Pourquoi les listes " Top 10 " vous ont induit en erreur (et comment vraiment choisir)
Vous avez probablement passé la dernière semaine à examiner des tableaux comparatifs qui vous disent tout sur les performances théoriques d’une machine et rien sur sa capacité à s’amortir. Les listes " Top 10 " échouent parce qu’elles traitent l’équipement de fabrication industrielle comme de l’électronique grand public, en classant les unités selon le rapport fonctionnalités/prix plutôt que fiabilité/poste. Un atelier n’a pas besoin d’un " gagnant " générique choisi par un blogueur tech ; il a besoin d’une machine qui s’aligne sur des contraintes spécifiques en matière de rythme budgétaire, de débit quotidien et de finition des matériaux. Au lieu de chercher un classement, vous devez construire une matrice des besoins qui fasse correspondre vos exigences de production — notamment les types et volumes de matériaux — aux capacités des machines.
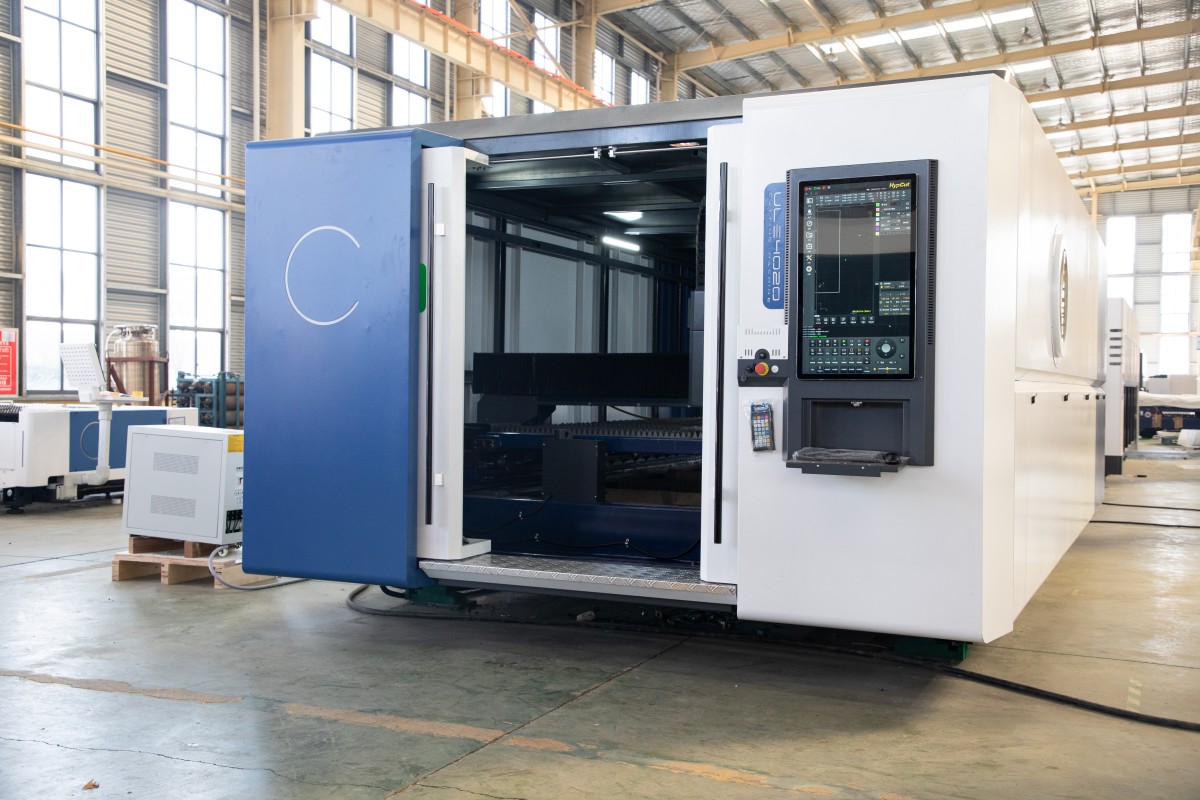
Par exemple, si votre priorité est une grande précision de coupe des métaux et une stabilité de production à long terme, vous pouvez explorer des solutions de calibre industriel telles que la Machine de découpe laser à fibre à table unique conçue pour un flux de production rationalisé et des environnements professionnels.
Le piège de la fiche technique : pourquoi la puissance en watts est le critère le moins important pour un travail urgent
Erreurs courantes dans la hiérarchisation des équipements d’atelier
- Donner la priorité à la puissance maximale plutôt qu’à la stabilité du processus est l’erreur la plus coûteuse que commettent les propriétaires d’ateliers.
- Une puissance élevée est inutile si la machine souffre d’un désalignement du portique ou nécessite un lourd post-traitement.
- La puissance ne détermine que la capacité d’épaisseur de coupe, pas la rentabilité.
- Concentrez-vous sur les " facteurs cachés de temps d’arrêt " plutôt que sur les spécifications de puissance du tube.
