Warum "Top 10"-Listen Sie enttäuscht haben (und wie Sie wirklich auswählen)
Sie haben wahrscheinlich die letzte Woche damit verbracht, sich Vergleichstabellen anzusehen, die Ihnen alles über die theoretischen Maximalwerte einer Maschine sagen – und nichts darüber, wie sie sich selbst amortisiert. "Top 10"-Listen scheitern, weil sie industrielle Fertigungsmaschinen wie Unterhaltungselektronik behandeln und Geräte nach Merkmalen-pro-Dollar statt nach Zuverlässigkeit-pro-Schicht bewerten. Eine Werkstatt braucht keinen generischen "Gewinner", der von einem Technikblogger ausgewählt wurde; sie benötigt eine Maschine, die sich an spezifische Einschränkungen in Bezug auf Budgetrhythmus, täglichen Durchsatz und Materialoberflächen anpasst. Statt nach einer Rangliste zu suchen, müssen Sie eine Anforderungsmatrix erstellen, die Ihre Produktionsbedürfnisse – insbesondere Materialarten und Volumen – den Maschinenfähigkeiten zuordnet.
Wenn Ihre Priorität zum Beispiel hohe Präzision beim Metallschneiden und langfristige Produktionsstabilität ist, können Sie industrielle Lösungen wie die Einfachtisch-Faserlaser-Schneidmaschine erkunden, die für optimierten Durchsatz und professionelle Umgebungen entwickelt wurde.
Die Datenblatt-Falle: Warum Wattzahl die unwichtigste Kennzahl für Eilaufträge ist
Häufige Fehler bei der Priorisierung von Werkstattausrüstung
- Die Priorisierung der Spitzenwattzahl über die Prozessstabilität ist der teuerste Fehler, den Werkstattbesitzer machen.
- Hohe Wattzahl ist bedeutungslos, wenn die Maschine unter Portalfehlstellungen leidet oder starke Nachbearbeitung erfordert.
- Wattzahl bestimmt nur die Schneiddickenfähigkeit, nicht die Rentabilität.
- Konzentrieren Sie sich auf versteckte "Ausfallzeit-Treiber" statt auf Röhrenleistungsspezifikationen.
- Wichtige Ausfallzeit-Treiber sind Düsen- und Linsenreinheit, Servowartungsintervalle und die Konstanz des Kühl-Luftstroms.
- Für ertragsorientierte Betriebe sind entscheidende Leistungskennzahlen Beschleunigung und Konsistenz der Schnittfugenbreite.
- Eine gut abgestimmte 60W-Maschine kann ein schlecht kalibriertes 100W-Modell übertreffen.
- Instabile Maschinen verschwenden Material und Zeit, wodurch zusätzliche Wattzahl kontraproduktiv wird.
Wenn gleichbleibende Betriebszeit und Präzision für Ihren Betrieb kritisch sind, kann die Überprüfung professioneller Systeme wie der Faserlaserschneidmaschine mit Abdeckung für Doppelverwendung dazu beitragen, die Schnittgleichmäßigkeit über längere Produktionsschichten hinweg sicherzustellen.
Die "Time-to-First-Cut"-Realität: Hobbyspielzeuge von Umsatzgeneratoren unterscheiden
Optimierte Version
"Time-to-First-Cut" (TTFC) misst, wie lange es dauert, von der Entpackung der Maschine bis zur Herstellung des ersten brauchbaren Teils. Hobby-Modelle betonen oft diese Kennzahl, indem sie proprietäre und vereinfachte Software verwenden, um Benutzer innerhalb einer Stunde zum Schneiden zu bringen. Diese Zugänglichkeit senkt zwar die Einstiegshürde, begrenzt jedoch das langfristige Wachstum. Diese “Plug-and-Play”-Systeme verfügen in der Regel nicht über die Integration und Automatisierung, die für einen professionellen CAD-zu-CAM-Workflow erforderlich sind, und erfordern manuelle Anpassungen für jeden Auftrag.
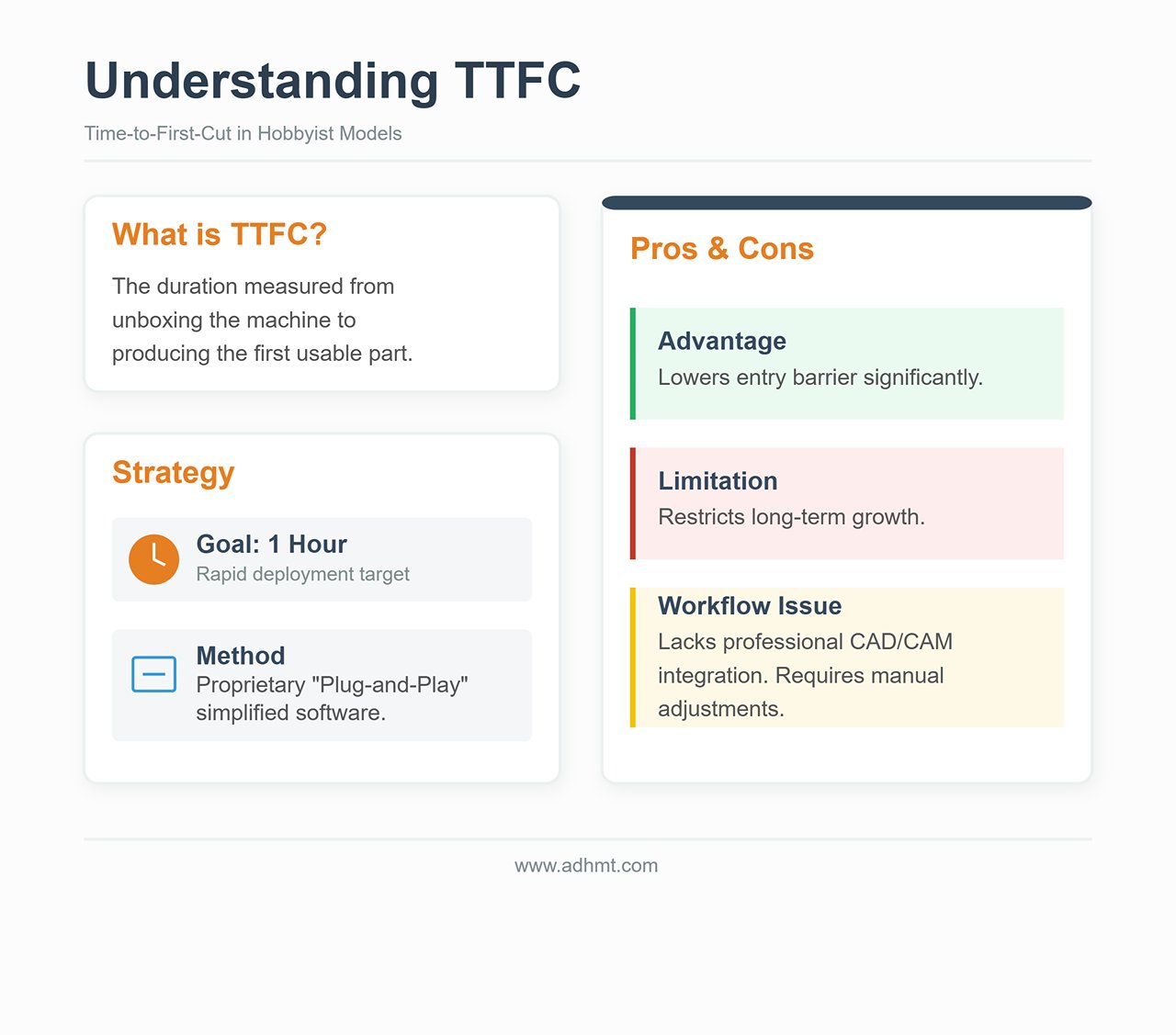
