क्यों "टॉप 10" सूचियाँ आपको असफल कर गईं (और वास्तव में कैसे चुनें)
संभावना है कि आपने पिछले सप्ताह तुलना तालिकाओं को घूरते हुए बिताया है, जो आपको मशीन के सैद्धांतिक अधिकतम के बारे में सब कुछ बताती हैं लेकिन उसकी आत्म-लागत चुकाने की क्षमता के बारे में कुछ नहीं। "टॉप 10" सूचियाँ इसलिए विफल होती हैं क्योंकि वे औद्योगिक विनिर्माण उपकरणों को उपभोक्ता इलेक्ट्रॉनिक्स की तरह मानती हैं, इकाइयों को फीचर्स-प्रति-डॉलर के आधार पर रैंक करती हैं न कि प्रति-शिफ्ट विश्वसनीयता के आधार पर। एक वर्कशॉप को किसी टेक ब्लॉगर द्वारा चुना गया सामान्य "विजेता" नहीं चाहिए; उसे ऐसी मशीन चाहिए जो बजट समय-निर्धारण, दैनिक उत्पादन क्षमता, और सामग्री की फिनिश के विशिष्ट प्रतिबंधों के अनुरूप हो। रैंकिंग की तलाश करने के बजाय, आपको एक आवश्यकताओं का मैट्रिक्स बनाना होगा जो आपके उत्पादन की आवश्यकताओं—विशेष रूप से सामग्री का प्रकार और मात्रा—को मशीन की क्षमताओं से मिलाता हो।.
उदाहरण के लिए, यदि आपकी प्राथमिकता उच्च धातु कटिंग सटीकता और दीर्घकालिक उत्पादन स्थिरता है, तो आप औद्योगिक-ग्रेड समाधानों की खोज कर सकते हैं जैसे कि सिंगल टेबल फाइबर लेज़र कटिंग मशीन जो सुगम थ्रूपुट और पेशेवर परिवेशों के लिए बनाई गई है।.
विनिर्देश शीट का जाल: क्यों वाट क्षमता एक तात्कालिक काम के लिए सबसे कम महत्वपूर्ण मापदंड है
वर्कशॉप उपकरण प्राथमिकता में आम गलतियाँ
- प्रक्रिया स्थिरता के ऊपर अधिकतम वाट क्षमता को प्राथमिकता देना वर्कशॉप मालिकों की सबसे महंगी गलती है।.
- यदि मशीन गैन्ट्री मिसएलाइनमेंट से पीड़ित है या भारी पोस्ट-प्रोसेसिंग की आवश्यकता है तो उच्च वाट क्षमता का कोई मतलब नहीं।.
- वाट क्षमता केवल कटिंग मोटाई की क्षमता निर्धारित करती है, लाभप्रदता नहीं।.
- ट्यूब पावर स्पेसिफिकेशन की बजाय छिपे हुए "डाउनटाइम चालक" पर ध्यान दें।.
- मुख्य डाउनटाइम चालकों में नोज़ल और लेंस की सफाई, सर्वो रखरखाव अंतराल, और कूलिंग एयरफ्लो की स्थिरता शामिल हैं।.
- राजस्व-केंद्रित कार्यों के लिए, महत्वपूर्ण प्रदर्शन मापदंड त्वरण और केर्फ चौड़ाई स्थिरता हैं।.
- एक अच्छी तरह से ट्यून किया गया 60W मशीन एक खराब कैलिब्रेटेड 100W मॉडल से बेहतर प्रदर्शन कर सकता है।.
- अस्थिर मशीनें सामग्री और समय दोनों बर्बाद करती हैं, जिससे अतिरिक्त वाट क्षमता प्रतिकूल हो जाती है।.
यदि आपके संचालन के लिए लगातार अपटाइम और सटीकता महत्वपूर्ण हैं, तो कवर वाली डुअल-यूज़ फाइबर लेज़र कटिंग मशीन जैसी पेशेवर-ग्रेड प्रणालियों की समीक्षा करना लंबे उत्पादन शिफ्ट्स के दौरान कटिंग एकरूपता सुनिश्चित करने में मदद कर सकता है।.
"पहला कट लगाने का समय" वास्तविकता: शौकिया खिलौनों और राजस्व उत्पन्न करने वालों के बीच भेद करना
अनुकूलित संस्करण
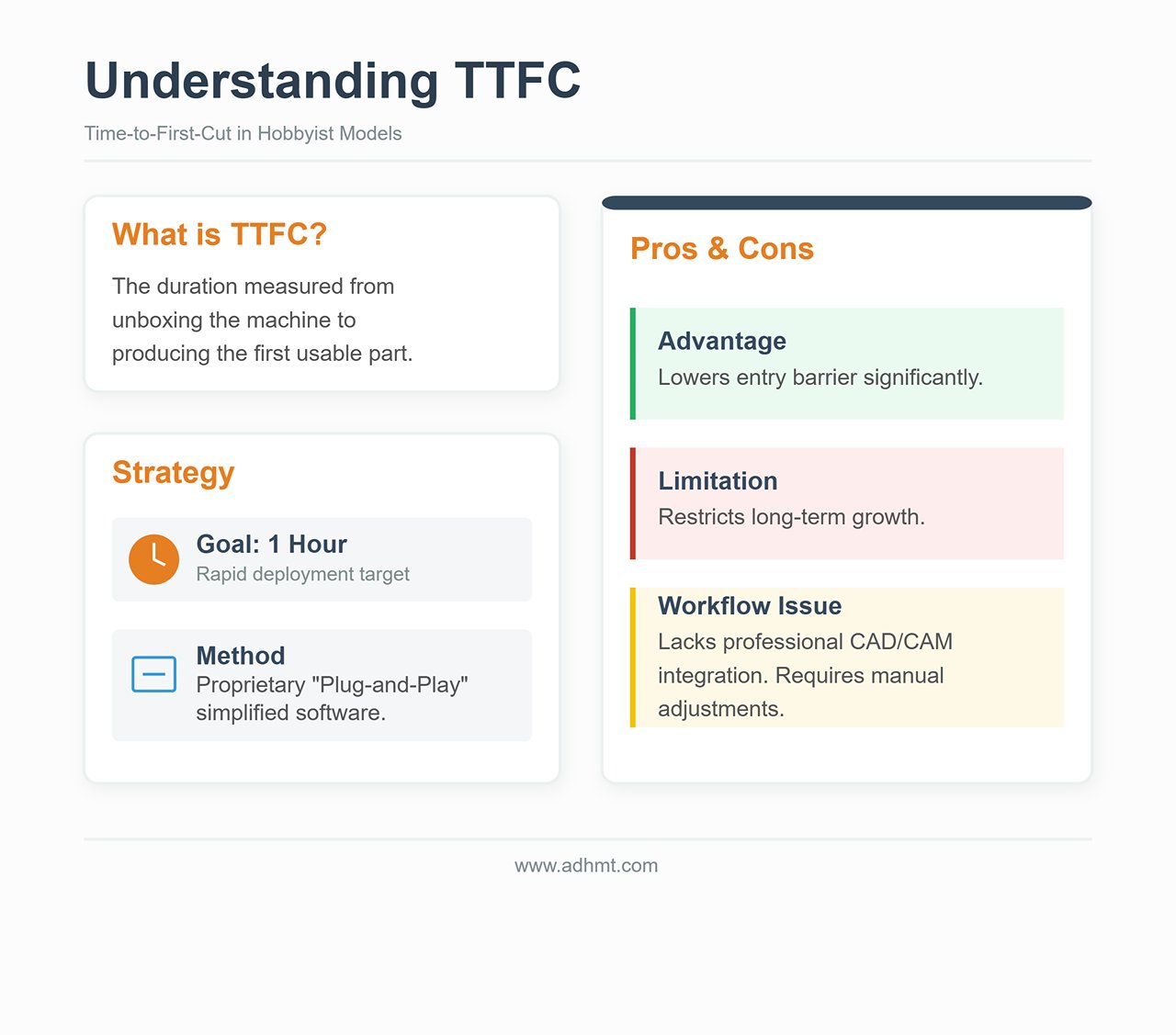
"पहला कट लगाने का समय" (TTFC) यह मापता है कि मशीन को बॉक्स से निकालने के बाद पहला इस्तेमाल योग्य भाग बनाने में कितना समय लगता है। शौक़ीन मॉडल अक्सर इस मापदंड पर जोर देते हैं, उपयोगकर्ताओं को एक घंटे के भीतर कटिंग शुरू करने के लिए स्वामित्व वाले और सरल सॉफ़्टवेयर का उपयोग करते हैं। जबकि यह सुलभता प्रवेश बाधा को कम करती है, यह लंबे समय के विकास को भी सीमित करती है। ये “प्लग-एंड-प्ले” सिस्टम आमतौर पर पेशेवर CAD-से-CAM कार्यप्रवाह के लिए आवश्यक एकीकरण और स्वचालन की कमी रखते हैं, प्रत्येक काम के लिए मैन्युअल समायोजन की आवश्यकता होती है।.