- Les principaux facteurs de temps d’arrêt incluent la propreté des buses et des lentilles, les intervalles d’entretien des servomoteurs et la constance du flux d’air de refroidissement.
- Pour les opérations axées sur le chiffre d’affaires, les indicateurs de performance clés sont l’accélération et la constance de la largeur du trait de coupe (kerf).
- Une machine de 60 W bien réglée peut surpasser un modèle de 100 W mal calibré.
- Des machines instables gaspillent du matériel et du temps, rendant toute puissance supplémentaire contre-productive.
Si la disponibilité constante et la précision sont essentielles à votre activité, examiner des systèmes de qualité professionnelle tels que la Machine de découpe laser à fibre double usage avec capot peut aider à garantir une uniformité de coupe sur de longues périodes de production.
La réalité du " temps jusqu’à la première coupe " : distinguer les jouets amateurs des générateurs de revenus
Version optimisée
"Le " temps jusqu’à la première coupe “ (TTFC) mesure la durée nécessaire entre le déballage d’une machine et la production de la première pièce utilisable. Les modèles destinés aux amateurs mettent souvent l’accent sur cette mesure, utilisant des logiciels propriétaires et simplifiés pour permettre la découpe en moins d’une heure. Si cette accessibilité réduit la barrière d’entrée, elle limite également la croissance à long terme. Ces systèmes ” plug-and-play » manquent généralement de l’intégration et de l’automatisation requises pour un flux de travail professionnel allant de la CAO à la FAO, imposant des réglages manuels pour chaque tâche.
À l’inverse, une véritable machine génératrice de revenus se définit non par son TTFC, mais par la fluidité avec laquelle elle s’intègre dans les processus de production existants. Les unités de grade industriel peuvent nécessiter une configuration initiale plus longue — conformité d’évacuation, installation du refroidisseur, et interverrouillages de sécurité — mais une fois configurées, leur " temps jusqu’à la seconde coupe " tend vers zéro. Cette efficacité repose sur la compatibilité logicielle qui prend en charge le traitement par lots, la précision répétable et une recalibration minimale.
Une machine avec un faible TTFC mais une rigidité insuffisante ou une architecture logicielle faible convient au prototypage, pas à la production. Un retour sur investissement durable provient du débit, de la constance et du contrôle des tolérances — des facteurs qui perdurent bien au-delà de l’étape du déballage.
Pour ceux qui optimisent les flux de travail professionnels, vérifier les spécifications techniques ou téléchargeables brochures aide à visualiser la configuration et l’intégration de la machine nécessaires pour une production à plus grand volume.
Phase 1 : Les filtres stricts (Éliminer 90% des machines dès maintenant)
La plupart des acheteurs commencent leur recherche en examinant la puissance du laser et le prix. C’est la façon la plus rapide d’acheter une machine qui finira en presse-papiers coûteuse. Les facteurs les plus critiques dans le choix d’un découpeur laser n’ont rien à voir avec les spécifications de la machine et tout à voir avec les contraintes physiques de votre espace de travail.
Avant de regarder une seule marque, vous devez appliquer un ensemble de " filtres stricts ". Ce sont des contraintes binaires : si une machine ne répond pas à ces critères, ce n’est pas une candidate. C’est un risque. En appliquant ces filtres, vous éliminerez 90% du marché, ne laissant que les unités capables de fonctionner réellement dans votre environnement spécifique.
Le veto de ventilation : pas de sortie d’air extérieure signifie pas de CO₂ (voici ce qui reste)
Le premier filtre est atmosphérique. La découpe laser est un processus thermique qui vaporise le matériau. Lorsque vous découpez du bois, de l’acrylique ou du cuir, vous ne créez pas seulement de la poussière ; vous générez des composés organiques volatils (COV), du monoxyde de carbone et divers agents cancérigènes. Si vous découpez du PVC (ce que vous ne devriez pas faire), vous produisez du gaz chlorure d’hydrogène qui détruira vos poumons et corrodera l’électronique de la machine en quelques semaines.
La règle stricte : Si vous ne pouvez pas raccorder un conduit de 4 ou 6 pouces de la machine vers l’extérieur, vous ne pouvez pas acheter un laser CO₂ à des fins de production.
De nombreux fabricants vendent des " extracteurs de fumées " ou des systèmes de filtration à recirculation comme solution de contournement pour les pièces sans fenêtre. Pour un amateur qui grave occasionnellement un dessous de verre, cela suffit. Pour un atelier en production, c’est un piège financier.
- Le problème de saturation : La découpe de l’acrylique et du bois sature rapidement les filtres HEPA et à charbon actif. Dans un environnement de production, vous pourriez avoir besoin de remplacer les cartouches de filtre coûteuses chaque semaine pour maintenir une qualité de l’air sûre. Cela ajoute des milliers de dollars à vos coûts d’exploitation annuels.