Im Gegensatz dazu wird eine echte umsatzgenerierende Maschine nicht durch ihre TTFC definiert, sondern dadurch, wie nahtlos sie sich in bestehende Produktionsprozesse integriert. Industrielle Einheiten können eine längere Ersteinrichtung verlangen – wie Abluftkonformität, Kühlereinbau und Sicherheitsverriegelungen – doch einmal konfiguriert, nähert sich ihre "Time-to-Second-Cut" dem Nullpunkt. Diese Effizienz hängt von Softwarekompatibilität ab, die Stapelverarbeitung, wiederholbare Genauigkeit und minimale Neukalibrierung unterstützt.
Eine Maschine mit geringer TTFC, aber unzureichender Steifigkeit oder schwacher Software-Architektur ist für das Prototyping geeignet, nicht für die Produktion. Eine nachhaltige Kapitalrendite ergibt sich aus Durchsatz, Konsistenz und Toleranzkontrolle – Faktoren, die weit über die Phase des Auspackens hinaus Bestand haben.
Für diejenigen, die professionelle Arbeitsabläufe optimieren, kann das Überprüfen technischer Spezifikationen oder herunterladbarer Broschüren dabei helfen, die Maschinenkonfiguration und Integration zu visualisieren, die für eine höhere Produktionsmenge erforderlich ist.
Phase 1: Die harten Filter (Jetzt 90% der Maschinen ausschließen)
Die meisten Käufer beginnen ihre Suche mit einem Blick auf die Laserleistung und den Preis. Dies ist der schnellste Weg, eine Maschine zu kaufen, die zu einem teuren Briefbeschwerer wird. Die entscheidenden Faktoren bei der Auswahl eines Laserschneiders haben nichts mit den technischen Daten der Maschine zu tun, sondern alles mit den physischen Gegebenheiten Ihres Arbeitsraums.
Bevor Sie sich auch nur eine Marke ansehen, müssen Sie eine Reihe von "harten Filtern" anwenden. Dies sind binäre Einschränkungen: Wenn eine Maschine diese Kriterien nicht erfüllt, ist sie kein Kandidat, sondern ein Risiko. Durch die Anwendung dieser Filter eliminieren Sie 90% des Marktes und behalten nur die Geräte, die in Ihrer Umgebung tatsächlich funktionieren können.
Das Lüftungsverbot: Kein Außenabzug bedeutet kein CO₂ (Das bleibt übrig)
Der erste Filter betrifft die Atmosphäre. Laserschneiden ist ein thermischer Prozess, der Material verdampft. Wenn Sie Holz, Acryl oder Leder schneiden, erzeugen Sie nicht nur Staub; Sie erzeugen flüchtige organische Verbindungen (VOCs), Kohlenmonoxid und verschiedene Karzinogene. Wenn Sie PVC schneiden (was Sie nicht tun sollten), erzeugen Sie Chlorwasserstoffgas, das Ihre Lunge schädigt und die Elektronik der Maschine innerhalb weniger Wochen korrodieren lässt.
Die harte Regel: Wenn Sie keinen 4-Zoll- oder 6-Zoll-Abluftkanal von der Maschine nach draußen führen können, dürfen Sie keinen CO₂-Laser für Produktionszwecke kaufen.
Viele Hersteller verkaufen "Rauchabsauger" oder Umluft-Filtrationseinheiten als Lösung für Räume ohne Fenster. Für Hobbyanwender, die gelegentlich ein Untersetzer-Motiv gravieren, sind diese ausreichend. Für eine Werkstatt mit Produktionsbetrieb sind sie jedoch eine finanzielle Falle.
- Das Sättigungsproblem: Beim Schneiden von Acryl und Holz füllen sich HEPA- und Aktivkohlefilter sehr schnell. In einer Produktionsumgebung müssen Sie die teuren Filterkartuschen möglicherweise wöchentlich austauschen, um eine sichere Luftqualität zu gewährleisten. Dies erhöht Ihre jährlichen Betriebskosten um Tausende von Dollar.