इसके विपरीत, एक वास्तविक राजस्व उत्पन्न करने वाली मशीन को उसके TTFC से परिभाषित नहीं किया जाता बल्कि इस बात से कि वह मौजूदा उत्पादन प्रक्रियाओं में कितनी सहजता से एकीकृत होती है। औद्योगिक-ग्रेड इकाइयां लंबी प्रारंभिक सेटअप—जैसे एग्जॉस्ट अनुपालन, चिलर इंस्टॉलेशन, और सुरक्षा इंटरलॉक्स—की मांग कर सकती हैं, लेकिन एक बार कॉन्फ़िगर होने के बाद उनका "दूसरे कट लगाने का समय" लगभग शून्य होता है। यह दक्षता सॉफ़्टवेयर संगतता पर निर्भर करती है जो बैच प्रोसेसिंग, दोहराने योग्य सटीकता, और न्यूनतम पुनःकैलिब्रेशन का समर्थन करती है।.
कम TTFC लेकिन अपर्याप्त कठोरता या कमजोर सॉफ़्टवेयर आर्किटेक्चर वाली मशीन प्रोटोटाइप के लिए उपयुक्त है, उत्पादन के लिए नहीं। निवेश पर निरंतर रिटर्न थ्रूपुट, स्थिरता और टॉलरेंस नियंत्रण से आता है — ऐसे कारक जो अनबॉक्सिंग चरण से कहीं अधिक समय तक टिकते हैं।.
जो लोग पेशेवर वर्कफ़्लो को अनुकूलित कर रहे हैं, उनके लिए तकनीकी विनिर्देश या डाउनलोड करने योग्य ब्रॉशर उच्च मात्रा वाले उत्पादन के लिए आवश्यक मशीन कॉन्फ़िगरेशन और एकीकरण को कल्पना करने में मदद करता है।.
चरण 1: कड़े फ़िल्टर (अब 90% मशीनों को बाहर करें)
अधिकांश खरीदार अपनी खोज की शुरुआत लेज़र वॉटेज और मूल्य टैग देखकर करते हैं। यह किसी ऐसी मशीन को खरीदने का सबसे तेज़ तरीका है जो महंगा कागज़ दबाने वाला बन जाती है। लेज़र कटर का चयन करने के सबसे महत्वपूर्ण कारकों का मशीन की विशिष्टताओं से कोई लेना-देना नहीं है बल्कि आपके कार्यक्षेत्र की भौतिक सीमाओं से सब कुछ जुड़ा है।.
एक भी ब्रांड देखने से पहले, आपको एक सेट "कड़े फ़िल्टर" लागू करना चाहिए। ये द्विआधारी बाधाएँ हैं: यदि मशीन इन मानदंडों में फिट नहीं होती है, तो यह उम्मीदवार नहीं है। यह एक जिम्मेदारी है। इन फ़िल्टरों को लागू करके, आप बाज़ार के 90% को समाप्त कर देंगे, जिससे आपके पास केवल वे यूनिट रहेंगे जो आपके विशेष वातावरण में वास्तव में काम कर सकते हैं।.
वेंटिलेशन veto: कोई बाहरी वेंटिंग पथ नहीं है तो कोई CO2 नहीं (यहाँ क्या बचा है)
पहला फ़िल्टर वायुमंडलीय है। लेज़र कटिंग एक थर्मल प्रक्रिया है जो सामग्री को वाष्पीकृत करती है। जब आप लकड़ी, ऐक्रेलिक या चमड़ा काटते हैं, तो आप केवल धूल नहीं बना रहे होते हैं; आप वाष्पशील कार्बनिक यौगिक (VOCs), कार्बन मोनोऑक्साइड और विभिन्न कार्सिनोजेन्स उत्पन्न कर रहे होते हैं। यदि आप PVC काटते हैं (जो आपको नहीं करना चाहिए), तो आप हाइड्रोक्लोरिक एसिड गैस उत्पन्न कर रहे होते हैं जो आपके फेफड़ों को नष्ट करेगी और कुछ ही हफ्तों में मशीन की इलेक्ट्रॉनिक्स को corrode कर देगी।.
कड़ा नियम: यदि आप मशीन से बाहर की ओर 4-इंच या 6-इंच का duct नहीं चला सकते हैं, तो आप उत्पादन उद्देश्यों के लिए CO2 लेज़र नहीं खरीद सकते।.
कई निर्माता "धुआँ निकालने वाले" या पुन: परिसंचारी फिल्ट्रेशन यूनिट बेचते हैं ताकि बिना खिड़की वाले कमरों के लिए workaround हो सके। कभी-कभार कोस्टर पर नक़्क़ाशी करने वाले शौक़ीन के लिए, ये पर्याप्त हैं। उत्पादन चलाने वाले कार्यशाला के लिए, ये एक वित्तीय जाल हैं।.
- सैचुरेशन समस्या: ऐक्रेलिक और लकड़ी को काटना HEPA और सक्रिय कार्बन फिल्टर को तेजी से भर देता है। उत्पादन वातावरण में, सुरक्षित वायु गुणवत्ता बनाए रखने के लिए आपको महंगे फिल्टर कार्ट्रिज को साप्ताहिक रूप से बदलना पड़ सकता है। यह आपके वार्षिक परिचालन लागत में हजारों डॉलर जोड़ता है।.
- फ्लो का भौतिकी: पुन: परिसंचारी यूनिट शायद ही कभी आवश्यक CFM (क्यूबिक फीट प्रति मिनट) एयरफ्लो प्रदान करती हैं जो ऑप्टिक्स को साफ रख सके। बाहर की ओर मजबूत नकारात्मक दबाव वेंटिंग के बिना, धुआँ चेसिस में रहता है, दर्पण और लेंस पर जम जाता है। इससे बीम गुणवत्ता खराब होती है, कटिंग पावर कम होती है और महंगे ऑप्टिक्स टूट जाते हैं।.
