Waarom "Top 10"-lijsten je hebben gefaald (En hoe je daadwerkelijk kunt kiezen)
Waarschijnlijk heb je de afgelopen week naar vergelijkingstabellen zitten staren die je alles vertellen over de theoretische maximumcapaciteiten van een machine en niets over het vermogen om zichzelf terug te verdienen. "Top 10"-lijsten falen omdat ze industriële productieapparatuur behandelen alsof het consumentenelektronica is, waarbij apparaten worden gerangschikt op functies-per-euro in plaats van betrouwbaarheid-per-ploeg. Een werkplaats heeft geen generieke "winnaar" nodig, gekozen door een techblogger; het heeft een machine nodig die aansluit op specifieke beperkingen met betrekking tot budgettempo, dagelijkse output en materiaalkwaliteit. In plaats van een ranglijst te zoeken, moet je een vereistenmatrix opstellen die je productienoden—specifiek materiaaltypes en volume—koppelt aan de mogelijkheden van de machine.
Als jouw prioriteit bijvoorbeeld hoge precisie bij het snijden van metaal en langdurige productiestabiliteit is, kun je industriële oplossingen onderzoeken zoals de Enkeltafel vezellaser snijmachine ontworpen voor gestroomlijnde doorvoer en professionele omgevingen.
De specificatieblad-valkuil: waarom wattage de minst belangrijke maatstaf is voor een spoedklus
Veelvoorkomende fouten in het prioriteren van werkplaatsapparatuur
- Het prioriteren van piekwattage boven processtabiliteit is de duurste fout die werkplaatseigenaren maken.
- Hoog wattage betekent niets als de machine last heeft van verkeerde uitlijning van de portaalbrug of veel nabewerking vereist.
- Wattage bepaalt alleen de maximale snijdikte, niet de winstgevendheid.
- Richt je op verborgen "downtime-drivers" in plaats van op specificaties over buisvermogen.
- Belangrijke downtime-drivers zijn onder andere de netheid van nozzle en lens, de onderhoudsintervallen van servo’s en de consistentie van luchtkoeling.
- Voor omzetgerichte operaties zijn kritische prestatieindicatoren acceleratie en consistentie van de kerfbreedte.
- Een goed afgestelde 60W machine kan beter presteren dan een slecht gekalibreerd 100W model.
- Onstabiele machines verspillen materiaal en tijd, waardoor extra wattage contraproductief wordt.
Als consistente uptime en precisie cruciaal zijn voor jouw operatie, kan het beoordelen van professionele systemen zoals de Dubbelgebruik vezellaser snijmachine met behuizing helpen om snijuniformiteit te garanderen tijdens langere productieshifts.
De realiteit van "Time-to-First-Cut": het onderscheid tussen hobbygadgets en inkomstengeneratoren
Geoptimaliseerde versie
"Time-to-First-Cut" (TTFC) meet hoe lang het duurt vanaf het uitpakken van een machine tot het produceren van het eerste bruikbare onderdeel. Hobbymodellen benadrukken vaak deze maatstaf en gebruiken eigen en vereenvoudigde software om gebruikers binnen een uur te laten snijden. Hoewel deze toegankelijkheid de instapdrempel verlaagt, beperkt het ook de langetermijngroei. Deze “plug-and-play”-systemen missen doorgaans de integratie en automatisering die nodig zijn voor een professioneel CAD-naar-CAMproces, waardoor voor elke klus handmatige aanpassingen nodig zijn.
Daarentegen wordt een echte inkomstengenererende machine niet gedefinieerd door zijn TTFC, maar door hoe naadloos hij integreert in bestaande productieprocessen. Industriële modellen kunnen een langere initiële installatie vereisen—zoals uitlaatcompliance, installatie van koelmachines en veiligheidsvergrendelingen—maar eenmaal geconfigureerd nadert hun "Time-to-Second-Cut" nul. Deze efficiëntie hangt af van softwarecompatibiliteit die batchverwerking ondersteunt, reproduceerbare nauwkeurigheid levert en minimale herkalibratie vereist.
Een machine met een lage TTFC maar onvoldoende stijfheid of een zwakke software-architectuur is geschikt voor prototyping, niet voor productie. Een duurzaam rendement op investering komt voort uit doorvoer, consistentie en tolerantiebeheersing—factoren die lang meegaan, ruim voorbij het uitpakken.
