Ⅰ. Unveiling the Core Role: Why Press Brake Operators Are the Cornerstone of Modern Manufacturing
In the grand symphony of precision manufacturing, if designers are the composers who write the score, then the Press Brake Operator is the lead performer who transforms those notes into a powerful melody. Their work is far more than simply pushing buttons—it’s an art that blends engineering, materials science, and masterful craftsmanship. These often-unsung experts build the solid framework for everything from towering architectural structures to finely tuned instruments.
1.1 Job Definition: More Than Operation—A True Artist of Metal Forming
At its core, a Press Brake Operator is a skilled metal-forming technician whose primary responsibility is to use a press brake—a heavy-duty machine capable of applying precise pressure to sheet metal—to shape it into the desired three-dimensional form. They are not servants to the machine but its masters. The role demands an almost instinctive connection between cold sheet metal and technical drawings, transforming lines, numbers, and symbols on a two-dimensional plane into functional, aesthetically refined three-dimensional objects. Every bend angle, every millimeter of positioning reflects their deep understanding of material properties and mechanical performance. They are true metal artists, breathing dynamic life into static raw materials.
1.2 Core Mission: Translating Two-Dimensional Drawings into Precision 3D Components
The operator’s fundamental mission is one of exact translation: converting the highly abstract, two-dimensional language of engineering blueprints into flawless, tangible three-dimensional parts. This begins with a thorough decoding of technical drawings, extracting critical information such as dimensions, tolerances, bend radii, and material specifications. From there, these parameters are converted into machine-executable instructions, whether through advanced CNC programming or meticulous manual setup. Throughout production, quality control hangs over the process like the sword of Damocles. Operators skillfully employ calipers, protractors, micrometers, and other precision instruments to inspect first-run and in-process parts, ensuring each piece faithfully embodies the designer’s intent with repeatable, micron-level accuracy.
1.3 Value Chain Positioning: The Crucial Link Between Design and Assembly
Within the manufacturing value chain, from concept to finished product, Press Brake Operators occupy an irreplaceable hub. They are the vital bridge between virtual design and physical assembly. Without their precision execution, even the most brilliant designs remain trapped on paper, and downstream processes like welding and assembly stall for lack of quality components. A top-tier operator is not merely a task executor but a process optimizer. Drawing on extensive hands-on experience, they can anticipate issues such as springback or cracking during bending and proactively apply compensatory measures. They may even offer suggestions to design engineers that improve product quality and reduce manufacturing costs right from the start.
1.4 Applications Overview: From Aerospace to Automotive and Architecture
The work of Press Brake Operators permeates countless aspects of our daily lives:
- Aerospace: At altitudes of ten thousand meters, critical aircraft structures such as fuselage frames and wing ribs demand near-impossible precision and absolute structural reliability. It is the operator’s mastery that ensures these components remain steadfast in extreme conditions.
- Automotive Industry: From the aerodynamic curves of body panels to stress-bearing chassis reinforcements and intricate internal brackets, press brake forming is integral. Operators’ expertise directly affects vehicle safety, fuel efficiency, and aesthetic appeal.
- Architecture & Home: The gleaming metal facades of skyscrapers, elevator cabins, sturdy door frames, and even the elegant curves of stainless steel kitchenware at home bear the signature of the press brake operator. They shape both the skyline of modern cities and the tactile quality of everyday life.
- High-Tech Industries: In electronics, medical devices, and energy systems, complex and compact metal housings and internal components rely on high-precision bending to ensure functionality and space efficiency.

1.5 The Real Work Environment: Physical Demands, Noise Levels, and Shift Patterns
Entering this profession requires a clear understanding of its realities. It is far from a cushy office job—it’s a dynamic, challenging, and rewarding production floor role:
- Physical Demands: The job often calls for long periods of standing and involves lifting, positioning, and adjusting metal sheets. Depending on the size of the workpiece, operators may need to handle weights of 20 to 70 pounds (approximately 9 to 32 kilograms), making good physical fitness essential.
- Sensory Environment: Factory floors—especially those with heavy machinery—tend to be noisy. Wearing personal protective equipment (PPE) such as earplugs and safety glasses is not just a rule but a vital habit for safeguarding health.
- Work Pace: To meet production goals, manufacturers often operate on a shift basis. Operators must adapt to early, late, or overnight shifts to keep the production line moving.
Despite the challenges, the satisfaction of transforming a plain sheet of metal into a precise, functional component through one’s own skill and effort is a powerful source of pride for many in the trade.
Ⅱ. A Day in the Life: Four Core Stages from Blueprint to Finished Product
If Chapter One painted the big picture of a Press Brake Operator’s role, this chapter dives into the finer details of their daily work. We’ll move through the entire process, from the moment a professional steps onto the shop floor in the morning to completing the day’s tasks. This is not monotonous repetition—it’s a daily campaign of logic, precision calculation, and refined skill, the success of which directly determines product quality.
2.1 Stage One: Preparation and Planning – Laying the Foundation for Precision
Every outstanding finished product begins with seemingly modest preparation. Before the machines roar to life, the operator’s mind is already working at full speed. This is the phase that most tests intellect and experience, where even the smallest oversight can be magnified in later stages.
2.1.1 Reading the Blueprint: Decoding Technical Drawings, Tolerances, and Bend Allowances
The workday often begins with what appears to be a complex engineering drawing. For a skilled operator, this is not just a diagram—it’s a codebook containing the product’s essence. They must decipher every symbol with the precision of a cryptographer:
- Geometric Information: Understanding the final three-dimensional form of the part, identifying each bend line, bend direction (up or down), bend angle, and the all-important bend radius.
- Tolerance Requirements: These are the blueprint’s strictest directives. Angle tolerances such as ±0.5° or dimensional tolerances of ±0.2 mm are the lifeline of product compliance. Operators must internalize these numbers as constant benchmarks for quality throughout the process.
- Bend allowance/deduction: This is the core calculation in transforming a flat sheet into a three-dimensional shape. When metal bends, its outer surface stretches while the inner surface compresses, with a neutral axis in between that neither elongates nor shortens. Operators must accurately determine the flat layout dimensions using formulas, software, or reference charts—requiring a deep understanding of material thickness, bend radius, and the K-factor (the position coefficient of the neutral axis). A single miscalculation in the deduction can render the entire part unusable.
2.1.2 Material Identification: Confirm metal type, thickness, grain direction, and surface quality
Blueprints define what needs to be done; the raw material dictates how it can be achieved. Much like a skilled materials inspector, the operator performs a meticulous “health check” on the sheet metal before processing:
- Material and thickness: Is it cold-rolled steel, stainless steel, or aluminum alloy? Is the thickness 1 mm or 3 mm? Each material differs dramatically in ductility, springback behavior, and required tonnage—factors that directly influence all subsequent settings.
- Grain direction: During rolling, sheet metal develops a subtle grain that’s not easily visible. Bending against the grain yields maximum strength and minimizes cracking; bending with the grain increases the risk of fractures along the bend line. Experienced operators gauge grain direction by sight or touch, ensuring bend lines are positioned as perpendicular to the grain as possible.
- Surface quality: Inspect carefully for scratches, rust spots, or dents. For products with high aesthetic standards, such flaws must be identified and addressed before processing—once bent, they become far harder to repair.