- La physique du flux : Les unités à recirculation fournissent rarement le débit d’air en pieds cubes par minute (CFM) nécessaire pour garder les optiques propres. Sans une forte aspiration vers l’extérieur assurant une pression négative, la fumée stagne dans le châssis, se déposant sur les miroirs et les lentilles. Cela dégrade la qualité du faisceau, réduit la puissance de coupe et fissure des optiques coûteuses.
Si vous n’avez pas de sortie d’air extérieure, vos seules options viables sont des lasers à diode de faible puissance ou des lasers à fibre dédiés exclusivement au marquage sur métal, tels que le Machine de découpe laser à fibre à table unique, qui vous aident à maintenir la sécurité de l’air et une qualité de flux d’air fiable.
La surprise électrique : pourquoi votre prise 110V pourrait tuer votre vitesse de production
Le deuxième filtre est la capacité électrique. En Amérique du Nord, la prise résidentielle standard de 110V/15A fournit un maximum théorique de 1 800 watts. Cependant, le code électrique et les normes de sécurité imposent une limite de charge continue de 80%, soit environ 1 440 watts.
Les nouveaux acheteurs regardent souvent la puissance nominale d’un laser — par exemple, un tube laser " 100W " — et supposent que cela rentre facilement dans cette limite. C’est une mauvaise compréhension de la consommation d’énergie par rapport à la puissance de sortie. Un découpeur laser est un système, pas un seul composant.
- La charge totale : Vous n'alimentez pas seulement la source laser. Vous alimentez les moteurs pas à pas, le contrôleur, le refroidisseur d’eau (indispensable pour les tubes en verre), la pompe d’assistance à l’air et le ventilateur d’extraction.
- La chute de tension : Lorsque le compresseur du refroidisseur se met en marche alors que le laser fonctionne à pleine puissance, l'appel de courant soudain peut provoquer une chute de tension momentanée sur un circuit 110V partagé.
Si votre atelier ne dispose que de prises résidentielles standard 110V et que vous ne pouvez pas installer un circuit dédié, vous êtes fortement limité. Utiliser une machine à forte puissance sur un circuit partagé entraîne des " baisses de tension " où la puissance du laser fluctue, ce qui donne des découpes qui ne traversent pas complètement ou des profondeurs de gravure incohérentes.
La règle stricte : Si vous ne pouvez pas installer un circuit dédié de 20A ou une ligne 220V, vous devez exclure les plateformes industrielles CO2 haute puissance et les lasers à fibre grand format. Vous êtes limité aux unités de bureau ou aux modèles d’entrée de gamme sur pied où le refroidisseur et l’extraction sont intégrés ou à faible consommation.

Le piège de la taille du plateau : pourquoi " plus grand " signifie souvent " plus lent " et " moins précis "
La logique marketing suggère qu’un plateau de 48" x 36" est intrinsèquement meilleur qu’un plateau de 24" x 12" car il offre " plus de potentiel ". Dans un atelier, le potentiel est sans importance ; le rendement est roi.
Les grands plateaux nécessitent de grandes poutres transversales (le pont qui déplace la tête laser). Les grandes poutres transversales sont lourdes.
- Inertie contre détail : Une poutre lourde nécessite plus de force pour accélérer et ralentir. Si vous gravez du texte fin ou des graphiques détaillés, la machine doit changer de direction des milliers de fois par minute. Une grande machine lourde aura du mal à le faire rapidement sans vibration, connue sous le nom de " ghosting " ou " oscillation ", qui se traduit par des lignes ondulées sur votre travail.
- La pénalité de vitesse : Pour maintenir la précision avec une poutre lourde, la machine doit souvent fonctionner plus lentement. Une machine plus petite avec une poutre légère peut souvent graver un lot d’articles 30% plus rapidement qu’une grande machine simplement parce qu’elle peut accélérer plus vite entre les coupes.
La règle stricte : N’achetez pas une taille de plateau pour des projets " un jour ". Si 95% de votre travail tient sur une plaque de 12x20 pouces, une machine de 4x8 pieds nuira en réalité à votre activité. Elle occupera plus d’espace au sol, consommera plus d’électricité et produira probablement des gravures de moins bonne qualité à un rythme plus lent. N’achetez un grand plateau que si votre principale source de revenus provient de la découpe de plaques entières de matériau.
Réalité des matériaux : pourquoi la demande de votre client dicte la source laser (CO2 vs. fibre vs. diode)
Enfin, vous ne pouvez pas choisir une source laser en fonction du budget ; vous devez la choisir en fonction de la physique. La longueur d’onde du faisceau laser détermine les matériaux avec lesquels il interagit. Aucune puissance ne peut compenser une mauvaise longueur d’onde.
- Lasers CO2 (10 600 nm) : Le cheval de bataille des créateurs. Cette longueur d’onde est parfaitement absorbée par les matériaux organiques.
- Indispensable pour : Bois, acrylique (transparent et coloré), cuir, papier, verre (gravure uniquement).
- Le Filtre Strict : Si vos clients ont besoin de trophées en acrylique transparent ou de maquettes architecturales, vous doivent achetez un laser CO2. Un laser à fibre ou à diode traversera l’acrylique transparent sans laisser de marque.