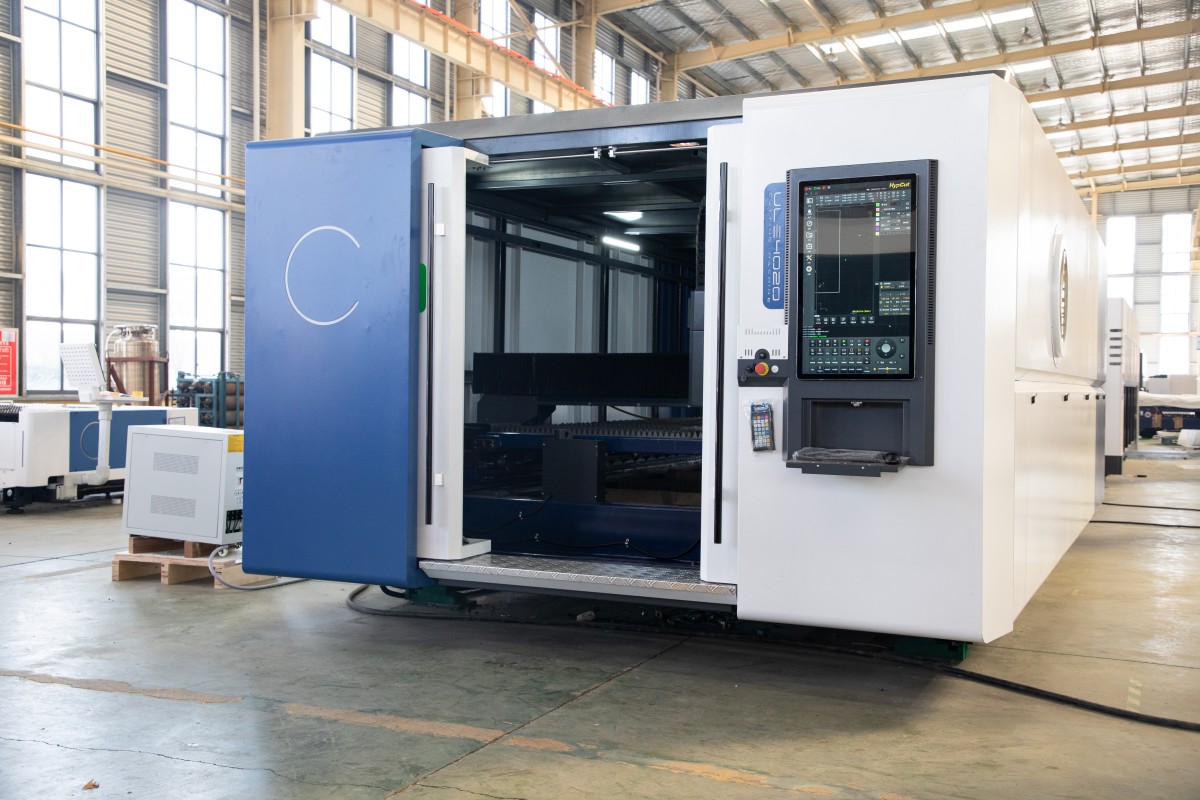
Voor degenen die professionele werkstromen optimaliseren, helpt het controleren van technische specificaties of downloadbare brochures bij het visualiseren van de machineconfiguratie en de integratie die nodig is voor een hogere uitvoer.
Fase 1: De Harde Filters (Sluit nu 90% van de Machines uit)
De meeste kopers beginnen hun zoektocht door te kijken naar het laservermogen en de prijskaartjes. Dit is de snelste manier om een machine te kopen die verandert in een duur presse-papier. De meest kritieke factoren bij de selectie van een lasersnijder hebben niets te maken met de specificaties van de machine en alles met de fysieke beperkingen van je werkruimte.
Voordat je naar een enkel merk kijkt, moet je een reeks "harde filters" toepassen. Dit zijn binaire beperkingen: als een machine niet aan deze criteria voldoet, is het geen kandidaat. Het is een aansprakelijkheid. Door deze filters toe te passen, elimineer je 90% van de markt, zodat alleen de eenheden overblijven die daadwerkelijk kunnen functioneren in jouw specifieke omgeving.
Het Ventilatieverbod: Geen Buitenafvoer Betekent Geen CO2 (Dit is Wat Overblijft)
Het eerste filter is atmosferisch. Lasersnijden is een thermisch proces dat materiaal verdampt. Wanneer je hout, acryl of leer snijdt, creëer je niet alleen stof; je produceert ook vluchtige organische verbindingen (VOS), koolmonoxide en diverse kankerverwekkende stoffen. Als je PVC snijdt (wat je niet zou moeten doen), produceer je zoutzuurgas dat je longen zal aantasten en de elektronica van de machine binnen enkele weken zal corroderen.
De Harde Regel: Als je geen leiding van 4 inch of 6 inch van de machine naar buiten kunt leggen, kun je geen CO2-laser aanschaffen voor productiedoeleinden.
Veel fabrikanten verkopen "rookafzuigers" of recirculerende filtratie-eenheden als een oplossing voor kamers zonder ramen. Voor een hobbyist die af en toe een onderzetter graveert, zijn deze voldoende. Voor een werkplaats die in productie draait, zijn ze een financiële val.
- Het Verzadigingsprobleem: Het snijden van acryl en hout vult HEPA- en actieve koolfilters snel. In een productieomgeving moet je mogelijk dure filterpatronen wekelijks vervangen om een veilige luchtkwaliteit te behouden. Dit voegt duizenden dollars toe aan je jaarlijkse operationele kosten.
