I. Introduction to Press Brake Basics
The press brake is a machine tool used for sheet metal fabrication. It can achieve sheet metal bending through die bending. Press brakes are highly versatile machines capable of bending a wide range of materials.
This article will cover all the basics of press brakes you should know, including working principles, types, safety considerations, and applications of press brakes.
II. Evolution
The initial press brake is operated by manual labor to bend the metal sheet. 1924: patent of the first mechanical press brake. In the 1950s-1960s, the hydraulic press brake came into view, replacing human operation while significantly improving production efficiency. In the 1980s, CNC technology was applied to the press brake.
The CNC press brake is controlled by a computer, which can achieve automatic program controlling the bending, connection to the CAD/CAM system, and unattended guarding. This symbolizes the press brake evolution into intelligent production.
In the 21st, the press brake delves into the intelligent manufacturing period. It can achieve personalized customization through artificial intelligent technology optimizing the bend pipe parameters, thus offering more efficient intelligent service for users.
III. Types of Press Brakes
Manual Press Brake
A manual press brake is also called a metal sheet brake. The bending machine requires adjusting the bending size and angle manually when cutting, most suitable for bending size and angle of mass production.
The manual press brake mainly contains a workbench, supports, and splints. The workbench is also installed on the supporting shelves, the support consists of a base and a pressure plate. The manual press brake is more complex than other types of press brakes.
Thus, it can process mass production only after verifying the press brake bending size and bending angle. After finishing a batch of production mass, the operator needs to adjust the size and angle for continuous production.
Mechanical Press Brake
Mechanical press brakes utilize a flywheel powered by an electric motor. The flywheel stores energy and releases it to move the ram, enabling high-speed bending operations. These machines are efficient and often used in high-volume production environments.
Key Characteristics
- Flywheel Mechanism: Offers rapid and consistent energy release for fast bending cycles.
- Simple Structure: Fewer components, leading to easier maintenance.
- High-Speed Operation: Ideal for industries requiring quick production cycles, such as automotive manufacturing.
Advantages
- High-speed operation, perfect for mass production.
- Robust and simple design, which eases maintenance.
- Cost-effective for small to medium-sized parts where extreme precision is not critical.
Limitations
- Less flexibility in adjusting pressure and speed; not ideal for complex or variable bending tasks.
- Generally lower force output compared to hydraulic press brakes, making them unsuitable for bending thick materials.
Hydraulic Press Brake

The hydraulic press brake utilizes the two hydraulic cylinders and allows for more control and consistent stroke. According to synchronous classification, hydraulic press brake machines can be divided into torque synchronous press brakes, hybrid press brakes, and electro-hydraulic synchronous press brakes.
Key Characteristics
- Synchronized Hydraulic Cylinders: Provide consistent force and movement for precise bends.
- Speed Control: Adjustable bending speed to handle various material types and thicknesses.
- Large Sheet Handling: Capable of bending large sheets up to 8 meters in length, ideal for industrial applications.
Advantages
- High precision and repeatability.
- Suitable for complex and heavy-duty tasks.
- Versatile in speed and force adjustments.
CNC Press Brake
The CNC press brake features the highest precision and custom ability and utilizes computer technology to control the accuracy and improve efficiency. It is made up of frames, ram, a workbench, an oil cylinder and servo system, a position detection system, a CNC controller, and an electrical control system.
The CNC press brake achieves bending by controlling the ram strokes and back gauge. When using the CNC press brake, the operator only needs to input the required amount of the workpiece and each step of the bending angle. The machine can finish the bending according to your setting procedures in the controller.
The advanced CNC press brake mainly adopts a water and electricity servo system and linear scale to form closed-loop control. It features high control precision, bending precision, and repositioning precision.
The press brake operation is flexible, which can achieve extra long plate bending of the tandem bending machine and short workpiece production of common press brake, which can not only improve the utility of the press brake but also decrease the consumption.

Key Characteristics
- Automated Controls: Programmable for specific bending tasks with high accuracy.
- High Precision: Suitable for intricate designs and complex bends.
- Feedback Systems: Provide real-time data and adjustments for consistent quality.
