I. Introduction
In today's manufacturing world, picking the right Laser Cutting Machine isn't just about buying another tool. It's a strategic move that can seriously shape a company's competitive edge.
Product options run anywhere from 1000W to over 12,000W. That's a huge range, and it leaves decision-makers with a tough question—how do you actually turn those impressive cutting speeds into real returns?
It's not just a technical checklist. It's also a test of where your company wants to go.
Let's dig into a practical framework that connects technical know-how with business sense. We'll look at some of the top fiber lasers out there, like the ones from IPG.
Superior beam quality and high electro-optical conversion efficiency push cutting performance to new levels. But what does that really mean for your shop?
You'll see how to read cutting parameter tables without getting lost in the jargon. We'll talk through power selection standards and share a straightforward operational cost analysis model.
All of this is meant to help you cut through the noise of technical specs. The goal? Make choices that actually move your company forward and set you apart in a crowded market.
II. Fundamentals of Fiber Laser Cutting
Fiber laser cutting uses a high-energy laser beam, focused into a tiny spot, to heat metal until it melts or vaporizes. High-pressure auxiliary gas quickly blows away the molten material.
This method allows for contactless, high-precision, and fast cutting. Let's take a look at the basic principles, main components, and the technical details that really matter.
1. Core Principles and Working Mechanism
(1) Laser Generation and Transmission
A fiber laser gets its power from rare-earth-doped optical fibers, which act as the gain medium. Diode pumping produces a high-power laser at a wavelength of 1064nm.
Fiber optics transmit the laser beam, keeping the energy dense and focused. A lens then narrows it down to a spot smaller than 0.1mm.
This tiny spot packs a huge punch, creating intense local heat that melts or vaporizes the material almost instantly.
(2) Interaction Between Laser and Material
When the laser hits the material’s surface, it heats up the area right away, melting or vaporizing the metal. A kerf forms beneath the focal point.
The cutting head moves in relation to the workpiece, following a set path to finish the cut.

(3) Role of Auxiliary Gas During cutting
High-pressure auxiliary gas—like oxygen, nitrogen, air, or argon—shoots out through the nozzle in line with the laser beam. This gas blows away the molten material, aiming for a cleaner cut edge. Sometimes, the gas gets involved in chemical reactions, like oxidation. That can boost cutting efficiency and improve the quality of the edge.