- De Fysica van Stroming: Recirculatie-eenheden leveren zelden het vereiste luchtdebiet in kubieke voet per minuut (CFM) om de optica schoon te houden. Zonder sterke negatieve druk en ventilatie naar buiten blijft rook in het chassis hangen en zet zich af op spiegels en lenzen. Dit vermindert de straalkwaliteit, verlaagt het snijvermogen en veroorzaakt barsten in dure optiek.
Als je geen buitenaansluiting voor ventilatie hebt, zijn je enige haalbare opties laagvermogen diodelasers of fiberlasers die uitsluitend zijn bedoeld voor metaalmarkering, zoals de Enkeltafel vezellaser snijmachine, die helpen om luchthygiëne en betrouwbare luchtstroomkwaliteit te behouden.
De Elektrische Verrassing: Waarom Je 110V Stopcontact Je Productiesnelheid Kan Doden
Het tweede filter is elektrische capaciteit. In Noord-Amerika levert het standaard 110V/15A huishoudstopcontact een theoretisch maximum van 1.800 watt. De elektrische code en veiligheidsnormen schrijven echter een continue belastingslimiet van 80% voor, of ruwweg 1.440 watt.
Nieuwe kopers bekijken vaak het vermogensetiket van een laser—bijvoorbeeld een "100W"-laserbuis—en gaan ervan uit dat dit gemakkelijk binnen die limiet past. Dit is een misverstand over energieverbruik versus uitvoervermogen. Een lasersnijder is een systeem, geen enkel onderdeel.
- De totale belasting: Je levert niet alleen stroom aan de laserbron. Je voorziet ook de stappenmotoren, de controller, de waterkoeler (essentieel voor glazen buizen), de luchtpomp voor assistentie, en de afzuigventilator van stroom.
- De spanningsval: Wanneer de compressor van de koeler inschakelt terwijl de laser op hoog vermogen werkt, kan de plotselinge stroomafname een momentane spanningsval veroorzaken op een gedeeld 110V-circuit.
Als je werkplaats alleen standaard residentiële 110V-stopcontacten heeft en je kunt geen aparte stroomgroep installeren, zit je ernstig beperkt. Een machine met hoog wattage op een gedeeld circuit laten draaien veroorzaakt "brownouts" waarbij het laservermogen fluctueert, wat resulteert in snedes die niet volledig door het materiaal gaan of inconsistente graveerdieptes.
De Harde Regel: Als je geen aparte 20A-stroomgroep of een 220V-lijn kunt installeren, moet je krachtige industriële CO2-platforms en grootformaat fiberlasers uitsluiten. Je bent beperkt tot desktopmodellen of instapvloermodellen waarbij de koeler en afzuiging geïntegreerd zijn of weinig stroom verbruiken.

De valkuil van formaat: Waarom "groter" vaak "langzamer" en "minder precies" betekent"
Marketinglogica suggereert dat een werkbed van 48" x 36" per definitie beter is dan een van 24" x 12" omdat het "meer potentieel" biedt. In een werkplaats is potentieel irrelevant; doorvoer is koning.
Grote werkbedden vereisen grote brugconstructies (de brug die de laser kop beweegt). Grote brugconstructies zijn zwaar.
- Inertie vs. detail: Een zware brug vereist meer kracht om te versnellen en te vertragen. Als je fijne tekst of gedetailleerde afbeeldingen graveert, moet de machine duizenden keren per minuut van richting veranderen. Een grote, zware machine zal moeite hebben dit snel te doen zonder trillingen, bekend als "ringing" of "wobble," wat zichtbaar wordt als golvende lijnen in je werk.
- De snelheidsstraf: Om precisie te behouden met een zware brug, moet de machine vaak langzamer werken. Een kleinere machine met een lichtgewicht brug kan vaak een batch artikelen veel sneller graveren dan een grote machine, simpelweg omdat deze sneller kan versnellen tussen snedes.
De Harde Regel: Koop geen groot werkbed voor "ooit" projecten. Als 95% van je werk op een 12x20 inch plaat past, zal een 4x8 voet machine je bedrijf juist schaden. Het zal meer vloeroppervlak innemen, meer stroom gebruiken, en waarschijnlijk gravures van lagere kwaliteit produceren op een langzamer tempo. Koop alleen het grotere werkbed als je hoofdinkomst komt van het snijden van volledige platen materiaal.
Materiaalrealiteit: Waarom de wens van je klant de laserbron bepaalt (CO2 vs. Fiber vs. Diode)
Ten slotte kun je een laserbron niet kiezen op basis van budget; je moet deze kiezen op basis van natuurkunde. De golflengte van de laserstraal bepaalt met welke materialen hij reageert. Geen enkele hoeveelheid vermogen kan de verkeerde golflengte compenseren.
- CO2-lasers (10.600 nm): Het werkpaard voor makers. Deze golflengte wordt perfect geabsorbeerd door organische materialen.
- Onmisbaar voor: Hout, acryl (transparant en gekleurd), leer, papier, glas (alleen graveren).
- De Strenge Filter: Als uw klanten heldere acryl trofeeën of architectonische modellen nodig hebben, koopt u invoeren een CO2-laser. Een fiber- of diodelaser gaat dwars door helder acryl zonder het te markeren.