Advantages
- Exceptional precision and repeatability, ideal for high-volume production.
- Reduced need for manual adjustments, increasing efficiency.
- Capable of handling complex and detailed bending operations.
Electronic (Servo-Electric) Press Brakes
Servo-electric press brakes use electric motors and servo drives for bending operations. These machines are energy-efficient, as the motors only run during the bending process. They offer high accuracy and are suitable for various applications.
Key Characteristics
- Electric Motors: Ensure precise control over the bending process.
- Energy Efficiency: Motors operate only when needed, reducing energy consumption.
- Compact Design: Smaller size compared to hydraulic models, suitable for smaller workshops.
Advantages
- Lower operating costs due to energy-efficient design.
- Faster cycle times compared to hydraulic press brakes.
- High accuracy with minimal maintenance requirements.
IV. Working Principle
The press brake operates by clamping a workpiece between a pair of matched tools known as the punch and die, which are mounted on a table and a ram, respectively. Operating a press brake involves setting up the machine with the correct tools, adjusting the parameters according to the material and desired bend, positioning the workpiece against the back gauge, and executing the bend. Here’s a step-by-step breakdown:
Setup
The operator begins by selecting the appropriate punch and die for the desired bend. These tools are then installed on the ram and bed, respectively. The setup stage also involves configuring the backgauge to ensure precise positioning of the sheet metal.
Positioning
Once the tools are set up, the sheet metal is placed on the bed and aligned using the backgauge. Proper positioning is vital for achieving accurate bends, as any misalignment can result in defects or inconsistencies.
Bending
During the bending stage, the ram descends, and the punch presses the metal into the die. The force applied by the ram causes the metal to conform to the shape of the die, creating the bend. The amount of force required varies depending on the material type and thickness. For example, bending a 1/4 inch thick steel sheet typically requires around 50 tons of force per foot of material.
Release and Inspection
After the bend is formed, the ram ascends, releasing the sheet metal. The workpiece is then inspected to ensure it meets the required specifications. Any necessary adjustments are made to achieve the desired bending accuracy and quality.
V. Press Brake Bending Processes and Techniques
In the world of press brake work, techniques are as varied as laser beam paths. Mastering press brake bending techniques assists in achieving consistent bending results.
Coining
The operator uses the press brake with the punch and dies to bend the metal to a specific angle. In this process, the whole workpiece is placed under the circumstance of the whole tonnage. The coining requires each bending to be the same no matter how many pieces require production.
The sheet metal is placed horizontally on the top of the die. The metal is compressed in high tonnage between the punch and die to generate a precise bending angle.
The die features obtuse, acute, and right angles. No matter what angle the die chooses, the metal sheet will be bent to the angle precisely. The coining can achieve every time accurate and consistent bending. Coining requires the biggest tonnage in bending methods, which is usually the 3 times and 5 times of other bending methods.
- Advantages: Exceptional accuracy, minimal springback, ideal for high-precision applications.
- Limitations: High energy consumption, increased tooling wear.