(4) CNC Automation and Precision Control
A CNC (Computer Numerical Control) system runs the whole process with impressive precision. It controls the movement path, speed, power, and gas settings for the laser head. This setup lets you cut intricate shapes and curves with high accuracy. It's a big leap forward for automation and flexible manufacturing, honestly. For a more detailed visual and technical breakdown, you can explore our guide on How Does a Laser Cutting Machine Work.
2. Main Process Modes and Mechanisms
| Cutting Mode | Implementation Mechanism | Applicable Materials/Characteristics |
|---|---|---|
| Melt Cutting | Laser heats material to melting point, molten metal is blown away with inert gas (nitrogen, argon) | Suitable for stainless steel, aluminum, titanium, and other non-oxidizing metals |
| Vaporization Cutting | Laser energy is extremely high, causing the material to directly vaporize | Thin metals, certain non-metals; very narrow cuts, high energy consumption |
| Oxidation Cutting | Laser heats material while oxygen reacts, releasing heat to accelerate cutting | Mainly used for carbon steel and other easily oxidizable metals; very fast cutting speed |
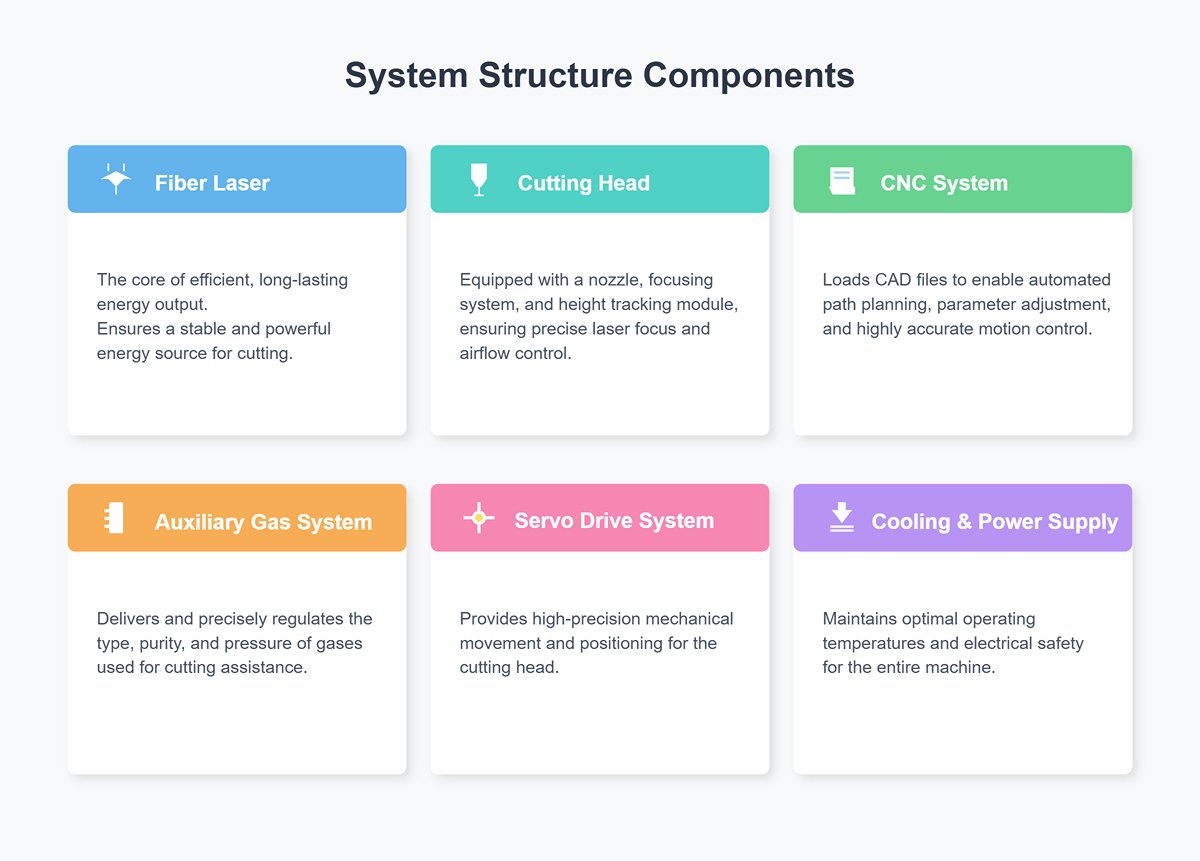
3. System Structure Components
(1) Fiber Laser: This is the heart of the machine, giving you efficient, reliable energy output. It’s what keeps things running smoothly for a long time.
(2) Cutting Head: You’ll find a nozzle, a focusing system, and a height tracking module here. These parts work together to keep the laser focused and airflow just right.
(3) CNC System: It takes your CAD files and gets to work. Automated path planning, quick parameter tweaks, and accurate motion control all happen here.
(4) Auxiliary Gas System: This system manages the type, purity, and pressure of the gases. You can expect precise regulation every time.
(5) Servo Drive System: It’s what makes sure everything moves exactly where it should. High-precision positioning comes standard.
(6) Cooling and Power Supply System: This part keeps the temperature in check and the electricity safe. The whole machine relies on it to stay at peak performance.
These essential components are seamlessly combined in a range of configurations to accommodate diverse production requirements, from a versatile Single Table Fiber Laser Cutting Machine ideal for custom jobs to a high-efficiency Double Table Fiber Laser Cutting Machine designed for mass production.
Ⅲ. Core Performance Analysis
1. Key Power Node Cutting Parameters
The table below sums up fiber laser cutting parameters for IPG laser sources. It covers power levels from 1kW all the way up to 12kW.