2.1.3 Task Interpretation: Analyze the work order and plan the optimal bending sequence
With blueprints and materials in hand, the final stage of preparation is devising the “battle plan.” The operator reviews the work order to confirm production quantities, delivery deadlines, and other business details. For complex parts requiring multiple bends, they conduct a mental “dry run” of the entire process:
- Sequence planning: Which edge to bend first? Which last? An incorrect sequence can cause the workpiece to interfere with the machine or tooling during later bends, halting production. It’s akin to playing a strategic chess game—every move must be considered with foresight. While modern CNC press brakes often include simulation software, these tools cannot fully replace an operator’s spatial reasoning and practical experience.
2.2 Stage Two: Machine Setup and Calibration – The Artist’s Palette
Once planning is complete, the operator turns to their closest partner—the press brake. At this stage, they are like an artist meticulously preparing brushes and paints before creation; every setting will directly shape the “stroke” of the finished work.
2.2.1 Tool Selection: Precisely match punch and die
The press brake’s tooling library is the operator’s arsenal. Based on the blueprint’s specified bend radius, angle, and material thickness, they must select the optimal combination:
- Punch (upper die): Should they use a gooseneck punch to avoid pre-formed flanges, or a sharp punch for a tighter inside radius? The punch’s shape and height are critical.
- Die (lower die): The width of the V-opening is key. The industry-standard “8x rule” (V-opening width ≈ 8× material thickness) is a baseline, but special materials or angles may require adjustments based on experience. The correct V-width ensures quality bends and prevents material damage.

2.2.2 Parameter Setup: CNC programming or manual adjustment (backgauge, stroke, pressure)
This is the moment when planning in the operator’s mind is translated into machine language.
- CNC programming: In modern workshops, operators use touchscreen controllers to input bend angles, target flange lengths, material data, and tooling parameters. Advanced systems automatically compute precise backgauge positions, ram stroke depth, and the tonnage required.
- Manual setup: On traditional machines, this process relies heavily on operator experience. They manually adjust mechanical stops and use trial-and-error to set ram stroke, knowing their machine’s quirks inside out.
2.2.3 First-piece Trial: Perform test bends and make micron-level fine-tuning
Before mass production, a “First Article Inspection” is essential. The operator bends a scrap piece or the first production piece to test settings—where theory meets reality. Minor variations in material hardness or thickness between batches often cause slight deviations from calculated bend angles. Using protractors and calipers, the operator makes precise adjustments—shifting the backgauge position or changing ram stroke depth by as little as 0.01 mm—until the test piece meets blueprint tolerances perfectly. This step is the ultimate test of patience and precision.
2.3 Stage Three: Production and Operation – Mastery in Action
With calibration complete and the green light on, the true performance begins. At this stage, the operator’s hands, eyes, and mind work in perfect harmony, showcasing the rhythm of human–machine collaboration.
2.3.1 Material Positioning: Safely and precisely placing the workpiece
The operator slides the sheet smoothly into the machine, guiding its edge gently yet firmly against the backgauge—either by hand or with assistive tools. This seemingly simple motion demands steadiness, accuracy, and speed, while maintaining constant vigilance against pinch points. Accurate positioning is the foundation for consistent product dimensions.
2.3.2 Performing the Bend: Monitoring the smooth flow of single and multi-bend sequences
With a press of the foot pedal, the hydraulic system growls into action as the upper die descends smoothly, bending the sheet with precision. Throughout, the operator’s eyes track the workpiece, while their ears listen for changes in the machine’s tone. For multi-bend parts, they deftly flip and shift the piece in sequence, executing each bend fluidly—much like a seamless, flowing performance.
2.3.3 Finished Part Handling: Proper retrieval and stacking to prevent scratches or deformation
Once the final bend is complete, a precisely formed component emerges. The operator carefully removes it and, following process requirements, stacks it neatly on racks or pallets—often placing protective material between parts to avoid scratches or deformation during transport.
2.4 Stage Four: Quality Control and Maintenance – Safeguarding Excellence
Within the production rhythm comes the constant guardianship of quality and attentive care for equipment—ensuring excellence is not a random occurrence but a consistent standard.
2.4.1 In-process Inspection: Skilled use of calipers, protractors, micrometers, and other measuring tools
Operators are also the first quality inspectors on the line. At specified intervals (e.g., every 10 pieces or every half hour), they sample parts from the production flow and verify critical dimensions and angles using precision tools such as vernier calipers, digital protractors, and height gauges. This practice of Statistical Process Control (SPC) enables early detection of subtle deviations caused by tool wear or machine drift, allowing immediate correction to prevent large batches of defective parts.

2.4.2 Data Recording: Complete inspection reports to ensure product traceability
Every inspection result is meticulously documented, either on the production process card or within an electronic system. These records serve not only as proof of product compliance but also as invaluable production archives. When a quality issue arises, the data allows engineers to quickly trace the problem back to a specific batch, time frame, and machine condition, providing critical clues for root cause analysis.
2.4.3 Routine Maintenance: Performing Equipment Cleaning, Lubrication, and Basic Checks
As the workday draws to a close, operators dedicate their final moments to "giving back" to their trusted partners—the machines. They use air guns and cloths to remove metal shavings and oil residue, check hydraulic oil levels, apply lubricant to essential components such as guide rails, and verify that safety mechanisms like light curtains and emergency stop buttons are functioning properly. This daily upkeep, known as Total Productive Maintenance (TPM), not only extends the lifespan of the equipment but also serves as the foundation for maintaining high-precision production day after day.
With that, a typical “workday” cycle comes full circle. From interpreting abstract blueprints to delivering tangible, precision-crafted products, press brake operators take on multiple roles—engineer, mathematician, craftsman, quality inspector, and maintenance technician—infusing each gleaming, metal-finished piece with their intellect and dedication.
Ⅲ. Essential Skills Framework: The Hard and Soft Skills of a Top-Tier Operator
If a “day in the life” illustrates the operator’s actions, the “skills framework” reveals the driving forces beneath. Becoming a competent press brake operator hinges on familiarity with processes, but rising to the level of an irreplaceable industry expert demands the systematic development of a comprehensive skill set that blends technical mastery with professional soft skills. This is not merely an accumulation of knowledge—it’s a deep cultivation of mindset and professional discipline.
3.1 Technical Core: Essential Professional Competencies
Technical expertise forms the foundation for an operator’s craft—it’s the fundamental language through which they interact with machines and shape metal. These skills set the baseline: the ability to consistently produce parts that meet specifications.

3.1.1 Precision Measurement and Blueprint Reading: Mastery of GD&T
Precision measurement is an operator’s extended sensory system. Proficient, quick, and accurate use of vernier calipers, micrometers, digital protractors, and height gauges is the basic guarantee for navigating the world of microns. But it’s more than reading numbers—top operators can detect subtle tool deviations and know how to calibrate them, ensuring absolute measurement reliability.
Blueprint reading and GD&T are the “Rosetta Stone” for translating abstract instructions into precise actions. Operators must go beyond basic dimension recognition to develop a deep understanding of Geometric Dimensioning and Tolerancing (GD&T). This symbolic language defines permissible variations in shape, orientation, position, and profile. For example, a positional tolerance symbol can carry complex requirements involving datum references, theoretical dimensions, and allowable deviation zones. In sheet metal work, tolerances may be less stringent than in precision machining, but grasping aspects like profile control for bent contours or the virtual sharp point annotation method used to eliminate radius uncertainty is a crucial differentiator between average and exceptional operators.
