I. Introduction
From massive industrial assembly lines to artisanal custom workshops, laser technology is revolutionizing the way we interact with materials, harnessing the power of concentrated beams of light in ways never seen before.
A laser can act as an invisible scalpel to cut through hard metals with micron-level precision, or serve as an exquisitely delicate "brush of light," etching intricate and detailed patterns onto a variety of surfaces. What gives laser technology the ability to surpass the limitations of traditional tools and become an indispensable core of modern manufacturing? How does it achieve an optimal balance between efficiency, precision, and versatility across different materials?
This guide will take you deep into the heart of laser machines, systematically explaining the scientific principles behind laser cutting and engraving, showcasing the impressive performance advantages of laser technology, and revealing how it is driving profound change in both industrial production and artistic creation. Join us on this journey and witness how this beam of light is redefining the endless possibilities of manufacturing and creativity.
II. Overview of Laser Cutting and Engraving
1. Principles of Laser Cutting
Laser cutting works by focusing a high-energy laser beam onto the surface of a workpiece, causing the material to heat rapidly to the point of evaporation, melting, or oxidation. This creates a narrow kerf, effectively separating the material.
In detail, during the laser cutting process, a high-powered laser generated by the laser source is directed and focused onto the material’s surface via mirrors or lenses. This causes the local temperature of the material to spike, reaching its boiling point so that it vaporizes instantly and forms a small hole. As the laser beam moves, these holes connect to create a continuous cutting path, ultimately slicing through the material.
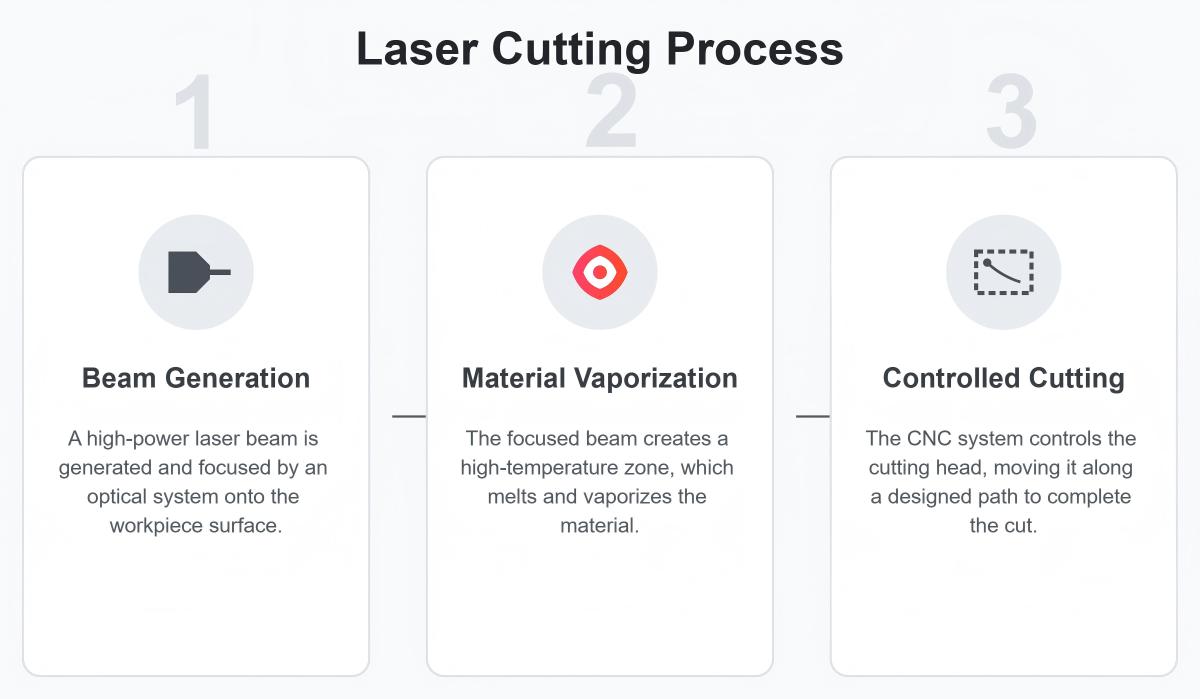
The main steps are as follows:
(1) The laser generator produces a high-power-density beam, which is then focused onto the surface of the workpiece through an optical system.