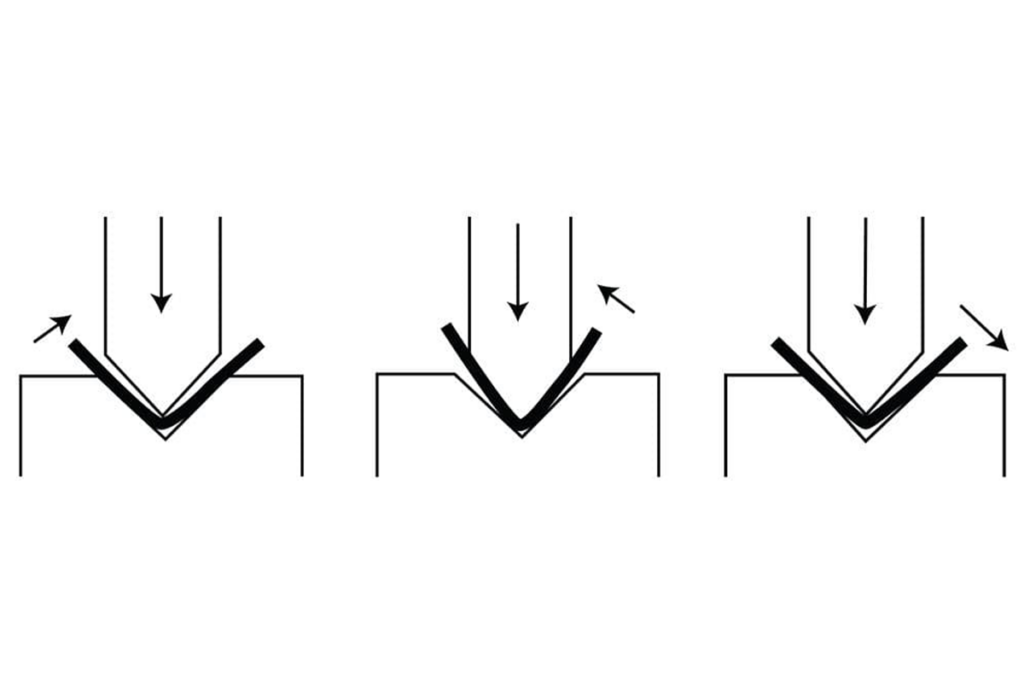
Air Bending
The working principle of air bending is to force materials into the die to achieve the required angle. And there is a little material compensating spring back. At the same time, the same set of tools can be used to finish different bending angles. This is an economic benefit.
The bending thickness, duplicity, hardness, and springback determine the angle of the punch and die. Owing to its flexibility, this method can improve accuracy. However, it needs a precise positioning machine and grinding tools to be successful.
The die only touches the tip of the punch and sides of the die. The bending angle is determined by the distance where the punch descends into the dies. The further the punch descends, the more acute the bending angle will be.
Due to the slide stroke determining the bending angle, a simple die with 85°can achieve many angles. However, the bending angle is not equal to or smaller than the angle of punch and die. Air bending requires less power compared to other techniques.
Just the same as bottom bending, air bending also allows the metal to spring back slightly after bending, thus you need to bend the material at a more acute angle to gain your required bend.
- Advantages: Flexibility in bend angles, reduced force requirement, suitable for a range of material thicknesses.
- Limitations: Less precise bends, potential for springback.
Bottom Bending
Bottom bending is also called “bottoming out”. The tonnage required by bottom bending is less than coining and more than air bending. The metal will be pushed into the v-shaped die to bend.
In bottom bending, the metal sheet is placed horizontally, and the top punch and die will be connected at the top and bottom of the workpiece at the smallest tonnage, thus the material is touched with the tip of the punch and sides of the v-grooving.
It is different from coining because the punch and die do not completely touch the metal. The metal experiences spring back, and it will release to a wider angle after bending. Different materials and thicknesses react differently to spring back, thus the machine operator must know well about each metal’s distinctive properties.
- Advantages: High precision and consistency, suitable for tight tolerances.
- Limitations: Higher force requirement, less flexibility in material thickness.
Tonnage
As the tonnage increased, the bending length could be the longest for bending metal sheets. For example, if you have a machine with 14 inches of bending length, any sheet metal over 14 inches is impossible for the machine to produce.
According to the thickness and size of the application and material, a machine with different tonnage and bending lengths is required. These factors are paramount because it is beneficial to verify the loading restriction of the press brake---limits in tons per inch.
Factors Influencing the Choice of Bending Techniques
Many factors need to be considered to choosing the proper press brake technology.
Firstly, the types and thickness of the material will directly affect the bending degree and required force.
Secondly, the required precision and production is also the key factor. Such as air bending is suitable for fast, low-cost production, while bottom bending and coining are more suitable for higher precision and mass-scale production.
Finally, the cost and maintenance of equipment are also an unignorable factor. Different bending basics need different levels of investment and maintenance.
Versatility of the Press Brake
Metal Fabrication
- Sheet Metal Components: Press brakes are extensively used to create a wide range of sheet metal components, such as brackets, enclosures, and panels. The ability to produce precise bends ensures that these components fit together seamlessly in assemblies.