3.1.2 Applied Mathematics: Mastering Geometry and Trigonometry for Bend Deduction Calculations
Operating a press brake is an exercise in applied mathematics—every precise angle stems from careful calculation. Operators must internalize geometry and trigonometry to the point where it becomes second nature.
- Bend Deduction / Bend Allowance: This is the heart of precision bending. Operators must be able to calculate the exact flat length needed to achieve final part dimensions, factoring in material thickness, bend radius, bend angle, and a critical variable—the K-Factor. The K-Factor represents the location of the neutral axis within the material during bending and determines the actual elongation. While modern CNC systems can compute this automatically, a top-tier operator understands the underlying principles and can manually adjust parameters when dealing with new materials or non-standard conditions, ensuring theory and practice align perfectly.
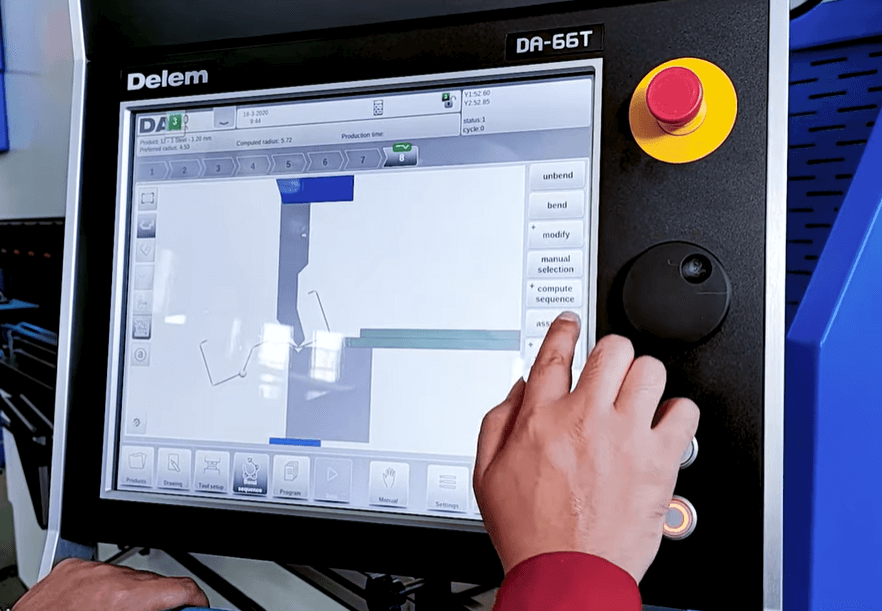
3.1.3 CNC Programming and Operation: Mastering Leading Control Systems (e.g., Delem, Cybelec)
In today’s digital manufacturing environment, CNC programming is the operator’s “second language.” Merely running existing programs is far from enough.
- Mainstream Controllers: Mastery of at least one leading CNC controller—such as Delem (renowned for its intuitive graphical interface and powerful simulation capabilities) or Cybelec (widely respected in high-end equipment)—is a prerequisite for working in modern workshops.
- Programming Proficiency: This includes the ability to create, edit, and optimize programs directly on the machine’s controller. Key tasks range from entering bend angles, backgauge positions, tonnage, ram speed, and return points, to interpreting G-code and understanding the logic behind programs generated by offline software such as Lantek or Radan. Skilled operators can quickly fine-tune these programs on-site to account for material variations or to boost production efficiency.
3.1.4 Fundamentals of Materials Science: Understanding Metal Properties and Springback
Press brake operators work with an entire family of metals, each with its own “personality.”
- Material Properties: Operators must understand the yield strength, tensile strength, and ductility of different metals—such as mild steel, stainless steel, aluminum alloys, and high-strength steels. These properties dictate the required bending force, minimum bend radius (to avoid cracking), and the final forming outcome.
- Springback Compensation: This is where materials science meets practice. Springback refers to the tendency of metal to partially return to its original shape after bending due to internal stress release. High-strength steel may spring back by several degrees, while soft aluminum springs back less. Elite operators can accurately predict and compensate for springback—often by “overbending” to achieve the desired angle. They rely not only on CNC databases but also on experience, adjusting compensation values with precision based on material batch, temperature, and grain direction.

3.2 Professional Soft Skills: Traits That Define Your Career Trajectory
If hard skills determine whether you can perform the job, soft skills determine how far and how high you can climb in your career. These qualities are irreplaceable by machines—they are uniquely human assets.
3.2.1 Unwavering Focus and Detail Orientation
This is a role where mistakes are simply not an option—a single incorrect setting can result in an entire batch of scrap material. Top operators possess an almost meditative level of focus, tuning out distractions in noisy environments to devote their full attention to every tolerance on a blueprint, every machine response, and every detail on a finished product. They don’t just see a sheet of metal—they perceive a precision system composed of countless quality control points.
3.2.2 Strong Logical Thinking and Problem-Solving Skills
The production floor is full of variables. When the bending angle starts running too large, parts twist unexpectedly, or the machine makes an unusual sound, the operator becomes a “production-line detective.” They must deploy sharp logical reasoning: has the material’s hardness changed? Is the tooling worn? Is the hydraulic pressure unstable? They can quickly pinpoint the root cause and act decisively—adjusting the program, replacing the die, or reporting for maintenance—to minimize the impact of any production stoppage.
3.2.3 Exceptional Spatial Visualization and Hand–Eye Coordination
Bending is essentially a “mental 3D modeling” exercise. The moment an operator sees a two-dimensional drawing, they must be able to clearly visualize the finished product in three dimensions and mentally rehearse the entire manufacturing process. With complex parts, they engage in a kind of “mental origami,” mapping out the optimal bending sequence to prevent interference between the workpiece and the machine. This spatial awareness, combined with the precise placement of parts and smooth flipping motions, creates a refined “muscle memory” that drives flawless execution.
3.2.4 Clear Communication and Team Collaboration (with Supervisors, Quality Inspectors, and Engineers)
Press brake operators are far from isolated—they are critical hubs in the flow of information. When a drawing’s design might cause manufacturing challenges or quality risks, they must be able to articulate the issue clearly to engineers and suggest improvements. When product quality fluctuates, they work with QA inspectors to agree on evaluation criteria. They also report progress, equipment status, and material needs to production supervisors. Strong communication skills turn individual experience into shared team knowledge.
3.3 Qualifications and Certifications: Keys to Competitive Advantage
In a fiercely competitive job market, objective credentials are powerful proof of professional competence—and the key to unlocking higher pay and better opportunities.
3.3.1 Educational Requirements: High School or Technical School as a Starting Point
Typically, entry-level requirements include a high school diploma, technical secondary school education, or an equivalent qualification. Graduates of vocational programs in precision sheet metal, mechanical manufacturing, or CNC technology gain a marked advantage through solid theoretical grounding and basic hands-on experience.
3.3.2 Industry Certifications: Value of NIMS, AWS, and Others
Earning industry-recognized certifications demonstrates that you have moved beyond entry-level skills and are committed to professional excellence.
