nem a költségvetés, hanem a fizika alapján kell megválasztani. A lézersugár hullámhossza határozza meg, milyen anyagokkal lép kölcsönhatásba. A rossz hullámhosságot semmilyen teljesítmény nem képes pótolni.
- CO2 lézerek (10 600 nm): A készítők igáslova. Ez a hullámhossz tökéletesen elnyelődik a szerves anyagokban.
- Elengedhetetlen a következőkhöz: Fa, akril (átlátszó és színes), bőr, papír, üveg (csak gravírozáshoz).
- A kemény szűrő: Ha az ügyfeleidnek átlátszó akriltrofeákra vagy építészeti modellekre van szükségük, muszáj vegyél egy CO₂ lézert. A szálas vagy diódás lézer akadálytalanul áthalad az átlátszó akrilon anélkül, hogy nyomot hagyna.
- Szálas lézerek (1,064 nm): Az ipari szabvány a fémhez.
- Elengedhetetlen a következőkhöz: Rozsdamentes acél, alumínium, sárgaréz, réz, titán.
- A kemény szűrő: Ha az üzleti modell fém alkatrészek vágására épül, a CO₂ lézer nem megfelelő eszköz. Bár a nagy teljesítményű (150W+) CO₂ lézerek képesek vékony fémet vágni oxigénrásegítéssel, a vágott él minősége és a sebesség gyengébb még egy belépőszintű szálas lézerhez képest is. Ha átlátszó műanyagot vagy fát kell gravíroznod, a szálas lézer haszontalan; a fát kontrollálatlanul megégeti, a műanyagot pedig nem jelöli meg.
- Diódás lézerek (450 nm): A látható kék fény spektruma.
- Elengedhetetlen a következőkhöz: Költségvetési korlátok és rendkívüli hordozhatóság.
- A kemény szűrő: A diódás lézerek gyengén nyelődnek el az átlátszó akrilban (a kék fény áthalad rajta), és rendkívül lassúak minden 3 mm-nél vastagabb rétegelt lemez vágásánál. Ha az üzleted sebességen vagy vastag anyag vágásán alapul, azonnal zárd ki a diódás lézereket.

Mielőtt továbblépnénk a következő részben található konkrét gépjavaslatokra, írd le a három fő anyagodat. Ha azok fémek, a szálas lézert keresed. Ha átlátszó akril és fa, akkor a CO₂ lézert. Nincs olyan gép, amely mindkettőt tökéletesen kezelné anélkül, hogy annyiba kerülne, mint egy kisebb ház.
2. fázis: A szoftveres kizáró tényező
A legtöbb vásárló megszállottan koncentrál a csőteljesítményre és az asztalméretre, miközben az irányítószoftvert mellékesnek, egy dobozba csomagolt kiegészítőnek tekinti. Ez a legdrágább hiba, amit elkövethetsz. Egy professzionális műhelyben a hardver csak annyira hatékony, amennyire a szoftver, amely vezérli. Egy 150W-os CO₂ lézer ügyetlen, zárt rendszerű szoftverrel nem eszköz, hanem szűk keresztmetszet.
Mielőtt elköteleződnél egy gép mellett, auditálnod kell azt a digitális ökoszisztémát, amit rád kényszerít. Ha a szoftveres munkafolyamat hibás, a gép sebessége érdektelen.
Miért "LightBurn kompatibilis" a nem megalkudható feltétel a professzionális munkához
A lézeriparban a LightBurn egy harmadik féltől származó segédprogramból a professzionális gyártás tényleges operációs rendszerévé fejlődött. Egyaránt működik CAM (Computer-Aided Manufacturing) szoftverként – ahol beállítod a sebességeket, teljesítményeket és útvonalakat – és gépvezérlő felületként.
