Proč vás "Top 10" seznamy zklamaly (a jak skutečně vybrat)
Pravděpodobně jste poslední týden strávili zíráním na srovnávací tabulky, které vám řeknou všechno o teoretických maximech strojů, ale nic o jejich schopnosti zaplatit samy sebe. "Top 10" seznamy selhávají, protože zacházejí s průmyslovým výrobním zařízením jako se spotřební elektronikou – hodnotí je podle počtu funkcí za dolar místo podle spolehlivosti na směnu. Dílna nepotřebuje generického "vítěze", kterého vybral technologický blogger; potřebuje stroj, který odpovídá specifickým omezením ohledně rozpočtu, denní produkce a kvality povrchu materiálu. Namísto hledání žebříčku si musíte vytvořit matici požadavků, která propojí vaše výrobní potřeby – konkrétně druhy a objemy materiálu – se schopnostmi strojů.
Například pokud je vaší prioritou vysoká přesnost řezání kovu a dlouhodobá stabilita výroby, můžete se zaměřit na průmyslová řešení, jako je Jednostolový vláknový laserový řezací stroj navržené pro plynulý průchod výrobou a profesionální provozní prostředí.
Past technického listu: Proč je výkon ve wattech nejméně důležité měřítko při urgentní zakázce
Běžné chyby při určování priorit v dílenském vybavení
- Upřednostnění špičkového výkonu ve wattech před stabilitou procesu je nejdražší chybou, kterou majitelé dílen dělají.
- Vysoký výkon je bezcenný, pokud stroj trpí nevyrovnáním portálu nebo vyžaduje náročné dočišťování.
- Wattový výkon určuje pouze schopnost řezání podle tloušťky materiálu, nikoliv ziskovost.
- Soustřeďte se na skryté "příčiny prostojů" místo specifikace výkonu laserové trubice.
- Klíčové příčiny prostojů zahrnují čistotu trysky a čoček, intervaly servisní údržby serv a konzistenci proudění chladicího vzduchu.
- U provozů zaměřených na výnosy jsou klíčovými ukazateli výkonu zrychlení a konzistence šířky řezu (kerfu).
- Dobře sladěný stroj s výkonem 60 W může překonat špatně kalibrovaný model se 100 W.
- Nestabilní stroje plýtvají materiálem i časem, takže další wattáž je kontraproduktivní.
Pokud jsou pro váš provoz klíčové stálý provoz a přesnost, může vám přehled profesionálních systémů, jako je Dvouúčelový vláknový laserový řezací stroj s krytem pomoci zajistit jednotnou kvalitu řezu i při delších výrobních směnách.
Realita "Time‑to‑First‑Cut": Jak odlišit hobby hračky od generátorů zisku
Optimalizovaná verze
"Time‑to‑First‑Cut" (TTFC) měří, jak dlouho trvá od rozbalení stroje do výroby prvního použitelného dílu. Hobby modely tento ukazatel často zdůrazňují, protože používají proprietární a zjednodušený software, aby uživatelé mohli začít řezat během hodiny. I když tato snadná přístupnost snižuje počáteční bariéru, zároveň omezuje dlouhodobý růst. Tyto “plug‑and‑play” systémy obvykle postrádají integraci a automatizaci potřebnou pro profesionální workflow CAD‑to‑CAM a vyžadují manuální nastavení pro každou zakázku.