- NIMS Certification (National Institute for Metalworking Skills): Widely respected across North American manufacturing, a NIMS press brake operator credential confirms you have passed standardized assessments covering safety, measurement, blueprint reading, machine setup, and operation—making it a “gold standard” in technical capability.
- AWS Certification (American Welding Society): For those aiming at high-end manufacturing in aerospace, defense, and similar sectors, certifications such as AWS D17.1 (Specification for Fusion Welding for Aerospace Applications), though not directly for bending, prove your deep understanding of stringent manufacturing standards and quality systems—adding significant value to your profile.
3.3.3 Learning Pathways: Comparing Apprenticeships, On-the-Job Training, and Vocational Schools
There is no single road to becoming a professional operator—choosing the one that fits you best is critical.
- Apprenticeships: The classic “master–apprentice” model. By combining structured on-the-job training with classroom theory, apprentices learn the full skill set from theory to practice under the guidance of seasoned mentors.
- On-the-Job Training: Many companies offer internal training for new hires or those switching roles. This approach is tightly integrated with real production, enabling quick adaptation.
- Vocational Schools: Studying at a specialized technical institution builds the strongest theoretical foundation, providing systematic instruction in mechanical drawing, materials mechanics, CNC fundamentals, and valuable initial hands-on experience on training equipment.

In summary, becoming a top-tier press brake operator requires mastering both hard technical skills and professional discipline. Only through continual skill refinement and mental conditioning can you achieve effortless mastery in this craft—an art both ancient and modern.
Ⅳ. The Path to Mastery: Advanced Skills and Strategies from Proficient to Exceptional
If the first three chapters laid a solid technical foundation, this chapter will guide you up the skyscraper of craftsmanship. Progressing from proficiency to excellence is not merely about speeding up repetition—it is a profound shift in mindset. It calls for transforming from a mere executor of instructions into a process optimizer, quality guardian, and problem solver. Here, we explore the techniques and strategies that set industry masters apart from average operators.
4.1 Advanced Bending Techniques: The Art Beyond 90 Degrees
True craftsmanship begins with exploring the world beyond the standard 90-degree angle. The precise shaping of complex geometries is the ultimate measure of an operator’s skill.
4.1.1 Complex Forming: Hemming, Edge Rolling, Offset Bending, and Large-Radius “Step Bending”
- Hemming: An advanced process of folding and flattening the edge of a metal sheet to remove sharp edges, increase structural rigidity, or prepare for subsequent assembly.
- Standard Two-Step Method: First, use an acute-angle die of about 30° for pre-bending; then switch to a flat hemming die, applying sufficient pressure to flatten the fold. Depending on the gap, hems can be fully closed (Closed Hem) or leave a small gap (Teardrop Hem), the latter often used for thicker or crack-prone materials.
- Efficiency Innovation: In mass production, integrated two-stage hemming dies can dramatically boost efficiency. These specialized dies perform both pre-bending and final flattening in a single clamping by utilizing different phases of the ram stroke—reducing changeover time and ensuring consistent edge height along the entire length.
- Offset Bending: Used to create a Z-shaped or stepped transition in sheet metal.
- Traditional Method: Achieved with two separate 90-degree bends, which is prone to cumulative error and requires time-consuming repositioning.
- Professional Approach: Specialized offset tooling allows simultaneous formation of two opposing bends in a single stroke—producing a precise offset in one step. This method ensures higher accuracy, faster throughput, and minimizes surface marking between bends.
- Large-Radius “Step Bending”: When the required arc radius greatly exceeds available die sizes, step bending becomes the solution.
- Core Principle: Create a smooth curve by executing a series of small, evenly spaced bends, each at a slight angle—approximating the desired arc with multiple straight segments. This demands meticulous calculation and CNC programming skill from the operator.
- Key Parameters: Precise calculations are essential for determining the number of bends, the feed distance for each step, and the bend angle per pass. In CNC programming, meticulous control of the back gauge movement, the ram’s stroke depth, and its speed is required to ensure a smooth, continuous curvature. This also helps minimize angular deviations in the workpiece caused by multiple press cycles concentrated in the middle section.

4.1.2 Handling Special Materials: Meeting the Challenges of High-Strength Steel, Stainless Steel, and Aluminum Sheet
Every metal has its own distinctive “personality.” A master operator must, in essence, be a “materials psychologist,” capable of understanding and skillfully working with each material’s unique traits.
- Advanced High-Strength Steel (AHSS): Renowned for its exceptional strength and pronounced springback.
- Challenges: Requires significantly higher tonnage to bend, with springback angles reaching 15–20 degrees. Highly sensitive to the bend radius (R angle); an R/t ratio that’s too small can easily cause cracking.
- Countermeasures: Use a bottom die with a larger V-opening—typically 10–12 times the material thickness—to better distribute stress; select a punch with a larger radius and higher strength; and program substantial over-bend angles to compensate for springback.
- Stainless Steel: Known for rapid work hardening and exceptional toughness.
- Challenges: Requires roughly 50% more tonnage than carbon steel of the same thickness, with similarly high springback. Its smooth surface is prone to scratching, leading to the so-called “orange peel” effect.
- Countermeasures: Apply protective film to die surfaces or use polyurethane pads; select dies with a fine polished finish; employ bottoming or coining techniques, applying high pressure to force the material to yield and minimize springback.
- Aluminum Alloy: Lightweight and highly ductile, yet more delicate in handling.
- Challenges: Highly susceptible to surface scratches and prone to cracking on the outer bend radius, especially in tight-radius bends or closed flattening operations.
- Countermeasures: Ensure bend lines are perpendicular to the material’s rolling grain; use punches with larger radii; for thicker aluminum sheets, avoid closed flattening and opt for tear-drop flattening or curling methods to relieve stress.
4.1.3 Precision Springback Control: Calculating and Compensating for Elastic Deformation
Springback is a perpetual challenge in metal forming and a decisive battleground separating seasoned experts from beginners.
- Understanding the core concept: Springback is the amount by which the bend angle “springs back” after unloading. Over-bending (a compensation strategy in air bending) or springforward refers to the pre-bend adjustment made to offset springback.
- Blending experience with data: While rule-of-thumb guidelines exist (such as the “8× V-opening rule”), top-tier operators develop their own databases, recording actual springback values for different material, thickness, and V-opening combinations. This data forms predictive models. Modern CNC systems often have built-in springback compensation databases, but operators must know how to fine-tune parameters based on actual hardness testing of each material batch.
- Systematic compensation methods:
- Mechanical compensation: Adjust the bending method—for example, switching from air bending to bottoming.
- Programming compensation: Input a larger target angle directly into the program to intentionally “over-bend.”
- Hardware compensation: High-end press brakes feature hydraulic crowning systems. Hydraulic cylinders beneath the worktable apply a slight upward counter-arc during bending to offset deformation in the ram and bed, ensuring exceptional angle consistency along the entire workpiece.
- Inline measurement: The most advanced systems integrate laser or contact-based angle measurement that continuously monitors the bend in real time and feeds data back to the controller, automatically adjusting the ram stroke for perfect single-pass closed-loop bending.
4.2 Essentials of Quality Control: The Pursuit of Zero Defects
Master operators understand that quality is not something inspected into a product—it is built into it. They serve as the first, and most critical, quality firewall on the production line.