Egy műhely számára a "LightBurn kompatibilitás" nem ízlés kérdése; ez három okból stratégiai előny:
- Munkaerő-átvihetőség: A LightBurn egységesíti a felületet a különböző hardverek között. Támogatja a Ruida, Trocen, TopWisdom és GRBL vezérlőket. Ha egy operátort egy általános diódalézer működtetésére tanítanak be, akkor ezeket a készségeket át tudja vinni egy ipari CO2 síkágyas vagy Galvo szálas jelölőgép kezelésére anélkül, hogy újra meg kellene tanulnia a munkafolyamatot. Ha olyan gépet vásárol, ami zárt, csak egy saját szoftverrel működik, akkor minden új alkalmazott betanításával nőnek a képzési költségei.
- Standardizált MOP-ok: A skálázhatósághoz szabványosított működési eljárások szükségesek. Amikor a teljes géppark egyetlen platformon fut, létrehozhat egy egységes anyagkönyvtárat. Elmentheti az egyedi vágási beállításokat például "3 mm rétegelt nyírfa" vagy "eloxált alumínium" anyagokra, és ezeket bármelyik gépen használhatja a műhelyben. A zárt szoftverek arra kényszerítik, hogy széttagolt könyvtárakat kezeljen, ami növeli az emberi hibák és az anyagpazarlás kockázatát.
- A "busz faktor": Ha egy zárt ökoszisztémájú gép gyártója csődbe megy, megszünteti a szoftverfrissítéseket, vagy megváltoztatja az árazási modelljét, a hardvere egyik napról a másikra elavulttá válik. Egy standard vezérlővel (például Ruida 6442) felszerelt, LightBurn-t futtató gép jövőbiztos. A hardver független a gyártó fizetőképességétől.

Ha egy gépgyártó nem támogatja a LightBurn-t, akkor azt kéri Öntől, hogy a termelési vonalát az ő belső szoftverfejlesztő csapatukra alapozza. Professzionális munkához ez egy olyan kockázat, amit ritkán érdemes vállalni.
A zárt ökoszisztémák rejtett költségei: internetkapcsolati igény és fájlkorlátozások
A fogyasztói kategóriás lézergyártók gyakran hirdetik saját szoftverüket "felhasználóbarátként", de ez az egyszerűség gyakran egy pénzszerzési céllal kialakított "zárt kert" architektúrát takar.
Ezeknek az ökoszisztémáknak a legveszélyesebb tulajdonsága az felhőfüggőség. Néhány gép aktív internetkapcsolatot igényel a tervezési fájlok feldolgozásához. A szoftver feltölti a vektoradatokat a gyártó szerverére, ott távolról generálódik a G-kód, majd ez kerül vissza a gépre. Hobbi környezetben ez csak bosszantó. Termelési környezetben viszont kockázat. Ha az internetszolgáltatónál kimaradás történik, a termelés leáll. Ha a gyártó szerverei leállnak, a határidők csúsznak.
Továbbá a zárt ökoszisztémák gyakran mesterséges korlátokat szabnak a fájlkezelésre. Ilyenek lehetnek:
| Probléma | Leírás |
|---|---|
| Fájlzárolás | A projektfájlok exportálásának képtelensége szabványos formátumokban (DXF, SVG), ami a szellemi tulajdont saját rendszerükbe zárja. |
| Előfizetési díjfalak | Alapvető termelékenységi funkciók – például tömbös elrendezés (több alkatrész automatikus elhelyezése egy lapon az anyagspórolás érdekében) vagy vektorizálás – csak havi "Prémium" előfizetés mellett érhetők el. |
| Adatvédelmi kockázatok | Olyan műhelyek esetében, amelyek érzékeny ügyfélprototípusokat vagy szellemi tulajdont kezelnek, a tervek felhőbe történő feltöltése harmadik fél feldolgozására megsérti a szokásos titoktartási megállapodásokat. |
A professzionális hardvernek helyben kell működnie. Képesnek kell lennie arra, hogy USB-kábelt (vagy USB-meghajtót) csatlakoztasson a géphez és azonnal vágjon, függetlenül a Wi-Fi-állapottól.
Munkafolyamat-hatékonyság: Be tudsz importálni CAD/Illustrator fájlokat fejfájás nélkül?
A hatékonyságot az eltelt idő méri a tervezés befejezése és a "Start" gomb megnyomása között a lézeren. Ezt a rést a fájlkompatibilitás határozza meg.