यदि आपके पास कोई बाहरी वेंटिंग पथ नहीं है, तो आपके केवल व्यवहार्य विकल्प कम शक्ति वाले डायोड लेज़र या विशेष रूप से मेटल मार्किंग के लिए समर्पित फाइबर लेज़र हैं, जैसे सिंगल टेबल फाइबर लेज़र कटिंग मशीन, जो आपको वायु सुरक्षा और भरोसेमंद एयरफ़्लो गुणवत्ता बनाए रखने में मदद करते हैं।.
इलेक्ट्रिकल आश्चर्य: क्यों आपका 110V आउटलेट आपकी उत्पादन गति को मार सकता है
दूसरा फ़िल्टर विद्युत क्षमता है। उत्तरी अमेरिका में, मानक 110V/15A आवासीय आउटलेट अधिकतम सैद्धांतिक 1,800 वॉट प्रदान करता है। हालांकि, विद्युत संहिता और सुरक्षा मानक लगातार लोड सीमा को 80% या लगभग 1,440 वॉट तक निर्धारित करते हैं।.
नए खरीदार अक्सर एक लेज़र की रेटिंग देखते हैं — उदाहरण के लिए, "100W" लेज़र ट्यूब — और मान लेते हैं कि यह आसानी से उस सीमा के भीतर फिट हो जाएगा। यह पावर खपत बनाम आउटपुट पावर की गलत समझ है। एक लेज़र कटर एक सिस्टम है, केवल एक घटक नहीं।.
- समेकित लोड: आप केवल लेज़र स्रोत को ही शक्ति नहीं दे रहे हैं। आप स्टेपर मोटर्स, कंट्रोलर, पानी के चिलर (ग्लास ट्यूबों के लिए आवश्यक), एयर असिस्ट पंप, और एग्जॉस्ट फैन को भी शक्ति दे रहे हैं।.
- वोल्टेज ड्रॉप: जब चिलर का कंप्रेसर चालू होता है और लेज़र उच्च शक्ति पर काम कर रहा होता है, तो अचानक करंट खिंचाव एक साझा 110V सर्किट पर क्षणिक वोल्टेज ड्रॉप का कारण बन सकता है।.
यदि आपके कार्यशाला में केवल मानक रिहायशी 110V आउटलेट हैं और आप समर्पित सर्किट स्थापित नहीं कर सकते, तो आप गंभीर रूप से सीमित हैं। एक साझा सर्किट पर उच्च-वाट क्षमता वाली मशीन चलाने से "ब्राउनआउट" होते हैं जहां लेज़र की शक्ति में उतार-चढ़ाव होता है, जिसके परिणामस्वरूप कट पूरी तरह से नहीं हो पाते या नक़्क़ाशी की गहराई असंगत हो जाती है।.
कड़ा नियम: यदि आप समर्पित 20A सर्किट या 220V लाइन स्थापित नहीं कर सकते, तो आपको उच्च-शक्ति वाले औद्योगिक CO2 प्लेटफार्म और बड़े-फॉर्मेट फाइबर लेज़र को बाहर करना होगा। आप केवल डेस्कटॉप यूनिट या एंट्री-लेवल फ्लोर मॉडलों तक सीमित रहेंगे, जहां चिलर और एग्जॉस्ट एकीकृत या कम-ड्रॉ वाले होते हैं।.

बेड आकार का जाल: क्यों "बड़ा" अक्सर "धीमा" और "कम सटीक" होता है"
मार्केटिंग तर्क यह सुझाव देता है कि 48" x 36" बेड अपने आप में 24" x 12" बेड से बेहतर है क्योंकि यह "अधिक संभावना" देता है। कार्यशाला में, संभावना अप्रासंगिक है; उत्पादन की गति सर्वोपरि है।.
बड़े बेड के लिए बड़े गैंट्री की आवश्यकता होती है (वह पुल जो लेज़र हेड को गति देता है)। बड़े गैंट्री भारी होते हैं।.
- जड़ता बनाम विवरण: भारी गैंट्री को तेज़ी से गति देने और रोकने में अधिक बल की आवश्यकता होती है। यदि आप बारीक अक्षर या विस्तृत ग्राफिक्स नक़्क़ाशी कर रहे हैं, तो मशीन को प्रति मिनट हज़ारों बार दिशा बदलनी होती है। एक बड़ी, भारी मशीन ऐसा तेज़ी से बिना कंपन के (जिसे "रिंगिंग" या "वॉबल" कहते हैं) करना मुश्किल पाती है, जो आपके काम में तरंगदार लाइनों के रूप में दिखाई देता है।.
- गति का दंड: भारी गैंट्री के साथ सटीकता बनाए रखने के लिए, मशीन को अक्सर धीमी गति से चलना पड़ता है। हल्के गैंट्री वाली छोटी मशीन अक्सर वस्तुओं का बैच 30% तेज़ी से नक़्क़ाशी कर सकती है केवल इसलिए कि वह कट के बीच तेज़ी से गति पकड़ सकती है।.
कड़ा नियम: "कभी" वाले प्रोजेक्ट्स के लिए बेड आकार न खरीदें। यदि आपके 95% काम 12x20 इंच शीट पर फिट होते हैं, तो 4x8 फुट मशीन वास्तव में आपके व्यवसाय को नुकसान पहुंचाएगी। यह अधिक फर्श स्थान घेरेगी, अधिक बिजली का उपयोग करेगी, और संभवतः धीमी गति से कम गुणवत्ता वाली नक़्क़ाशी उत्पन्न करेगी। बड़ा बेड तभी खरीदें जब आपका प्राथमिक राजस्व स्रोत पूरे शीट सामग्री को काटने से आता हो।.
सामग्री की वास्तविकता: क्यों आपके ग्राहक की मांग लेज़र स्रोत तय करती है (CO2 बनाम फाइबर बनाम डायोड)
अंत में, आप बजट के आधार पर लेज़र स्रोत नहीं चुन सकते; आपको इसे भौतिकी के आधार पर चुनना होगा। लेज़र बीम की तरंगदैर्घ्य यह तय करती है कि वह किन सामग्रियों के साथ प्रतिक्रिया करता है। गलत तरंगदैर्घ्य को कोई भी शक्ति मात नहीं दे सकती।.
- CO2 लेज़र (10,600 nm): निर्माताओं के लिए भरोसेमंद साधन। यह तरंगदैर्घ्य कार्बनिक सामग्रियों द्वारा पूरी तरह अवशोषित होती है।.
- ज़रूरी है: लकड़ी, ऐक्रेलिक (पारदर्शी और रंगीन), चमड़ा, कागज़, कांच (केवल नक़्क़ाशी के लिए)।.
- कठोर फ़िल्टर: यदि आपके ग्राहक स्पष्ट ऐक्रेलिक ट्रॉफियाँ या स्थापत्य मॉडल चाहते हैं, तो आप अनिवार्य रूप से एक CO2 लेज़र खरीदें। एक फाइबर या डायोड लेज़र साफ़ ऐक्रेलिक के आर-पार बिना कोई निशान छोड़े गुजर जाएगा।.
- फाइबर लेज़र (1,064 nm): धातु के लिए औद्योगिक मानक।.
- ज़रूरी है: स्टेनलेस स्टील, एल्युमिनियम, पीतल, तांबा, टाइटेनियम।.