These numbers come from various technical specs and application notes. They should give you a pretty good starting point for dialing in your process or tweaking things for better results.
(1) IPG/Carbon Steel/1000W-4000W
This power range usually works best for workshops handling thinner materials. It's also a good fit for companies just stepping into the fiber laser market.
The data really shows how much performance jumps when you move from 1kW to 2kW. This upgrade especially matters for materials up to about 4 mm thick.
| Thickness | 1000W | 1500W | 2000W | 3000W | 4000W | |
| Speed | Speed | Speed | Speed | Speed | ||
| Material | (mm) | (m/min) | (m/min) | (m/min) | (m/min) | (m/min) |
| 1 | 9-12 | 9-12 | 9-11/18-22 | 9-12/25-30 | 9-11/40-50 | |
| 2 | 4.5-5 | 4.9-5.5 | 5-6 | 5-6/12-15 | 5-6/18-22 | |
| 3 | 3-3.3 | 3.4-3.8 | 3.7-4.2 | 4-4.5 | 4-4.5/15-18 | |
| 4 | 2.1-2.4 | 2.4-2.8 | 2.8-3.5 | 3.2-3.8 | 3.2-3.8/8-10 | |
| Carbon Steel (O2/N2/Air) | 5 | 1.6-1.8 | 2.0-2.4 | 2.5-2.8 | 3.2-3.4 | 3-3.5/4-5 |
| 6 | 1.3-1.5 | 1.6-1.9 | 2.0-2.5 | 3-3.2 | 2.8-3.2 | |
| 8 | 0.9-1.1 | 1.1-1.3 | 1.2-1.5 | 2-2.3 | 2.3-2.6 | |
| 10 | 0.7-0.9 | 0.9-1.0 | 1-1.2 | 1.5-1.7 | 2-2.2 | |
| 12 | 0.7-0.8 | 0.9-1.1 | 0.8-1 | 1-1.5 | ||
| 14 | 0.6-0.7 | 0.7-0.9 | 0.8-0.9 | 0.85-1.1 | ||
| 16 | 0.6-0.75 | 0.7-0.85 | 0.8-1 | |||
| 20 | 0.65-0.8 | 0.6-0.9 | ||||
| 22 | 0.6-0.7 |
(2)IPG/Carbon Steel/6000W-12000W
The 6kW power level stands out as a pretty big deal in the industry. It marks the starting point for high-power laser cutting.
With this much power, you get a noticeable jump in processing speed, especially with medium and thick plates. People in the field are starting to see new ways to boost productivity and maybe even ditch some of the older cutting methods.

| Thickness | 6000W | 8000W | 10000W | 12000W | |
| Speed | Speed | Speed | Speed | ||
| Material | (mm) | (m/min) | (m/min) | (m/min) | (m/min) |
| 1 | 10-12/45-60 | 10-12/50-60 | 10-12/50-80 | ||
| 2 | 5-6/26-30 | 5.5-6.8/30-35 | 5.5-6.8/38-43 | ||
| 3 | 4-4.5/18-20 | 4.2-5.0/20-25 | 4.2-5.0/28-30 | ||
| 4 | 3.2-3.8/13-15 | 3.7-4.5/15-18 | 3.7-4.5/18-21 | ||
| 5 | 3-3.5/7-10 | 3.2-3.8/10-12 | 3.2-3.8/13-15 | ||
| 6 | 2.8-3.2 | 2.8-3.6/8.2-9.2 | 2.8-3.6/10.8-12 | ||
| 8 | 2.5-2.8 | 2.6-3.0/5.0-5.8 | 2.6-3.0/7.0-7.8 | ||