- Custom Fabrication: Custom metal fabrication shops utilize press brakes to produce tailored parts for unique applications, ranging from architectural elements to custom machinery parts.
Automotive Industry
- Body Panels: In the automotive industry, press brakes are essential for shaping body panels, including doors, hoods, and fenders. The precision offered by press brakes ensures that these panels meet exact specifications for proper fit and finish.
- Chassis Components: Press brakes are also used to fabricate various chassis components, such as brackets and supports, that require high strength and accuracy. The ability of press brakes to produce consistent, high-quality bends is crucial for ensuring the safety and performance of automotive products.
Aerospace Industry
- Aircraft Panels: The aerospace industry demands high precision and quality in metal forming. Press brakes are used to bend aircraft panels and other structural components, ensuring they meet stringent safety and performance standards.
- Engine Components: Press brakes are employed to produce intricate engine components that require precise bends and high durability.
Construction Industry
- Structural Elements: Press brakes are utilized to fabricate structural elements like beams, columns, and supports used in building construction. These components must meet strict tolerances to ensure the structural integrity of buildings.
- Architectural Features: Press brakes are used to create decorative architectural features, such as metal facades and ornamental panels, adding aesthetic value to buildings.
Electrical and Electronics Industry
- Enclosures and Cabinets: Press brakes are essential for manufacturing enclosures and cabinets for electrical and electronic equipment. These components require precise bends to ensure proper assembly and protection of sensitive electronics.
- Connector Components: Press brakes are used to produce various connector components, such as terminals and contacts, which require exact dimensions and consistent quality.
VI. Press Brake Components and Operation
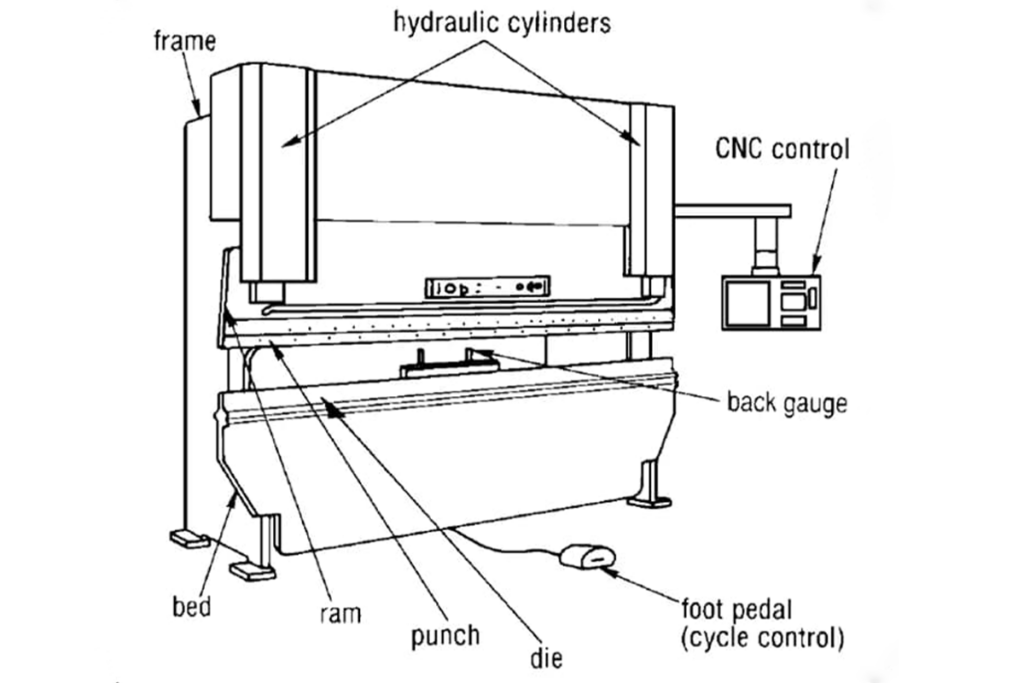
The components of a press brake are just as follows:
Frame
The frame is the main structure that supports the entire machine. It is designed to withstand significant forces and provide stability during the bending process.