- Fiberlasers (1.064 nm): De industriestandaard voor metaal.
- Onmisbaar voor: Roestvrij staal, aluminium, messing, koper, titanium.
- De Strenge Filter: Als uw bedrijfsmodel afhankelijk is van het snijden van metalen onderdelen, is een CO2-laser het verkeerde gereedschap. Hoewel krachtige (150W+) CO2-lasers kunt dun metaal snijden met zuurstofondersteuning, zijn de randkwaliteit en snelheid inferieur aan zelfs een instap-fiberlaser. Als u helder kunststof of hout moet graveren, is de fiberlaser waardeloos; hij zal het hout ongecontroleerd verbranden of het kunststof niet weten te markeren.
- Diodelasers (450 nm): Het zichtbare blauwe lichtspectrum.
- Onmisbaar voor: Beperkingen in budget en extreme draagbaarheid.
- De Strenge Filter: Diodelasers hebben een slechte absorptie in helder acryl (blauw licht gaat erdoorheen) en zijn ongelooflijk langzaam bij het snijden van iets dikker dan 3 mm triplex. Als uw bedrijf afhankelijk is van snelheid of het snijden van dik materiaal, sluit diodelasers dan meteen uit.

Voordat u doorgaat naar de specifieke machinerecommendaties in het volgende gedeelte, noteer uw drie primaire materialen. Als het metaal is, zoekt u Fiber. Als het helder acryl en hout is, zoekt u CO2. Er bestaat geen machine die beide perfect doet zonder evenveel te kosten als een klein huis.
Fase 2: De software-killer
De meeste kopers fixeren zich op buisvermogen en bedgrootte, terwijl ze de besturingssoftware als een bijzaak behandelen—een puur accessoire dat in de doos zit. Dit is de duurste fout die u kunt maken. In een professionele werkplaats is hardware slechts zo capabel als de software die het aanstuurt. Een 150W CO2-laser met een onhandige, gesloten softwareomgeving is geen hulpmiddel; het is een flessenhals.
Voordat u zich vastlegt op een machine, moet u het digitale ecosysteem beoordelen dat deze u oplegt. Als de software-workflow kapot is, is de snelheid van de machine irrelevant.
Waarom "LightBurn-compatibel" niet-onderhandelbaar is voor professioneel werk
In de laserindustrie is LightBurn geëvolueerd van een externe tool tot het feitelijke besturingssysteem voor professionele fabricage. Het fungeert zowel als CAM-software (Computer-Aided Manufacturing)—waar u snelheden, vermogens en paden instelt—als de machinebesturingsinterface.
Voor een werkplaats is "LightBurn-compatibiliteit" geen voorkeur; het is een strategisch voordeel om drie redenen:
- Arbeidsmobiliteit: LightBurn verenigt de interface over verschillende hardware. Het ondersteunt Ruida-, Trocen-, TopWisdom- en GRBL-controllers. Als je een operator traint op een generieke diodelaser, kan diegene die vaardigheden overdragen naar een industriële CO2‑vlakbedlaser of een Galvo‑vezelmarker zonder de workflow opnieuw te hoeven leren. Als je een machine koopt die vergrendeld is aan propriëtaire software, verhoog je bij elke nieuwe medewerker je opleidingskosten.
- Gestandaardiseerde SOP’s: Schaalbaarheid vereist Standaard Operationele Procedures. Wanneer je volledige machinepark op één platform draait, kun je een uniforme materiaalbibliotheek opbouwen. Je kunt specifieke snij‑instellingen opslaan voor "3mm berkenmultiplex" of "geanodiseerd aluminium" en die op elke machine in de werkplaats gebruiken. Propriëtaire software dwingt je gefragmenteerde bibliotheken te onderhouden, waardoor het risico op bedieningsfouten en materiaalverspilling toeneemt.
- De "Busfactor": Als een fabrikant van een machine met een gesloten ecosysteem failliet gaat, stopt met het updaten van de software of zijn prijsmodel verandert, wordt je hardware van de ene op de andere dag verouderd. Een machine met een standaardcontroller (zoals een Ruida 6442) die LightBurn draait, is toekomstbestendig. De hardware is onafhankelijk van de solvabiliteit van de fabrikant.

Als een machinefabrikant LightBurn niet ondersteunt, vragen ze je om je productielijn te laten afhangen van hun interne software‑ontwikkelingsteam. Voor professioneel gebruik is dat een gok die je zelden zou moeten nemen.
De verborgen kosten van propriëtaire ecosystemen: internetvereisten en bestandslimieten
Laserbedrijven voor consumenten presenteren hun propriëtaire software vaak als "gebruiksvriendelijk", maar deze eenvoud verbergt meestal een "ommuurde tuin"‑architectuur die bedoeld is om jouw gebruik te gelde te maken.