| Carbon Steel (O2/N2/Air) | 10 | 2.0-2.5 | 2.1-2.6/3.0-3.5 | 2.1-2.6/3.8-4.6 | 2.2-2.6 |
| 12 | 1.8-2.2 | 1.9-2.3 | 1.9-2.3 | 2-2.2 | |
| 14 | 1-1.8 | 1.1-1.8 | 1.1-1.8 | 1.8-2.2 | |
| 16 | 0.85-1.5 | 0.85-1.2 | 0.85-1.2 | 1.5-2 | |
| 20 | 0.75-1.0 | 0.75-1.1 | 0.75-1.1 | 1.2-1.7 | |
| 22 | 0.7-0.8 | 0.7-0.85 | 0.7-0.85 | 0.7-0.85 | |
| 25 | 0.6-0.7 | 0.6-0.8 | 0.6-0.8 | 0.6-0.8 | |
| 30 | 0.4-0.5 | ||||
| 35 | 0.35-0.45 | ||||
| 40 | 0.3-0.4 |
(3) IPG/Stainless Steel/1000W-4000W
| Thickness | 1000W | 1500W | 2000W | 3000W | 4000W | |
| Speed | Speed | Speed | Speed | Speed | ||
| Material | (mm) | (m/min) | (m/min) | (m/min) | (m/min) | (m/min) |
| 1 | 12-15 | 16-20 | 20-28 | 30-40 | 40-55 | |
| 2 | 4.5-5.5 | 5.5-7.0 | 7-11 | 15-18 | 20-25 | |
| 3 | 1.5-2 | 2.0-2.8 | 4.5-6.5 | 8-10 | 12-15 | |
| 4 | 1-1.3 | 1.5-1.9 | 2.8-3.2 | 5.4-6 | 7-9 | |
| Stainless Steel (N2) | 5 | 0.6-0.8 | 0.8-1.2 | 1.5-2 | 2.8-3.5 | 4-5.5 |
| 6 | 0.6-0.8 | 1-1.3 | 1.8-2.6 | 2.5-4 | ||
| 8 | 0.6-0.8 | 1.0-1.3 | 1.8-2.5 | |||
| 10 | 0.6-0.8 | 1.0-1.6 | ||||
| 12 | 0.5-0.7 | 0.8-1.2 | ||||
| 16 | 0.25-0.35 |
(4) IPG/Stainless Steel/6000W-12000W
| Thickness | 6000W | 8000W | 10000W | 12000W | |
| Speed | Speed | Speed | Speed | ||
| Material | (mm) | (m/min) | (m/min) | (m/min) | (m/min) |
| 1 | 60-80 | 60-80 | 60-80 | 70-80 | |
| 2 | 30-35 | 36-40 | 39-42 | 42-50 | |
| 3 | 19-21 | 21-24 | 25-30 | 33-40 | |
| 4 | 12-15 | 15-17 | 20-22 | 25-28 | |
| 5 | 8.5-10 | 10-12.5 | 14-16 | 17-20 | |
| 6 | 5.0-5.8 | 7.5-8.5 | 11-13 | 13-16 | |
| 8 | 2.8-3.5 | 4.8-5.8 | 7.8-8.8 | 8-10 | |
| Stainless Steel (N2) | 10 | 1.8-2.5 | 3.2-3.8 | 5.6-7 | 6-8 |
| 12 | 1.2-1.5 | 2.2-2.9 | 3.5-3.9 | 4.5-5.4 | |
| 16 | 1.0-1.2 | 1.5-2.0 | 1.8-2.6 | 2.2-2.5 | |
| 20 | 0.6-0.8 | 0.95-1.1 | 1.5-1.9 | 1.4-6 | |
| 22 | 0.3-0.4 | 0.7-0.85 | 1.1-1.4 | 0.9-4 | |
| 25 | 0.15-0.2 | 0.4-0.5 | 0.45-0.65 | 0.7-1 | |
| 30 | 0.3-0.4 | 0.4-0.5 | 0.3-0.5 | ||
| 35 | 0.25-0.35 | ||||
| 40 | 0.2-0.25 |
(5)IPG/Aluminum/1000W-4000W

| Thickness | 1000W | 1500W | 2000W | 3000W | 4000W | |
| Speed | Speed | Speed | Speed | Speed | ||
| Material | (mm) | (m/min) | (m/min) | (m/min) | (m/min) | (m/min) |
| 1 | 10-13 | 14-18 | 20-28 | 30-40 | 40-55 | |
| 2 | 2.8-3.5 | 5.0-6.0 | 7-10 | 15-20 | 20-25 | |
| 3 | 2.0-2.6 | 4.5-6 | 8-10 | 13-15 | ||