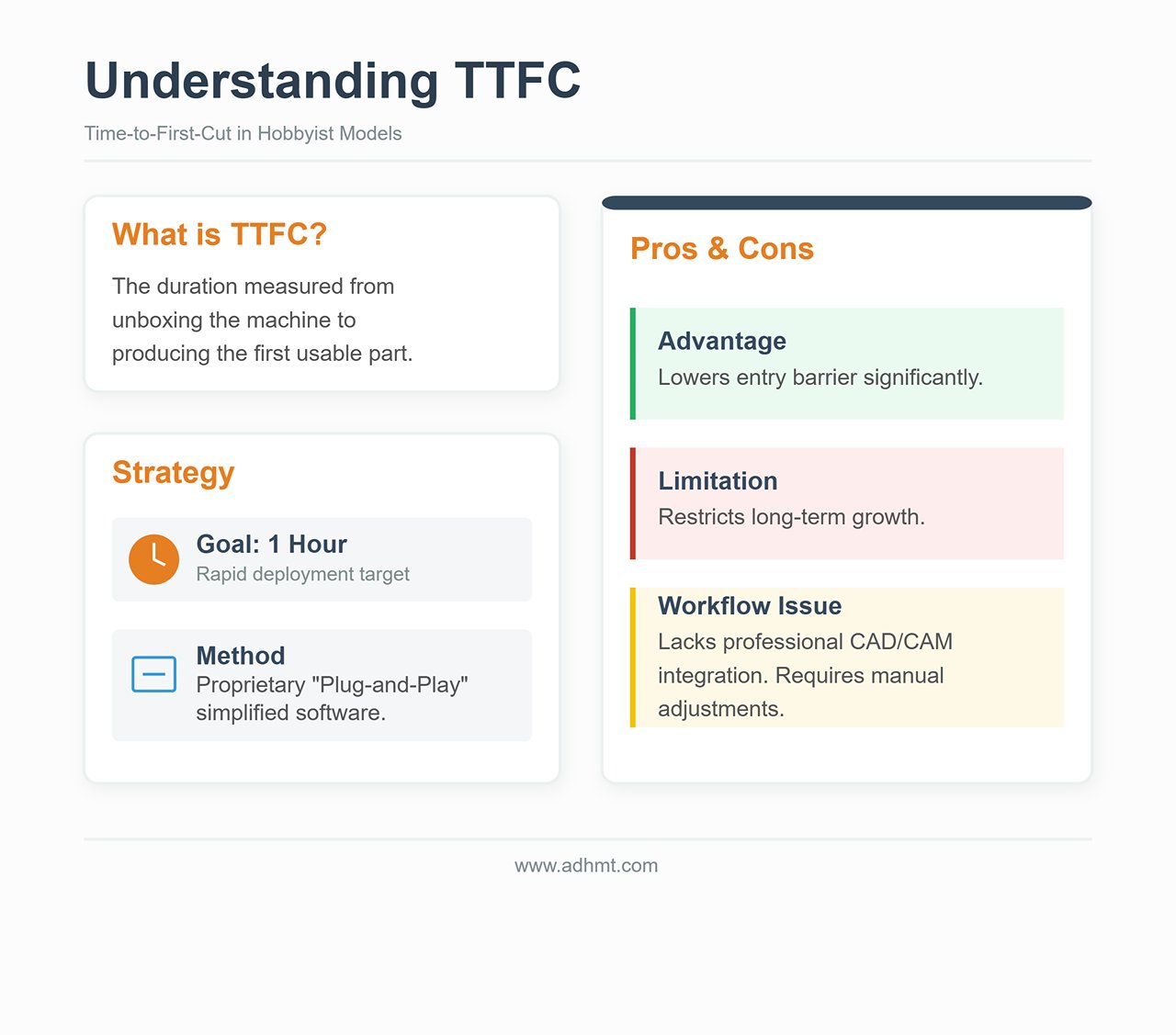
Na rozdíl od toho je skutečný stroj generující příjmy definován nikoli podle svého TTFC, ale podle toho, jak bezproblémově se integruje do stávajících výrobních procesů. Průmyslové jednotky mohou vyžadovat delší počáteční nastavení – jako například splnění požadavků na odtah, instalaci chladiče a bezpečnostních blokací – ale jakmile jsou nakonfigurovány, jejich "Time-to-Second-Cut" se blíží nule. Tato efektivita závisí na softwarové kompatibilitě, která podporuje dávkové zpracování, opakovatelnou přesnost a minimální potřebu rekalibrace.
Stroj s nízkým TTFC, ale nedostatečnou tuhostí nebo slabou softwarovou architekturou je vhodný pro prototypování, nikoli pro výrobu. Dlouhodobá návratnost investic vychází z výkonu, konzistence a řízení tolerance – faktorů, které přetrvávají dlouho po rozbalení.
Pro ty, kdo optimalizují profesionální pracovní postupy, kontrola technických specifikací nebo stažitelných brožury pomáhá představit si konfiguraci stroje a integraci nezbytnou pro výstup ve vyšších objemech.
Fáze 1: Tvrdé filtry (Vylučte nyní 90% strojů)
Většina kupujících začíná hledáním podle výkonu laseru a ceny. To je nejrychlejší způsob, jak koupit stroj, který se stane drahým těžítkem. Nejzásadnější faktory při výběru laserového řezače nesouvisí se specifikacemi stroje, ale s fyzickými omezeními vašeho pracovního prostoru.
Než se podíváte na jedinou značku, musíte uplatnit sadu "tvrdých filtrů". Jedná se o binární omezení: pokud stroj nesplňuje tato kritéria, není kandidátem. Je to závazek. Použitím těchto filtrů odstraníte 90% trhu, čímž vám zůstanou pouze jednotky, které mohou skutečně fungovat ve vašem konkrétním prostředí.
Ventilační veta: Bez venkovní cesty pro odvádění – žádné CO2 (Zde je, co zbývá)
První filtr je atmosférický. Laserové řezání je tepelný proces, který vypařuje materiál. Když řežete dřevo, akryl nebo kůži, nevytváříte jen prach; generujete těkavé organické sloučeniny (VOC), oxid uhelnatý a různé karcinogeny. Pokud řežete PVC (což byste neměli), vytváříte plynnou kyselinu chlorovodíkovou, která vám zničí plíce a během několika týdnů zkoroduje elektroniku stroje.
Tvrdé pravidlo: Pokud nemůžete vést 4palcové nebo 6palcové potrubí od stroje ven, nemůžete si pořídit CO2 laser pro výrobní účely.
Mnoho výrobců prodává "odsávače výparů" nebo recirkulační filtrační jednotky jako náhradu pro místnosti bez oken. Pro hobby nadšence, který občas gravíruje podtácek, jsou dostačující. Pro dílnu, která provozuje výrobu, jsou finanční pastí.