De gevaarlijkste eigenschap van deze ecosystemen is cloudafhankelijkheid. Sommige machines vereisen een actieve internetverbinding om ontwerpbestanden te verwerken. De software uploadt je vectordata naar de server van de fabrikant, verwerkt de G‑code op afstand en stuurt deze terug naar de machine. In een hobbysituatie is dit vervelend. In een productieomgeving is het een risico. Als je internetprovider een storing heeft, stopt je productie. Als de servers van de fabrikant uitvallen, mis je je deadlines.
Bovendien leggen propriëtaire ecosystemen vaak kunstmatige beperkingen op aan bestandsverwerking. Je kunt te maken krijgen met:
| Probleem | Beschrijving |
|---|---|
| Bestandsvergrendeling | De onmogelijkheid om je projectbestanden te exporteren in standaardformaten (DXF, SVG), waardoor je intellectueel eigendom binnen hun systeem opgesloten zit. |
| Abonnementsmuren | Basisproductiviteitsfuncties – zoals automatisch nesten van delen (meerdere onderdelen op een plaat passen om materiaal te besparen) of vectortracering – kunnen achter een maandelijks "Premium"‑abonnement vergrendeld zijn. |
| Privacyrisico’s | Voor werkplaatsen die met gevoelige klantprototypes of intellectueel eigendom werken, schendt het uploaden van ontwerpen naar een externe cloud de standaard‑NDA‑protocollen. |
Professionele hardware moet lokaal kunnen werken. Je moet een USB‑kabel (of USB‑stick) in de machine kunnen steken en kunnen snijden, ongeacht je Wi‑Fi‑status.
Workflow‑efficiëntie: kun je CAD‑/Illustrator‑bestanden importeren zonder hoofdpijn?
De efficiëntie wordt gemeten aan de hand van de tijd die verstrijkt tussen het afronden van een ontwerp en het indrukken van "Start" op de laser. Deze tussenperiode wordt bepaald door de bestandscompatibiliteit.
Je ontwerpersteam werkt waarschijnlijk in Adobe Illustrator, AutoCAD, SolidWorks of Rhino. De lasersoftware moet de kloof overbruggen tussen deze ontwerptools en de bewegingscontroller van de machine, zonder dat er een derde "vertaal"-software nodig is.
Een professionele workflow vereist directe importmogelijkheden. Je moet een AI-, PDF-, DXF- of SVG-bestand rechtstreeks in de besturingssoftware kunnen plaatsen en het programma moet de vectoren correct interpreteren.
- Laagtoewijzing: De software moet automatisch de kleuren in je ontwerpbestand toewijzen aan snijparameters (bijv. rode lijnen = snijden, blauwe lijnen = graveren).
- Native bewerking: Kleine aanpassingen—het sluiten van een open vorm, het samenvoegen van tekst of het verschuiven van een pad voor snijcompensatie—moeten binnen de lasersoftware zelf gebeuren. Als je terug moet schakelen naar Illustrator om een gat 2 mm naar links te verplaatsen, verlies je tijd in je workflow.
Als een machine vereist dat je je vectorbestanden omzet naar een eigen rasterformaat of je telkens door een ingewikkelde importwizard dwingt wanneer je een ontwerp bijwerkt, slaagt ze niet voor de efficiëntietest. Het doel is een naadloze pijplijn: Ontwerp → Importeer → Snijd. Alles daarbuiten veroorzaakt wrijving.
1.jpg)
Fase 3: De Scenario’s (Vind jouw specifieke situatie)
De meeste aankoopgidsen falen omdat ze een hobbyist in een appartement en een bordmaker in een magazijn als dezelfde klant beschouwen. Dat zijn ze niet. Een machine die perfect is voor de één, is een nadeel voor de ander.
Nu we in het vorige gedeelte de technische "harde filters" hebben vastgesteld, passen we deze toe op de drie meest voorkomende gebruikersscenario’s. Zoek hieronder jouw situatie om te zien welke specifieke machines de selectie doorstaan.
Scenario A: De "Side Hustle" Desktop-eenheden (Beperkte ruimte, hoge gebruiksvriendelijkheid)
Dit scenario is op jou van toepassing als je werkt vanuit een logeerkamer of kleine studio, beperkte ventilatie-opties hebt en "tijd-tot-print" belangrijker vindt dan pure kracht. Je hebt een machine nodig die eruitziet als een printer, niet als een wetenschappelijk experiment.
De "Plug-and-Play"-kandidaten: Glowforge vs. xTool P2 vs. Gweike Cloud
Het Glowforge Pro heeft deze categorie jarenlang gedefinieerd. De "ommuurde tuin"-benadering is vergelijkbaar met het ecosysteem van Apple: het is ongelooflijk gebruiksvriendelijk, biedt uitstekende camera-uitlijning, en het Proofgrade-materiaalsysteem elimineert de noodzaak om vermogensinstellingen te berekenen. Er is echter een actieve internetverbinding vereist om te functioneren. Als je WiFi uitvalt, stopt je productie.
Het xTool P2 is uitgegroeid tot de belangrijkste uitdager. Het evenaart de Glowforge in gebruiksgemak (camerapositionering, autofocussen) maar doorbreekt de "ommuurde tuin". Het ondersteunt LightBurn-software, maakt offline gebruik mogelijk en beschikt over een verhoogde basis voor het graveren van hogere objecten—iets waar de Glowforge moeite mee heeft.