| 4 | 1.4-1.6 | 2.5-3 | 5-6.5 | 7-9 | ||
| Aluminum (N2) | 5 | 1.3-1.6 | 2.8-3.5 | 5-7 | ||
| 6 | 0.6-1 | 2-2.5 | 3-3.5 | |||
| 8 | 0.2-0.3 | 0.8-1.3 | 1.3-1.8 | |||
| 10 | 0.5-0.65 | 0.8-1 | ||||
| 12 | 0.3-0.45 | 0.6-0.8 | ||||
| 14 | 0.25-0.4 |
(6)IPG/Aluminum/6000W-12000W
| Thickness | 6000W | 8000W | 10000W | 12000W | |
| Speed | Speed | Speed | Speed | ||
| Material | (mm) | (m/min) | (m/min) | (m/min) | (m/min) |
| 1 | 60-80 | 60-80 | 60-80 | 55-60 | |
| 2 | 28-35 | 38-43 | 39-42 | 35-40 | |
| 3 | 18-22 | 24-26 | 25-30 | 25-30 | |
| 4 | 10-14 | 15-17 | 20-22 | 20-25 | |
| 5 | 8-10 | 10-12 | 14-16 | 13-15 | |
| 6 | 4.5-6 | 6.7-7.5 | 10-13 | 10-12.0 | |
| Aluminum (N2) | 8 | 2.0-2.8 | 3.2-4 | 7.8-8.8 | 5-6.0 |
| 10 | 1.2-1.5 | 2.6-2.8 | 5.2-7 | 3.4-4 | |
| 12 | 0.7-0.95 | 1.7-2.0 | 3.5-3.9 | 2-2.8 | |
| 14 | 1.1-1.3 | 1.8-2.6 | 1.3-1.7 | ||
| 16 | 0.5-0.7 | 0.8-1.1 | 1.5-1.9 | 1.2-1.5 | |
| 20 | 0.3-0.35 | 0.65-0.8 | 1.1-1.4 | 0.8-1 | |
| 25 | 0.2-0.25 | 0.5-0.6 | 0.45-0.65 | 0.55-0.75 | |
| 30 | 0.4-0.5 | 0.4-0.5 | 0.3-0.45 | ||
| 35 | 0.25-0.35 | ||||
| 40 | 0.2-0.3 |
(7)IPG/Brass/1000W-4000W
| Thickness | 1000W | 1500W | 2000W | 3000W | 4000W | |
| Speed | Speed | Speed | Speed | Speed | ||
| Material | (mm) | (m/min) | (m/min) | (m/min) | (m/min) | (m/min) |
| 1 | 15-18 | 22-30 | 26-40 | |||
| 2 | 4.5-5.5 | 10-14 | 15-20 | |||
| 3 | 3.2-3.8 | 5-7 | 8-12 | |||
| Brass (N2) | 4 | 1.5-1.8 | 3-4 | 5-6.5 | ||
| 5 | 0.6-1 | 2-2.5 | 3-4 | |||
| 6 | 1.3-1.5 | 2.5-3 | ||||
| 8 | 0.5-0.8 | 1-1.5 | ||||
| 10 | 0.6-0.8 |
(8)IPG/Brass/6000W-12000W
| Thickness | 6000W | 8000W | 10000W | 12000W | |
| Speed | Speed | Speed | Speed | ||
| Material | (mm) | (m/min) | (m/min) | (m/min) | (m/min) |
| 1 | 40-50 | 50-60 | 50-60 | 60-70 | |
| 2 | 21-24 | 28-33 | 34-38 | 35-40 | |
| 3 | 14-16 | 16-18 | 20-23 | 28-32 | |
| 4 | 10-11 | 11-13 | 14-17 | 18-24 | |
| 5 | 7.0-8.0 | 8.5-9.2 | 10-13 | 13-16 | |
| Brass (N2) | 6 | 4.0-5.5 | 6.0-7.0 | 8.0-9.0 | 9-11 |
| 8 | 2.2-3.0 | 4.0-5.0 | 6.0-7.0 | 6-8 | |
| 10 | 1.3-1.6 | 2.2-2.8 | 3.0-3.8 | 4.5-5.5 | |
| 12 | 0.7-0.9 | 1.2-1.5 | 1.7-2.2 | 3.1-3.6 | |
| 15 | 0.5-0.6 | 0.7-0.9 | 1.4-1.8 | ||
| 18 | 1.2-1.5 | ||||
| 20 | 1-1.3 |
For detailed specifications and product comparisons, you can download our Brochures.