- Lasers à fibre (1 064 nm) : La norme industrielle pour le métal.
- Indispensable pour : Acier inoxydable, aluminium, laiton, cuivre, titane.
- Le Filtre Strict : Si votre modèle économique repose sur la découpe de pièces métalliques, le laser CO2 est le mauvais outil. Bien que les lasers CO2 à haute puissance (150W+) puissent pouvez découper du métal fin avec assistance en oxygène, la qualité des arêtes et la vitesse sont inférieures même à un laser à fibre d’entrée de gamme. Si vous devez graver des plastiques transparents ou du bois, le laser à fibre est inutile ; il brûlera le bois de manière incontrôlable ou ne marquera pas le plastique.
- Lasers à diode (450 nm) : Le spectre de lumière bleue visible.
- Indispensable pour : Contraintes budgétaires et portabilité extrême.
- Le Filtre Strict : Les lasers à diode ont une faible absorption dans l’acrylique transparent (la lumière bleue le traverse) et sont incroyablement lents pour découper quoi que ce soit de plus épais que du contreplaqué de 3 mm. Si votre activité dépend de la rapidité ou de la découpe de matériaux épais, écartez immédiatement les lasers à diode.

Avant de passer aux recommandations spécifiques de machines dans la section suivante, notez vos trois matériaux principaux. S’ils sont métalliques, vous avez besoin de la fibre. S’ils sont en acrylique transparent et en bois, vous avez besoin du CO2. Il n’existe pas de machine polyvalente qui fasse parfaitement les deux sans coûter aussi cher qu’une petite maison.
Phase 2 : Le facteur rédhibitoire logiciel
La plupart des acheteurs se focalisent sur la puissance du tube et la taille de la table, considérant le logiciel de contrôle comme un accessoire secondaire simplement inclus dans le carton. C’est l’erreur la plus coûteuse que vous puissiez faire. Dans un atelier professionnel, le matériel n’est aussi performant que le logiciel qui le pilote. Un laser CO2 de 150 W avec un logiciel maladroit en boucle fermée n’est pas un outil ; c’est un goulot d’étranglement.
Avant de vous engager sur une machine, vous devez auditer l’écosystème numérique qu’elle vous impose. Si le flux de travail logiciel est défectueux, la vitesse de la machine est sans importance.
Pourquoi " Compatible LightBurn " est un impératif pour un travail professionnel
Dans l’industrie du laser, LightBurn est passé d’un utilitaire tiers à un véritable système d’exploitation pour la fabrication professionnelle. Il fonctionne à la fois comme logiciel de FAO (Fabrication Assistée par Ordinateur) — où vous définissez vitesses, puissances et trajectoires — et comme interface de contrôle de la machine.
Pour un atelier, " Compatibilité LightBurn " n’est pas une préférence ; c’est un atout stratégique pour trois raisons :
- Portabilité de la main-d'œuvre : LightBurn unifie l’interface entre différents matériels. Il prend en charge les contrôleurs Ruida, Trocen, TopWisdom et GRBL. Si vous formez un opérateur sur un laser à diode générique, il peut transférer ces compétences vers un CO2 industriel à plat ou un marqueur fibre Galvo sans devoir réapprendre le flux de travail. Si vous achetez une machine verrouillée à un logiciel propriétaire, vous augmentez vos coûts de formation à chaque nouvelle embauche.
- SOP normalisées : La scalabilité nécessite des procédures opératoires normalisées. Lorsque l’ensemble de votre parc fonctionne sur une seule plateforme, vous pouvez construire une bibliothèque de matériaux unifiée. Vous pouvez enregistrer des paramètres de coupe spécifiques pour le " contreplaqué de bouleau 3 mm " ou " l’aluminium anodisé " et les déployer sur n’importe quelle machine de l’atelier. Les logiciels propriétaires vous obligent à maintenir des bibliothèques fragmentées, augmentant le risque d’erreur opérateur et de gaspillage de matériel.
- Le " facteur bus " : Si un fabricant de machines à écosystème fermé fait faillite, cesse de mettre à jour son logiciel ou modifie son modèle de tarification, votre matériel devient obsolète du jour au lendemain. Une machine avec un contrôleur standard (comme un Ruida 6442) fonctionnant avec LightBurn est pérenne. Le matériel est indépendant de la solvabilité du fabricant.

Si un fabricant de machines ne prend pas en charge LightBurn, il vous demande de parier votre chaîne de production sur son équipe interne de développement logiciel. Pour un usage professionnel, c’est un pari que vous devriez rarement faire.
Le coût caché des écosystèmes propriétaires : exigences Internet et limites de fichiers
Les entreprises de lasers grand public présentent souvent leur logiciel propriétaire comme " convivial ", mais cette simplicité dissimule souvent une architecture en " jardin clos " conçue pour monétiser votre utilisation.