(2) The focused laser beam creates a high-temperature zone on the surface, melting and vaporizing the material.
(3) The movement of the cutting head, controlled by a CNC system, follows the programmed path to complete the cutting process.
2. Principles of Laser Engraving
Laser engraving uses a laser beam with relatively lower power density to selectively remove material from the surface, etching desired patterns or text. Unlike laser cutting, engraving usually does not cut all the way through the material.
Laser engraving can be divided into two main methods: raster (bitmap) engraving and vector engraving.
Raster engraving is ideal for detailed images and patterns. The image is typically converted into a monochrome BMP format and then engraved point by point by the machine.
Vector engraving is suitable for designs that require crisp and clear lines, often created with vector software such as CorelDRAW, AutoCAD, or Illustrator, and then sent to the laser engraver.
The main steps are as follows:
(1) Convert the desired pattern or text into a digital vector or bitmap format.
(2) The laser beam selectively removes material as it scans, creating a textured, three-dimensional effect.
(3) By adjusting parameters such as laser power, scanning speed, and line spacing, users can control the depth and precision of the engraving.

3. Comparative Analysis of Mainstream Laser Sources
(1) CO₂ Lasers
CO₂ lasers, with their 10.6μm infrared wavelength, are readily absorbed by non-metallic materials such as wood, leather, plastic, acrylic, glass, and ceramics. This unique characteristic has made them a classic choice for non-metal processing, widely used in industries like advertising, apparel, crafts, and packaging for efficient, high-quality cutting and engraving.
However, CO₂ lasers suffer from relatively low electro-optical conversion efficiency (10%-15%) and require powerful cooling systems along with regular maintenance, including gas replenishment and optical alignment. Their greatest limitation lies in their poor performance with metals, as metals absorb this wavelength very inefficiently.
(2) Fiber Lasers
Fiber lasers, operating at around 1.06μm, are the mainstay of metal processing. Their wavelength is efficiently absorbed by metals, enabling high-speed, high-precision cutting of carbon steel, stainless steel, aluminum alloys, copper, and more—making them dominant in automotive, aerospace, and sheet metal industries.
Their core advantages include extremely high electro-optical conversion efficiency (>30%, with some exceeding 40%), low energy consumption, compact structure, and maintenance-free operation. The laser is generated and transmitted within the fiber itself, eliminating the need for optical alignment and significantly enhancing industrial production stability and reliability.
However, this wavelength is not easily absorbed by most non-metallic materials, resulting in subpar processing performance for such applications.
(3) Other Laser Sources
Diode lasers feature a simple structure, compact size, and low cost, making them suitable for low-power applications. They can engrave or cut very thin non-metallic materials such as wood, leather, cardboard, and coated metals, but their limited power restricts processing speed and capability.
Specialized lasers play a crucial role in precision processing. Ultraviolet lasers achieve an ultra-small heat-affected zone through "cold processing," making them ideal for fine marking and micro-cutting of heat-sensitive materials like plastics, silicon wafers, and glass.
Solid-state lasers, such as Nd: YAG/DPSS, still have applications in specific areas like precision marking and thin metal cutting, offering performance that falls between CO₂ and fiber lasers.