2. Analysis of Efficiency Definition
In laser cutting, “efficiency” isn’t just about cranking up the speed. Real production efficiency comes from finding the right balance—moving fast, but never at the expense of finished product quality.
There’s a pretty important difference between maximum speed and high-quality production speed. That difference can make or break your product’s value and your bottom line.
(1) Core Differences
1) Maximum Speed
Maximum speed means pushing the laser head as fast as it’ll go, just enough to slice through the material. At this pace, the only aim is to make a cut—quality takes a back seat.
Parts cut this way usually end up with rough, messy edges, dimensional problems, and a lot of slag. Most need extra finishing work, which takes time and money, or they might just get tossed out. In practice, running at max speed is more of a theoretical exercise than a real-world solution.
2) High-Quality Production Speed
High-quality production speed is what actually matters in manufacturing. It’s the fastest you can cut while still hitting all your quality targets.
You’re looking for that sweet spot where edges come out smooth, perpendicular, and free of slag. The heat-affected zone stays small, too. Parts cut at this speed are precise, look great, and are ready for assembly or delivery—no extra work needed. That’s how you keep production humming along efficiently.

(2) Standards for Measuring High Quality
Cutting quality isn't just a matter of taste; international standards actually set the rules. ISO 9013 lays out what counts for thermal cutting processes, including laser cutting.
These criteria are what really separate maximum speed from production speed:
1) Surface Roughness: This measures how smooth the cut edge feels. Production speed aims for lower values, giving you smoother surfaces.
2) Perpendicularity Tolerance: This checks if the cut surface stays perpendicular to the material’s top. If you cut too fast or too slow, molten material doesn't eject right, and you end up with angled cuts.
3) Dross Formation: Dross is the leftover molten metal that hardens on the bottom edge of a cut. Nobody likes dross—production speeds are set specifically to keep it from happening.
4) Heat-Affected Zone: This is the area where the laser’s heat changes the material’s structure around the cut. If you cut too slowly, heat builds up and the affected zone gets bigger, sometimes making the material brittle or too hard.

(3) The Balance Between Speed and Quality
Cutting speed is the most direct variable affecting quality; both excessive and insufficient will result in degraded cutting performance:
| Speed Setting | Specific Consequence | Reason / Detailed Description |
| Speed Too High | Failure to cut through | Insufficient laser energy exposure time; the material is not completely melted and blown away. |
| Pronounced striations | Molten metal is not blown away stably by the assist gas, forming rough, wavy striations on the edge. | |
| Increased dross | Especially at corners, dross is not effectively cleared in time due to the excessive speed. | |
| Speed Too Low | Over-melting | Excessive heat input causes the kerf to widen, edges to melt and collapse, and accuracy to decrease. |
| Widened Heat-Affected Zone (HAZ) | Material properties are altered by excessive heat, affecting the part's strength and toughness. | |
| Burnt edges | When cutting thin sheets or organic materials, a speed that is too slow will directly burn the edges. |
Manufacturers usually hand out specification sheets that show a range of recommended “production speeds.” They figure these numbers out after a lot of trial and error, looking for that sweet spot between quality and speed. The main factors they juggle? Laser power, assist gas pressure, and where exactly the focus lands. All these details come together to shape the best settings.