- Problém nasycení: Řezání akrylu a dřeva rychle zaplní HEPA a vrstvy aktivního uhlí ve filtrech. Ve výrobním prostředí možná budete muset měnit drahé filtrační kazety každý týden, abyste udrželi bezpečnou kvalitu vzduchu. To přidává tisíce dolarů k vašim ročním provozním nákladům.
- Fyzika proudění: Recirkulační jednotky jen zřídka poskytují průtok vzduchu v kubických stopách za minutu (CFM), který je nutný pro udržení čistoty optiky. Bez silného podtlakového odvětrávání ven zůstává kouř v šasi, usazuje se na zrcadlech a čočkách. To zhoršuje kvalitu paprsku, snižuje řezací výkon a poškozuje drahou optiku.
Pokud nemáte venkovní cestu pro odvětrávání, jediné životaschopné možnosti jsou lasery s nízkým výkonem nebo vláknové lasery určené výhradně pro značení kovů, jako například Jednostolový vláknový laserový řezací stroj, které vám pomohou udržet bezpečnost vzduchu a spolehlivou kvalitu proudění.
Elektrické překvapení: Proč váš 110V zásuvka může zabít rychlost vaší výroby
Druhý filtr je elektrická kapacita. V Severní Americe poskytuje standardní 110V/15A domácí zásuvka teoretické maximum 1 800 wattů. Nicméně elektrický předpis a bezpečnostní norma stanovují limit trvalého zatížení na 80%, tedy přibližně 1 440 wattů.
Noví kupující se často dívají na výkon laseru – například na "100W" laserovou trubici – a předpokládají, že se snadno vejde do stanoveného limitu. To je nepochopení rozdílu mezi spotřebou energie a výstupním výkonem. Laserová řezačka je systém, nikoli jediná součást.
- Celkové zatížení: Ne napájíte pouze samotný laserový zdroj. Napájíte krokové motory, řídicí jednotku, vodní chladič (nezbytný pro skleněné trubice), vzduchové čerpadlo a odsávací ventilátor.
- Pokles napětí: Když se kompresor chladiče zapne ve chvíli, kdy laser pracuje na vysoký výkon, náhlý odběr proudu může způsobit krátkodobý pokles napětí na sdíleném 110V okruhu.
Pokud má vaše dílna pouze standardní domácí 110V zásuvky a nemůžete instalovat samostatný okruh, jste vážně omezeni. Provoz silného zařízení na sdíleném obvodu vede k "poklesům napětí", při nichž výkon laseru kolísá, což má za následek nedokončené řezy nebo nekonzistentní hloubku gravírování.
Tvrdé pravidlo: Pokud nemůžete nainstalovat samostatný 20A okruh nebo 220V vedení, musíte vyloučit vysoce výkonné průmyslové CO2 platformy a velkoformátové vláknové lasery. Jste omezeni na stolní jednotky nebo základní podlahové modely, u nichž jsou chladič a odsávání integrované nebo s nízkým odběrem.

Past velikosti stolu: proč "větší" často znamená "pomalejší" a "méně přesné"
Marketingová logika naznačuje, že pracovní plocha 48" x 36" je ze své podstaty lepší než 24" x 12", protože nabízí "větší potenciál". V dílně je však potenciál irelevantní; rozhodující je výkon.
Velké stoly vyžadují velké portály (most, který pohybuje laserovou hlavou). Velké portály jsou těžké.
- Setrvačnost vs. detail: Těžký portál vyžaduje větší sílu k akceleraci a deceleraci. Pokud gravírujete jemný text nebo detailní grafiku, stroj musí měnit směr tisíckrát za minutu. Velký a těžký stroj bude mít potíže to dělat rychle bez vibrací, známých jako "zvonění" nebo "vlnění", které se projeví jako rozkmitané čáry ve vaší práci.
- Rychlostní penalizace: Aby si stroj s těžkým portálem udržel přesnost, musí často pracovat pomaleji. Menší stroj s lehkým portálem může často vygravírovat sérii předmětů 30% rychleji než velký stroj, jednoduše proto, že se dokáže mezi řezy rychleji rozjet.
Tvrdé pravidlo: Nekupujte velikost stolu kvůli budoucím projektům "někdy". Pokud 95% vaší práce se vejde na desku 12x20 palců, stroj 4x8 stop vám ve skutečnosti uškodí v podnikání. Zabere více prostoru, spotřebuje více energie a pravděpodobně bude produkovat gravírování nižší kvality pomalejším tempem. Kupte velký stroj pouze tehdy, pokud váš hlavní příjem pochází z řezání celých desek materiálu.
Materiální realita: proč volba laserového zdroje (CO2 vs. vlákno vs. dioda) závisí na požadavcích klienta
Nakonec nelze vybrat laserový zdroj podle rozpočtu; musíte jej zvolit podle fyzikálních principů. Vlnová délka laserového paprsku určuje, s jakými materiály interaguje. Žádný výkon nedokáže překonat nesprávnou vlnovou délku.