4. Differences Between Laser Cutting and Engraving
| Feature | Laser Cutting | Laser Engraving |
|---|---|---|
| Processing Purpose | To completely sever material into separate pieces by vaporizing, melting, or burning it away. | To etch patterns, text, or images onto a material's surface, creating a visible mark by oxidizing, charring, or vaporizing the surface layer. |
| Material Selection | Suitable for thicker materials like metals, alloys, plastics, and acrylic. Especially excels at cutting metals. | Primarily used for non-metals like wood, leather, paper, and plastic. Can also be used to mark coated metals. |
| Processing Depth | Penetrates the material for a full-depth cut. | Works only on the surface without penetrating the material. The depth of the mark is controllable. |
| Power Requirement | High power (hundreds to tens of thousands of watts) is required to effectively penetrate the material. | Low power (tens to hundreds of watts) is sufficient for surface marking. |
| Equipment Size | Equipment and work area are generally large to accommodate large-format materials. | Equipment and work area are typically smaller, suitable for detailed work and smaller objects. |
| Price Difference | Significantly more expensive, with prices ranging from tens of thousands to over a million dollars. | More affordable, with small units available for a few thousand to tens of thousands of dollars. |
| Application Fields | Industrial Manufacturing: Metal fabrication, automotive, aerospace, electronics manufacturing, etc. | Arts & Consumer Goods: Crafts, gifts, signage, decoration, leatherworking, wood engraving, etc. |
For more information on the working principles of laser cutting machines, see How Laser Cutting Machine Work.
III. Performance of Laser Cutting and Engraving
1. Precision and Accuracy
Laser cutting and engraving technologies are renowned for their outstanding precision and repeatability. With the aid of computer numerical control (CNC) systems, the laser beam can be positioned with micron-level accuracy, enabling the creation of intricate shapes and finely detailed engravings.
The precision of laser cutting is primarily measured by how closely the final product matches the geometric dimensions of the original design. Key metrics include:
(1) Dimensional Accuracy
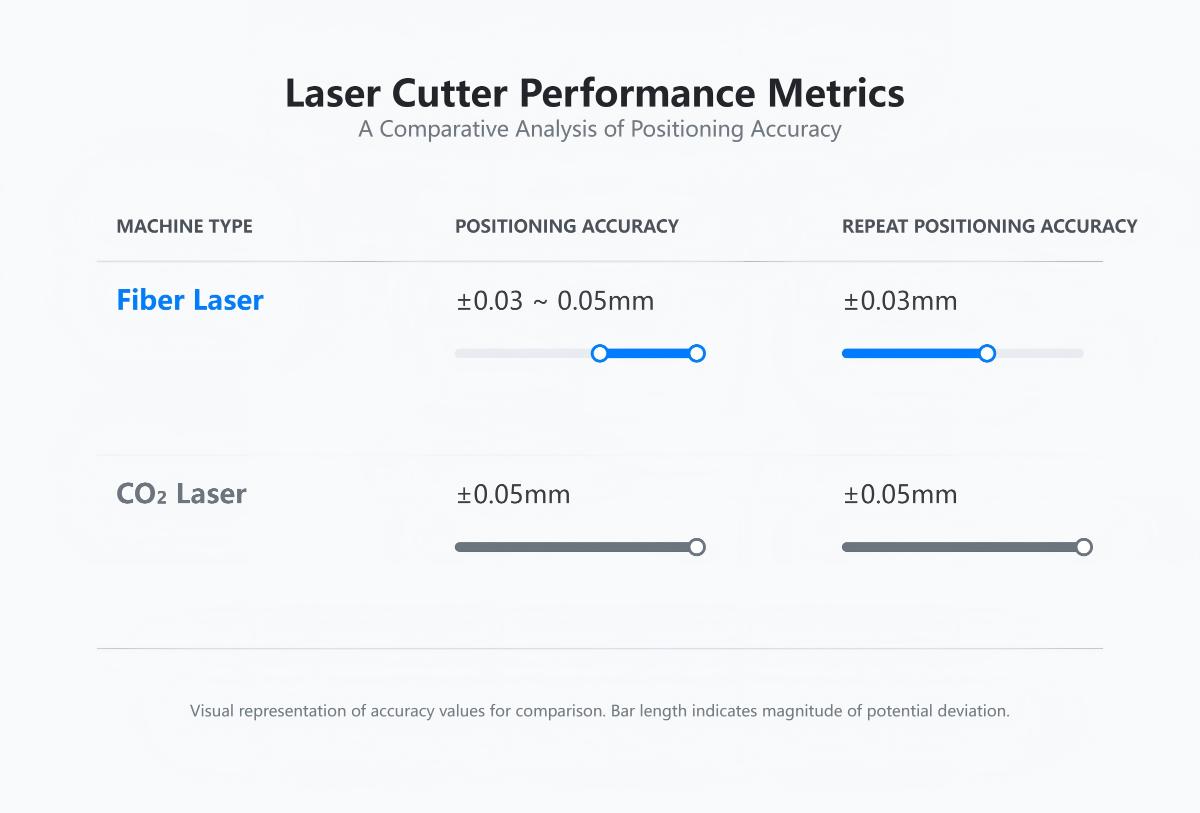
This refers to the deviation between the actual cut size of the part and the theoretical dimensions, which depends on the material type, thickness, and overall machine performance. Generally, fiber laser cutters offer higher accuracy than CO₂ laser cutters:
| Type | Positioning Accuracy | Repeat Positioning Accuracy |
|---|---|---|
| Fiber Laser Cutting Machine | ±0.03~0.05mm | ±0.03mm |