- कठोर फ़िल्टर: यदि आपका व्यापार मॉडल धातु के पुर्जों को काटने पर निर्भर है, तो CO2 लेज़र गलत उपकरण है। जबकि उच्च शक्ति (150W+) CO2 लेज़र क्या ऑक्सीजन असिस्ट के साथ पतली धातु काट सकते हैं, किनारों की गुणवत्ता और गति एक शुरुआती स्तर के फाइबर लेज़र की तुलना में भी कमतर होती है। यदि आपको स्पष्ट प्लास्टिक या लकड़ी पर उकेरना है, तो फाइबर लेज़र बेकार है; यह लकड़ी को अनियंत्रित रूप से जला देगा या प्लास्टिक पर कोई निशान बनाने में विफल रहेगा।.
- डायोड लेज़र (450 nm): दृश्यमान नीला प्रकाश स्पेक्ट्रम।.
- ज़रूरी है: बजट सीमाएँ और अत्यधिक पोर्टेबिलिटी।.
- कठोर फ़िल्टर: डायोड लेजर में स्पष्ट ऐक्रेलिक में अवशोषण कमजोर होता है (नीली रोशनी इसके आर-पार चली जाती है) और ये 3 मिमी से मोटे प्लाईवुड को काटने में बेहद धीमे होते हैं। यदि आपका व्यापार गति या मोटे स्टॉक कटिंग पर निर्भर करता है, तो डायोड लेजर को तुरंत बाहर करें।.

अगले खंड में विशिष्ट मशीन सिफारिशों पर जाने से पहले, अपनी तीन मुख्य सामग्रियों को लिख लें। यदि वे धातु हैं, तो आपको फाइबर चाहिए। यदि वे स्पष्ट ऐक्रेलिक और लकड़ी हैं, तो आपको CO2 चाहिए। ऐसा कोई क्रॉसओवर मशीन नहीं है जो दोनों को पूरी तरह कर सके बिना छोटे घर जितनी कीमत लिए।.
चरण 2: सॉफ्टवेयर डीलब्रेकर
अधिकांश खरीदार ट्यूब वाटेज और बिस्तर के आकार पर अटक जाते हैं, नियंत्रण सॉफ्टवेयर को एक बाद में सोची गई चीज़ के रूप में मानते हैं—बस एक एक्सेसरी जो बॉक्स में शामिल है। यह वह सबसे महंगी गलती है जो आप कर सकते हैं। एक पेशेवर कार्यशाला में हार्डवेयर की क्षमता उतनी ही होती है जितनी उसे चलाने वाला सॉफ़्टवेयर देता है। एक 150W CO2 लेज़र यदि अजीब, बंद लूप सॉफ़्टवेयर स्टैक पर निर्भर हो, तो वह उपकरण नहीं बल्कि एक बाधा है।.
किसी मशीन के प्रति प्रतिबद्ध होने से पहले, आपको उस डिजिटल पारिस्थितिकी तंत्र का ऑडिट करना चाहिए जो यह आप पर थोपता है। यदि सॉफ़्टवेयर कार्यप्रवाह टूटा हुआ है, तो मशीन की गति अप्रासंगिक है।.
व्यावसायिक कार्य के लिए "लाइटबर्न संगतता" अनिवार्य क्यों है
लेज़र उद्योग में, लाइटबर्न एक तृतीय-पक्ष यूटिलिटी से विकसित होकर पेशेवर निर्माण के लिए वास्तविक ऑपरेटिंग सिस्टम बन गया है। यह CAM (कंप्यूटर-सहायता निर्माण) सॉफ़्टवेयर के रूप में कार्य करता है—जहाँ आप गति, शक्ति और पथ सेट करते हैं—और मशीन नियंत्रण इंटरफ़ेस के रूप में भी।.
एक कार्यशाला के लिए, "लाइटबर्न संगतता" कोई पसंद नहीं है; यह तीन कारणों से एक रणनीतिक संपत्ति है:
- श्रम पोर्टेबिलिटी: लाइटबर्न विभिन्न हार्डवेयर में इंटरफ़ेस को एकीकृत करता है। यह रुइदा, ट्रोसेन, टॉपविज़डम और जीआरबीएल नियंत्रकों का समर्थन करता है। यदि आप किसी ऑपरेटर को एक सामान्य डायोड लेज़र पर प्रशिक्षण देते हैं, तो वे उन कौशलों को औद्योगिक CO2 फ्लैटबेड या गैल्वो फाइबर मार्कर पर बिना कार्यप्रवाह को फिर से सीखे स्थानांतरित कर सकते हैं। यदि आप ऐसी मशीन खरीदते हैं जो स्वामित्व सॉफ़्टवेयर से लॉक होती है, तो आप प्रत्येक नए कर्मचारी के साथ अपने प्रशिक्षण खर्च को बढ़ा रहे हैं।.
- मानकीकृत एसओपी: विस्तार क्षमता के लिए मानक परिचालन प्रक्रियाओं (Standard Operating Procedures) की आवश्यकता होती है। जब आपका पूरा बेड़ा एक ही प्लेटफ़ॉर्म पर चलता है, तो आप एकीकृत सामग्री लाइब्रेरी बना सकते हैं। आप "3 मिमी बर्च प्लाईवुड" या "एनोडाइज़्ड एल्यूमिनियम" जैसी सामग्रियों के लिए विशिष्ट कट सेटिंग्स सहेज सकते हैं और उन्हें कार्यशाला की किसी भी मशीन पर तैनात कर सकते हैं। स्वामित्व सॉफ़्टवेयर आपको बिखरी हुई लाइब्रेरी बनाए रखने के लिए मजबूर करता है, जिससे ऑपरेटर त्रुटि और सामग्री की बर्बादी का जोखिम बढ़ता है।.
- "बस फ़ैक्टर": यदि किसी बंद-इकोसिस्टम मशीन के निर्माता का कारोबार बंद हो जाता है, वे अपने सॉफ़्टवेयर को अपडेट करना बंद कर देते हैं, या अपनी मूल्य निर्धारण नीति बदल देते हैं, तो आपका हार्डवेयर रातों-रात अप्रचलित हो जाता है। एक मानक नियंत्रक (जैसे रुइदा 6442) पर चलने वाली लाइटबर्न मशीन भविष्य के लिए सुरक्षित है। हार्डवेयर निर्माता की वित्तीय स्थिति से स्वतंत्र रहता है।.

यदि कोई मशीन निर्माता लाइटबर्न का समर्थन नहीं करता, तो वह आपसे यह कहने जैसा है कि आप अपनी उत्पादन लाइन पर उनके आंतरिक सॉफ़्टवेयर विकास दल पर दांव लगाएं। पेशेवर कार्यों के लिए, यह दांव बहुत कम ही लगाया जाना चाहिए।.
स्वामित्व वाले इकोसिस्टम की छिपी लागत: इंटरनेट आवश्यकताएँ और फ़ाइल सीमाएँ
उपभोक्ता-ग्रेड लेज़र कंपनियाँ अक्सर अपने स्वामित्व वाले सॉफ़्टवेयर को "उपयोगकर्ता के अनुकूल" बताती हैं, लेकिन यह सरलता अक्सर एक "दीवारों से घिरे बगीचे" जैसी संरचना को छिपाती है, जिसे आपके उपयोग का मुद्रीकरण करने के लिए डिज़ाइन किया गया है।.