A tervezőcsapatod valószínűleg Adobe Illustratorral, AutoCAD-del, SolidWorks-szel vagy Rhinóval dolgozik. A lézerszoftvernek hidat kell képeznie ezen tervezőeszközök és a gép mozgásvezérlője között anélkül, hogy egy harmadik "fordító" szoftverre lenne szükség.
Egy professzionális munkafolyamat megköveteli a közvetlen importálási képességet. Képesnek kell lenned arra, hogy AI, PDF, DXF vagy SVG fájlt közvetlenül a vezérlőszoftverbe húzz, és az helyesen értelmezze a vektorokat.
- Réteg-hozzárendelés: A szoftvernek automatikusan hozzá kell rendelnie a tervezési fájlod színeit a vágási paraméterekhez (pl. piros vonalak = vágás, kék vonalak = gravírozás).
- Natív szerkesztés: A kisebb módosításoknak – egy nyitott forma lezárása, szöveg összekapcsolása vagy pályák eltolása a vágási hézag kompenzálásához – közvetlenül a lézerszoftveren belül kell megtörténniük. Ha vissza kell váltanod Illustratorba, csak azért, hogy 2 mm-rel arrébb mozdíts egy furatot, akkor az időveszteség a munkafolyamatban jelentkezik.
Ha egy gép megköveteli, hogy a vektorfájljaidat saját, zárt raszter formátumba konvertáld, vagy minden egyes tervezési frissítésnél egy bonyolult importálási varázslón kell átmenned, az megbukik a hatékonysági teszten. A cél egy zökkenőmentes folyamat: Tervezés → Importálás → Vágás. Minden más súrlódás.
1.jpg)
3. fázis: A szcenáriók (Találd meg a saját helyzetedet)
A legtöbb vásárlási útmutató azért hibás, mert ugyanúgy kezeli a lakásban dolgozó hobbistát és a raktárban dolgozó táblakészítőt. Pedig nem ugyanazok az igényeik. Ami az egyiknek tökéletes, az a másik számára teher lehet.
Miután az előző részben lefektettük a technikai "kemény szűrőket", most ezeket a három leggyakoribb felhasználói helyzetre alkalmazzuk. Keresd meg magad az alábbiakban, hogy lásd, mely konkrét gépek felelnek meg a feltételeknek.
A szcenárió A: "Mellékállás" asztali egységek (korlátozott hely, magas használhatóság)
Ez a helyzet rád vonatkozik, ha egy tartalék szobából vagy kis stúdióból dolgozol, korlátozott szellőztetési lehetőségekkel, és a "nyomtatási idő" rövidségét előbbre helyezed a nyers teljesítménynél. Olyan gépre van szükséged, ami nyomtatónak tűnik, nem tudományos kísérletnek.
A "Plug-and-Play" versenyzők: Glowforge vs. xTool P2 vs. Gweike Cloud
A Glowforge Pro évekig meghatározta ezt a kategóriát. "Zárt rendszerű" megközelítése hasonló az Apple ökoszisztémájához: rendkívül könnyen használható, kiváló kamerás igazítással rendelkezik, és a Proofgrade anyagrendszer megszünteti a teljesítménybeállítások számolgatásának szükségességét. Azonban internetkapcsolat nélkül nem működik. Ha leesik a WiFi, leáll a gyártás.
A xTool P2 megjelent, mint az elsődleges kihívó. Az egyszerű használat terén (kamerapozícionálás, automatikus fókusz) felveszi a versenyt a Glowforge-dzsal, ugyanakkor megtöri a "zárt ökoszisztéma" modellt. Támogatja a LightBurn szoftvert, lehetővé teszi az offline működést, és egy emelhető alapot is tartalmaz magasabb tárgyak gravírozásához – ez utóbbi a Glowforge gyenge pontja.
A Gweike Cloud a költséghatékony versenyző. Hasonló 50 W-os CO2 teljesítményt kínál asztali méretben, lényegesen alacsonyabb áron. A hardver megbízható, de a szoftveres élmény kevésbé kifinomult, mint a versenytársaknál.