| CO₂ Laser Cutting Machine | ±0.05mm | ±0.05mm |
(2) Kerf Width
The width of the cut produced as the laser beam passes through the material. Finer spot diameters and optimized processing parameters can achieve extremely narrow kerfs, which is crucial for complex shapes and tightly packed parts, significantly improving material utilization. Laser machines can achieve kerf widths as narrow as 0.1mm.
(3) Edge Quality
Refers to the smoothness, burr-free finish, high verticality, and minimal heat-affected zone of the cut edge. Proper auxiliary gas control and precise matching of power and speed are key to ensuring high-quality edges.
Laser cutting is a non-contact process, resulting in superior edge quality compared to traditional cutting methods, often eliminating the need for secondary processing.
The precision of laser engraving is more about the ability to reproduce surface details and control engraving depth. Key performance indicators include:
| Performance Metric | Core Description | Key Parameters | Main Application |
| Resolution | The ability to reproduce fine image detail within a unit area, achieved via a high-speed galvanometer system. | Unit: Dots Per Inch (DPI) Typical Level: 1200 DPI or higher | Enables the reproduction of fine patterns, text, and photo-quality images in extremely small areas. |
| Depth Control | The ability to precisely control the engraving depth by adjusting laser parameters. | Control Method: Adjusting laser power, pulse frequency, scanning speed Precision Level: Micron-level control | Crucial for applications like mold making, micromachining, and the creation of functional surface textures. |
| Repeat Positioning Accuracy | The accuracy with which the equipment can return to the same position over multiple processing runs or in batch production. | Performance: Minimal positional deviation | Essential for tasks requiring multiple processing steps or batch production, as it ensures product consistency. |
For more detailed technical parameters, visit our Brochures.
2. Efficiency
In today's fiercely competitive manufacturing landscape, efficiency and throughput are more than mere performance metrics—they are the fundamental driving forces behind profitability and market responsiveness. For laser cutting and engraving operations, the primary objective is to maximize the production of high-quality parts within a given timeframe. Achieving this requires a deep understanding of the core factors that influence processing speed, as well as the intricate interplay between machine capabilities, material properties, and design parameters. Optimizing these elements is crucial to unlocking the full economic potential of laser technology.