इन इकोसिस्टम्स की सबसे खतरनाक विशेषता है क्लाउड निर्भरता. । कुछ मशीनों को डिज़ाइन फ़ाइलों को संसाधित करने के लिए सक्रिय इंटरनेट कनेक्शन की आवश्यकता होती है। सॉफ़्टवेयर आपके वेक्टर डेटा को निर्माता के सर्वर पर अपलोड करता है, जी-कोड को दूरस्थ रूप से प्रोसेस करता है, और फिर उसे मशीन में भेजता है। शौकिया सेटिंग में, यह एक परेशानी है। लेकिन उत्पादन वातावरण में, यह एक दायित्व है। यदि आपका इंटरनेट सेवा प्रदाता बंद हो जाता है, तो आपका उत्पादन रुक जाता है। यदि निर्माता के सर्वर डाउन हो जाते हैं, तो आपकी समयसीमाएँ चूक जाती हैं।.
इसके अलावा, स्वामित्व वाले इकोसिस्टम्स अक्सर फ़ाइल हैंडलिंग पर कृत्रिम सीमाएँ लगाते हैं। आपको जिन समस्याओं का सामना करना पड़ सकता है:
| समस्या | विवरण |
|---|---|
| फ़ाइल लॉक-इन | अपने प्रोजेक्ट फ़ाइलों को मानक प्रारूपों (DXF, SVG) में निर्यात करने में असमर्थता, जिससे आपकी बौद्धिक संपत्ति उनके सिस्टम में फँसी रहती है।. |
| सदस्यता पेवॉल्स | मूल उत्पादकता सुविधाएँ—जैसे एरे नेस्टिंग (सामग्री बचाने के लिए एक शीट पर कई भागों को स्वचालित रूप से फिट करना) या वेक्टर ट्रेसिंग—को मासिक "प्रीमियम" सदस्यता के पीछे ताला लगाया जा सकता है।. |
| गोपनीयता जोखिम | उन कार्यशालाओं के लिए जो संवेदनशील क्लाइंट प्रोटोटाइप या बौद्धिक संपदा को संभालती हैं, डिज़ाइनों को प्रोसेसिंग के लिए किसी तीसरे पक्ष के क्लाउड पर अपलोड करना मानक एनडीए प्रोटोकॉल का उल्लंघन करता है।. |
पेशेवर हार्डवेयर को स्थानीय रूप से चलना चाहिए। आपको यूएसबी केबल (या यूएसबी ड्राइव) मशीन में लगाकर काम करने में सक्षम होना चाहिए, चाहे आपकी वाई-फाई स्थिति कुछ भी हो।.
कार्यप्रवाह दक्षता: क्या आप CAD/Illustrator फ़ाइलें बिना किसी परेशानी के आयात कर सकते हैं?
दक्षता का मापन उस समय से किया जाता है जो एक डिज़ाइन पूरा करने और लेज़र पर "स्टार्ट" दबाने के बीच बीतता है। यह अंतर फ़ाइल संगतता द्वारा परिभाषित होता है।.
संभावना है कि आपकी डिज़ाइन टीम Adobe Illustrator, AutoCAD, SolidWorks, या Rhino में काम करती है। लेज़र सॉफ़्टवेयर को इन डिज़ाइन टूल्स और मशीन के मोशन कंट्रोलर के बीच का अंतर बिना तीसरे "अनुवादक" सॉफ़्टवेयर की आवश्यकता के पाटना चाहिए।.
एक पेशेवर कार्यप्रवाह की मांग होती है सीधे आयात करने की क्षमता. । आपको AI, PDF, DXF, या SVG फ़ाइल को सीधे कंट्रोल सॉफ़्टवेयर में डालने में सक्षम होना चाहिए और यह उन्हें सही तरीके से वेक्टर के रूप में पढ़ सके।.
- लेयर मैपिंग: सॉफ़्टवेयर को आपके डिज़ाइन फ़ाइल में मौजूद रंगों को कटिंग पैरामीटर से स्वचालित रूप से मैप करना चाहिए (जैसे, लाल रेखाएँ = कट, नीली रेखाएँ = एंग्रेव)।.
- मूल संपादन: छोटे सुधार—खुली आकृति को बंद करना, टेक्स्ट को जोड़ना, या केर्फ़ क्षतिपूर्ति के लिए पाथ को ऑफ़सेट करना—लेज़र सॉफ़्टवेयर के अंदर ही होने चाहिए। यदि आपको Illustrator में वापस जाकर एक छेद को 2 मिमी बाईं ओर ले जाना पड़ता है, तो आपका कार्यप्रवाह समय गंवा रहा है।.
यदि कोई मशीन आपको अपने वेक्टर फ़ाइलों को किसी मालिकाना रास्टर प्रारूप में बदलने के लिए मजबूर करती है या हर बार डिज़ाइन अपडेट करने पर आपको जटिल इंपोर्ट विज़ार्ड से गुजरना पड़ता है, तो यह दक्षता परीक्षण में विफल होती है। लक्ष्य एक सहज पाइपलाइन है: डिज़ाइन → आयात → कट। इसके अलावा कुछ भी रुकावट है।.
1.jpg)
चरण 3: परिदृश्य (अपनी विशिष्ट स्थिति खोजें)
अधिकांश खरीद मार्गदर्शिकाएँ असफल होती हैं क्योंकि वे अपार्टमेंट में रहने वाले एक शौक़ीन और एक गोदाम में काम करने वाले साइन निर्माता को एक ही ग्राहक मानती हैं। वे समान नहीं हैं। जो मशीन एक के लिए उपयुक्त है, वह दूसरे के लिए परेशानी बन सकती है।.
पिछले खंड में तकनीकी "कठोर फ़िल्टर" स्थापित करने के बाद, अब हम उन्हें तीन सबसे आम उपयोगकर्ता परिदृश्यों पर लागू करते हैं। नीचे अपना स्थान पहचानें ताकि पता चले कि कौन सी विशेष मशीनें इस चयन में टिकती हैं।.
परिदृश्य A: "साइड हसल" डेस्कटॉप यूनिट्स (सीमित जगह, उच्च उपयोग में आसानी)
यह परिदृश्य आप पर लागू होता है यदि आप किसी अतिरिक्त बेडरूम या छोटे स्टूडियो से काम कर रहे हैं, वेंटिलेशन के सीमित विकल्प हैं, और आप कच्ची ताकत की बजाय "टाइम-टू-प्रिंट" को प्राथमिकता देते हैं। आपको ऐसी मशीन चाहिए जो प्रिंटर जैसी दिखे, विज्ञान प्रयोग जैसी नहीं।.
"प्लग-एंड-प्ले" दावेदार: Glowforge बनाम xTool P2 बनाम Gweike Cloud
यह Glowforge Pro ने वर्षों तक इस श्रेणी को परिभाषित किया। इसका "वॉल्ड गार्डन" दृष्टिकोण Apple के इकोसिस्टम जैसा है: इसे उपयोग करना बेहद आसान है, इसमें उत्कृष्ट कैमरा अलाइनमेंट है, और Proofgrade मटीरियल सिस्टम पावर सेटिंग्स की गणना की आवश्यकता को समाप्त करता है। हालांकि, इसे कार्य करने के लिए सक्रिय इंटरनेट कनेक्शन चाहिए। यदि आपका वाईफाई बंद हो जाता है, तो आपका उत्पादन रुक जाता है।.