- CO2 lasery (10 600 nm): Tahoun pro výrobce. Tato vlnová délka je dokonale pohlcována organickými materiály.
- Nezbytné pro: Dřevo, akryl (čirý a barevný), kůže, papír, sklo (pouze gravírování).
- Tvrdý filtr: Pokud vaši klienti potřebují čiré akrylové trofeje nebo architektonické modely, musí kupte si CO2 laser. Vláknový nebo diodový laser projde čirým akrylem, aniž by zanechal stopu.
- Vláknové lasery (1 064 nm): Průmyslový standard pro kovy.
- Nezbytné pro: Nerezová ocel, hliník, mosaz, měď, titan.
- Tvrdý filtr: Pokud váš obchodní model závisí na řezání kovových dílů, CO2 laser je špatný nástroj. I když výkonné (150W+) CO2 lasery můžete řežou tenký kov s pomocí kyslíku, kvalita hrany a rychlost jsou horší než u i základního vláknového laseru. Pokud potřebujete gravírovat čiré plasty nebo dřevo, vláknový laser je k ničemu; nekontrolovaně spálí dřevo nebo neoznačí plast vůbec.
- Diodové lasery (450 nm): Viditelné modré světelné spektrum.
- Nezbytné pro: Rozpočtová omezení a extrémní přenosnost.
- Tvrdý filtr: Diodové lasery mají slabou absorpci v čirém akrylu (modré světlo jím prochází) a jsou neuvěřitelně pomalé při řezání čehokoli silnějšího než 3mm překližka. Pokud vaše podnikání závisí na rychlosti nebo řezání silného materiálu, diodové lasery okamžitě vyřaďte.

Než přejdete ke konkrétním doporučením strojů v další části, napište si své tři hlavní materiály. Pokud jsou kovové, hledejte vláknový laser. Pokud jsou z čirého akrylu a dřeva, hledejte CO2. Neexistuje žádný stroj, který by zvládal obojí dokonale, aniž by stál tolik jako malý dům.
Fáze 2: Software jako rozhodující faktor
Většina kupujících se upíná na výkon trubice a velikost pracovní plochy a ovládací software považuje za dodatek – pouhý doplněk v krabici. To je nejdražší chyba, jakou můžete udělat. V profesionální dílně je hardware tak schopný, jak schopný je software, který ho řídí. CO2 laser o výkonu 150 W s neohrabaným, uzavřeným softwarem není nástroj; je to úzké hrdlo.
Než se zavážete ke konkrétnímu stroji, musíte provést audit digitálního ekosystému, který vás dané zařízení nutí používat. Pokud je softwarový pracovní postup rozbitý, rychlost stroje je irelevantní.
Proč je "kompatibilita s LightBurn" pro profesionální práci nepostradatelná
V laserovém průmyslu se LightBurn vyvinul z nástroje třetí strany ve faktický operační systém pro profesionální výrobu. Funguje jako CAM software (Computer-Aided Manufacturing) – kde nastavujete rychlosti, výkony a trajektorie – i jako rozhraní pro ovládání stroje.
Pro dílnu není "kompatibilita s LightBurn" otázkou volby; je to strategické aktivum ze tří důvodů:
- Přenositelnost pracovní síly: LightBurn sjednocuje rozhraní napříč různým hardwarem. Podporuje řídicí jednotky Ruida, Trocen, TopWisdom a GRBL. Pokud vyškolíte operátora na běžném diodovém laseru, může tyto dovednosti přenést na průmyslový CO2 plochý laser nebo na Galvo vláknový značkovač, aniž by se musel znovu učit pracovní postup. Pokud si koupíte stroj, který je uzamčen k proprietárnímu softwaru, zvyšujete své náklady na školení s každým novým zaměstnancem.
- Standardizované SOP: Škálovatelnost vyžaduje standardní provozní postupy (SOP). Když celá vaše flotila běží na jedné platformě, můžete vytvořit sjednocenou knihovnu materiálů. Můžete uložit konkrétní nastavení řezání pro "3mm březová překližka" nebo "eloxovaný hliník" a nasadit je na jakýkoli stroj v dílně. Proprietární software vás nutí udržovat roztříštěné knihovny, což zvyšuje riziko chyby operátora a ztráty materiálu.
- Faktor "autobusové nehody": Pokud výrobce stroje s uzavřeným ekosystémem zkrachuje, přestane aktualizovat svůj software nebo změní svůj cenový model, váš hardware se přes noc stane zastaralým. Stroj se standardním řadičem (např. Ruida 6442) běžící na LightBurnu je odolný vůči budoucnosti. Hardware je nezávislý na platební schopnosti výrobce.

Pokud výrobce strojů nepodporuje LightBurn, žádá vás, abyste vsadili svou výrobní linku na jejich interní vývojový tým softwaru. Pro profesionální práci je to sázka, kterou byste měli jen zřídka podstoupit.