4.2.1 Common Defect Analysis and Prevention: Cracking, Scratches, Angular Deviation, and Twisting
- Cracking: Cause: Bend radius too small, bend line parallel to grain, poor material ductility. Prevention: Increase punch radius, ensure R/t ratio meets material specifications; adjust layout so major bend lines cross the grain; anneal high-hardness materials.
- Scratches: Cause: Debris or burrs on die surfaces, dragging workpieces across dies, improper stacking of finished parts. Prevention: Thoroughly clean dies before and after shifts; use bottom dies with nylon or roller inserts; place protective film between workpiece and die; separate finished parts with soft material.
- Angular deviation: Cause: Inaccurate springback compensation, uncorrected machine deflection, hydraulic oil temperature fluctuations causing unstable pressure. Prevention: Precisely measure the first piece and adjust springback parameters; enable or calibrate deflection compensation systems; ensure adequate machine warm-up to maintain stable oil temperature.
- Twisting: Cause: Uneven force distribution in asymmetrical parts, unstable back gauge positioning, unsupported narrow flanges. Prevention: Optimize bend sequence to balance forces; use multi-point back gauge positioning; add temporary support for narrow flanges.
4.2.2 Basics of First Article Inspection (FAI) and Statistical Process Control (SPC)
- First Article Inspection (FAI): More than a simple measurement, FAI is a rigorous process to verify that production can consistently deliver products meeting design specifications. In high-precision industries such as aerospace (AS9102 standard), FAI is a mandatory prerequisite before mass production. Operators must cross-check every dimension, tolerance, and note on the drawing, and produce a formal report. This “golden sample” becomes the benchmark against which all subsequent products are compared.
- Statistical Process Control (SPC): This represents a shift from reactive fixes to proactive prevention. Operators periodically sample and measure key parameters (such as bend angle and flange length), plotting the data on control charts. By analyzing trends and distributions, they can identify abnormal variations—such as die wear or equipment parameter drift—before defective products are produced, enabling timely corrective action.
4.2.3 Nonconforming Product Handling and Root Cause Analysis
When defective products arise, panic solves nothing; a systematic, well-designed process is the only effective response.
- Isolate: Halt production immediately and clearly mark the suspect batch to prevent the issue from spreading.
- Analyze: Use tools like the “5 Whys” or fishbone diagrams to perform Root Cause Analysis (RCA). Was it human error (operator mistake)? Machine (equipment malfunction)? Material (batch variation)? Method (incorrect process parameters)? Or Environment (external changes)?
- Correct: Implement corrective actions based on the root cause. For example, if the mold is worn, replace or repair it.
- Prevent: Standardize the solution. Update SOPs with new parameters and checkpoints; adjust SPC control limits to ensure the same problem never recurs.
4.3 Troubleshooting Guide: Mastering the Art of Problem-Solving
Machines don’t speak, but they communicate through their “symptoms.” A top-level operator must be able to interpret these signals, diagnose issues swiftly, and resolve them effectively.
4.3.1 Machine Issues: Unstable Bend Angles, Back Gauge Inaccuracy, Hydraulic Anomalies
- Unstable bend angles: Check the hydraulic oil level and temperature—oil that is too hot or too cold will compromise system stability; ensure deflection compensation is enabled and correctly set; calibrate the ram’s bottom dead center for repeat positioning accuracy.
- Back gauge inaccuracy: Regularly home and verify accuracy for the X, R, and Z axes; check lubrication of lead screws and guide rails; for long, thin sheets, use support arms to prevent sagging that could cause positioning errors.
- Hydraulic anomalies: Listen for unusual pump noises, inspect for leaks in the piping. Slow or fluctuating pressure response often indicates clogged filters or valve group issues—report to maintenance immediately.

4.3.2 Tooling Issues: Wear Detection, Calibration, and Proper Installation
- Wear detection: Chipping, denting, or excessive rounding on punch tips or die edges are clear signs of wear. Worn tooling increases required tonnage, causes greater springback, and produces inconsistent angles.
- Calibration & installation: Ensure the centerlines of the upper and lower dies are perfectly aligned—this is essential for straight bends. Quick-clamping systems can significantly improve changeover speed and alignment accuracy. After installation, always perform a test press to check for uniform full-length impressions.
4.3.3 Material Issues: Handling Uneven Thickness or Hardness Variations
- Batch awareness: Never assume that a new material batch will match the previous one exactly. When changing coils or sheets, always re-run first-piece inspections; even slight differences in thickness or hardness will directly affect bend angles.
- Program adaptability: In the CNC program library, create subroutines for the same part tailored to different material suppliers or batches, presetting unique springback compensation values. This allows quick program swaps when changing materials, avoiding the need to retune from scratch.
The journey of mastery never ends. With these advanced techniques and strategies, you move beyond simply operating machines—you become a true metal artisan, shaping precision and solving complex challenges. Your expertise will be irreplaceable.
Ⅴ. Safety First: Risk Prevention and Standard Operating Procedures
In the realm of craftsmanship, safety is the foundation for all achievement. Any production process that neglects safety—no matter how efficient or refined—resembles racing along the edge of a cliff. For press brake operators, respect for safety must become instinct, ingrained in muscle memory. This chapter is not a dry list of rules; it is a survival guide for your career and health. We aim to understand not just the 'what,' but the 'why.'
5.1 Key Risk Identification: Protecting Your Hands and Life
Danger stems from the unknown. Only by thoroughly identifying potential hazards can we build an effective defense system. Risks in press brake operation mainly arise from three areas: the machine, the materials, and the surrounding environment.
5.1.1 Mechanical Hazards: Understanding Pinch Points and Shear Risks
A press brake’s immense tonnage can shape metal—but that same force can inflict devastating injury. Every year worldwide, countless serious accidents occur due to improper press brake use, with amputations among the most severe outcomes.
- Point of Operation: This is the risk epicenter—the zone between the punch (upper die) and the die cavity (lower die) where plastic deformation occurs. It is the most dangerous area of the machine, where any intrusion by body parts can result in crushing forces of several to hundreds of tons. Accidents here are almost always irreversible.
- Pinch Point: Beyond the obvious point of operation, any gap between moving and stationary parts capable of trapping body parts is a pinch point. The rapidly moving back gauge system is an “invisible killer,” creating numerous pinch points between the frame, workpiece, and gauge during motion. Operators focused on the front often overlook dangers from behind.
- Shear Point: When two parts move in a scissor-like motion, a shear point is formed. While less common in press brakes than in shearing equipment, certain special tooling or attachments can still create shear hazards capable of severe cutting or tearing injuries.
5.1.2 Material Hazards: Sharp Edges and Metal Debris
Dangers don’t just come from the machine—they also come from the workpiece you’re shaping.
- Sharp edges & burrs: Metal sheets cut by laser or shearing machines often have razor-sharp edges. Handling, positioning, or flipping workpieces can easily cause hand lacerations. Finished bent parts also have sharp corners.
- Heavy object impact & muscle strain: Lifting large or thick sheets is physically demanding. Poor lifting posture can strain back and waist muscles. Dropped workpieces can crush feet.
- Metal debris: Certain operations—especially with brittle materials or worn tooling—can produce fine metal fragments that pose a direct threat to the eyes.