Az alku kérdése: Kényelemért fizetni vagy javíthatóságért
Az asztali egységek rejtett költsége a javíthatóság. Hogy a gépeket karcsúvá és biztonságossá tegyék, a gyártók zárt házba építik az alkatrészeket.
Ha egy Glowforge-ban elromlik a lézercső, általában nem tudod saját magad kicserélni; az egész egységet vissza kell küldeni a gyártónak szervizre. Ez hetekig tartó leállást jelenthet. Az xTool P2 és a Gweike Cloud köztes megoldást kínál, lehetővé téve a felhasználó számára a csövek és tükrök cseréjét, bár ez szűkös és nehezebb folyamat, mint egy nagyobb ipari egységnél. A kis méretért prémiumot fizetsz; győződj meg róla, hogy az üzleti modelled elbírja a lehetséges leállási időt vagy a gyári pótalkatrészek költségét.
B forgatókönyv: A "garázs termelés" igáslovai (maximális teljesítmény, alacsonyabb költség)
Ez a forgatókönyv azoknak a barkácsolóknak szól, akiknek van külön garázshelyük, szárítócső a szellőzéshez, és nem riadnak vissza a kétkezi munkától. Célod a lehető legnagyobb watt-teljesítmény minden elköltött forintért, valamint egy nagy vágási felület (legalább 20"x28").
Az OMTech és Monport megközelítése: nagy képesség, nagy karbantartás
Olyan márkák, mint OMTech és a Monport ipari "kék/piros kínai" lézereket importálnak, és agresszív árakon értékesítik azokat. Egy 80 W-os OMTech egység gyakran kevesebbe kerül, mint egy 45 W-os Glowforge. Ezek a gépek igazi szörnyetegek. Ipari szabványú Ruida vezérlővel rendelkeznek (teljes mértékben kompatibilis a LightBurn-nel), szabvány alkatrészeik elérhetők az Amazonon, és nagy átvezető ajtókkal vannak felszerelve a méretesebb lapokhoz.
A minőségellenőrzés azonban változó. Nem a kifinomult fogyasztói élményért fizetsz, hanem a nyers vasért és üvegért.
A "barkácsolási adó": a tükörbeállítás és vezérlőcsere képességed felmérése
A "barkácsolási adó" az az idő, amit a gép kalibrálására fordítasz. Az asztali egységekkel ellentétben ezek a gépek gyakran elmozdult tükrökkel érkeznek a szállítás miatt. Kényelmesen kell tudnod meglazítani a rögzítőanyákat, próbafényeket lőni, és beállítani a lézersugarat.
Ha rettegés fog el a nagyfeszültségű elektronikától vagy a mechanikai beállításoktól, ne vedd meg ezeket a gépeket. Ha otthonosan mozogsz a villáskulcs és a multiméter világában, ezek az egységek kínálják az iparág legjobb megtérülését (ROI).
Kötelező fejlesztések: hűtők és légbefúvók, amelyekkel azonnal számolnod kell
A "ragasztóár" ezeknél az egységeknél hazugság. A gyári "vízpumpa" általában egy egyszerű akváriumi pumpa, amely nem tud lépést tartani egy 80 W-os csővel hosszú vágás során, ami túlmelegedéshez és a cső élettartamának csökkenéséhez vezet. A gyári "légsegéd" gyakran egy gyenge ventilátor, amely nem képes eltávolítani a füstöt, így elszenesedett élek keletkeznek.
Ahhoz, hogy egy OMTech vagy Monport gépet termelésre kész állapotba hozz, azonnal plusz $800–$1,000 összeget kell betervezned a következőkre:
- Egy CW-5200 aktív hűtő (hűtőkompresszoros rendszer).
- Egy valódi légkompresszor (a tiszta vágásokhoz).
- Egy továbbfejlesztett, sorba kötött elszívó ventilátor.

C forgatókönyv: A professzionális műhely (Sebesség, megbízhatóság és amerikai támogatás)
Ez a forgatókönyv azoknak a vállalkozásoknak való, ahol a lézer a fő bevételi forrás. Ha a gép leáll, pénzt vesztesz. Sebességre, pontosságra és olyan telefonszámra van szükséged, amit felhívhatsz, ha valami elromlik.