Skrytá cena proprietárních ekosystémů: Požadavky na internet a omezení souborů
Spotřebitelské laserové společnosti často propagují svůj proprietární software jako "uživatelsky přívětivý", ale tato jednoduchost často skrývá architekturu "uzavřené zahrady" navrženou k monetizaci vašeho používání.
Nejnebezpečnější vlastností těchto ekosystémů je závislost na cloudu. Některé stroje vyžadují aktivní připojení k internetu pro zpracování návrhových souborů. Software nahraje vaše vektorová data na server výrobce, tam vzdáleně zpracuje G‑kód a pošle jej zpět do stroje. V hobby prostředí je to obtěžující. Ve výrobním prostředí je to riziko. Pokud váš poskytovatel internetových služeb zaznamená výpadek, vaše výroba se zastaví. Pokud mají servery výrobce prostoj, vaše termíny jsou ohroženy.
Kromě toho proprietární ekosystémy často uvalují umělá omezení na práci se soubory. Můžete se setkat s:
| Problém | Popis |
|---|---|
| Uzamčení souborů | Neschopnost exportovat své projektové soubory ve standardních formátech (DXF, SVG), což uvězní vaše duševní vlastnictví v jejich systému. |
| Paywally formou předplatného | Základní funkce produktivity – například rozložení prvků na plechu (automatické rozmístění více dílů na desku pro úsporu materiálu) nebo převod rastrového obrazu na vektor – mohou být uzamčeny za měsíčním "prémiovým" předplatným. |
| Rizika pro soukromí | Pro dílny, které pracují s citlivými prototypy klientů nebo duševním vlastnictvím, nahrávání návrhů do cloudové služby třetí strany porušuje standardní protokoly o mlčenlivosti (NDA). |
Profesionální hardware musí fungovat lokálně. Měli byste být schopni připojit USB kabel (nebo USB disk) ke stroji a řezat bez ohledu na stav vašeho připojení k Wi‑Fi.
Efektivita pracovního postupu: Můžete importovat soubory CAD/Illustrator bez bolesti hlavy?
Efektivita se měří časem, který uplyne mezi dokončením návrhu a stisknutím tlačítka "Start" na laseru. Tuto mezeru určuje kompatibilita souborů.
Váš návrhářský tým pravděpodobně pracuje v Adobe Illustratoru, AutoCADu, SolidWorksu nebo Rhinu. Laserový software musí překlenout propast mezi těmito návrhářskými nástroji a pohybovým ovladačem stroje, aniž by bylo potřeba použít třetí "překladový" software.
Profesionální pracovní postup vyžaduje přímou schopnost importu. Musíte být schopni vložit soubor AI, PDF, DXF nebo SVG přímo do řídicího softwaru a zajistit, že vektory budou správně interpretovány.
- Mapování vrstev: Software by měl automaticky mapovat barvy ve vašem návrhovém souboru na parametry řezání (např. červené linie = řez, modré linie = gravírování).
- Nativní úpravy: Drobné úpravy – uzavření otevřeného tvaru, sloučení textu nebo posunutí cesty kvůli kompenzaci šířky řezu – by měly probíhat přímo v laserovém softwaru. Pokud se musíte vracet do Illustratoru jen proto, abyste posunuli otvor o 2 mm doleva, váš pracovní postup ztrácí čas.
Pokud stroj vyžaduje převod vašich vektorových souborů do proprietárního rastrového formátu nebo vás nutí pokaždé při aktualizaci návrhu procházet složitým průvodcem importu, neprojde testem efektivity. Cílem je plynulé propojení: Návrh → Import → Řez. Cokoli jiného je tření.
1.jpg)
Fáze 3: Scénáře (Najděte svůj konkrétní případ)
Většina nákupních průvodců selhává, protože zachází s nadšencem v bytě a výrobce reklamních cedulí ve skladu jako se stejným zákazníkem. Nejsou. Stroj, který je ideální pro jednoho, je pro druhého přítěží.
Poté, co jsme stanovili technické "tvrdé filtry" v předchozí části, nyní je aplikujeme na tři nejběžnější uživatelské scénáře. Najděte se níže, abyste zjistili, které konkrétní stroje projdou výběrem.
Scénář A: Stolní jednotky pro "vedlejší přivýdělek" (Omezený prostor, vysoká jednoduchost použití)
Tento scénář se vás týká, pokud pracujete z volného pokoje nebo malého ateliéru, máte omezené možnosti ventilace a upřednostňujete "čas do tisku" před hrubým výkonem. Potřebujete stroj, který vypadá jako tiskárna, ne jako vědecký experiment.
"Plug-and-Play" uchazeči: Glowforge vs. xTool P2 vs. Gweike Cloud
Tato Glowforge Pro definoval tuto kategorii po mnoho let. Jeho přístup "uzavřené zahrady" je podobný ekosystému Applu: je neuvěřitelně snadno použitelný, nabízí vynikající zarovnání pomocí kamery a systém Proofgrade materiálů odstraňuje nutnost vypočítávat nastavení výkonu. Vyžaduje však aktivní připojení k internetu. Pokud vám vypadne WiFi, výroba se zastaví.