- Die Physik des Luftstroms: Umluftgeräte liefern selten den erforderlichen Luftstrom in Kubikfuß pro Minute (CFM), um die Optik sauber zu halten. Ohne starken Unterdruck mit Außenabzug verbleibt Rauch im Gehäuse und setzt sich auf Spiegeln und Linsen ab. Dies verschlechtert die Strahlqualität, reduziert die Schneidleistung und beschädigt teure Optiken.
Wenn Sie keinen Außenabzug haben, sind Ihre einzigen praktikablen Optionen Laser mit geringer Leistung (Diodenlaser) oder Faserlaser, die ausschließlich für die Metallmarkierung bestimmt sind, wie der Einfachtisch-Faserlaser-Schneidmaschine, die Ihnen helfen, Luftsicherheit und zuverlässige Luftstromqualität aufrechtzuerhalten.
Die elektrische Überraschung: Warum Ihre 110V-Steckdose Ihre Produktionsgeschwindigkeit töten könnte
Der zweite Filter betrifft die elektrische Kapazität. In Nordamerika liefert eine Standard-110V/15A-Haushaltssteckdose eine theoretische Maximalleistung von 1.800 Watt. Allerdings schreiben Elektrovorschriften und Sicherheitsstandards eine Dauerlastgrenze von 80% vor, also etwa 1.440 Watt.
Neue Käufer sehen sich oft die Laserbewertung an – zum Beispiel einen "100W"-Laserröhre – und nehmen an, dass sie problemlos innerhalb dieses Limits liegt. Das ist ein Missverständnis zwischen Leistungsaufnahme und Ausgangsleistung. Ein Laserschneider ist ein System, kein einzelnes Bauteil.
- Die Gesamtlast: Sie versorgen nicht nur die Laserquelle mit Strom. Sie betreiben die Schrittmotoren, den Controller, den Wasserkühler (unerlässlich für Glastuben), die Luftunterstützungspumpe und den Abluftventilator.
- Der Spannungsabfall: Wenn der Kompressor des Kühlers anspringt, während der Laser mit hoher Leistung arbeitet, kann der plötzliche Strombedarf einen momentanen Spannungsabfall auf einem gemeinsamen 110V-Stromkreis verursachen.
Wenn Ihre Werkstatt nur über Standard-110V-Haushaltssteckdosen verfügt und Sie keinen dedizierten Stromkreis installieren können, sind Sie stark eingeschränkt. Der Betrieb einer Hochleistungsmaschine an einem gemeinsamen Stromkreis führt zu sogenannten "Brownouts", bei denen die Laserleistung schwankt, was dazu führt, dass Schnitte nicht vollständig durchgehen oder Gravurtiefen ungleichmäßig werden.
Die harte Regel: Wenn Sie keinen dedizierten 20A-Stromkreis oder eine 220V-Leitung installieren können, müssen Sie Hochleistungs-Industrie-CO2-Plattformen und großformatige Faserlaser ausschließen. Sie sind auf Tischgeräte oder Einstiegsbodenmodelle beschränkt, bei denen Kühler und Abluft integriert oder stromsparend sind.

Die Arbeitsflächengröße-Falle: Warum "größer" oft "langsamer" und "weniger präzise" bedeutet"
Die Marketinglogik legt nahe, dass eine Arbeitsfläche von 48" x 36" von Natur aus besser ist als eine von 24" x 12", weil sie "mehr Potenzial" bietet. In einer Werkstatt ist Potenzial jedoch irrelevant; Durchsatz ist entscheidend.
Große Arbeitsflächen erfordern große Portalbrücken (die Brücke, die den Laserkopf bewegt). Große Portalbrücken sind schwer.
- Trägheit vs. Detail: Eine schwere Portalbrücke erfordert mehr Kraft zum Beschleunigen und Abbremsen. Wenn Sie feine Schrift oder detaillierte Grafiken gravieren, muss die Maschine Tausende Richtungswechsel pro Minute durchführen. Eine große, schwere Maschine wird Schwierigkeiten haben, dies schnell ohne Vibrationen zu tun, was als "Ringing" oder "Wobble" bekannt ist und sich in Form von welligen Linien in Ihrer Arbeit zeigt.
- Der Geschwindigkeitsnachteil: Um die Präzision mit einer schweren Portalbrücke zu wahren, muss die Maschine oft langsamer laufen. Eine kleinere Maschine mit einer leichten Portalbrücke kann oft eine Serie von Gegenständen deutlich schneller gravieren als eine große Maschine, einfach weil sie zwischen den Schnitten schneller beschleunigen kann.
Die harte Regel: Kaufen Sie keine große Arbeitsfläche für "irgendwann einmal"-Projekte. Wenn der Großteil Ihrer Arbeit auf ein 12x20-Zoll-Blech passt, wird eine 4x8-Fuß-Maschine Ihrem Geschäft tatsächlich schaden. Sie nimmt mehr Platz ein, verbraucht mehr Strom und erzeugt wahrscheinlich gravuren minderer Qualität bei geringerem Tempo. Kaufen Sie die große Arbeitsfläche nur, wenn Ihr Haupteinnahmequelle darin besteht, ganze Platten zu schneiden.
Materialrealität: Warum die Anfrage Ihres Kunden die Laserquelle bestimmt (CO2 vs. Faser vs. Diode)
Letztendlich können Sie die Laserquelle nicht nach Budget auswählen; Sie müssen sie nach physikalischen Gesichtspunkten auswählen. Die Wellenlänge des Laserstrahls bestimmt, mit welchen Materialien er interagiert. Keine Leistung der Welt kann die falsche Wellenlänge ausgleichen.
- CO2-Laser (10.600 nm): Das Arbeitstier für Maker. Diese Wellenlänge wird perfekt von organischen Materialien absorbiert.
- Unverzichtbar für: Holz, Acryl (klar und farbig), Leder, Papier, Glas (nur Gravur).