(1) Cutting and Engraving Speed
Processing speed, typically measured in millimeters per second (mm/s) or inches per minute (IPM), is the most straightforward indicator of a laser system’s productivity. It determines how quickly a part can be completed, directly impacting critical performance metrics such as parts produced per hour, manufacturing cycle time, and ultimately, the cost per unit. The following table provides reference engraving speeds for a 25W laser machine:
| Material | Engraving Step Distance | 25W | ||
| Speed | Power | Engraving Depth | ||
| Acrylic | 0.06mm | 500mm/s | 35-45% | 0.4mm |
| Leather | 0.1mm | 500mm/s | 30-40% | 0.2mm |
| Glass | 0.1mm | 500mm/s | 45-55% | 0.2mm |
| Marble | 0.15-0.2mm | 400mm/s | 50-60% | Surface Finishing |
| Lacquer Carvings | 0.1mm | 600mm/s | 35-45% | 0.1mm |
| Two-tone Panels | 0.06mm | 500mm/s | 30-40% | 0.2mm |
| Wooden Boards | 0.05mm | 500mm/s | 25-35% | 0.1mm |
| Density Boards | 0.04mm | 500mm/s | 25-35% | 0.1mm |
| Crystal | 0.06mm | 500mm/s | 30-40% | Surface Finishing |
| Rubber Sheets | 0.05mm | 200mm/s | 80-90% | 0.5mm |
| Ceramic | 0.1mm | 300mm/s | 70-80% | Surface Finishing |
| Bamboo | 0.05mm | 600mm/s | 40-50% | 0.1mm |
However, the pursuit of maximum speed must be carefully balanced with quality requirements. Operating the laser head at its highest speed can result in a range of processing defects, including:
- Incomplete Cutting: The laser energy may be insufficient to fully penetrate the material, leaving parts still attached to the base material.
- Increased Slag: Molten material may not be effectively expelled from the kerf, causing rough metal residue to solidify along the bottom edge.
- Poor Edge Quality: Excessive speed can lead to rough, striated edges that fail to meet aesthetic or functional specifications.
- Loss of Detail: During engraving, excessively high speeds can cause markings to become blurred or shallow, compromising the clarity and precision of the design.

Therefore, the goal is not to achieve the fastest possible speed, but rather the optimal speed. This is the highest processing speed at which all required quality standards—such as smooth edges, dimensional accuracy, and slag-free finishes—are consistently met. In laser process engineering, finding this optimal balance is a vital skill, as it translates directly into higher throughput without sacrificing the quality demanded by customers.
(2) Influencing Factors
1) Laser Power
Laser power is the primary driving force of the cutting process. Higher-powered lasers deliver more energy to the material surface per unit of time, enabling faster melting, vaporization, and material expulsion.
Typically, this relationship is direct: for a given material and thickness, increasing laser power proportionally increases cutting speed while maintaining quality.
For example, a 12kW fiber laser can cut 20mm thick carbon steel more quickly and cleanly than a 6kW laser.
2) Material Type and Thickness
Material Type: Different materials absorb and conduct energy in unique ways.
- Reflectivity: Highly reflective materials like aluminum, copper, and brass are more challenging to cut because they reflect much of the laser energy. This requires higher power densities or specific laser wavelengths to initiate efficient cutting.
- Thermal Conductivity: Materials with high thermal conductivity, such as aluminum, rapidly dissipate heat from the cutting area. This can make it harder to maintain a stable molten pool and may necessitate higher power or slower speeds.
- Density and Melting Point: Heavier, denser materials with higher melting points, such as stainless steel or titanium alloys, naturally require more energy compared to mild steel, resulting in slower cutting speeds.
Material Thickness: This is one of the most critical limiting factors. The relationship between thickness and speed is non-linear.
Doubling the material thickness requires more than halving the cutting speed. This is because the laser must melt a greater volume of material, and the assist gas must efficiently expel molten slag from a deeper, narrower kerf, which becomes increasingly difficult.
3) Design Complexity
The geometry of the parts being cut has a significant impact on overall processing time, far beyond simple linear speed considerations.
- Corners and Curves: The laser machine cannot maintain maximum speed when navigating sharp turns or tight radii. A part with hundreds of sharp angles will take much longer to cut than a simple straight-line design of equal length.
- Piercing Time: Designs featuring numerous internal cutouts or holes require the machine to perform a “piercing” operation for each feature. For thick materials, this can take anywhere from fractions of a second to several seconds per hole.
- Path Optimization: Advanced CNC software and CAM systems employ algorithms to optimize cutting paths, minimizing rapid movements and sequencing cuts to reduce thermal distortion and total processing time.