Tato xTool P2 se objevil jako hlavní konkurent. Vyrovná se Glowforge v jednoduchosti použití (nastavení pomocí kamery, automatické zaostření), ale narušuje "uzavřený ekosystém". Podporuje software LightBurn, umožňuje práci offline a má podstavec pro gravírování vyšších objektů – s čímž má Glowforge problémy.
Tato Gweike Cloud je rozpočtový soupeř. Nabízí podobný 50W CO2 výkon v stolním provedení za výrazně nižší cenu. Hardware je solidní, ale softwarové prostředí je méně propracované než u konkurence.
Kompromis: Platit za pohodlí vs. opravitelnost
Skrytým nákladem stolních zařízení je opravitelnost. Aby výrobci zajistili, že tyto stroje budou elegantní a bezpečné, uzavírají jejich součástky do krytů.
Pokud u Glowforge odejde laserová trubice, obvykle ji nemůžete vyměnit sami; celou jednotku je často nutné odeslat zpět výrobci k opravě. To může znamenat týdny výpadku. xTool P2 a Gweike Cloud nabízejí kompromis – umožňují uživatelům měnit trubice a zrcadla, i když je to stísněnější a náročnější než u většího průmyslového stroje. Platíte tedy prémii za malé rozměry; ujistěte se, že váš obchodní model zvládne potenciální výpadky nebo náklady na proprietární náhradní díly.
Scénář B: "Garážoví producenti" (maximální výkon, nižší cena)
Tento scénář je určen pro tvůrce s vyhrazeným garážovým prostorem, odtahem přes sušákový ventil a ochotou si ušpinit ruce. Chcete maximální výkon za dolar a velkou pracovní plochu (20"×28" nebo větší).
Přístup OMTech & Monport: vysoké schopnosti, vysoká údržba
Značky jako OMTech a Monport importují průmyslové lasery "China Blue/Red" a prodávají je za agresivní ceny. Jednotka OMTech s výkonem 80 W často stojí méně než Glowforge s 45 W. Tyto stroje jsou opravdová monstra. Jsou vybaveny průmyslovými ovladači Ruida (plně kompatibilními s LightBurn), standardními díly dostupnými na Amazonu a velkými průchozími dveřmi pro nadměrné desky.
Avšak kontrola kvality kolísá. Neplatíte za vyleštěný spotřebitelský produkt; platíte za surové železo a sklo.
"Daň kutila": zhodnocení vaší schopnosti vyrovnávat zrcadla a měnit ovladače
"Daň kutila" je čas, který strávíte kalibrací stroje. Na rozdíl od stolních jednotek tyto stroje často dorazí s nevyrovnanými zrcadly kvůli přepravě. Musíte být schopni povolit matice, spouštět testovací pulzy a nastavovat dráhu paprsku.
Pokud vás děsí vysokonapěťová elektronika nebo mechanické seřizování, nekupujte tyto stroje. Pokud jste v pohodě s klíčem a multimetrem, tyto jednotky nabízejí nejvyšší návratnost investice (ROI) v průmyslu.
Povinné upgrady: chladiče a přívody vzduchu, které musíte okamžitě započítat do rozpočtu
"Cenovka" na těchto jednotkách je lež. Sériové "vodní čerpadlo" je obvykle jednoduché akvarijní čerpadlo, které nezvládne udržet krok s 80W trubicí během delšího řezu, což vede k přehřívání a zkrácení životnosti trubice. Sériové "vzduchové ofukování" je často slabý ventilátor, který nedokáže odvést kouř, což má za následek ohořelé hrany.
Aby bylo zařízení OMTech nebo Monport připravené na produkční využití, musíte okamžitě vyčlenit navíc $800–$1 000 na:
- Aktivní chladič CW-5200 (chlazení s kompresorem).
- Skutečný vzduchový kompresor (pro čisté řezy).
- Vylepšený axiální odsávací ventilátor.

Scénář C: Profesionální dílna (rychlost, spolehlivost a podpora v USA)
Tento scénář je určen pro podniky, kde je laser hlavním zdrojem příjmů. Pokud se stroj porouchá, přicházíte o peníze. Potřebujete rychlost, přesnost a telefonní číslo, na které můžete zavolat, když se něco pokazí.
Přechod na Thunder Laser, Aeon a Boss: za co platíte těch extra $4 000
Přechod z OMTechu na Thunder Laser Nova, Aeon Mira, nebo Boss Laser znamená výrazný cenový skok, často o $4 000 až $6 000 více pro podobný výkon.
Neplatíte za větší výkon; platíte za servomotorů (namísto krokových motorů), lineární vedení, a RF (radiofrekvenční) kovové trubice (ve vyšších konfiguracích). Tyto komponenty vydrží déle a lépe drží kalibraci při nepřetržitém provozu 24/7. Kvalita zpracování je vyšší, kabeláž čistší a bezpečnostní zajištění jsou průmyslové třídy.
Faktor rychlosti: Proč je výkon rastru důležitější než řezná síla
Začátečníci se upínají na řeznou sílu (Watty); profesionálové se upínají na rychlost rastru (palce za sekundu).