5.1.3 Environmental Hazards: Noise, Hydraulic Oil Leaks, and Other Risks
A safe work environment acts as the immune system against accidents.
- High-intensity noise: Continuous hydraulic pump operation and the loud impact of metal forming can exceed safe noise limits. Prolonged exposure without protection leads to permanent hearing loss—a silent yet irreversible occupational hazard.
- Hydraulic system risks: Oil leaks not only make floors slippery, increasing slip-and-fall accidents, but mist-like oil jets from micro-cracks in high-pressure lines can penetrate skin, causing severe tissue damage and chemical poisoning—known as high-pressure injection injury, an extremely dangerous and hard-to-treat condition.
- Workspace Management: A cluttered work area is a breeding ground for accidents. Randomly stacked finished products, scrap materials, tools, and cables can seriously obstruct safe movement for operators, increasing the risk of trips and falls.
5.2 Personal Protective Equipment (PPE): Your On-the-Job Armor
If risk awareness is your “early warning radar,” then Personal Protective Equipment (PPE) is your final—and most critical—line of defense in the production arena. PPE is not optional; it is a professional obligation.
5.2.1 Essential Gear: Safety Shoes, Safety Glasses, Cut-Resistant Gloves
- Steel-Toe Safety Shoes: The most basic form of protection, these shoes shield your toes from the impact of falling objects. Slip-resistant soles also help prevent slips on oily or wet surfaces.
- Safety Glasses: Must be worn at all times. They protect your eyes from flying metal fragments and hydraulic oil droplets. Opt for models with side shields to ensure more comprehensive protection.
- Cut-Resistant Gloves: When handling sheets with sharp edges, a pair of certified cut-resistant gloves is your best safeguard. However, note: When the machine is running—especially near rotating parts or areas with entanglement hazards—follow company safety policies regarding glove use. Loose gloves can get caught in machinery, causing injuries far more severe than cuts.
5.2.2 Recommended Gear: Earplugs/Earmuffs, Hard Hat
- Hearing Protection: In environments exceeding 85 decibels, earplugs or earmuffs are mandatory. Protecting your hearing means preserving your ability to enjoy life well into the future.
- Hard Hat: If your workspace involves overhead cranes, lifting operations, or multi-tier shelving, wearing a hard hat is a smart precaution against falling objects.
5.3 Safe Operating Procedures: Non-Negotiable Rules
Rules are not meant to restrict you—they are meant to free you from unpredictable danger. The following procedures are hard-won lessons distilled from countless incidents and must be treated as inviolable boundaries.
5.3.1 Pre-Start Checks and Safety Device Verification (Light Curtains, Emergency Stop Buttons)
Before starting work each day, engage in a thorough “human-machine conversation” to ensure your equipment partner is in optimal safety condition.
- Safety Device Function Check: Modern press brakes are equipped with multiple protective systems. Light curtains stop the machine instantly if the beam is interrupted (for example, by a hand entering the danger zone). Two-hand control buttons require both hands to press simultaneously for the machine to start, ensuring hands stay clear of hazardous areas. After powering up, deliberately test these safety devices for sensitivity and functionality.
- Emergency Stop (E-Stop) Verification: Know the location of all red mushroom-shaped emergency stop buttons on the machine. Ensure they are easy to reach and fully functional. In an emergency, they are the first line of defense to save lives.
- “Safe Distance” Principle: A key safety concept. According to OSHA and other authoritative bodies, when physical guards cannot be installed, operators must keep a minimum safe distance between hands and the point of operation—typically 4 inches (about 10 cm). This means you should never hold small parts directly with your fingers; instead, use clamps, magnets, or other specialized tools.
5.3.2 Lockout/Tagout (LOTO) Procedures: Proper Use During Maintenance and Repairs
This is a life-or-death agreement within the team. Whenever performing maintenance, cleaning, tool changes, or troubleshooting of any kind, the Lockout/Tagout (LOTO) procedure must be followed without exception.
- Core Steps: Power down the machine → Isolate all energy sources (electric, hydraulic, pneumatic) → Apply a lock to the energy isolation device → Attach a warning tag with messages like “Danger! Do Not Operate.” The lock’s key must remain in the possession of the person performing the maintenance.
- Primary Purpose: LOTO ensures that while you are working on the machine, no one—including yourself—can accidentally restart it, eliminating the risk of tragic accidents caused by inadvertent operation.
5.3.3 Emergency Response and Incident Reporting
Even with the best precautions, you must be prepared for the unexpected.
- Emergency Response: Stay calm. Immediately hit the nearest emergency stop button. Depending on the injury, call for assistance or activate the workshop’s emergency medical response system.
- Incident Reporting: Every incident—no matter how minor, even a small cut or a “near miss”—must be reported to your supervisor immediately. This is not tattling; it’s a valuable learning opportunity for the entire team, helping the company identify and eliminate hazards to prevent future tragedies.
In short, safety is not a standalone task—it permeates every step, every motion, and every decision in press brake operation. A truly outstanding operator is, above all, a staunch safety advocate. Your technical skill determines product precision, but your safety awareness determines the length of your career and the well-being of your loved ones.
Ⅵ. Career Development Blueprint: Your Future Goes Beyond the Workbench
As you master the steel giant, shaping sheets of metal into precision-crafted pieces, you may wonder: what’s next? The answer is broader and more exciting than you might imagine. A press brake operator’s career is not a one-way street—it’s a crossroads leading to roles as technical experts, process masters, and even corporate leaders. This blueprint will reveal the vast opportunities extending far beyond your current workstation.
6.1 Vertical Advancement Ladder: From Beginner to Expert
This is the classic, straightforward growth path, built on deepening and broadening core skills. Each step brings greater technical authority and greater responsibility.
6.1.1 Junior Operator → Senior/CNC Operator → Lead/Supervisor
- Junior Operator (Apprentice/Junior Operator): This is the starting point of your career. At this stage, your main tasks are to work under the guidance of experienced mentors, strictly follow safety protocols, and learn the basics of blueprint reading, machine setup, and routine maintenance. Your goal is to become a dependable, safety-conscious team member who can efficiently handle standard production tasks.
- Senior/CNC Operator: Once you can independently tackle complex challenges, you’ve entered this level. Senior operators not only handle CNC programming, setup, and first-piece inspection for intricate parts, but they also master bending difficult materials such as high-strength steel and stainless steel. They are the “anchors” of the production line, capable of swiftly diagnosing and resolving most technical issues, and often take on the responsibility of mentoring newcomers.
- Lead/Supervisor: This is the leadership role along the technical career path. You’re not only the most skilled expert in the team, but also the “brain” of the entire bending section. Your responsibilities extend to workflow scheduling, production coordination, staff training, and performance evaluation. You must collaborate effectively with engineering, quality control, and procurement teams, take the lead in resolving major technical challenges, and continuously drive improvements in both efficiency and quality across the team.
6.2 Lateral Career Opportunities: The Broad Horizon of Multi-Skill Integration
Once you’ve built a solid foundation of hands-on experience on the front line, you’ll realize your skill set has grown into a rich and extensive “tree” capable of supporting your transition into wider fields. The operator’s station may be where your journey began, but it’s far from being the end of your career path.