3. Indicators of Cutting Quality
(1) Laser Cutting Edge Smoothness
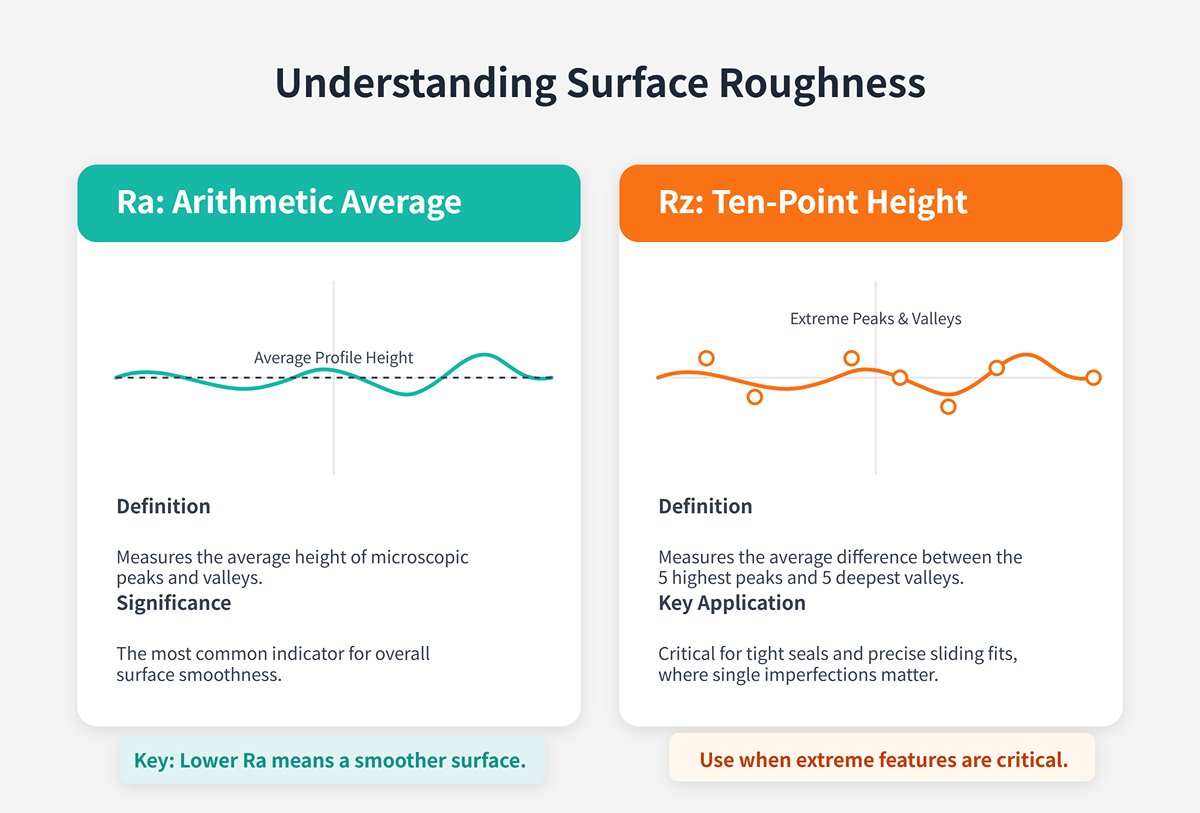
In industrial manufacturing, folks usually talk about surface roughness when they want to describe how smooth a laser-cut edge looks or feels. The main numbers tossed around are Ra and Rz.
1) Ra (Arithmetic Average Roughness): Ra is basically the average of all the tiny ups and downs from the centerline, measured over a set length. It's like adding up the heights of all those microscopic peaks and valleys, then dividing by how many you counted.
People use Ra a lot because it gives a solid sense of the surface's overall smoothness. Lower Ra? Smoother surface. Simple as that.
2) Rz (Ten-Point Height): Rz, on the other hand, zeroes in on the difference between the mean of the five tallest peaks and the mean of the five deepest valleys, all within that same sampling length.