Feljebb lépés a Thunder Laser, Aeon és Boss irányába: Mit kapsz az extra $4k-ért
Váltani egy OMTech gépről egy Thunder Laser Nova-ra, Aeon Mira-ra, vagy Boss Laser-re jelentős árnövekedéssel jár, gyakran $4,000–$6,000 többletköltséggel hasonló teljesítmény esetén.
Nem több teljesítményért fizetsz, hanem szervómotort (a léptetőmotorok helyett), lineáris sínekért, és RF (rádiófrekvenciás) fémcsövekért (a magasabb kategóriájú konfigurációkban). Ezek az alkatrészek hosszabb élettartamúak, és jobban megőrzik a kalibrációt a folyamatos, 24/7-es működés során. Az összeszerelés minősége szorosabb, a kábelezés rendezettebb, és a biztonsági reteszelések ipari szintűek.
A sebességi tényező: miért számít jobban a raszterteljesítmény, mint a vágási teljesítmény
A kezdők a vágási teljesítményre (wattokra) összpontosítanak; a profik a rasztersebességre (hüvelyk/másodpercben).
Ha a vállalkozásod poharak, bőrtapaszok vagy pala poháralátétek gravírozásával foglalkozik, a lézerfejnek ezerszer kell oda-vissza mozognia. Egy olcsó léptetőmotor akár 500 mm/s-nál is "csengést" (rezgő vonalakat) produkálhat. Egy Thunder Laser vagy Aeon hibrid szervókkal viszont 1000 mm/s+ sebességgel is képes tűéles pontossággal működni. Ez gyakorlatilag megduplázza a napi termelékenységet. Egy termelő műhelyben a sebesség az egyetlen igazán fontos mutató.
Helyi támogatás: a biztosítás, ami megakadályozza a 3 hetes alkatrészkésést
Az egyik legnagyobb megkülönböztető tényező C forgatókönyv esetén az USA-alapú támogatás.
Ha egy vezérlőpanel meghibásodik egy általános importgépen, gyakran fórumokon kell kutatnod, vagy e-mailt írnod egy kínai gyárnak, és heteket várnod a cserealkatrészre. Az olyan cégek, mint a Thunder, az Aeon vagy a Boss, amerikai raktárakat üzemeltetnek pótalkatrészekkel, és angolul beszélő technikusokat alkalmaznak, akik videóhíváson keresztül is képesek hibát elhárítani.
Egy hobbista számára egy háromhetes alkatrész-várakozás bosszantó. Egy professzionális műhely számára azonban végzetes üzleti esemény. Az a plusz $4,000 az a biztosítási díjad a csend ellen.
4. fázis: a végső valóságellenőrzés a rendelés előtt
Megvan a rövidlistád. Megvan a költségvetésed. A kurzorod az "Add to Cart" gomb fölött lebeg. Állj meg.
Különbség van egy olyan gép között, amely bemutatófájlokat vág egy vásáron, és egy olyan gép között, amely öt éven át bírja a napi használatot. Ez a különbség ritkán látszik a műszaki adatlapon; inkább a napi használat során jelentkező súrlódásokban bukkan fel. Mielőtt pénzt fektetnél be, a kiválasztott gépednek át kell mennie három végső szűrőn. Ezek azok a biztonsági elemek, amelyek elválasztják a nyereséget termelő eszközt egy nehéz, drága garázsszobortól.
Karbantartási hozzáférés: a 60 másodperces ellenőrzés, ami megakadályoz egy hét elveszett munkát
A lézer karbantartása nem "majd egyszer" feladat; heti kötelezettség. A párolgott ragasztó és falepény hetente 1–2 gramm sebességgel rakódik az optikákra. Ha a tükrök tisztítása 30 percnyi szétszerelést igényel, ki fogod hagyni. Ha kihagyod, a gyanta beég a lencse bevonatába, ami 30–40%-os teljesítménycsökkenést és végül optikai repedést okoz.