3. Material Compatibility
(1) Metals
Fiber lasers, with their shorter wavelength (about 1.06μm) and high energy density, are the top choice for metal processing — including carbon steel, stainless steel, aluminum alloys, copper, brass, and titanium.
Highly reflective metals like copper and aluminum absorb fiber laser less efficiently, which may reduce cutting performance, but fiber lasers still outperform CO₂ lasers for these materials.
CO₂ lasers typically do not cut bare metals directly but can mark metals using coatings or marking sprays.
(2) Non-metals
CO₂ lasers, with a longer wavelength (around 10.6μm), are ideal for processing non-metal materials such as wood, leather, fabric, paper, plastics, rubber, glass, ceramics, and stone.
Glass fiber boards and resin-containing carbon fiber composites are unsuitable for laser cutting, as they emit toxic fumes when heated and compromise cutting quality.
ABS plastic is commonly used but requires caution during laser cutting due to the release of toxic gases.
Fiber lasers are less effective on transparent materials (e.g., glass, acrylic) and may damage equipment.
(3) Composites and Special Materials
Composite materials such as reinforced carbon nanofiber compounds and MDF are generally unsuitable for fiber laser cutting, as they are flammable or yield poor results.
See the table below for a summary of laser types and their capabilities:
| Performance Dimension | CO₂ Laser | Fiber Laser | Diode Laser |
|---|---|---|---|
| Cutting Performance | Non-metal cutting | Metal cutting | Light-duty cutting only: Slow speeds due to low power; suitable only for thin, soft materials. |
| Engraving Performance | High-speed engraving (high-end models ≥1200 mm/s). Strong capability for large-area engraving. | Unparalleled galvo engraving speed (small patterns finished in milliseconds), but the work area is typically small. | Slower engraving speed (typically 100–300 mm/s), limited by the mechanical gantry system. |
| Use Case | All-around non-metal processing (signs, models, trophies). | Specialized tool for metal marking/cutting (industrial, jewelry). | Hobbyist engraving |

IV. Advantages of Laser Technology
1. Comparison with Other Cutting Methods
| Criteria | Laser Cutting | Mechanical Cutting | Waterjet Cutting | Plasma Cutting |
|---|---|---|---|---|
| Cutting Principle | Uses a high-power-density laser beam to irradiate the material, causing it to melt or vaporize. A high-speed gas stream then blows away the molten material. | Physically cuts the material through the mechanical motion of a tool (e.g., sawing, milling). | Utilizes the impact force of a high-pressure water stream, often mixed with an abrasive, to cut the material. | Uses the heat from a high-temperature plasma arc to locally melt the material, and the momentum of the high-speed plasma jet to eject the molten metal. |
| Applicable Materials | Suitable for both metallic and non-metallic materials (e.g., fabric, wood, acrylic, stainless steel, carbon steel). | Suitable for a variety of materials such as wood, metal, and plastics. | Suitable for almost all materials (including metals, non-metals, composites, and stone). | Mainly used for conductive metals such as stainless steel, aluminum, and copper. |
| Cutting Quality & Effect | High precision and speed; produces a smooth cutting surface. Less effective on highly reflective materials. | Slower speed, relatively low precision. The cut edge may have burrs and be uneven. | High precision and efficiency. Produces a smooth, burr-free cut edge with no Heat-Affected Zone (HAZ). No secondary processing required. | Fast speed, but creates a large Heat-Affected Zone (HAZ). The cut edge is rough, often requiring secondary processing. |
| Environmental Impact | Generates some smoke and dust, requiring a fume extraction system. | Produces noise and debris, but no harmful gases. | Environmentally friendly. Produces no harmful gases, and waste material is easy to recycle. | Generates a large amount of toxic fumes and smoke; poor environmental friendliness. |
| Cost & Maintenance | Moderate initial equipment cost, low operating costs, and simple maintenance. | Low equipment cost, but low cutting efficiency. Requires frequent replacement of tools/blades. | High equipment cost, high energy consumption, and high operating and maintenance costs. | High equipment cost, with high operating and maintenance costs as well. |
If you need to cut or engrave workpieces, the Single Table Fiber Laser Cutting Machine is an excellent choice.