La caractéristique la plus dangereuse de ces écosystèmes est la dépendance au cloud. Certaines machines nécessitent une connexion Internet active pour traiter les fichiers de conception. Le logiciel téléverse vos données vectorielles vers le serveur du fabricant, génère le G-code à distance, puis le renvoie à la machine. Dans un cadre amateur, c’est une gêne. Dans un environnement de production, c’est un risque. Si votre fournisseur d’accès à Internet connaît une panne, votre production s’arrête. Si les serveurs du fabricant connaissent une indisponibilité, vos délais ne seront pas respectés.
De plus, les écosystèmes propriétaires imposent souvent des limites artificielles à la gestion des fichiers. Vous pouvez rencontrer :
| Problème | Description |
|---|---|
| Verrouillage des fichiers | L’impossibilité d’exporter vos fichiers de projet dans des formats standard (DXF, SVG), piégeant votre propriété intellectuelle dans leur système. |
| Abonnements payants | Des fonctionnalités de productivité de base — telles que la disposition automatique (ajustement automatique de plusieurs pièces sur une feuille pour économiser du matériau) ou la vectorisation d’images — peuvent être verrouillées derrière un abonnement mensuel " Premium ". |
| Risques de confidentialité | Pour les ateliers manipulant des prototypes clients sensibles ou de la propriété intellectuelle, le téléversement de conceptions vers un cloud tiers pour traitement viole les protocoles standards de confidentialité (NDA). |
Le matériel professionnel doit fonctionner localement. Vous devez pouvoir brancher un câble USB (ou une clé USB) dans la machine et couper, quel que soit l’état de votre connexion Wi-Fi.
Efficacité du flux de travail : pouvez-vous importer des fichiers CAD/Illustrator sans tracas ?
L’efficacité est mesurée par le temps écoulé entre la fin d’un design et l’appui sur " Démarrer " sur le laser. Cet intervalle est défini par la compatibilité des fichiers.
Votre équipe de conception travaille probablement dans Adobe Illustrator, AutoCAD, SolidWorks ou Rhino. Le logiciel du laser doit combler l’écart entre ces outils de conception et le contrôleur de mouvement de la machine, sans nécessiter un troisième logiciel " traducteur ".
Un flux de travail professionnel exige une capacité d’importation directe. Vous devez pouvoir déposer un fichier AI, PDF, DXF ou SVG directement dans le logiciel de contrôle et qu’il interprète correctement les vecteurs.
- Correspondance des calques : Le logiciel doit mapper automatiquement les couleurs de votre fichier de conception aux paramètres de découpe (par ex., lignes rouges = découpe, lignes bleues = gravure).
- Édition native : Les petites modifications — fermer une forme ouverte, souder du texte ou décaler un tracé pour compenser le trait de coupe — doivent se faire directement dans le logiciel du laser. Si vous devez retourner dans Illustrator pour déplacer un trou de 2 mm vers la gauche, votre flux de travail perd du temps.
Si une machine vous oblige à convertir vos fichiers vectoriels dans un format raster propriétaire ou vous impose un assistant d’importation complexe chaque fois que vous mettez à jour un design, elle échoue au test d’efficacité. L’objectif est un flux continu : Conception → Importation → Découpe. Tout le reste est une source de friction.
1.jpg)
Phase 3 : Les scénarios (trouvez votre situation spécifique)
La plupart des guides d’achat échouent parce qu’ils traitent un amateur en appartement et un fabricant d’enseignes en entrepôt comme le même client. Ce n’est pas le cas. Une machine parfaite pour l’un peut être un handicap pour l’autre.
Après avoir défini les " filtres rigides " techniques dans la section précédente, nous les appliquons maintenant aux trois scénarios d’utilisateurs les plus courants. Trouvez-vous ci-dessous pour voir quelles machines spécifiques passent la sélection.
Scénario A : Les unités de bureau " Side Hustle " (espace limité, grande facilité d’utilisation)
Ce scénario s’applique si vous travaillez depuis une chambre d’ami ou un petit studio, avez des options de ventilation limitées et privilégiez le " temps jusqu’à l’impression " par rapport à la puissance brute. Vous avez besoin d’une machine qui ressemble à une imprimante, pas à une expérience scientifique.
Les prétendants " Plug-and-Play " : Glowforge vs. xTool P2 vs. Gweike Cloud
Le Glowforge Pro a défini cette catégorie pendant des années. Son approche en " jardin clos " est similaire à l’écosystème d’Apple : extrêmement facile à utiliser, excellent alignement par caméra, et le système de matériaux Proofgrade supprime le besoin de calculer les réglages de puissance. Cependant, il nécessite une connexion Internet active pour fonctionner. Si votre WiFi tombe, votre production s’arrête.
Le xTool P2 est apparu comme le principal challenger. Il égale le Glowforge en facilité d’utilisation (positionnement par caméra, autofocus) mais casse le " jardin clos ". Il prend en charge le logiciel LightBurn, permet une utilisation hors ligne et dispose d’une base surélevée pour graver des objets plus hauts — ce qui pose problème au Glowforge.
Le Gweike Cloud est le concurrent économique. Il offre une puissance CO2 similaire de 50 W dans un format de bureau pour beaucoup moins cher. Le matériel est solide, mais l’expérience logicielle est moins aboutie que celle de ses concurrents.