- Der Hard-Filter: Wenn Ihre Kunden klare Acrylpokale oder Architekturmodelle benötigen, dann müssen kaufen Sie einen CO2-Laser. Ein Faser- oder Diodenlaser geht einfach durch klares Acryl hindurch, ohne eine Markierung zu hinterlassen.
- Faserlaser (1.064 nm): Der Industriestandard für Metall.
- Unverzichtbar für: Edelstahl, Aluminium, Messing, Kupfer, Titan.
- Der Hard-Filter: Wenn Ihr Geschäftsmodell auf dem Schneiden von Metallteilen basiert, ist ein CO2-Laser das falsche Werkzeug. Während hochleistungsfähige (150 W+) CO2-Laser tun dünnes Metall mit Sauerstoffunterstützung schneiden können, sind die Schnittqualität und -geschwindigkeit selbst im Vergleich zu einem Einsteiger-Faserlaser unterlegen. Wenn Sie klare Kunststoffe oder Holz gravieren müssen, ist der Faserlaser nutzlos; er wird das Holz unkontrolliert verbrennen oder das Plastik gar nicht markieren.
- Diodenlaser (450 nm): Das sichtbare blaue Lichtspektrum.
- Unverzichtbar für: Budgetbeschränkungen und extreme Mobilität.
- Der Hard-Filter: Diodenlaser haben eine schlechte Absorption in klarem Acryl (blaues Licht geht hindurch) und sind unglaublich langsam beim Schneiden von Material, das dicker als 3 mm Sperrholz ist. Wenn Ihr Geschäft auf Geschwindigkeit oder das Schneiden von dickem Material angewiesen ist, schließen Sie Diodenlaser sofort aus.

Bevor Sie zu den konkreten Maschinenempfehlungen im nächsten Abschnitt übergehen, schreiben Sie Ihre drei Hauptmaterialien auf. Wenn es sich um Metall handelt, suchen Sie nach einem Faserlaser. Wenn es sich um klares Acryl und Holz handelt, suchen Sie nach einem CO2-Laser. Es gibt keine Hybridmaschine, die beides perfekt kann, ohne so viel zu kosten wie ein kleines Haus.
Phase 2: Die Software-Entscheidung
Die meisten Käufer fixieren sich auf die Leistung der Laserröhre und die Bettgröße und behandeln die Steuerungssoftware als Nebensache – als bloßes Zubehör, das in der Box liegt. Das ist der wohl teuerste Fehler, den Sie machen können. In einer professionellen Werkstatt ist die Hardware nur so leistungsfähig wie die Software, die sie steuert. Ein 150 W CO2-Laser mit einer unbeholfenen, geschlossenen Softwarearchitektur ist kein Werkzeug; er ist ein Engpass.
Bevor Sie sich für eine Maschine entscheiden, müssen Sie das digitale Ökosystem prüfen, zu dem sie Sie zwingt. Wenn der Software-Workflow fehlerhaft ist, ist die Geschwindigkeit der Maschine bedeutungslos.
Warum "LightBurn-kompatibel" für professionelle Arbeit unverzichtbar ist
In der Laserindustrie hat sich LightBurn von einem Drittanbieter-Tool zum faktischen Betriebssystem für professionelle Fertigung entwickelt. Es fungiert sowohl als CAM-Software (Computer-Aided Manufacturing) – in der Sie Geschwindigkeiten, Leistung und Pfade festlegen – als auch als Maschinensteuerungsschnittstelle.
Für eine Werkstatt ist "LightBurn-Kompatibilität" keine Vorliebe, sondern ein strategischer Vorteil aus drei Gründen:
- Arbeitskraft-Portabilität: LightBurn vereinheitlicht die Benutzeroberfläche über verschiedene Hardware hinweg. Es unterstützt Ruida-, Trocen-, TopWisdom- und GRBL-Controller. Wenn Sie einen Bediener auf einem generischen Diodenlaser schulen, kann er diese Fähigkeiten auf ein industrielles CO₂-Flachbett oder einen Galvo-Fasermarker übertragen, ohne den Arbeitsablauf neu erlernen zu müssen. Wenn Sie eine Maschine kaufen, die an proprietäre Software gebunden ist, erhöhen Sie mit jeder Neueinstellung Ihren Schulungsaufwand.
- Standardisierte SOPs: Skalierbarkeit erfordert Standardarbeitsanweisungen. Wenn Ihre gesamte Flotte auf einer Plattform läuft, können Sie eine einheitliche Materialbibliothek erstellen. Sie können spezifische Schneideinstellungen für "3 mm Birken-Sperrholz" oder "Eloxiertes Aluminium" speichern und auf jede Maschine in der Werkstatt übertragen. Proprietäre Software zwingt Sie dazu, fragmentierte Bibliotheken zu pflegen, was das Risiko von Bedienfehlern und Materialverschwendung erhöht.
- Der "Bus-Faktor": Wenn ein Hersteller einer geschlossenen Ökosystem-Maschine insolvent wird, die Software nicht mehr aktualisiert oder das Preismodell ändert, wird Ihre Hardware über Nacht obsolet. Eine Maschine mit einem Standardcontroller (wie einem Ruida 6442), die LightBurn läuft, ist zukunftssicher. Die Hardware ist unabhängig von der Zahlungsfähigkeit des Herstellers.

Wenn ein Maschinenhersteller LightBurn nicht unterstützt, verlangt er von Ihnen, Ihre Produktionslinie auf das interne Softwareentwicklungsteam des Unternehmens zu setzen. Für professionelle Arbeit ist das eine Wette, die Sie nur selten eingehen sollten.
Die versteckten Kosten proprietärer Ökosysteme: Internetanforderungen und Dateibeschränkungen
Laserhersteller für Endverbraucher vermarkten ihre proprietäre Software oft als "benutzerfreundlich", doch diese Einfachheit verdeckt häufig eine "umzäunte Garten"-Architektur, die darauf ausgelegt ist, Ihre Nutzung zu monetarisieren.