Bed
The bed is the lower part of the press brake where the die is mounted. It serves as the base against which the sheet metal is pressed and shaped.
Ram
The ram is one of the core components in the press brake and features vertical movement. It is used to drive the punch to descend to bend the material.
Punch
The punch is in direct contact with the materials to be manufactured and is responsible for the bending operation. The shape and size of the punch will affect the bending angle and radium. Choosing the proper punch is determined according to the material type, thickness, and required bending angle.
Die
The die is usually fixed on the bottom of the press brake and can be collaborated with the punch to finish the bending operation. The design of the die determines the bending angle and shape. The material is placed on the press brake tooling and can be pressed by the punch, forcing the material to be bent to the required shape.
Backgauge
The backgauge is a device used to position the sheet metal accurately before bending. It ensures consistent and precise alignment of the workpiece, which is crucial for achieving uniform bends.
VII. Safety and Efficiency
Operator Training
- Comprehensive Training: Operators must receive thorough training on the specific press brake model they will be using, including its controls, safety features, and emergency procedures. For example, training on how to properly set up the machine, adjust tooling, and execute bending operations accurately.
- Regular Refresher Courses: Continuous education is crucial to keep every press brake operators updated on the latest safety practices and technological advancements. This helps reinforce safe operating procedures and introduces new safety protocols as they are developed.
Machine Maintenance
- Routine Inspections: Regularly inspect the press brake for any signs of wear or damage. This includes checking the hydraulic system, electrical components, and mechanical parts to ensure everything is functioning correctly.
- Scheduled Maintenance: Follow the manufacturer’s maintenance schedule to ensure the machine remains in optimal working condition. This helps reduce the risk of malfunctions and extends the lifespan of the equipment. Transitioning from training to maintenance, well-trained operators can identify potential issues early during routine checks, preventing major breakdowns.
Safety Features
- Emergency Stop Button: Ensure the emergency stop button is easily accessible and fully functional. This allows operators to quickly halt the machine in case of an emergency, preventing accidents.
- Safety Guards and Light Curtains: Install guards and light curtains to protect operators from the moving parts of the press brake. These devices can prevent injuries by stopping the machine if an obstruction is detected, ensuring a safe working environment.
- Two-Handed Controls: Implement two-handed controls to ensure the operator’s hands are away from the danger zone during operation. This safety feature requires both hands to be used simultaneously to activate the machine, reducing the risk of hand injuries.
Personal Protective Equipment (PPE)

- Mandatory PPE: Operators should wear appropriate PPE, including safety glasses, gloves, and steel-toed boots, to protect against potential hazards. Proper PPE usage is essential for minimizing the risk of injury from flying debris or accidental contact with the machine.
VIII. FAQs
1. What is the primary function of a press brake?
The primary function of a press brake is to bend sheet metal into precise shapes and angles. Utilizing a combination of a punch and a die, the press brake exerts enough bending force to manipulate metal sheets into specific forms, achieving high precision in angle and dimension.
This capability is critical for producing parts and structures required across various industries, ensuring that each piece meets stringent quality and design specifications.
2. How does a CNC press brake differ from a traditional press brake?
CNC (Computer Numerical Control) press brakes differ significantly from traditional press brakes in terms of automation, precision, and efficiency. A CNC press brake is operated and controlled by a computer system that automates the bending process, allowing for exact repeatability and minimal human intervention.
This results in higher accuracy, reduced error rates, and the ability to handle complex bending operations with ease. Traditional press brakes, on the other hand, rely more on manual adjustments and operator skill, which can lead to variability in the bending results.
3. What materials can be bent using a press brake?
Press brake is a powerful machine capable of bending a wide range of materials. Primarily, they handle various types of metals, including but not limited to steel, stainless steel, aluminum, brass, and copper. Each material's thickness and type will influence the force required and the type of tooling used.
While metals are the most common materials bent by press brakes, some advanced models can also handle non-metal materials like plastics and composites, provided the tooling and settings are appropriately adjusted.
