6.2.1 Transition to CNC Programmer or Process Engineer
This is perhaps the most natural progression. You understand the “temperament” of materials, the “personality” of the machines, and the pitfalls of actual machining better than any engineer who’s only studied theory. You can bring this invaluable frontline insight into offline programming and process design, preventing machining risks from the outset, optimizing bending sequences, and reducing setup times—becoming the perfect bridge between design and manufacturing.
6.2.2 Transition to Quality Inspector or Equipment Maintenance Technician
You have an exact grasp of what defines a finished product’s quality. Your keen eye can spot the smallest deviations between a blueprint and the finished part, making you an exceptional Quality Inspector. Likewise, spending every day with your machines means you know their every normal “breath” and abnormal “cough.” This almost instinctive awareness allows you, as an Equipment Maintenance Technician, to diagnose and trace faults with the precision of a seasoned doctor.

6.2.3 Advancing to Production Scheduler or Workshop Manager
After honing strong team leadership and cross-department coordination skills as a lead, your perspective will expand beyond the bending process. You could move into a Production Scheduler role, managing production planning and material flow for the entire workshop or factory; or ultimately become a Workshop Manager, overseeing personnel, equipment, quality, cost, and safety for a production unit—making the impressive leap from technical expert to operational leader.
6.3 Compensation and Outlook: Industry Trends and Earning Potential
The value of technical talent is ultimately reflected in market-based compensation. A press brake operator’s earning potential is closely tied to the depth of their skills and the breadth of their experience.
6.3.1 Salary Range: From Entry-Level to Seasoned Expert
Industry data reveals a clear salary ladder:
- Entry-Level (1–3 years’ experience): Annual salaries are typically at a foundational level—around $36,000 in the U.S. market.
- Experienced/Senior Operator (3–8 years’ experience): With growing independence and problem-solving skills, annual pay can steadily rise to $48,000 or more.
- Expert/Technical Supervisor (>8 years’ experience): Equipped with advanced CNC programming skills, complex process problem-solving, and leadership capabilities, annual earnings can exceed $56,000 and may reach $75,000 or more.
6.3.2 Value-Adding Factors: CNC Programming, Complex Part Experience, Multi-Machine Expertise
To gain an edge in salary negotiations, you need to build a strong core skill set. The following factors can significantly boost your market value:
- CNC Programming and Troubleshooting Skills: This is the defensive “moat” separating ordinary operators from top-tier technicians.
- Experience with Complex Parts and Specialized Materials: The ability to work with high-value products such as aerospace components, thick plates, or high-strength steels is a powerful bargaining chip.
- Multi-Machine Proficiency: Expertise in operating press brakes from various brands (e.g., Amada, Trumpf, Bystronic), across different tonnages and control systems, makes you a versatile asset any company would prize.
6.4 Future Outlook: Embracing Automation to Become an Indispensable Expert
The rising tide of automation worries many people—but for top-level press brake operators, it’s not a threat. Instead, it’s the greatest opportunity for career evolution.
6.4.1 Trend Insight: Automation and Robotic Collaboration as Evolution, Not Replacement
Automation and collaborative robots are not here to take your job—they’re here to be your most capable assistants. They free you from heavy, repetitive, and potentially hazardous tasks like moving large sheets, allowing you to focus on programming, first-piece setup, quality oversight, and problem resolution—higher-value cognitive work. The future workshop will embody a new human–machine synergy: robots provide the muscle, you provide the mind.
6.4.2 Skill Upgrades: Mastering Offline Programming, Robotics Integration, and Smart Manufacturing Systems
To thrive in the future, you must proactively embrace change and expand your skill set:
- Learn Offline Programming Software: Move programming from the noisy shop floor to a quiet office, run virtual simulations, and aim for “right the first time.”
- Understand Robotics Integration: Learn how to coordinate with automated loading/unloading systems or bending robots, becoming the “conductor” of an automation cell.
- Adopt Smart Manufacturing Practices: Gain proficiency with MES and similar systems, using real-time production data to identify bottlenecks, refine processes, and make data-driven decisions.
6.4.3 Core Value: The Irreplaceable Role of Human Experience in Complex, Small-Batch, High-Precision Tasks
In an increasingly automated world, what is your ultimate, irreplaceable value?
Here’s a little insider insight (wink):
The true value of top operators lies in their tacit knowledge—wisdom that can’t be quantified or coded. This deep, practice-based insight shows itself in:
- Intuitive Judgement: Picking up on subtle changes in the sound of metal during bending or slight vibrations in your hands to detect batch variations in hardness or early tooling wear—a “sixth sense” beyond the reach of any sensor.
- Creative Problem-Solving: When flawless simulation software and CNC programs produce flawed first pieces in reality, your experience allows you to step outside standard procedures, pinpointing hidden issues in material stress, ambient temperature, or minute equipment tolerances—and finding inventive ways to resolve them.
- Artistic Fine-Tuning: For small-batch, high-precision, aesthetically demanding custom products, you can make micro-level adjustments akin to artistic craftsmanship. Your mastery of “just the right touch” is something rigid automation can never achieve.
That’s why the future’s top press brake experts will be masters of human–machine integration. You’ll be technically adept, skilled in programming, and endowed with instinct and wisdom born of deep practical experience—qualities machines can’t replace. When it comes to solving the most complex, non-standard, and challenging tasks, you’ll be the final, indispensable answer.
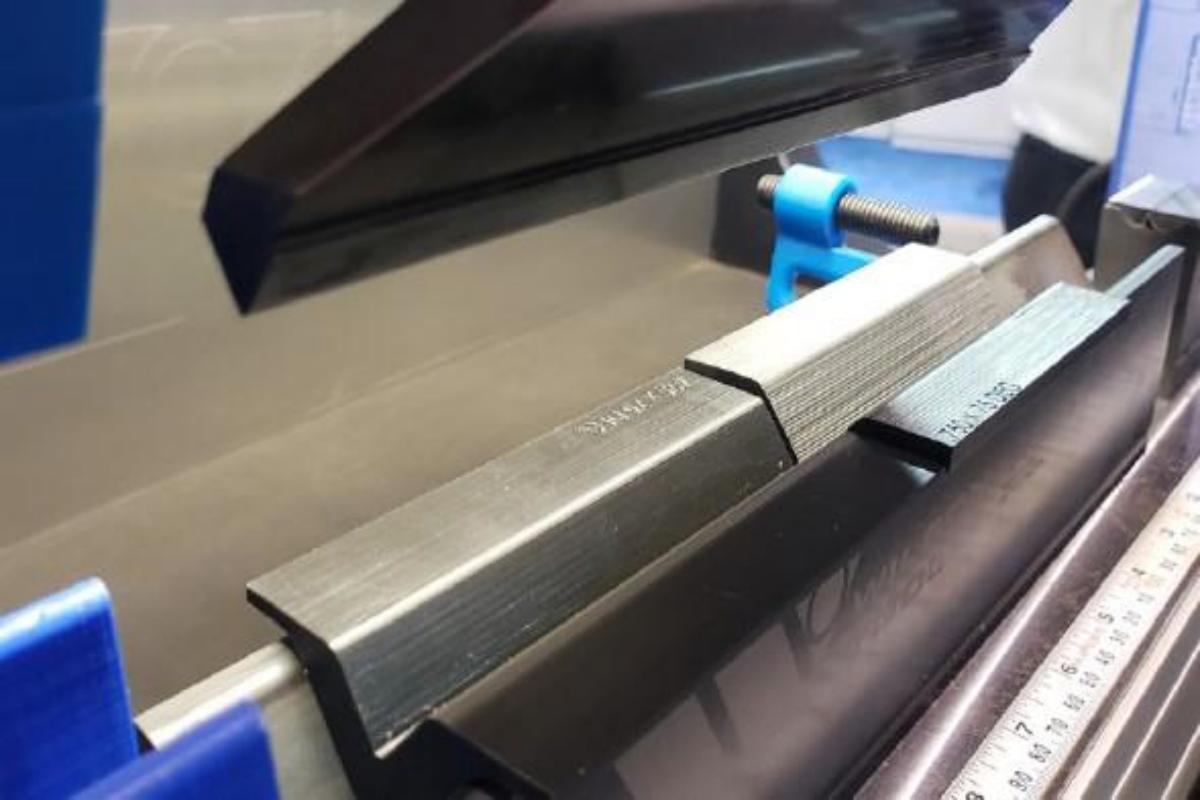
Ⅶ. Case: 90° Bending of Stainless Steel Sheet
Workpiece Parameters
- Material: 304 stainless steel
- Thickness: 4mm
- Bending angle: 90°
- Bending length: 1000mm
Operation Key Points
Die Selection
- Choose a V-shaped die with a V-opening width of 8 times the sheet thickness, which is 32mm. This ensures bending quality while avoiding excessive impact force.