Das gefährlichste Merkmal dieser Ökosysteme ist Cloud-Abhängigkeit. Einige Maschinen benötigen eine aktive Internetverbindung, um Designdateien zu verarbeiten. Die Software lädt Ihre Vektordaten auf den Server des Herstellers hoch, verarbeitet den G-Code extern und sendet ihn zurück an die Maschine. Im Hobbybereich ist das eine Unannehmlichkeit. In einer Produktionsumgebung ist es eine Haftung. Wenn Ihr Internetdienstanbieter eine Störung hat, kommt Ihre Produktion zum Stillstand. Wenn die Server des Herstellers Ausfallzeiten haben, werden Ihre Fristen verfehlt.
Darüber hinaus verhängen proprietäre Ökosysteme oft künstliche Beschränkungen bei der Dateiverarbeitung. Sie können auf Folgendes stoßen:
| Problem | Beschreibung |
|---|---|
| Dateibindung | Die Unfähigkeit, Ihre Projektdateien in Standardformaten (DXF, SVG) zu exportieren, wodurch Ihr geistiges Eigentum innerhalb ihres Systems gefangen bleibt. |
| Abonnement-Zahlungsschranken | Grundlegende Produktivitätsfunktionen – wie Schachtelung von Arrays (automatisches Einpassen mehrerer Teile auf einem Blatt zur Materialeinsparung) oder Vektorisierung – können hinter einem monatlichen "Premium"-Abonnement gesperrt sein. |
| Datenschutzrisiken | Für Werkstätten, die sensible Kundenprototypen oder geistiges Eigentum verarbeiten, verstößt das Hochladen von Designs zur Bearbeitung auf eine Cloud eines Drittanbieters gegen gängige NDA-Protokolle. |
Professionelle Hardware muss lokal laufen. Sie sollten ein USB-Kabel (oder ein USB-Laufwerk) an die Maschine anschließen und schneiden können – unabhängig von Ihrem WLAN-Status.
Workflow-Effizienz: Können Sie CAD-/Illustrator-Dateien ohne Kopfschmerzen importieren?
Die Effizienz wird anhand der Zeit gemessen, die zwischen dem Abschluss eines Designs und dem Drücken von "Start" am Laser vergeht. Diese Lücke wird durch die Dateikompatibilität definiert.
Ihr Designteam arbeitet wahrscheinlich mit Adobe Illustrator, AutoCAD, SolidWorks oder Rhino. Die Lasersoftware muss die Lücke zwischen diesen Designwerkzeugen und dem Bewegungscontroller der Maschine überbrücken, ohne dass eine dritte "Übersetzungs"-Software erforderlich ist.
Ein professioneller Workflow erfordert direkte Importfähigkeit. Sie müssen in der Lage sein, eine AI-, PDF-, DXF- oder SVG-Datei direkt in die Steuerungssoftware zu ziehen und diese muss die Vektoren korrekt interpretieren.
- Ebenenzuordnung: Die Software sollte automatisch Farben in Ihrer Designdatei den Schneidparametern zuordnen (z. B. Rote Linien = Schneiden, Blaue Linien = Gravieren).
- Natives Bearbeiten: Kleine Anpassungen – das Schließen einer offenen Form, das Verschweißen von Text oder das Verschieben eines Pfades zur Schnittfugenkompensation – sollten innerhalb der Lasersoftware erfolgen. Wenn Sie zu Illustrator zurückkehren müssen, nur um ein Loch 2 mm nach links zu verschieben, verliert Ihr Workflow wertvolle Zeit.
Wenn eine Maschine erfordert, dass Sie Ihre Vektordateien in ein proprietäres Rasterformat konvertieren oder Sie bei jeder Designänderung durch einen komplexen Importassistenten zwingen, besteht sie den Effizienztest nicht. Das Ziel ist eine nahtlose Pipeline: Design → Import → Schnitt. Alles andere ist Reibung.
1.jpg)
Phase 3: Die Szenarien (Finden Sie Ihre spezifische Situation)
Die meisten Kaufberater scheitern, weil sie einen Hobbyisten in einer Wohnung und einen Schildermacher in einer Werkhalle als denselben Kunden behandeln. Das sind sie nicht. Eine Maschine, die für den einen perfekt ist, ist für den anderen ein Risiko.
Nachdem wir im vorherigen Abschnitt die technischen "harten Filter" festgelegt haben, wenden wir sie nun auf die drei häufigsten Nutzungsszenarien an. Finden Sie sich unten wieder, um zu sehen, welche spezifischen Maschinen die Auswahl überstehen.
Szenario A: Die "Side Hustle"-Desktop-Geräte (Begrenzter Raum, hohe Benutzerfreundlichkeit)
Dieses Szenario trifft auf Sie zu, wenn Sie aus einem Gästezimmer oder einem kleinen Studio arbeiten, nur begrenzte Belüftungsmöglichkeiten haben und "Zeit bis zum Druck" höher priorisieren als rohe Leistung. Sie benötigen eine Maschine, die wie ein Drucker aussieht, nicht wie ein wissenschaftliches Experiment.
Die "Plug-and-Play"-Kandidaten: Glowforge vs. xTool P2 vs. Gweike Cloud
Das Glowforge Pro hat diese Kategorie über Jahre hinweg definiert. Sein "Walled-Garden"-Ansatz ähnelt dem Ökosystem von Apple: Es ist unglaublich benutzerfreundlich, bietet eine hervorragende Kameraausrichtung, und das Proofgrade-Materialsystem macht die Berechnung von Leistungsparametern überflüssig. Allerdings benötigt es eine aktive Internetverbindung, um zu funktionieren. Wenn Ihr WLAN ausfällt, steht Ihre Produktion still.
Das xTool P2 ist als Hauptkonkurrent hervorgetreten. Es erreicht die Benutzerfreundlichkeit des Glowforge (Kamerapositionierung, Autofokus), durchbricht jedoch den "Walled Garden". Es unterstützt die LightBurn-Software, ermöglicht den Offline-Betrieb und verfügt über eine Erhöhungsbasis zum Gravieren höherer Objekte – etwas, womit der Glowforge Schwierigkeiten hat.