2. Overview of Advantages
(1) High-Precision Cutting
Laser cutting machines deliver exceptional precision, creating narrow kerfs and smooth, burr-free edges that minimize the need for further finishing.
(2) Fast Cutting Speed
Laser cutting far outpaces traditional mechanical methods, significantly boosting efficiency. Modern laser cutters are highly automated, further enhancing productivity and saving valuable production time.
(3) Superior Cut Quality
The laser cutting process generates a minimal heat-affected zone, resulting in little deformation of the workpiece. The cut surfaces are smooth and the edges are clean, with no mechanical contact to avoid scratches. This makes laser cutting ideal for intricate shapes and fine patterns, ensuring top-quality parts.
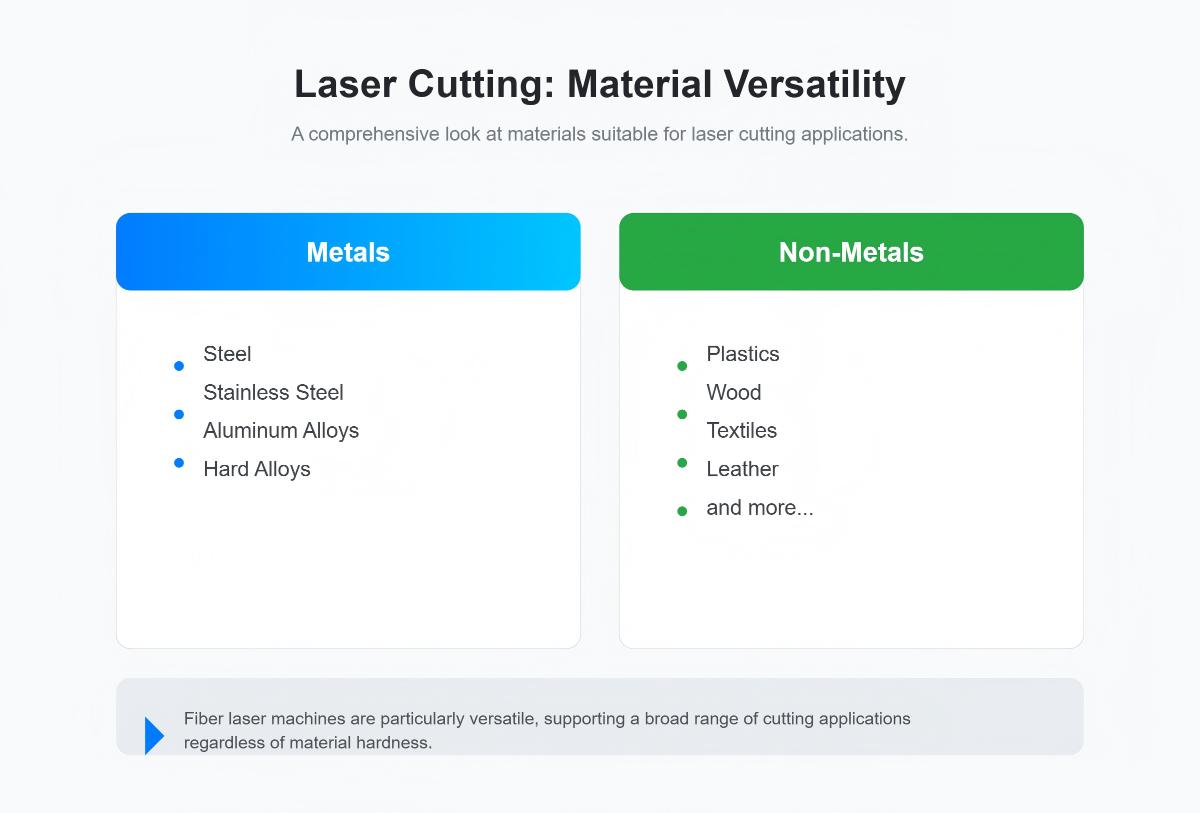
(4) Broad Material Compatibility
Laser cutting is suitable for a wide variety of materials, including metals (such as steel, stainless steel, aluminum alloys, and hard alloys) and non-metals (such as plastics, wood, textiles, leather, and more), regardless of material hardness. Fiber laser machines are particularly versatile, supporting a broad range of cutting applications.