Het Gweike Cloud is de budgetkandidaat. Het biedt vergelijkbare 50W CO2-vermogen in een desktopformaat voor aanzienlijk minder geld. De hardware is solide, maar de software-ervaring is minder verfijnd dan bij de concurrenten.
De afweging: Betalen voor gemak vs. repareerbaarheid
De verborgen kosten van desktopunits zijn de repareerbaarheid. Om deze machines strak en veilig te maken, sluiten fabrikanten de componenten af.
Als een lasertube in een Glowforge kapot gaat, kun je deze meestal niet zelf vervangen; de hele unit moet vaak terug naar de fabrikant worden verzonden voor reparatie. Dit kan weken stilstand betekenen. De xTool P2 en Gweike Cloud bieden een middenweg, waardoor gebruikers buizen en spiegels kunnen vervangen, al is het proces krapper en moeilijker dan bij een grotere industriële unit. Je betaalt een meerprijs voor een klein formaat; zorg ervoor dat je bedrijfsmodel het mogelijke stilvallen of de kosten van propriëtaire vervangingsonderdelen kan dragen.
Scenario B: De "Garageproductie"-werkpaarden (Maximaal vermogen, lagere kosten)
Dit scenario is voor de maker met een eigen garage, een drogerafvoer voor de uitlaat, en bereidheid om met vieze handen te werken. Je wilt het maximale aantal watt per euro en een grote snijtafel (20"x28" of groter).
De OMTech & Monport-aanpak: Hoge capaciteit, veel onderhoud
Merken zoals OMTech als Monport importeren industriële "China Blue/Red"-lasers en verkopen deze tegen agressieve prijzen. Een 80W OMTech-unit kost vaak minder dan een 45W Glowforge. Deze machines zijn krachtpatsers. Ze hebben industriestandaard Ruida-controllers (volledig compatibel met LightBurn), standaardonderdelen die op Amazon verkrijgbaar zijn, en grote pas-through deuren voor extra grote platen.
Echter, de kwaliteitscontrole varieert. Je betaalt niet voor een gepolijste consumentenervaring; je betaalt voor puur ijzer en glas.
De "Tinkerer’s Tax": je vermogen beoordelen om spiegels uit te lijnen en controllers te wisselen
De "Tinkerer’s Tax" is de tijd die je zult besteden aan het kalibreren van de machine. In tegenstelling tot desktopunits komen deze machines vaak aan met spiegels die door transport uit lijn zijn geraakt. Je moet comfortabel zijn met het losdraaien van borgmoeren, het afvuren van testpulsen, en het aanpassen van de straalbanen.
Als je bang bent voor hoogspanningselektronica of mechanische uitlijning, koop deze machines niet. Als je goed overweg kunt met een steeksleutel en een multimeter, bieden deze units het hoogste rendement op investering (ROI) in de industrie.
Verplichte upgrades: koelers en luchtassists die je meteen moet inplannen
De "stickerprijs" van deze units is misleidend. De standaard "waterpomp" is meestal een eenvoudige aquariumpomp die het niet bijhoudt met een 80W-buis tijdens een lange snede, wat leidt tot oververhitting en verminderde levensduur van de buis. De standaard "luchtassist" is vaak een zwakke ventilator die rook niet goed afvoert, wat resulteert in verbrande randen.
Om een OMTech of Monport productieklaar te maken, moet je direct een extra budget van $800–$1.000 reserveren voor:
- Een CW-5200 actieve koeler (gekoelde koeling).
- Een echte luchtcompressor (voor schone sneden).
- Een geüpgradede inline afzuigventilator.

Scenario C: De Professionele Werkplaats (Snelheid, Betrouwbaarheid & Amerikaanse Ondersteuning)
Dit scenario is voor bedrijven waar de laser de primaire inkomstenbron is. Als de machine uitvalt, verlies je geld. Je hebt snelheid, precisie en een telefoonnummer nodig om te bellen als er iets kapotgaat.
Overstappen naar Thunder Laser, Aeon en Boss: Wat die extra $4k je oplevert
Van een OMTech overstappen naar een Thunder Laser Nova, Aeon Mira, of Boss Laser betekent een aanzienlijke prijsverhoging, vaak $4.000 tot $6.000 meer voor vergelijkbaar wattage.
Je betaalt niet voor meer vermogen; je betaalt voor servomotoren (in plaats van stappenmotoren), lineaire rails, en RF (Radio Frequency) metalen buizen (in geavanceerdere configuraties). Deze componenten gaan langer mee en behouden hun kalibratie beter bij 24/7 gebruik. De bouwkwaliteit is strakker, de bedrading netter en de veiligheidsvergrendelingen zijn van industriële kwaliteit.
De Snelheidsfactor: Waarom rasterprestaties belangrijker zijn dan snijkracht
Beginners zijn geobsedeerd door snijvermogen (Watt); professionals zijn geobsedeerd door rastersnelheid (inches per seconde).