Pokud se vaše podnikání zaměřuje na gravírování termoregulačních lahví, kožených nášivek nebo kamenných podtácků, laserová hlava se musí pohybovat tam a zpět tisíckrát. Levný krokový motor může dosáhnout maximálně 500 mm/s a vytvářet "zvonění" (vlnité čáry). Thunder Laser nebo Aeon s hybridními servomotory mohou běžet rychlostí přes 1000 mm/s s mimořádně ostrou přesností. To efektivně zdvojnásobí vaši denní produkci. V provozní dílně je rychlost jedinou metrikou, na které záleží.
Místní podpora: Pojistka, která zabrání třítýdennímu zpoždění náhradních dílů
Největším rozlišovacím faktorem scénáře C je podpora se sídlem v USA.
Pokud selže řídicí deska na běžném dovozním stroji, často se musíte probírat fóry nebo si dopisovat s továrnou v Číně a čekat týdny na náhradu. Společnosti jako Thunder, Aeon a Boss mají sklady dílů v USA a zaměstnávají techniky mluvící anglicky, kteří dokážou řešit problémy prostřednictvím videohovoru.
Pro hobbyistu je třítýdenní čekání na díl nepříjemnost. Pro profesionální dílnu je to událost ohrožující živobytí. Těch extra $4,000 je vaše pojistka proti tichu.
Fáze 4: Poslední kontrola reality před objednávkou
Máte svůj užší výběr. Máte svůj rozpočet. Vznášíte se nad tlačítkem "Přidat do košíku". Zastavte se.
Existuje rozdíl mezi strojem, který řeže ukázkové soubory na veletrhu, a strojem, který udrží podnik v chodu pět let. Tento rozdíl se jen zřídka najde v technickém listu; projevuje se v každodenním používání. Než vložíte kapitál, musíte svůj vybraný stroj prověřit třemi konečnými filtry. Jsou to pojistky, které oddělují ziskový majetek od těžkého, drahého garážového přívěsku.
Přístup k údržbě: Kontrola na 60 sekund, která zabrání týdnu ztracené práce
Údržba laseru není úkol "někdy", je to týdenní povinnost. Odpařená lepidla a pryskyřice ze dřeva se usazují na optice rychlostí 1–2 gramy za týden. Pokud čištění zrcadel trvá 30 minut rozebírání, budete ho odkládat. Když ho odložíte, pryskyřice se vypálí do povlaku čočky, způsobí pokles výkonu o 30% a nakonec čočku praskne.
Test: Kontaktujte svého dodavatele nebo si prohlédněte uživatelské video. Dokážete přistoupit, vyjmout, otřít a znovu vložit zrcadlo 1, zrcadlo 2 a zaostřovací čočku za méně než celkem 60 sekund?
Pokud je odpověď ne, odejděte.
- Zrcadlo 1 (na konci trubice): Potřebujete boční dvířka. Měli byste být schopni pootočit kroužek a vytáhnout zrcadlo za méně než 15 sekund. (OMTech a Gweike obvykle obstojí; Glowforge v tom často selhává, protože optiku schovává za panely).
- Zrcadlo 2 (most): Podívejte se po odklápěcím krytu. To byste měli být schopni vyčistit vatovým tamponem bez demontáže držáku. Pokud musíte odšroubovat ventilační potrubí, abyste ho viděli (běžné u starších návrhů Monport), platíte "daň z údržby" každý pátek.
- Zrcadlo 3 a čočka (laserová hlava): Toto je kritická zóna. Musíte být schopni spustit pracovní stůl, odstranit kroužek trysky a zachytit čočku do ruky za méně než 20 sekund. Profesionální tip: Při opětovné montáži se ujistěte, že čočka jde "bříškem nahoru" (vypouklá strana nahoru). Pokud stroj potřebuje imbusový klíč pro přístup k čočce, testem neprojde.

Rozhodovací matice "Kup kvalitní nebo kup dvakrát"
Stroj za $3,000 není nikdy jen $3,000. Je to záloha na budoucí opravy. Naproti tomu stroj za $8,000 často během 5letého období stojí méně. Tato matice odhaluje celkové náklady na vlastnictví (TCO) skryté za cenovkou.
Určete, který sloupec odpovídá vašemu vybranému kandidátovi:
| Rozměr | Rozpočetní sestava (Scénář B) | Profesionální pracovní kůň (Scénář C) |
|---|---|---|
| Počáteční náklady | $2,000 - $4,000 | $6,000 - $10,000 |
| Životnost trubice | 1k–2k hodin (skleněný CO2) | 10k+ hodin (RF kov / vysoce kvalitní sklo) |
| Odhadovaný výpadek za rok | 15 dní (čekání na díly) | 2 dny (místní podpora / lepší kontrola kvality) |
| Týdenní údržba | 2 hodiny (ruční seřízení) | 30 minut (utěsněná optika / lepší vodicí lišty) |
| Náklady na výměnu (rok 4) | $1,000+ (nová trubice + napájecí zdroj) | $0 (zdroj s dlouhou životností) |
| Zůstatková hodnota | 40% původní ceny | 70% z původní ceny |
| 5letý TCO (celkové náklady na vlastnictví) | $19 000+ (vč. ztracených fakturovatelných hodin) | $7 000 (nízké provozní náklady) |
Pokud provozujete kutilskou dílnu, rozpočetní sestava je přijatelná – váš čas je zdarma. Pokud provozujete podnikání, prostoje "levného" stroje vás v průběhu prvních 18 měsíců budou stát víc, než činí cenový rozdíl oproti "drahému" stroji.