यह xTool P2 मुख्य चुनौतीकर्ता के रूप में उभरा है। यह उपयोग में आसानी (कैमरा पोजिशनिंग, ऑटोफ़ोकस) में Glowforge के बराबर है लेकिन "वॉल्ड गार्डन" को तोड़ता है। यह LightBurn सॉफ़्टवेयर को सपोर्ट करता है, ऑफ़लाइन संचालन की अनुमति देता है, और लंबे ऑब्जेक्ट्स पर एंग्रेविंग के लिए एक राइज़र बेस प्रदान करता है—जो कि Glowforge के लिए चुनौतीपूर्ण है।.
यह ग्वीक क्लाउड यह बजट प्रतियोगी है। यह 50W CO2 पावर को डेस्कटॉप फॉर्म फैक्टर में काफी कम पैसे में प्रदान करता है। हार्डवेयर मजबूत है, लेकिन इसका सॉफ़्टवेयर अनुभव अपने प्रतिस्पर्धियों जितना परिष्कृत नहीं है।.
सौदा: सुविधा बनाम मरम्मत योग्यता के लिए भुगतान
डेस्कटॉप इकाइयों की छिपी हुई लागत मरम्मत योग्यता है। इन मशीनों को चिकना और सुरक्षित बनाने के लिए निर्माता घटकों को बंद कर देते हैं।.
यदि ग्लोफोर्ज में लेज़र ट्यूब खराब हो जाती है, तो आम तौर पर आप स्वयं इसे बदल नहीं सकते; पूरी यूनिट को सेवा के लिए निर्माता के पास वापस भेजना पड़ता है। इसका मतलब कई हफ्तों का डाउनटाइम हो सकता है। xTool P2 और ग्वीक क्लाउड एक मध्य मार्ग प्रदान करते हैं, जिससे उपयोगकर्ता ट्यूब और दर्पण बदल सकते हैं, हालांकि यह प्रक्रिया बड़े औद्योगिक यूनिट की तुलना में अधिक तंग और कठिन होती है। आप छोटे आकार के लिए एक प्रीमियम चुका रहे हैं; सुनिश्चित करें कि आपका व्यवसाय मॉडल संभावित डाउनटाइम या मालिकाना प्रतिस्थापन भागों की लागत को सहन कर सकता है।.
परिदृश्य बी: "गैरेज प्रोडक्शन" काम करने वाले घोड़े (अधिकतम शक्ति, कम लागत)
यह परिदृश्य उस निर्माता के लिए है जिसके पास समर्पित गैरेज जगह है, निकास के लिए ड्रायर वेंट है, और अपने हाथ गंदे करने की इच्छा है। आप प्रति डॉलर अधिकतम वाटेज और एक बड़ा कटिंग बेड (20"x28" या बड़ा) चाहते हैं।.
ओएमटेक और मॉनपोर्ट दृष्टिकोण: उच्च क्षमता, उच्च रखरखाव
ऐसे ब्रांड जैसे ओएमटेक और मॉनपोर्ट औद्योगिक "चाइना ब्लू/रेड" लेज़रों का आयात करते हैं और उन्हें आक्रामक कीमतों पर बेचते हैं। एक 80W ओएमटेक यूनिट अक्सर 45W ग्लोफोर्ज से भी सस्ती होती है। ये मशीनें शक्तिशाली हैं। इनमें उद्योग-मानक रूइडा नियंत्रक (लाइटबर्न के साथ पूर्ण रूप से संगत), अमेज़न पर उपलब्ध मानक पुर्जे, और बड़े शीट्स के लिए बड़े पास-थ्रू दरवाज़े होते हैं।.
हालांकि, गुणवत्ता नियंत्रण में भिन्नता होती है। आप एक परिष्कृत उपभोक्ता अनुभव के लिए भुगतान नहीं कर रहे; आप लोहे और कांच के लिए भुगतान कर रहे हैं।.
"टिंकरर टैक्स": दर्पणों को संरेखित करने और नियंत्रक बदलने की आपकी क्षमता का आकलन
"टिंकरर टैक्स" वह समय है जो आप मशीन को कैलिब्रेट करने में व्यतीत करेंगे। डेस्कटॉप इकाइयों के विपरीत, ये मशीनें अक्सर शिपिंग के कारण गलत संरेखित दर्पणों के साथ आती हैं। आपको लॉक नट्स ढीले करने, परीक्षण पल्स चलाने और बीम पथों को समायोजित करने में सहज होना चाहिए।.
यदि आप उच्च वोल्टेज इलेक्ट्रॉनिक्स या यांत्रिक संरेखण से डरते हैं, तो ये मशीनें न खरीदें।. यदि आप स्पैनर और मल्टीमीटर के साथ सहज हैं, तो ये इकाइयाँ उद्योग में सबसे अधिक निवेश पर रिटर्न (ROI) प्रदान करती हैं।.
अनिवार्य उन्नयन: चिलर्स और एयर असिस्ट्स जिनके लिए आपको तुरंत बजट बनाना चाहिए
इन इकाइयों पर "स्टिकर मूल्य" एक झूठ है। स्टॉक "वाटर पंप" आमतौर पर एक साधारण एक्वेरियम पंप होता है जो एक लंबे कट के दौरान 80W ट्यूब के साथ तालमेल नहीं बिठा सकता, जिससे ज़्यादा गर्मी और ट्यूब की उम्र में कमी होती है। स्टॉक "एयर असिस्ट" अक्सर एक कमजोर पंखा होता है जो धुएं को साफ नहीं कर पाता, जिससे जले हुए किनारे बनते हैं।.
OMTech या Monport को उत्पादन के लिए तैयार करने के लिए, आपको तुरंत अतिरिक्त $800–$1,000 का बजट बनाना होगा:
- CW-5200 सक्रिय चिलर (रेफ्रिजरेटेड कूलिंग)।.
- वास्तविक एयर कंप्रेसर (साफ कटिंग के लिए)।.
- अपग्रेडेड इनलाइन एग्जॉस्ट फैन।.

परिदृश्य C: पेशेवर कार्यशाला (गति, विश्वसनीयता, और अमेरिकी समर्थन)
यह परिदृश्य उन व्यवसायों के लिए है जहां लेज़र प्राथमिक राजस्व का स्रोत है। यदि मशीन खराब हो जाती है, तो आपका पैसा नुकसान होता है। आपको गति, सटीकता और एक फोन नंबर चाहिए जिस पर चीजें खराब होने पर कॉल किया जा सके।.
Thunder Laser, Aeon, और Boss तक बढ़ना: वह अतिरिक्त $4k आपको क्या देता है
OMTech से आगे बढ़कर Thunder Laser Nova, Aeon Mira, या Boss Laser तक जाने में एक बड़ा मूल्य अंतर आता है, जो अक्सर समान वॉटेज के लिए $4,000 से $6,000 अधिक होता है।.
आप अधिक शक्ति के लिए भुगतान नहीं कर रहे हैं; आप भुगतान कर रहे हैं सर्वो मोटर्स (स्टेपर मोटर के बजाय), लीनियर रेल, और RF (रेडियो फ्रीक्वेंसी) मेटल ट्यूब (उच्च-स्तरीय कॉन्फिगरेशन में)। ये घटक अधिक समय तक चलते हैं और 24/7 संचालन के दौरान बेहतर कैलिब्रेशन बनाए रखते हैं। निर्माण की गुणवत्ता अधिक सटीक होती है, वायरिंग साफ होती है और सुरक्षा इंटरलॉक औद्योगिक-ग्रेड के होते हैं।.