A teszt: Lépj kapcsolatba az eladóval vagy nézz meg egy felhasználói videót. Elérheted, eltávolíthatod, megtisztíthatod és visszahelyezheted az 1-es tükröt, a 2-es tükröt és a fókuszlencsét összesen 60 másodpercen belül??
Ha a válasz nem, ne vedd meg.
- 1. tükör (csővég): Szükséged lesz egy oldalsó ajtóra. 15 másodpercen belül el kell tudnod csavarni a gyűrűt, és kihúzni a tükröt. (Az OMTech és a Gweike általában megfelel; a Glowforge gyakran elbukik ezen, mivel elrejti az optikát a burkolatok mögé.).
- 2. tükör (híd): Keresd a felnyitható fedelet. Ezt egy fültisztító pálcikával is ki kell tudnod tisztítani a tartó eltávolítása nélkül. Ha le kell csavarnod a szellőzőcsatornát, hogy egyáltalán lásd (mint a régebbi Monport modelleknél gyakran szükséges), akkor minden pénteken "karbantartási adót" fizetsz vele.
- Tükör 3 és lencse (lézerfej): Ez a kritikus zóna. Képesnek kell lenned lejjebb engedni az asztalt, eltávolítani a fúvókagyűrűt, és kevesebb mint 20 másodperc alatt elkapni a lencsét a kezedben. Profi tipp: Összeszereléskor ügyelj arra, hogy a lencse "domború oldalával felfelé" kerüljön be („belly up”). Ha a géphez imbuszkulcsra van szükség a lencse eléréséhez, akkor az nem felel meg a teszten.

A "Vásárolj jót, vagy vásárolj kétszer" döntési mátrix
Egy $3,000-es gép soha nem csak $3,000. Ez előleg a jövőbeli javításokra. Ezzel szemben egy $8,000-es gép gyakran kevesebbe kerül egy 5 éves távlatban. Ez a mátrix feltárja a birtoklás teljes költségét (TCO), amely a címkén szereplő ár mögött rejtőzik.
Azonosítsd, melyik oszlop felel meg a kiválasztott jelöltednek:
| Méret | A költségvetés-barát megoldás (B forgatókönyv) | A profi igásló (C forgatókönyv) |
|---|---|---|
| Kezdeti költség | $2,000 - $4,000 | $6,000 - $10,000 |
| Cső élettartam | 1k–2k óra (üveges CO2) | 10k+ óra (RF fém / prémium üveg) |
| Becsült állásidő/év | 15 nap (alkatrészre várakozás) | 2 nap (helyi támogatás / jobb minőségellenőrzés) |
| Heti karbantartás | 2 óra (kézi beállítás) | 30 perc (zárt optika / jobb sínek) |
| Csere költség (4. év) | $1,000+ (új cső + tápegység) | $0 (Hosszú élettartamú forrás) |
| Viszonteladási érték | 40% az eredeti árhoz viszonyítva | 70% az eredeti árhoz viszonyítva |
| 5 éves TCO (teljes tulajdonlási költség) | $19 000+ (beleértve az elveszett fizetős munkaórákat) | $7 000 (alacsony fogyóanyag-költségek) |
Ha hobbi műhelyt üzemeltetsz, a Budget Build elfogadható – az időd "ingyen" van. Ha viszont vállalkozást vezetsz, egy "olcsó" gép leállása többe fog kerülni, mint a „drága” gép árkülönbsége az első 18 hónapon belül.
Ellenőrző lista: Légy készen a vágásra a kiszállítást követő 48 órán belül
A legveszélyesebb időszak a lézertulajdonos számára az első hét. Ha nem rendelkezel a megfelelő kellékekkel, a gép tétlenül áll, miközben a visszaküldési időablak folyamatosan fogy. Ha nem ellenőrzöd az optikát azonnal, a szállítás során keletkezett kár a te felelősséged.
Kövesd ezt az ütemtervet, hogy biztosan működőképes legyél – vagy azonnal visszaküldhesd a hibás készüléket.
0. nap: Előzetes előkészítés (2 óra)
- Folyadékok: Vásárolj 2 gallon desztillált vizet (a hűtő számára) és 90% izopropil-alkoholt (az optikához).