Als uw bedrijf zich richt op het graveren van tumblers, leren patches of leistenen onderzetters, moet de laser-kop duizenden keren heen en weer bewegen. Een budget-stappenmotor kan maximaal 500 mm/s halen met "ringing" (wiebellijnen). Een Thunder Laser of Aeon met hybride servo’s kan draaien op 1000 mm/s+ met vlijmscherpe precisie. Dit verdubbelt effectief uw dagelijkse productie. In een productiewerkplaats is snelheid de enige maatstaf die telt.
Lokale ondersteuning: De verzekering die een vertraging van onderdelen van 3 weken voorkomt
Het grootste onderscheidende kenmerk van Scenario C is ondersteuning vanuit de VS.
Als een controllerboard faalt bij een generieke import, zit u vaak op forums of mailt u een fabriek in China en wacht u weken op een vervanging. Bedrijven zoals Thunder, Aeon en Boss hebben magazijnen in de VS met voorraadonderdelen en in dienst zijnde Engelssprekende technici die via videogesprek problemen kunnen oplossen.
Voor een hobbyist is drie weken wachten op een onderdeel een irritatie. Voor een professionele werkplaats is het een bedrijfseindigende gebeurtenis. Die extra $4,000 is uw verzekering tegen stilte.
Fase 4: De laatste realiteitscheck vóór bestellen
U heeft uw shortlist. U heeft uw budget. U hangt boven de knop "Toevoegen aan winkelwagen". Stop.
Er is een verschil tussen een machine die demobestanden snijdt op een beurs en een machine die vijf jaar lang een bedrijf draaiende houdt. Dat verschil staat zelden in de specificaties; het zit in de frictie van dagelijks gebruik. Voordat u kapitaal investeert, moet u uw gekozen machine door drie laatste filters halen. Dit zijn de fail-safes die een winstgevend bedrijfsmiddel onderscheiden van een zware, dure garageversiering.
Toegang voor onderhoud: De 60-secondencontrole die een week verloren werk voorkomt
Laseronderhoud is geen "ooit"-taak; het is een wekelijkse vereiste. Verdampte lijm en houtresin hopen zich op op de optiek met een snelheid van 1–2 gram per week. Als het schoonmaken van uw spiegels 30 minuten demontage kost, zult u het overslaan. Als u het overslaat, brandt de hars in de lenscoating, wat een 30% vermogensverlies veroorzaakt en uiteindelijk de optiek doet barsten.
De test: Neem contact op met uw leverancier of bekijk een gebruikersvideo. Kunt u Spiegel 1, Spiegel 2 en de focuslens binnen totaal 60 seconden?
bereiken, verwijderen, schoonvegen en terugplaatsen?.
- Als het antwoord nee is, loop weg. Spiegel 1 (Tube-einde):.
- U heeft een zijdeur nodig. U moet een ring kunnen draaien en de spiegel in minder dan 15 seconden eruit kunnen trekken. (OMTech en Gweike slagen hier meestal; Glowforge faalt vaak, waarbij de optiek achter panelen wordt verstopt). Spiegel 2 (Gantry):.
- Zoek naar een klepdeksel. U moet deze kunnen schoonmaken met een wattenstaafje zonder de houder te verwijderen. Als u de ventilatiekanalen moet losschroeven om hem te zien (zoals gebruikelijk bij oudere Monport-modellen), betaalt u elke vrijdag een “onderhoudsbelasting”. Dit is de kritische zone. Je moet in staat zijn om het bed te laten zakken, de nozzle ring te verwijderen en de lens in je hand op te vangen in minder dan 20 seconden. Pro Tip: Bij het opnieuw monteren moet je ervoor zorgen dat de lens "bol omhoog" (convexe zijde omhoog) geplaatst wordt. Als de machine een inbussleutel nodig heeft om toegang tot de lens te krijgen, zakt hij voor de test.

De "Koop Goed of Koop Twee Keer"-beslismatrix
Een $3.000-machine is nooit slechts $3.000. Het is een aanbetaling op toekomstige reparaties. Omgekeerd kost een $8.000-machine over een periode van 5 jaar vaak minder. Deze matrix onthult de Totale Kosten van Eigendom (TCO) die verborgen zitten achter de prijssticker.
Bepaal welke kolom overeenkomt met je gekozen kandidaat:
| Afmeting | De Budgetbouw (Scenario B) | Het Professionele Werkpaard (Scenario C) |
|---|---|---|
| Initiële kosten | $2,000 - $4,000 | $6,000 - $10,000 |
| Buislevensduur | 1k–2k uur (Glas-CO2) | 10k+ uur (RF Metaal/Hoge-kwaliteit Glas) |
| Geschatte stilstand per jaar | 15 dagen (wachten op onderdelen) | 2 dagen (lokale ondersteuning/betere kwaliteitscontrole) |
| Wekelijks Onderhoud | 2 uur (handmatige uitlijning) | 30 minuten (afgesloten optiek/betere rails) |
| Vervangingskosten (Jaar 4) | $1.000+ (Nieuwe buis + PSU) | $0 (Langlevende bron) |
| Restwaarde | 40% van oorspronkelijke prijs | 70% van oorspronkelijke prijs |
| 5-jarige TCO | $19.000+ (incl. verloren factureerbare uren) | $7.000 (lage verbruiksmaterialen) |
Als je een hobbywinkel runt, is de Budget Build acceptabel—je tijd is gratis. Als je een bedrijf runt, zullen de stilstanduren van een "goedkope" machine je binnen de eerste 18 maanden meer kosten dan het prijsverschil met de "dure" machine.