गति कारक: क्यों रैस्टर प्रदर्शन कटिंग पावर से अधिक मायने रखता है
नए उपयोगकर्ता कटिंग पावर (वाट्स) पर ध्यान केंद्रित करते हैं; पेशेवर रास्टर स्पीड (इंच प्रति सेकंड) पर ध्यान केंद्रित करते हैं।.
यदि आपका व्यवसाय टंबलर, लेदर पैच या स्लेट कोस्टर्स पर नक़्क़ाशी से जुड़ा है, तो लेज़र हेड को हजारों बार आगे-पीछे चलना पड़ता है। एक सस्ता स्टेपर मोटर शायद 500 मिमी/सेकंड पर "रिंगिंग" (लहरदार रेखाओं) के साथ सीमित हो जाए। Thunder Laser या Aeon जैसी मशीनें हाइब्रिड सर्वो के साथ 1000 मिमी/सेकंड+ की गति पर अत्यंत सटीकता के साथ चल सकती हैं। इससे आपकी दैनिक उत्पादन क्षमता लगभग दोगुनी हो जाती है। एक उत्पादन शॉप में, गति ही एकमात्र महत्वपूर्ण मापदंड है।.
स्थानीय समर्थन: बीमा पॉलिसी जो 3-सप्ताह की पार्ट्स देरी को रोकती है
परिदृश्य C के लिए सबसे बड़ा अंतर निर्माता का अमेरिका-आधारित समर्थन है।.
यदि किसी सामान्य आयातित मशीन का कंट्रोलर बोर्ड खराब हो जाता है, तो आपको अक्सर फ़ोरम खंगालने या चीन में किसी फ़ैक्टरी को ईमेल करने की आवश्यकता पड़ती है, और प्रतिस्थापन के लिए हफ्तों तक इंतज़ार करना पड़ता है। Thunder, Aeon और Boss जैसी कंपनियाँ अमेरिका में गोदाम रखती हैं, जहाँ पार्ट्स पहले से उपलब्ध रहते हैं, और वे अंग्रेज़ी-भाषी तकनीशियनों को नियुक्त करती हैं जो वीडियो कॉल द्वारा समस्या हल करने में मदद कर सकते हैं।.
एक शौक़ीन व्यक्ति के लिए, पार्ट के लिए तीन सप्ताह की प्रतीक्षा बस झंझट है। एक पेशेवर कार्यशाला के लिए, यह व्यापार समाप्त करने जैसा है। वह अतिरिक्त $4,000 आपकी चुप्पी से सुरक्षा की बीमा पॉलिसी है।.
चरण 4: ऑर्डर करने से पहले अंतिम वास्तविकता जांच
आपके पास अपनी शॉर्टलिस्ट है। आपका बजट तय है। आप "Add to Cart" बटन पर माउस रखे हुए हैं। रुकिए।.
ट्रेड शो में डेमो फाइलें काटने वाली मशीन और पांच साल तक व्यवसाय चलाने वाली मशीन में फर्क होता है। यह फर्क शायद ही कभी स्पेक शीट में दिखता है; यह रोजमर्रा के उपयोग के झंझटों में छिपा होता है। पूंजी निवेश करने से पहले, आपको अपनी चुनी हुई मशीन को तीन अंतिम फ़िल्टर से गुजारना चाहिए। ये वही सुरक्षा उपाय हैं जो एक लाभदायक संपत्ति को भारी, महंगी गैराज सजावट से अलग करते हैं।.
रखरखाव पहुँच: 60-सेकंड की जाँच जो एक सप्ताह का खोया हुआ काम बचाती है
लेज़र रखरखाव कोई "कभी बाद में" वाला काम नहीं है; यह साप्ताहिक आवश्यकता है। वाष्पीकृत गोंद और लकड़ी का राल हर हफ्ते 1–2 ग्राम की दर से ऑप्टिक्स पर जमा होता है। यदि मिरर की सफाई में 30 मिनट का डिसअसेंबली लगता है, तो आप इसे छोड़ देंगे। जब आप इसे छोड़ते हैं, तो राल लेंस कोटिंग में जल जाती है, जिससे पावर में 30% की गिरावट आती है और अंततः ऑप्टिक टूट जाती है।.
परीक्षण: अपने विक्रेता से संपर्क करें या उपयोगकर्ता वीडियो देखें। क्या आप Mirror 1, Mirror 2 और Focus Lens को कुल 60 सेकंड के भीतर?
पहुँच, निकाल, साफ़ और बदल सकते हैं?.
- यदि उत्तर नहीं है, तो दूर हटें। Mirror 1 (ट्यूब छोर):.
- आपको एक साइड डोर की आवश्यकता है। आपको 15 सेकंड से भी कम में एक रिंग घुमाकर मिरर निकालने में सक्षम होना चाहिए। (OMTech और Gweike आम तौर पर इसमें सफल हैं; Glowforge अक्सर विफल रहता है क्योंकि यह ऑप्टिक को पैनलों के पीछे छिपा देता है)। Mirror 2 (गैंट्री):.
- एक फ्लिप-टॉप कवर देखें। आपको इसे माउंट हटाए बिना ही Q-tip से साफ़ करने में सक्षम होना चाहिए। यदि आपको इसे देखने के लिए वेंटिलेशन डक्टिंग खोलनी पड़ती है (पुराने Monport डिज़ाइनों में सामान्य), तो आप हर शुक्रवार "रखरखाव कर" चुका रहे हैं। यह महत्वपूर्ण क्षेत्र है। आपको 20 सेकंड के भीतर बिस्तर को नीचे करने, नोज़ल रिंग को हटाने, और लेंस को अपने हाथ में पकड़ने में सक्षम होना चाहिए।. प्रो टिप: पुनः संयोजन करते समय, सुनिश्चित करें कि लेंस "उभरी हुई सतह ऊपर" (convex side up) की ओर जाए। यदि मशीन को लेंस तक पहुँचने के लिए हेक्स की की आवश्यकता होती है, तो यह परीक्षण में विफल हो जाती है।.

"अच्छा खरीदो या दो बार खरीदो" निर्णय मैट्रिक्स
$3,000 की मशीन कभी भी सिर्फ $3,000 नहीं होती। यह भविष्य में होने वाली मरम्मतों के लिए एक अग्रिम भुगतान होती है। इसके विपरीत, $8,000 की मशीन अक्सर 5-वर्षीय अवधि में कम लागत वाली होती है। यह मैट्रिक्स उस स्टिकर मूल्य के पीछे छिपी कुल स्वामित्व लागत (TCO) को उजागर करता है।.