- Optikai készlet: Készíts elő lencsepapírt és hőpapírt (nyugta papírt) az igazítási teszthez.
- Áramellátás: Ellenőrizz egy külön 20A-es áramkört (110V/220V egységtől függően). Ha hűtővel vagy kompresszorral osztod meg az áramkört, le fog csapni a biztosíték, és a vágások tönkremennek.
1. nap: Kicsomagolás és ellenőrzés (4 óra)
- A „Rázási teszt”: Mielőtt feltöltenéd a hűtőt, vizsgáld meg a lézercsövet. Keresd a belső repedéseket. Ha finom ringatás közben üvegrezdülést hallasz, ne vedd át a készüléket.
- A szivárgásvizsgálat: Csatlakoztasd a vizet, indítsd el a szivattyút, és várj 30 percet. Ellenőrizd a csővégeket és a váz alját.
- A 60 másodperces tisztítás: Végezd el az 1. lépésben megkutatott karbantartási tesztet.
- Az igazítás: Használj hőpapírt, hogy ellenőrizd a sugár útvonalát az ágy mind a négy sarkában.
2. nap: Érvényesítés (2 óra)
- A keretteszt: Futtass egy 10 mm/s sebességű vágást fán, 90% teljesítményen.
- Az eredmény: A széleknek aranybarnának kell lenniük, nem feketére égettnek. A vágásnak függőlegesnek, nem ferde irányúnak kell lennie.
- A terheléses teszt: Futtasd a gépet 3 órán keresztül. Figyeld a hőmérsékletet (tartsd 22°C/71°F alatt). Ha túlmelegszik vagy kikerül a fókuszból, vissza kell küldeni.
A végső vágás
A kézikönyv elején megkérdeztük, műhelyt építesz-e vagy csak szerszámot vásárolsz. A különbség nem a vázra ütött márkanéven van; hanem a tulajdonos felkészültségében.
A négyfázisú keretrendszer követésével nem csupán lézert vásároltál. Meghatároztad az anyagszükségleteidet, kiszámoltad a teljesítményigényeket, biztosítottad a biztonsági protokollokat, és felmérted a tulajdonlás rejtett költségeit. Már nem csak egy jó gépben reménykedsz; hanem egy sikeres vásárlást terveztél meg.
A kutatás kész. A listád készen áll. Itt az idő a vágásra. És ha irányított segítségre van szükséged ahhoz, hogy a munkafolyamatodat a megfelelő technológiához igazítsd, ne habozz lépjen kapcsolatba velünk személyre szabott lézerrendszer-tanácsért.

VI. GYIK
1. Tudnak a lézervágók fémet vágni?
Igen, egyes lézervágók képesek fém vágására, de ez a lézer típusától és teljesítményétől függ. A szálas lézerek és a nagy teljesítményű CO2-lézerek általában képesek különféle fémek, például rozsdamentes acél, alumínium és réz vágására. Vastagabb fémlemezek vagy összetettebb vágások esetén az ipari minőségű szálas lézerek, mint például a Egyasztalos szálas lézervágó gép ajánlottak.
2. Milyen anyagokat képes vágni egy CO2-lézer?
A leggyakoribb anyagok közé tartozik a fa, az akril, a bőr, a szövet, a papír és bizonyos műanyagok. A CO2-lézerek azonban nem alkalmasak fémek vágására, hacsak nem nagyon nagy teljesítményűek, és kifejezetten ilyen célra lettek kialakítva. Emellett nem ajánlott velük PVC-t vagy olyan anyagokat vágni, amelyek hevítéskor mérgező gázokat bocsátanak ki.
3. Milyen pontosak a lézervágó gépek?
A lézervágó gépek pontossága az egyik legnagyobb előnyük. A kiváló minőségű lézervágók rendkívül finom részleteket képesek elérni, akár 0,001 hüvelyk (0,025 mm) pontossággal. A pontosság olyan tényezőktől függ, mint a lézersugár minősége, a gép stabilitása, valamint a mozgásvezérlő rendszer pontossága.