Le compromis : payer pour la commodité vs. la réparabilité
Le coût caché des unités de bureau est la réparabilité. Pour rendre ces machines élégantes et sûres, les fabricants enferment les composants.
Si un tube laser tombe en panne dans un Glowforge, vous ne pouvez généralement pas le remplacer vous-même ; l’unité entière doit souvent être renvoyée au fabricant pour réparation. Cela peut signifier plusieurs semaines d’arrêt. Le xTool P2 et le Gweike Cloud offrent un terrain d’entente, permettant aux utilisateurs de remplacer les tubes et les miroirs, bien que le processus soit plus exigu et difficile que sur une grande machine industrielle. Vous payez une prime pour un encombrement réduit ; assurez-vous que votre modèle commercial peut supporter le temps d’arrêt potentiel ou le coût des pièces de rechange propriétaires.
Scénario B : Les bêtes de somme de la " production de garage " (puissance maximale, coût réduit)
Ce scénario s’adresse au créateur disposant d’un espace de garage dédié, d’une sortie d’air pour l’évacuation, et prêt à se salir les mains. Vous voulez le maximum de puissance par dollar et une grande surface de découpe (20"x28" ou plus).
L’approche OMTech & Monport : Haute capacité, entretien élevé
Des marques telles que OMTech et Monport importent des lasers industriels " China Blue/Red " et les vendent à des prix très compétitifs. Une unité OMTech de 80 W coûte souvent moins cher qu’un Glowforge de 45 W. Ces machines sont de véritables bêtes. Elles sont équipées de contrôleurs standard industriels Ruida (entièrement compatibles avec LightBurn), de pièces standard disponibles sur Amazon et de grandes trappes de passage pour les plaques surdimensionnées.
Cependant, le contrôle qualité varie. Vous ne payez pas pour une expérience consommateur raffinée ; vous payez pour du métal et du verre bruts.
La " taxe du bricoleur " : évaluer votre capacité à aligner les miroirs et à remplacer les contrôleurs
La " taxe du bricoleur " est le temps que vous passerez à calibrer la machine. Contrairement aux unités de bureau, ces machines arrivent souvent avec des miroirs désalignés à cause du transport. Vous devez être à l’aise pour desserrer des écrous, tirer des impulsions de test et ajuster les trajectoires du faisceau.
Si vous êtes terrifié par l’électronique haute tension ou l’alignement mécanique, n’achetez pas ces machines. Si vous êtes à l’aise avec une clé et un multimètre, ces unités offrent le meilleur retour sur investissement (ROI) du secteur.
Mises à niveau obligatoires : refroidisseurs et assistances d’air à budgétiser immédiatement
Le " prix affiché " de ces unités est trompeur. La " pompe à eau " standard est généralement une simple pompe d’aquarium incapable de suivre un tube de 80 W pendant une longue découpe, provoquant une surchauffe et une durée de vie réduite du tube. L"" assistance d’air » standard est souvent un ventilateur faible qui ne dégage pas correctement la fumée, entraînant des bords brûlés.
Pour rendre une machine OMTech ou Monport prête pour la production, vous devez immédiatement prévoir un budget supplémentaire de $800 à $1 000 pour :
- Un refroidisseur actif CW-5200 (refroidissement réfrigéré).
- Un véritable compresseur d’air (pour des découpes propres).
- Un ventilateur d’extraction en ligne amélioré.

Scénario C : L’atelier professionnel (Vitesse, Fiabilité et Support américain)
Ce scénario concerne les entreprises pour lesquelles le laser est la principale source de revenus. Si la machine tombe en panne, vous perdez de l’argent. Vous avez besoin de vitesse, de précision et d’un numéro de téléphone à appeler en cas de problème.
Passer à Thunder Laser, Aeon et Boss : Ce que vous apporte ce supplément de $4k
Passer d’un OMTech à un Thunder Laser Nova, Aeon Mira, ou Boss Laser implique une augmentation de prix significative, souvent de $4 000 à $6 000 de plus pour une puissance similaire.
Vous ne payez pas pour plus de puissance, mais pour comme unique source de puissance motrice. Ces moteurs agissent comme les « muscles » du système de commande CNC, capables d’opérations démarrage-arrêt au niveau de la microseconde et d’un contrôle rotatif ultra-précis jusqu’au micro-degré d’arc. (au lieu de moteurs pas à pas), des rails linéaires, et des tubes métalliques RF (radiofréquence) (dans les configurations haut de gamme). Ces composants durent plus longtemps et conservent mieux leur calibration en fonctionnement 24 h/24 et 7 j/7. La qualité de fabrication est supérieure, le câblage est plus propre et les dispositifs de sécurité sont de niveau industriel.
Le facteur vitesse : pourquoi les performances en trame comptent plus que la puissance de coupe
Les novices s’obsèdent sur la puissance de coupe (Watts) ; les professionnels s’obsèdent sur la vitesse de balayage (pouces par seconde).