Das Gweike Cloud ist der preisgünstige Herausforderer. Er bietet ähnliche 50W-CO2-Leistung in einem Desktop-Formfaktor für deutlich weniger Geld. Die Hardware ist solide, aber die Software-Erfahrung ist weniger ausgereift als bei den Konkurrenten.
Der Kompromiss: Bequemlichkeit versus Reparierbarkeit
Die versteckten Kosten von Desktop-Geräten liegen in der Reparierbarkeit. Um diese Maschinen elegant und sicher zu gestalten, schließen Hersteller die Komponenten ein.
Wenn eine Laserröhre in einem Glowforge ausfällt, können Sie sie in der Regel nicht selbst austauschen; das gesamte Gerät muss oft zur Wartung an den Hersteller zurückgeschickt werden. Das kann Wochen an Ausfallzeit bedeuten. Der xTool P2 und der Gweike Cloud bieten einen Mittelweg und ermöglichen es den Nutzern, Röhren und Spiegel auszutauschen, obwohl der Prozess enger und schwieriger ist als bei einer größeren industriellen Einheit. Sie zahlen einen Aufpreis für eine kleine Standfläche; stellen Sie sicher, dass Ihr Geschäftsmodell die potenzielle Ausfallzeit oder die Kosten proprietärer Ersatzteile verkraftet.
Szenario B: Die "Garage-Produktions"-Arbeitstiere (Maximale Leistung, geringere Kosten)
Dieses Szenario ist für den Macher mit einer eigenen Garage, einem Ablufttrockner und der Bereitschaft, selbst Hand anzulegen. Sie wollen maximale Wattzahl pro Dollar und eine große Schneidfläche (20"x28" oder größer).
Der OMTech- & Monport-Ansatz: Hohe Leistung, hoher Wartungsaufwand
Marken wie OMTech und Monport importieren industrielle "China Blue/Red"-Laser und verkaufen sie zu aggressiven Preisen. Eine 80W-OMTech-Einheit kostet oft weniger als ein 45W-Glowforge. Diese Maschinen sind wahre Biester. Sie verfügen über branchenübliche Ruida-Controller (voll kompatibel mit LightBurn), Standardteile, die auf Amazon erhältlich sind, und große Durchgangstüren für übergroße Platten.
Die Qualitätskontrolle variiert jedoch. Sie bezahlen nicht für ein ausgefeiltes Verbrauchererlebnis; Sie bezahlen für Rohstahl und Glas.
Die "Bastlersteuer": Einschätzung Ihrer Fähigkeit, Spiegel auszurichten und Controller zu wechseln
Die "Bastlersteuer" ist die Zeit, die Sie mit der Kalibrierung der Maschine verbringen werden. Im Gegensatz zu Desktop-Einheiten kommen diese Maschinen oft mit falsch ausgerichteten Spiegeln aufgrund des Transports an. Sie müssen sich wohl dabei fühlen, Kontermuttern zu lösen, Testimpulse zu zünden und Strahlwege anzupassen.
Wenn Sie Angst vor Hochspannungselektronik oder mechanischer Ausrichtung haben, kaufen Sie diese Maschinen nicht. Wenn Sie sich mit einem Schraubenschlüssel und einem Multimeter wohlfühlen, bieten diese Geräte die höchste Kapitalrendite (ROI) in der Branche.
Obligatorische Upgrades: Kühlaggregate und Luftunterstützung, für die Sie sofort Budget einplanen müssen
Der "Aufkleberpreis" dieser Geräte ist eine Täuschung. Die serienmäßige "Wasserpumpe" ist meist eine einfache Aquarienpumpe, die mit einer 80W-Röhre während eines langen Schnitts nicht mithalten kann, was zu Überhitzung und verkürzter Lebensdauer der Röhre führt. Die serienmäßige "Luftunterstützung" ist oft ein schwacher Lüfter, der den Rauch nicht ausreichend entfernt, was zu angebrannten Kanten führt.
Um eine OMTech- oder Monport-Maschine produktionsbereit zu machen, müssen Sie sofort zusätzlich $800–$1.000 für Folgendes einplanen:
- Einen CW-5200-Aktivkühler (gekühlte Wasserkühlung).
- Einen echten Luftkompressor (für saubere Schnitte).
- Einen aufgerüsteten Inline-Abluftventilator.

Szenario C: Die professionelle Werkstatt (Geschwindigkeit, Zuverlässigkeit und US-Unterstützung)
Dieses Szenario richtet sich an Unternehmen, bei denen der Laser die Hauptumsatzquelle ist. Wenn die Maschine ausfällt, verlieren Sie Geld. Sie brauchen Geschwindigkeit, Präzision und eine Telefonnummer, die Sie anrufen können, wenn etwas kaputtgeht.
Der Aufstieg zu Thunder Laser, Aeon und Boss: Was Ihnen die zusätzlichen $4k bringen
Der Wechsel von einer OMTech zu einer Thunder Laser Nova, Aeon Mira, oder Boss Laser bedeutet einen deutlichen Preissprung – oft $4.000 bis $6.000 mehr für ähnliche Wattzahlen.
Sie zahlen nicht für mehr Leistung, sondern für Servomotoren (anstelle von Schrittmotoren), Linearführungen, und RF-(Radiofrequenz-)Metallröhren (in hochwertigeren Konfigurationen). Diese Komponenten halten länger und bleiben bei 24/7-Betrieb besser kalibriert. Die Verarbeitungsqualität ist präziser, die Verkabelung sauberer und die Sicherheitsverriegelungen sind in Industriequalität ausgeführt.
Der Geschwindigkeitsfaktor: Warum Rasterleistung wichtiger ist als Schneidleistung
Anfänger fixieren sich auf die Schneidleistung (Watt); Profis fixieren sich auf die Rastergeschwindigkeit (Zoll pro Sekunde).