- The die length should be the bending length + 3 times the sheet thickness, which is 1012mm, to prevent edge deformation.
Bending Force Calculation
- The tensile strength of 304 stainless steel is 600MPa, and the bending width is 1000mm. The bending force F = 0.4 × tensile strength × thickness^2 × bending width ÷ V-opening width
- Substituting the data, F = 0.4 × 600 × 4^2 × 1000 ÷ 32 = 300kN
- Choose a press brake with a capacity above 350kN to have some margin
Bending Compensation
- The springback rate of 304 stainless steel is about 15%, so it is necessary to overbend by 15%, which is 103.5°
- Set the bending angle to 103.5° on the press brake to compensate for spring back
Bending Speed Control
- 304 stainless steel is a difficult-to-process material, and the bending speed should not be too fast, generally controlled at 5-8mm/s
- Excessive bending speed will aggravate die wear and affect bending accuracy
Die Lubrication
- Stainless steel tends to stick to the die, affecting the bending quality, so a layer of lubricating oil needs to be applied to the die surface.
- Choose low-viscosity mineral oil or synthetic oil, and avoid using vegetable oil because it is prone to oxidative deterioration
Post-Bending Treatment
- After bending stainless steel, the bending area will undergo some hardening, and the toughness will decrease.
- If there are high plasticity requirements for the bending area, annealing treatment can be performed to restore the material's ductility.
By following the above operation key points, the 90° bending quality of a 4mm thick 304 stainless steel sheet can be ensured. Of course, in actual operation, it is also necessary to make fine adjustments according to equipment conditions and production requirements, which requires the operator to control flexibly based on experience.
Ⅷ. How to Become A Press Brake Operator
Firstly, if you want to be an excellent press brake operator, you need to have some basic knowledge such as mathematics, machinery, computers, and other related areas. You should also understand different metal materials and their characteristics, and learn how to read and understand CAD drawings.
It's also important to understand the structure and working principle of the press brake. Once you have acquired this knowledge, the company will train the operators on the operation of the machine.
Press brake operators must also learn how to make complex workpieces through machine programming. In short, it's important to constantly learn new technologies and take additional formal training courses to improve your competitiveness in the industry.
Career Path
Preliminary Operator: familiar with the basic operation of press brake and can independently accomplish the simple workpiece bending. Know the common material bending properties and master the basic tooling selection principle. Able to measure the size and quality identify according to the technical drawing.

Intermediate Operator: able to handle some complex bending workpieces, such as multiple bending and special-shaped bending; master bending process setting and optimization, improving production efficiency and quality; master some troubleshooting, diagnosis, and maintenance ability, which can handle common machine problems.
Senior Operator: proficient in the bending process of various materials and able to handle difficult bending tasks. Has design and innovation capabilities for bending processes and continuously optimizes the production process. Able to guide and train junior and intermediate operators to improve the team's overall skill level.
Bending engineer: engage in R&D and research on bending processes and solve key technical problems. Optimize the layout and process of the bending production line to improve production efficiency and flexibility. Participate in the process design and trial production of new products to shorten the product development cycle.
Production management personnel: responsible for the daily management of the bending workshop and reasonable allocation of personnel and equipment resources. Develop production plans and quality goals, and supervisory and evaluate the process. Promote the standardization and leanness of bending processes and continuously improve production performance.
Ⅸ. The Future of Press Brake Operators

If press brake operators want to develop in the industry for a long time, they need to keep up-to-date with the latest industry developments at all times.
This way, they can improve their understanding of the industry, enhance their technology skills, and increase their industry knowledge. Automation is increasingly being used in the sheet metal industry.
Enterprises will purchase automated equipment to improve production efficiency. Press brake operators should be able to use automation systems, including machine programming and other functions.
Press brake operators should have enough skilled experience and obtain certification from authoritative institutions. This will give many operators more competitive advantages in the fabricator job-hunting process.
New requirements for automation and intelligence
With industrial 4.0 and development for intelligence, press brake automation and intelligence degrees have been improved. This arouses new requirements for press brake operators:
Digital ability: Familiar with digitally designed software like CAD/CAM, able to perform digital modeling and simulation of bending processes. Understand digital manufacturing systems, such as MES, ERP, etc., and be able to collect and analyze production data.
Automation control ability: master the press brake automation line operation and programming, know the PLC, sensor, which can handle simple production data collection and analysis.
Intelligent optimization capabilities: use big data and artificial intelligence technology to optimize bending process parameters intelligently. Develop an intelligent bending process APP to realize the sharing and promotion of process knowledge.
Flexible production capabilities: Adapt to the flexible production needs of multiple varieties, small batches, and short delivery times and quickly complete process switching. Collaborate with product design, process planning, and other departments to achieve product life cycle management.
Ⅹ. FAQs
1. How to be a better press brake operator?
A blueprint is a guide to how every part should be made. It's important for a press brake operator to know how to read and understand them accurately. Understanding symbols, dimensions and notations in a technical drawings and blueprints is key to performing the press brake operator job correctly.
For those who wish to further improve their skills, reviewing detailed brochures with operational guidance and equipment specifications can be a great resource.
2. What is the function of a press brake?
A press brake is a piece of manufacturing equipment that is used to bend sheet metal. It is typically narrow and long so that large pieces of sheet metal can be bent by it. Press brakes perform these bends by clamping the sheet or plate between the movable punch and the stationary die.
If you are interested in exploring different models or have specific requirements, feel free to contact us for more details and professional recommendations.
3. What are the golden rules of press brake operation?
Wear personal protective equipment, such as gloves and goggles. Never wear loose clothing, wristwatch, and rings when operating machinery to avoid being dragged into the danger area. Never leave the machine running unattended. Keep hands away from all moving items, such as the ram.
You can also find more safety operation insights and reference materials in our downloadable brochures.