Si votre activité consiste à graver des gobelets, des patchs en cuir ou des sous-verres en ardoise, la tête laser doit aller et venir des milliers de fois. Un moteur pas à pas économique pourrait plafonner à 500 mm/s avec du " ringing " (lignes tremblantes). Un Thunder Laser ou un Aeon avec servos hybrides peut fonctionner à plus de 1000 mm/s avec une précision chirurgicale. Cela double effectivement votre production quotidienne. Dans un atelier de production, la vitesse est le seul indicateur qui compte.
Support local : la police d’assurance qui évite un retard de pièces de 3 semaines
Le plus grand facteur différenciant du scénario C est le support basé aux États‑Unis.
Si une carte de commande tombe en panne sur une importation générique, vous devez souvent parcourir des forums ou envoyer des e‑mails à une usine en Chine, en attendant des semaines un remplacement. Des entreprises comme Thunder, Aeon et Boss maintiennent des entrepôts américains avec des pièces en stock et emploient des techniciens anglophones pouvant dépanner par appel vidéo.
Pour un amateur, attendre trois semaines une pièce est une gêne. Pour un atelier professionnel, c’est un événement potentiellement fatal pour l’entreprise. Ces 1 000 à 4 000 $ supplémentaires sont votre police d’assurance contre le silence.
Phase 4 : la vérification finale avant de passer commande
Vous avez votre présélection. Vous avez votre budget. Vous hésitez au‑dessus du bouton " Ajouter au panier ". Stop.
Il y a une différence entre une machine qui découpe des fichiers de démonstration lors d’un salon et une machine qui soutient une entreprise pendant cinq ans. Cette différence se trouve rarement dans la fiche technique ; elle se situe dans la friction de l’usage quotidien. Avant d’engager votre capital, vous devez soumettre la machine choisie à trois filtres finaux. Ce sont les dispositifs de sécurité qui distinguent un actif générateur de profit d’un ornement lourd et coûteux pour votre garage.
Accès à la maintenance : la vérification de 60 secondes qui évite une semaine de travail perdue
L’entretien du laser n’est pas une tâche " à faire un jour " ; c’est une exigence hebdomadaire. La colle vaporisée et la résine du bois s’accumulent sur les optiques à raison de 1 à 2 grammes par semaine. Si le nettoyage de vos miroirs nécessite 30 minutes de démontage, vous l’ignorerez. Et quand vous l’ignorez, la résine brûle le revêtement de la lentille, provoquant une baisse de puissance de 30 % et finissant par fissurer l’optique.
Le test : Contactez votre fournisseur ou regardez une vidéo d’utilisateur. Pouvez‑vous accéder, retirer, essuyer et remettre le miroir 1, le miroir 2 et la lentille de mise au point en moins de 60 secondes au total?
Si la réponse est non, passez votre chemin.
- Miroir 1 (extremité du tube) : Il vous faut une porte latérale. Vous devriez pouvoir tordre une bague et retirer le miroir en moins de 15 secondes. (OMTech et Gweike réussissent généralement ce test ; Glowforge échoue souvent, enfouissant l’optique derrière des panneaux).
- Miroir 2 (pont) : Cherchez un capot rabattable. Vous devriez pouvoir le nettoyer avec un coton‑tige sans retirer le support. Si vous devez dévisser la gaine de ventilation pour le voir (courant sur les anciens modèles Monport), vous payez une " taxe de maintenance " chaque vendredi.
- Miroir 3 et lentille (tête laser) : C’est la zone critique. Vous devez pouvoir abaisser le lit, retirer l’anneau de buse et attraper la lentille dans votre main en moins de 20 secondes. Astuce de pro : Lors du remontage, assurez-vous que la lentille soit placée " ventre en l’air " (côté convexe vers le haut). Si la machine nécessite une clé hexagonale pour accéder à la lentille, elle échoue au test.

La matrice décisionnelle " Mieux vaut acheter de la qualité ou acheter deux fois "
Une machine à $3,000 n’est jamais simplement à $3,000. C’est un acompte sur de futures réparations. À l’inverse, une machine à $8,000 coûte souvent moins cher sur un horizon de 5 ans. Cette matrice révèle le Coût Total de Possession (TCO) caché derrière le prix affiché.
Identifiez la colonne correspondant à votre candidat présélectionné :
| Dimension | La construction économique (Scénario B) | Le cheval de trait professionnel (Scénario C) |
|---|---|---|
| Coût initial | $2,000 - $4,000 | $6,000 - $10,000 |
| Durée de vie du tube | 1k–2k heures (CO2 en verre) | 10k+ heures (RF métal/verre haut de gamme) |
| Temps d’arrêt estimé/an | 15 jours (attente de pièces) | 2 jours (support local/meilleur contrôle qualité) |
| Maintenance hebdomadaire | 2 heures (alignement manuel) | 30 minutes (optique scellée/meilleures rails) |
| Coût de remplacement (année 4) | $1,000+ (nouveau tube + PSU) | $0 (source longue durée) |
| Valeur de revente | 40% du prix initial | 70% du prix initial |
| Coût total de possession sur 5 ans | $19 000+ (incl. heures facturables perdues) | $7 000 (consommables faibles) |
Si vous tenez un atelier de loisir, la version économique est acceptable — votre temps est gratuit. Si vous dirigez une entreprise, le temps d’arrêt d’une machine " bon marché " vous coûtera plus que la différence de prix avec la " chère " en moins de 18 mois.