(5) Material and Energy Savings
Laser cutting optimizes material use, reducing waste through computer-controlled nesting and layout. This maximizes material utilization. Additionally, laser cutters are energy-efficient, lowering both production costs and environmental impact.
(6) No Molds Required, High Flexibility
With CNC control, laser cutting works directly from digital designs, eliminating the need for traditional molds and the associated time and expense of mold making and replacement. This flexibility is perfect for small-batch and diverse production, supporting both 2D and complex 3D shapes.
(7) Automation and Consistency
Modern laser cutting equipment supports automated, continuous production, ensuring consistent, repeatable results and reducing human error.
(8) Durable Equipment with Low Maintenance Costs
Laser cutting machines are built from durable materials for stable operation, minimizing maintenance frequency and cost.
For more detailed information on the benefits of laser cutting, please visit Laser Cutting Machine Benefits.

V. Common Applications of Laser Cutting Machines
1. Typical Laser Cutting Applications
(1) Electronics Industry
Used for the precision cutting of electronic components and circuit boards, ensuring high-quality production of complex patterns and fine structures.
(2) Automotive Manufacturing
Laser cutting is applied to engine parts, body panels, interior trim, and more, meeting the demands for high precision and intricate shapes in automotive components.
(3) Medical Devices
Employed in the fabrication of surgical instruments and medical implants such as stents, laser cutting ensures product precision and functionality.
(4) Metalworking
Suitable for cutting a range of metal materials including stainless steel, aluminum, copper, and others, laser cutting is widely used in manufacturing machine parts, molds, and tools.
(5) Architectural Decoration
Laser cutting is used to create intricate architectural panels, screens, and decorative elements, combining aesthetics with functionality.

2. Typical Laser Engraving Applications
(1) Personalized Product Customization
Laser engraving allows for the customization of jewelry, phone cases, gifts, medals, keepsakes, and more with personalized text, patterns, or logos to meet customer demands.
(2) Industrial Marking and Traceability
Manufacturers of automotive parts, electronic products, and medical devices use laser engraving to permanently mark part numbers, barcodes, and QR codes for quality control and traceability.
(3) Art and Crafts
Artists and craftsmen use laser engraving to create complex designs and three-dimensional reliefs, widely applied to wood, glass, marble, granite, and other materials.
(4) Jewelry Industry
Laser engraving enables the precise marking of text and patterns on jewelry, supporting customization and adding extra value to the products.
(5) Glass and Ceramics
Laser engraving can create intricate designs on glassware and ceramic tiles without damaging the structural integrity of the materials.

VI. Conclusion
Laser cutting and engraving technology has revolutionized the way we manufacture and create in the modern era. By precisely controlling high-energy beams, this technology transforms digital designs into tangible physical objects with exceptional accuracy and efficiency.
Whether it’s CO₂ lasers designed for non-metal materials or fiber lasers that dominate metal processing—like the advanced Dual-use Fiber Laser Cutting Machine—both offer micron-level precision, the advantage of non-contact, damage-free processing, and speeds that far surpass traditional methods. This enables the faithful reproduction of intricate details and significantly shortens production cycles.
For businesses and individuals seeking to boost efficiency, reduce costs, and foster innovation, gaining a thorough understanding of the various types of laser cutting machine, their capabilities, and application scenarios is essential. Making informed strategic choices based on specific needs is key to seizing future opportunities and strengthening core competitiveness. Laser technology is not just a tool—it is the foundation for entering a new era of smart manufacturing and personalized creation. If you need help making an informed choice, please contact us for tailored advice.