यह पहचानें कि कौन सा कॉलम आपके शॉर्टलिस्ट किए गए उम्मीदवार से मेल खाता है:
| आयाम | बजट बिल्ड (परिदृश्य B) | प्रो वर्कहॉर्स (परिदृश्य C) |
|---|---|---|
| प्रारंभिक लागत | $2,000 - $4,000 | $6,000 - $10,000 |
| ट्यूब जीवन | 1k–2k घंटे (ग्लास CO2) | 10k+ घंटे (RF मेटल/हाई-एंड ग्लास) |
| अनुमानित डाउनटाइम/वर्ष | 15 दिन (पार्ट्स के इंतजार में) | 2 दिन (स्थानीय सहायता/बेहतर QC) |
| साप्ताहिक रखरखाव | 2 घंटे (मैनुअल एलाइनमेंट) | 30 मिनट (सील्ड ऑप्टिक्स/बेहतर रेल्स) |
| प्रतिस्थापन लागत (वर्ष 4) | $1,000+ (नया ट्यूब + PSU) | $0 (लंबे समय तक चलने वाला स्रोत) |
| पुनर्विक्रय मूल्य | मूल कीमत का 40% | मूल कीमत का 70% |
| 5-वर्षीय टीसीओ | $19,000+ (जिसमें खोए हुए बिल योग्य घंटे शामिल हैं) | $7,000 (कम उपभोज्य वस्तुएँ) |
यदि आप एक हॉबी शॉप चला रहे हैं, तो बजट बिल्ड स्वीकार्य है—आपका समय मुफ़्त है। यदि आप एक व्यवसाय चला रहे हैं, तो एक "सस्ती" मशीन का डाउनटाइम पहले 18 महीनों में "महँगी" मशीन के मूल्य अंतर से अधिक खर्च कर देगा।.
चेकलिस्ट: डिलीवरी के 48 घंटे के भीतर कटिंग के लिए तैयार रहें
लेज़र मालिक के लिए सबसे खतरनाक समय पहला हफ़्ता होता है। यदि आपके पास सही आपूर्ति नहीं है, तो जब तक आपकी रिटर्न विंडो घटती है, मशीन निष्क्रिय पड़ी रहती है। यदि आप तुरंत ऑप्टिक्स की जाँच नहीं करते, तो शिपिंग नुकसान आपकी जिम्मेदारी बन जाता है।.
इस समय-सारिणी का पालन करें ताकि आप संचालन के लिए तैयार रहें—या तुरंत एक ख़राब मशीन वापस करने के लिए तैयार रहें।.
दिन 0: प्री-अराइवल रन (2 घंटे)
- द्रव: 2 गैलन डिस्टिल्ड पानी खरीदें (चिलर के लिए) और 90% आइसोप्रोपिल अल्कोहल (ऑप्टिक्स के लिए)।.
- ऑप्टिक्स किट: अलाइनमेंट परीक्षण के लिए लेंस पेपर और थर्मल पेपर (रसीद पेपर) तैयार रखें।.
- पावर: एक समर्पित 20A सर्किट सत्यापित करें (यूनिट के अनुसार 110V/220V)। फ्रिज या कंप्रेसर के साथ सर्किट साझा करने से ब्रेकर ट्रिप हो जाएंगे और कट्स खराब हो जाएंगे।.
दिन 1: अनबॉक्स और निरीक्षण करें (4 घंटे)
- शेक टेस्ट: चिलर भरने से पहले, लेज़र ट्यूब का निरीक्षण करें। आंतरिक दरारें देखें। यदि ट्यूब को सावधानीपूर्वक झुलाने पर काँच के टकराने की आवाज़ आती है, तो डिलीवरी अस्वीकार करें।.
- लीक टेस्ट: पानी जोड़ें, पंप चलाएं, और 30 मिनट प्रतीक्षा करें। ट्यूब के सिरों और चेसिस के फ़र्श की जाँच करें।.
- 60-सेकंड की सफाई: स्टेप 1 में आपने जो मेंटेनेंस टेस्ट रिसर्च किया था, उसे करें।.
- अलाइनमेंट: थर्मल पेपर का उपयोग करके बेड के चारों कोनों पर बीम पथ की जांच करें।.
दिन 2: मान्यता (2 घंटे)
- फ्रेम टेस्ट: 90% पावर पर लकड़ी पर 10 मिमी/सेकंड वेक्टर कट चलाएँ।.
- आउटपुट: किनारे सुनहरे भूरे होने चाहिए, जले हुए काले नहीं। कट वर्टिकल होना चाहिए, तिरछा नहीं।.
- स्ट्रेस टेस्ट: मशीन को 3 घंटे तक चलाएँ। तापमान की निगरानी करें (इसे 22°C/71°F से कम रखें)। यदि यह ज़्यादा गरम हो जाता है या फोकस से बाहर चला जाता है, तो यह वापस जाएगा।.
अंतिम कट
इस गाइड की शुरुआत में, हमने पूछा था कि क्या आप एक वर्कशॉप बना रहे हैं या केवल एक उपकरण खरीद रहे हैं। फर्क ब्रांड नाम में नहीं है जो चेसिस पर छपा है; फर्क मालिक की तैयारी में है।.
इस चार-चरणीय रूपरेखा का पालन करके, आपने केवल लेज़र की शॉपिंग नहीं की है। आपने अपनी सामग्री की ज़रूरतों को परिभाषित किया है, अपनी पावर आवश्यकताओं की गणना की है, अपनी सुरक्षा प्रोटोकॉल को सुरक्षित किया है, और स्वामित्व की छिपी हुई लागतों का ऑडिट किया है। अब आप एक अच्छी मशीन की उम्मीद नहीं कर रहे; आपने एक सफल खरीद को इंजीनियर कर लिया है।.
रिसर्च पूरी हो गई है। चेकलिस्ट तैयार है। अब कट लगाने का समय है। और यदि आप अपनी वर्कफ़्लो को सही तकनीक से मिलाने में मार्गदर्शित सहायता चाहते हैं, तो संकोच न करें हमसे संपर्क करें अनुकूलित लेज़र सिस्टम सलाह के लिए।.

VI. अक्सर पूछे जाने वाले प्रश्न (FAQ)
1. क्या लेज़र कटर धातु काट सकते हैं?
हाँ, कुछ लेज़र कटर धातु काट सकते हैं, लेकिन यह लेज़र के प्रकार और उसकी शक्ति पर निर्भर करता है। फाइबर लेज़र और हाई-पावर CO2 लेज़र आमतौर पर विभिन्न धातुओं जैसे स्टेनलेस स्टील, एल्यूमीनियम और कॉपर को काटने में सक्षम होते हैं। मोटी धातु की शीट या अधिक जटिल कटिंग के लिए, औद्योगिक-ग्रेड फाइबर लेज़र जैसे सिंगल टेबल फाइबर लेज़र कटिंग मशीन की सिफारिश की जाती है।.
2. CO2 लेज़र किन सामग्रियों को काट सकता है?
सामान्य सामग्री में लकड़ी, ऐक्रेलिक, चमड़ा, कपड़ा, कागज और कुछ प्लास्टिक शामिल हैं। हालांकि, CO2 लेज़र धातु काटने के लिए उपयुक्त नहीं हैं, जब तक कि वे बहुत उच्च शक्ति वाले न हों और विशेष रूप से ऐसे कार्यों के लिए डिज़ाइन न किए गए हों। इन्हें PVC या अन्य सामग्रियों को काटने के लिए भी अनुशंसित नहीं किया जाता है, जो गर्म होने पर विषैले धुएँ छोड़ते हैं।.
3. लेज़र कटिंग मशीनें कितनी सटीक होती हैं?
लेज़र कटिंग मशीनों की सटीकता उनके प्रमुख लाभों में से एक है। उच्च-गुणवत्ता वाली लेज़र कटर्स 0.001 इंच (0.025 मिमी) तक की तंग सहनशीलता के साथ अत्यंत सूक्ष्म विवरण प्राप्त कर सकती हैं। सटीकता लेज़र बीम की गुणवत्ता, मशीन की स्थिरता, और मोशन कंट्रोल सिस्टम की शुद्धता जैसे कारकों पर निर्भर करती है।.