Wenn Ihr Unternehmen das Gravieren von Bechern, Lederaufnähern oder Schieferuntersetzern umfasst, muss sich der Laserkopf tausende Male hin und her bewegen. Ein günstiger Schrittmotor erreicht möglicherweise nur 500 mm/s mit "Ringing" (wackelige Linien). Ein Thunder Laser oder Aeon mit Hybrid-Servos kann mit 1000 mm/s+ bei messerscharfer Präzision arbeiten. Das verdoppelt effektiv Ihre tägliche Produktionsleistung. In einer Produktionswerkstatt zählt nur eines: Geschwindigkeit.
Lokaler Support: Die Versicherungspolice, die eine 3-wöchige Teileverzögerung verhindert
Der größte Unterschied in Szenario C ist der US-basierte Support.
Wenn bei einem generischen Import die Steuerplatine ausfällt, müssen Sie sich oft durch Foren kämpfen oder eine E-Mail an eine Fabrik in China senden und wochenlang auf Ersatz warten. Unternehmen wie Thunder, Aeon und Boss unterhalten US-Lager mit vorrätigen Ersatzteilen und beschäftigen englischsprachige Techniker, die per Videoanruf bei der Fehlersuche helfen können.
Für einen Hobbyisten ist eine dreiwöchige Wartezeit auf ein Ersatzteil ärgerlich. Für eine professionelle Werkstatt ist es ein geschäftsbedrohendes Ereignis. Diese zusätzlichen $4.000 sind Ihre Versicherung gegen Stillstand.
Phase 4: Der letzte Realitätscheck vor der Bestellung
Sie haben Ihre Shortlist. Sie haben Ihr Budget. Sie schweben über dem "In den Warenkorb"-Button. Stopp.
Es gibt einen Unterschied zwischen einer Maschine, die auf einer Messe Demo-Dateien schneidet, und einer Maschine, die fünf Jahre lang ein Unternehmen trägt. Dieser Unterschied ist selten im Datenblatt zu finden; er zeigt sich in der Reibung des täglichen Gebrauchs. Bevor Sie Kapital binden, müssen Sie Ihre ausgewählte Maschine durch drei letzte Filter schicken. Dies sind die Sicherheitsmechanismen, die ein gewinnbringendes Anlagegut von einem schweren, teuren Garagenornament unterscheiden.
Wartungszugang: Die 60-Sekunden-Prüfung, die eine Woche Arbeitsausfall verhindert
Laserwartung ist keine "irgendwann"-Aufgabe; sie ist eine wöchentliche Pflicht. Verdampfter Klebstoff und Holzharz lagern sich mit einer Rate von 1–2 Gramm pro Woche auf der Optik ab. Wenn das Reinigen Ihrer Spiegel 30 Minuten Demontage erfordert, werden Sie es überspringen. Wenn Sie es überspringen, brennt sich das Harz in die Linsenbeschichtung ein, was einen Leistungsabfall von 30 % verursacht und schließlich die Optik reißen lässt.
Der Test: Kontaktieren Sie Ihren Anbieter oder sehen Sie sich ein Benutzer-Video an. Können Sie Spiegel 1, Spiegel 2 und die Fokussierlinse in unter 60 Sekunden insgesamt?
zugreifen, entfernen, abwischen und wieder einsetzen?.
- Wenn die Antwort nein lautet, gehen Sie weg. Spiegel 1 (Röhrenende):.
- Sie brauchen eine Seitentür. Sie sollten in der Lage sein, einen Ring zu drehen und den Spiegel in weniger als 15 Sekunden zu entnehmen. (OMTech und Gweike bestehen diesen Test in der Regel; Glowforge fällt hier oft durch, da die Optik hinter Paneelen versteckt ist). Spiegel 2 (Gantry):.
- Achten Sie auf eine Klappabdeckung. Sie sollten dies mit einem Wattestäbchen reinigen können, ohne die Halterung zu entfernen. Wenn Sie die Lüftungskanäle abschrauben müssen, um ihn zu sehen (üblich bei älteren Monport-Designs), zahlen Sie jeden Freitag eine „Wartungssteuer“. Dies ist die kritische Zone. Du musst in der Lage sein, das Bett abzusenken, den Düsenring zu entfernen und die Linse in weniger als 20 Sekunden in deiner Hand aufzufangen. Profi-Tipp: Beim Zusammenbau stelle sicher, dass die Linse "bauchig nach oben" (konvexe Seite oben) eingesetzt wird. Wenn die Maschine einen Sechskantschlüssel benötigt, um auf die Linse zuzugreifen, fällt sie durch den Test.

Die "Buy Nice or Buy Twice" Entscheidungsmatrix
Eine $3.000‑Maschine ist niemals nur $3.000. Sie ist eine Anzahlung auf zukünftige Reparaturen. Umgekehrt kostet eine $8.000‑Maschine über einen Zeitraum von fünf Jahren oft weniger. Diese Matrix legt die Gesamtkosten des Besitzes (TCO) offen, die sich hinter dem Preisschild verbergen.
Bestimme, welche Spalte zu deinem in die engere Wahl gezogenen Kandidaten passt:
| Abmessung | Der Budgetaufbau (Szenario B) | Das professionelle Arbeitstier (Szenario C) |
|---|---|---|
| Anschaffungskosten | $2,000 - $4,000 | $6,000 - $10,000 |
| Lebensdauer der Röhre | 1k–2k Stunden (Glas‑CO₂) | 10k+ Stunden (RF‑Metall/Hochwertiges Glas) |
| Geschätzte Ausfallzeit/Jahr | 15 Tage (Warten auf Ersatzteile) | 2 Tage (lokaler Support/bessere Qualitätskontrolle) |
| Wöchentliche Wartung | 2 Stunden (manuelle Ausrichtung) | 30 Minuten (versiegelte Optik/bessere Führungen) |
| Ersatzkosten (Jahr 4) | $1.000+ (Neue Röhre + Netzteil) | $0 (Langzeitquelle) |
| Wiederverkaufswert | 40 % des ursprünglichen Preises | 70 % des ursprünglichen Preises |
| 5-Jahres-TCO | $19.000+ (einschließlich verlorener abrechenbarer Stunden) | $7.000 (geringer Verbrauch von Verbrauchsmaterialien) |
Wenn Sie eine Hobbywerkstatt betreiben, ist der Budgetaufbau akzeptabel – Ihre Zeit ist kostenlos. Wenn Sie ein Unternehmen führen, wird die Ausfallzeit einer "billigen" Maschine Sie innerhalb der ersten 18 Monate mehr kosten als der Preisunterschied zur "teuren" Maschine.