Checklist: Klaar om te snijden binnen 48 uur na levering
De gevaarlijkste tijd voor een laser-eigenaar is de eerste week. Als je niet de juiste benodigdheden hebt, staat de machine stil terwijl je retourtermijn afloopt. Als je de optiek niet meteen controleert, ben je verantwoordelijk voor de transportschade.
Volg deze tijdlijn om ervoor te zorgen dat je operationeel bent—of klaar om een miskoop meteen terug te sturen.
Dag 0: De voorspoedige aankomst-run (2 uur)
- Vloeistoffen: Koop 2 gallons gedestilleerd water (voor de koeler) en 90% isopropylalcohol (voor optiek).
- Optiekset: Zorg dat je lenspapier en thermisch papier (bonpapier) hebt voor uitlijntests.
- Stroom: Controleer een speciale 20A-circuit (110V/220V afhankelijk van het apparaat). Een circuit delen met een koelkast of compressor zal zekeringen doen doorslaan en snedes verpesten.
Dag 1: Uitpakken & Inspecteren (4 uur)
- De schudtest: Inspecteer de laserbuis voordat je de koeler vult. Let op interne scheuren. Als je glasgerinkel hoort wanneer je de buis voorzichtig kantelt, weiger de levering.
- De lektest: Sluit het water aan, zet de pomp aan, en wacht 30 minuten. Controleer de buisuiteinden en de vloer van het chassis.
- De 60-seconden schoonmaak: Voer de onderhoudstest uit die je in stap 1 hebt onderzocht.
- De uitlijning: Gebruik het thermische papier om het verloop van de laserstraal op alle vier de hoeken van het bed te controleren.
Dag 2: Validatie (2 uur)
- De frametest: Voer een vector-snijbewerking uit op hout met 10 mm/s bij 90% vermogen.
- Het resultaat: De randen moeten goudbruin zijn, niet verkoold zwart. De snede moet verticaal zijn, niet schuin.
- De stresstest: Laat de machine 3 uur draaien. Houd de temperatuur in de gaten (onder 22°C/71°F houden). Als hij oververhit raakt of uit focus raakt, moet hij terug.
De finale snede
Aan het begin van deze gids vroegen we of je een werkplaats aan het opbouwen was of gewoon een gereedschap aan het kopen was. Het verschil zit niet in de merknaam die op het chassis staat; het zit in de voorbereiding van de eigenaar.
Door dit vierfasenraamwerk te volgen, heb je niet alleen een laser gekocht. Je hebt je materiaaleisen gedefinieerd, je vermogensbehoefte berekend, je veiligheidsprotocollen vastgesteld en de verborgen kosten van eigendom geanalyseerd. Je hoopt niet meer op een goede machine; je hebt een succesvolle aankoop ontworpen.
Het onderzoek is afgerond. De checklist is klaar. Het is tijd om te snijden. En als je graag begeleiding wilt bij het afstemmen van je werkproces op de juiste technologie, aarzel dan niet om contacteer ons voor op maat gemaakt laser-systeemadvies.

VI. Veelgestelde vragen
1. Kunnen lasersnijders metaal snijden?
Ja, sommige lasersnijders kunnen metaal snijden, maar dat hangt af van het type laser en het vermogen. Vezellasers en krachtige CO2-lasers zijn doorgaans in staat om verschillende metalen te snijden, waaronder roestvrij staal, aluminium en koper. Voor dikkere metalen platen of complexer snijwerk worden industriële vezellasers zoals de Enkeltafel vezellaser snijmachine aanbevolen.
2. Welke materialen kan een CO2-laser snijden?
Veelgebruikte materialen zijn hout, acryl, leer, stof, papier en bepaalde kunststoffen. CO2-lasers zijn echter niet geschikt voor het snijden van metalen, tenzij ze zeer krachtig zijn en speciaal voor dergelijke taken zijn ontworpen. Ze worden ook niet aanbevolen voor het snijden van PVC of andere materialen die giftige dampen afgeven bij verhitting.
3. Hoe nauwkeurig zijn lasersnijmachines?
De precisie van lasersnijmachines is een van hun belangrijkste voordelen. Hoogwaardige lasersnijders kunnen uiterst fijne details bereiken met toleranties tot 0,001 inch (0,025 mm). De precisie hangt af van factoren zoals de kwaliteit van de laserstraal, de stabiliteit van de machine en de nauwkeurigheid van het bewegingscontrolesysteem.