Kontrolní seznam: Buďte připraveni řezat do 48 hodin od doručení
Nejnebezpečnějším obdobím pro majitele laseru je první týden. Pokud nemáte správné zásoby, stroj nepracuje, zatímco běží vaše lhůta pro vrácení. Pokud ihned nezkontrolujete optiku, nesete odpovědnost za přepravní poškození.
Dodržte tento harmonogram, abyste si zajistili, že budete schopni pracovat – nebo budete připraveni okamžitě vrátit vadný kus.
Den 0: Předpříjezdová příprava (2 hodiny)
- Kapaliny: Kupte 2 galony destilované vody (pro chladič) a 90% isopropylalkoholu (pro optiku).
- Optická sada: Mějte připraven papír na čištění čoček a termopapír (účtenkový papír) pro testování zarovnání.
- Napájení: Ověřte vyhrazený 20A okruh (110V/220V v závislosti na jednotce). Sdílení okruhu s ledničkou nebo kompresorem způsobí vypínání jističů a zničené řezy.
Den 1: Vybalení a kontrola (4 hodiny)
- Test chvění: Před naplněním chladiče zkontrolujte laserovou trubici. Hledejte vnitřní praskliny. Pokud při opatrném naklánění trubice slyšíte cinkání skla, odmítněte převzetí.
- Test úniku: Připojte vodu, spusťte čerpadlo a počkejte 30 minut. Zkontrolujte konce trubice a dno šasi.
- 60sekundové čištění: Proveďte údržbový test, který jste si nastudovali v kroku 1.
- Zarovnání: Použijte termopapír ke kontrole dráhy paprsku ve všech čtyřech rozích pracovní plochy.
Den 2: Ověření (2 hodiny)
- Test rámu: Proveďte vektorový řez na dřevě rychlostí 10 mm/s s výkonem 90%.
- Výsledek: Hrany by měly být zlatohnědé, ne zuhelnatělé černé. Řez by měl být svislý, ne šikmý.
- Zátěžový test: Nechte stroj běžet 3 hodiny. Sledujte teplotu (udržujte ji pod 22 °C / 71 °F). Pokud se přehřívá nebo ztrácí ostření, musí se vrátit.
Závěrečný řez
Na začátku této příručky jsme se ptali, zda stavíte dílnu, nebo si jen kupujete nástroj. Rozdíl není v názvu značky vyraženém na podvozku; spočívá v přípravě samotného majitele.
Tím, že jste postupovali podle tohoto čtyřfázového rámce, jste si nejen vybrali laser. Určili jste své materiálové potřeby, vypočítali požadavky na výkon, zajistili bezpečnostní protokoly a zkontrolovali skryté náklady na vlastnictví. Už jen nedoufáte v dobrý stroj; naplánovali jste si úspěšný nákup.
Výzkum je hotový. Kontrolní seznam je připraven. Je čas řezat. A pokud byste chtěli vedenou pomoc při sladění svého pracovního postupu se správnou technologií, neváhejte kontaktujte nás pro individuální poradenství ohledně laserových systémů.

VI. Často kladené dotazy
1. Mohou laserové řezačky řezat kov?
Ano, některé laserové řezačky dokážou řezat kov, ale záleží to na typu laseru a jeho výkonu. Fiber lasery a výkonné CO2 lasery obvykle zvládnou řezat různé kovy, včetně nerezové oceli, hliníku a mědi. Pro silnější kovové plechy nebo složitější řezy se doporučují průmyslové fiber lasery, jako je Jednostolový vláknový laserový řezací stroj doporučují se.
2. Jaké materiály může CO2 laser řezat?
Mezi běžné materiály patří dřevo, akryl, kůže, textil, papír a některé plasty. CO2 lasery však nejsou vhodné pro řezání kovů, pokud nemají velmi vysoký výkon a nejsou speciálně navrženy pro takové úkoly. Také se nedoporučují pro řezání PVC nebo jiných materiálů, které při zahřátí uvolňují toxické výpary.
3. Jak přesné jsou laserové řezací stroje?
Přesnost laserových řezacích strojů je jednou z jejich hlavních výhod. Kvalitní laserové řezačky dokáží dosáhnout extrémně jemných detailů s tolerancí až 0,001 palce (0,025 mm). Přesnost závisí na faktorech, jako je kvalita laserového paprsku, stabilita stroje a přesnost systému řízení pohybu.