Liste de contrôle : être prêt à couper dans les 48 heures suivant la livraison
La période la plus dangereuse pour un propriétaire de laser est la première semaine. Si vous manquez des fournitures adéquates, la machine reste à l’arrêt pendant que votre délai de retour diminue. Si vous ne vérifiez pas immédiatement les optiques, les dommages dus au transport seront à votre charge.
Suivez ce calendrier pour vous assurer d’être opérationnel — ou prêt à retourner un citron — immédiatement.
Jour 0 : Préparation à l’arrivée (2 heures)
- Fluides : Achetez 2 gallons d’eau distillée (pour le refroidisseur) et 90% d’alcool isopropylique (pour les optiques).
- Kit optique : Ayez du papier pour lentilles et du papier thermique (papier reçu) prêts pour les tests d’alignement.
- Alimentation : Vérifiez un circuit dédié de 20 A (110 V/220 V selon le modèle). Partager un circuit avec un réfrigérateur ou un compresseur fera sauter les disjoncteurs et gâchera les découpes.
Jour 1 : Déballer et inspecter (4 heures)
- Le test de secousse : Avant de remplir le refroidisseur, inspectez le tube laser. Recherchez des fissures internes. Si vous entendez un bruit de verre qui tinte en inclinant doucement le tube, refusez la livraison.
- Le test de fuite : Branchez l’eau, faites fonctionner la pompe et attendez 30 minutes. Vérifiez les extrémités du tube et le fond du châssis.
- Le nettoyage de 60 secondes : Effectuez le test de maintenance que vous avez recherché à l’étape 1.
- L’alignement : Utilisez le papier thermique pour vérifier le trajet du faisceau aux quatre coins du plateau.
Jour 2 : Validation (2 heures)
- Le test du cadre : Effectuez une découpe vectorielle à 10 mm/s sur du bois à une puissance de 90%.
- Le résultat : Les bords doivent être brun doré, pas noirs carbonisés. La coupe doit être verticale, non inclinée.
- Le test de résistance : Faites fonctionner la machine pendant 3 heures. Surveillez la température (la maintenir en dessous de 22 °C/71 °F). Si elle surchauffe ou perd la mise au point, elle doit être renvoyée.
La coupe finale
Au début de ce guide, nous avons demandé si vous construisiez un atelier ou si vous achetiez simplement un outil. La différence ne réside pas dans le nom de marque estampillé sur le châssis ; elle se trouve dans la préparation du propriétaire.
En suivant ce cadre en quatre phases, vous n’avez pas seulement acheté un laser. Vous avez défini vos besoins en matériaux, calculé vos exigences en puissance, sécurisé vos protocoles de sécurité et audité les coûts cachés de possession. Vous n’espérez plus avoir une bonne machine ; vous avez conçu un achat réussi.
La recherche est terminée. La liste de contrôle est prête. Il est temps de couper. Et si vous souhaitez une assistance guidée pour faire correspondre votre flux de travail à la bonne technologie, n’hésitez pas à contactez-nous pour des conseils personnalisés sur les systèmes laser.

VI. FAQ
1. Les découpeuses laser peuvent-elles couper le métal ?
Oui, certaines découpeuses laser peuvent couper le métal, mais cela dépend du type de laser et de sa puissance. Les lasers à fibre et les lasers CO2 haute puissance sont généralement capables de couper divers métaux, y compris l’acier inoxydable, l’aluminium et le cuivre. Pour les tôles plus épaisses ou les découpes plus complexes, des lasers à fibre de qualité industrielle tels que le Machine de découpe laser à fibre à table unique sont recommandés.
2. Quels matériaux un laser CO2 peut-il couper ?
Les matériaux courants incluent le bois, l'acrylique, le cuir, le tissu, le papier et certains plastiques. Cependant, les lasers CO2 ne sont pas adaptés à la découpe des métaux, sauf s'ils sont de très haute puissance et conçus spécifiquement pour ces tâches. Ils ne sont également pas recommandés pour couper le PVC ou d'autres matériaux qui dégagent des fumées toxiques lorsqu'ils sont chauffés.
3. Quelle est la précision des machines de découpe laser ?
La précision des machines de découpe laser est l’un de leurs principaux avantages. Les découpeuses laser de haute qualité peuvent atteindre des détails extrêmement fins avec des tolérances allant jusqu’à 0,001 pouce (0,025 mm). La précision dépend de facteurs tels que la qualité du faisceau laser, la stabilité de la machine et la précision du système de contrôle des mouvements.