Checkliste: Bereit zum Schneiden innerhalb von 48 Stunden nach Lieferung
Die gefährlichste Zeit für einen Lasereigentümer ist die erste Woche. Wenn Ihnen die richtigen Materialien fehlen, steht die Maschine still, während das Rückgabefenster abläuft. Wenn Sie die Optik nicht sofort überprüfen, übernehmen Sie den Versandschaden.
Befolgen Sie diesen Zeitplan, um sicherzustellen, dass Sie betriebsbereit sind – oder bereit, eine Fehlkonstruktion sofort zurückzugeben.
Tag 0: Der Vorankunftslauf (2 Stunden)
- Flüssigkeiten: Kaufen Sie 2 Gallonen destilliertes Wasser (für den Kühler) und 90% Isopropylalkohol (für die Optik).
- Optik-Kit: Halten Sie Objektivpapier und Thermopapier (Kassenbonpapier) für die Ausrichtungstests bereit.
- Stromversorgung: Vergewissern Sie sich über einen eigenen 20A-Stromkreis (110V/220V je nach Gerät). Das Teilen eines Stromkreises mit einem Kühlschrank oder Kompressor löst Sicherungen aus und ruiniert die Schnitte.
Tag 1: Auspacken & Inspizieren (4 Stunden)
- Der Schütteltest: Bevor Sie den Kühler befüllen, überprüfen Sie die Laserröhre. Achten Sie auf innere Risse. Wenn Sie beim vorsichtigen Bewegen der Röhre klirrendes Glas hören, verweigern Sie die Lieferung.
- Der Lecktest: Schließen Sie das Wasser an, lassen Sie die Pumpe laufen und warten Sie 30 Minuten. Überprüfen Sie die Röhrenenden und den Boden des Gehäuses.
- Die 60-Sekunden-Reinigung: Führe den Wartungstest durch, den du in Schritt 1 recherchiert hast.
- Die Ausrichtung: Verwende das Thermopapier, um den Strahlengang an allen vier Ecken des Arbeitsbereichs zu überprüfen.
Tag 2: Validierung (2 Stunden)
- Der Rahmentest: Führe einen Vektorschnitt mit 10 mm/s auf Holz bei 90%-Leistung durch.
- Die Ausgabe: Die Kanten sollten goldbraun sein, nicht schwarz verbrannt. Der Schnitt sollte senkrecht und nicht schräg verlaufen.
- Der Belastungstest: Lass die Maschine 3 Stunden lang laufen. Überwache die Temperatur (halte sie unter 22°C/71°F). Wenn sie überhitzt oder die Fokussierung verliert, muss sie zurückgeschickt werden.
Der Endschnitt
Am Anfang dieser Anleitung haben wir gefragt, ob du eine Werkstatt aufbaust oder einfach nur ein Werkzeug kaufst. Der Unterschied liegt nicht im Markennamen, der auf dem Chassis geprägt ist, sondern in der Vorbereitung des Besitzers.
Indem du diesem Vier-Phasen-Framework folgst, hast du nicht nur nach einem Laser gesucht. Du hast deine Materialanforderungen definiert, deine Leistungsanforderungen berechnet, deine Sicherheitsprotokolle festgelegt und die versteckten Kosten des Besitzes geprüft. Du hoffst nicht mehr auf eine gute Maschine – du hast einen erfolgreichen Kauf konstruiert.
Die Recherche ist abgeschlossen. Die Checkliste ist bereit. Es ist Zeit zu schneiden. Und wenn du gerne eine geführte Unterstützung bei der Abstimmung deines Workflows auf die richtige Technologie hättest, zögere nicht, kontaktieren Sie uns um maßgeschneiderte Beratung zu Lasersystemen zu erhalten.

VI. FAQ
1. Können Laserschneider Metall schneiden?
Ja, einige Laserschneider können Metall schneiden, aber es hängt von der Art des Lasers und seiner Leistung ab. Faserlaser und Hochleistungs-CO₂-Laser sind in der Regel in der Lage, verschiedene Metalle wie Edelstahl, Aluminium und Kupfer zu schneiden. Für dickere Metallplatten oder komplexere Schnitte werden industrielle Faserlaser wie der Einfachtisch-Faserlaser-Schneidmaschine empfohlen.
2. Welche Materialien kann ein CO2-Laser schneiden?
Gängige Materialien sind Holz, Acryl, Leder, Stoff, Papier und bestimmte Kunststoffe. CO2-Laser eignen sich jedoch nicht zum Schneiden von Metallen, es sei denn, sie sind sehr leistungsstark und speziell für solche Aufgaben ausgelegt. Sie werden auch nicht empfohlen für das Schneiden von PVC oder anderen Materialien, die beim Erhitzen giftige Dämpfe freisetzen.
3. Wie präzise sind Laserschneidmaschinen?
Die Präzision von Laserschneidmaschinen ist einer ihrer wichtigsten Vorteile. Hochwertige Laserschneider können extrem feine Details mit Toleranzen von bis zu 0,001 Zoll (0,025 mm) erreichen. Die Präzision hängt von Faktoren wie der Qualität des Laserstrahls, der Stabilität der Maschine und der Genauigkeit des Bewegungssteuerungssystems ab.