Unlike Ra, Rz really picks up on those random, extreme bumps or dips. That's why engineers lean on Rz when they need tight seals or super-precise sliding fits—it's just more sensitive to the stuff that can mess those things up.
Measurement Methods:
People usually measure these roughness parameters with precision tools like profilometers and laser scanners. These devices use sensitive probes or optical sensors to scan the part’s surface, mapping its microscopic profile and calculating roughness values.
(2) Kerf Width
Kerf width is the part of material the laser beam removes during cutting—the actual width of the cut. It’s a key indicator of geometric accuracy and affects both the final dimensional precision of the part and how efficiently you use material.
Several process parameters together determine the width of the kerf:
| Influencing Factors | Effect on Kerf Width | Relationship Summary |
|---|---|---|
| Laser Beam Diameter | A finer focused beam can produce a narrower kerf, leading to higher cutting precision. | Positive Correlation (Larger beam diameter results in wider kerf) |
| Material Type and Thickness | Different materials (e.g., low melting point plastics) absorb laser energy and react differently, potentially forming wider kerfs. | Material Dependent |
| Laser Power and Cutting Speed | Higher power or slower speed increases heat input, causing more material to melt or vaporize, leading to a wider kerf. | Positive Correlation (Higher power/slower speed results in wider kerf) |
| Focus Position | Precise focus is required. Incorrect focusing disperses energy, causing a wider kerf and uneven edges. | Optimal Point (Deviation from the optimal focus position results in a wider kerf) |
| Assist Gas Pressure | Pressure is directly proportional to kerf width; higher pressure results in a wider kerf. | Positive Correlation |
| Distance Between Nozzle and Workpiece | Distance is inversely proportional to kerf width; reducing the distance results in a narrower kerf. | Negative Correlation (Smaller distance results in narrower kerf) |
(3) Heat-Affected Zone (HAZ)
The heat-affected zone, or HAZ, pops up in high-temperature processes like laser cutting. Here, the base material—usually metal—doesn't actually melt, but its microstructure and mechanical properties shift because of all that heating and cooling.
This altered region stretches from the cut edge into the material. Past a certain point, the heat doesn't affect the metal anymore.
People usually assess and measure the HAZ using a few main methods:
1) Microscopic Analysis: Most folks reach for this first. By slicing the cut piece and checking it under a scanning electron microscope (SEM) or metallurgical microscope, you can spot changes in the grain structure from the heat. That makes it pretty straightforward to measure how wide the HAZ is.
2) Transmission Electron Microscopy (TEM): If you need super high precision, TEM is the way to go. It picks up even tiny variations in grain size, which helps define the HAZ boundaries. There's one study I saw where they used TEM and found that nanosecond lasers created a HAZ about 40 microns wide in aluminum. Femtosecond lasers, on the other hand, left almost no visible HAZ.
3) Hardness Testing: The HAZ usually ends up with a different hardness than the untouched metal. By running a series of microhardness tests across the cut, you can spot where the readings change and mark the HAZ boundaries.
4) Finite Element Analysis (FEA): Computer simulations come in handy here. You can set up thermodynamic models to predict how far the HAZ will reach and what the temperature distribution looks like, depending on your cutting parameters.

(4) Troubleshooting Common Laser Cutting Defects
Below are several common laser cutting defects, along with their possible causes and solutions. For a more exhaustive guide, please see our dedicated article on Laser Cutting Machine Problems Troubleshooting.
| Defect | Possible Causes | Solutions |
|---|---|---|
| Slag/Spatter | Low power, high speed, insufficient assist gas pressure, damaged nozzle, or incorrect focus. | Increase power, reduce speed, raise gas pressure, replace nozzle, readjust focus. |
| Edge Burning/Overburn | Excessive power, slow speed, overheating material, incorrect focus setting. | Reduce power, increase speed, improve cooling, use pulse mode, optimize focus position. |
| Incomplete Cut | Insufficient power, excessive speed, incorrect focus position, dirty lens or nozzle. | Increase laser power, lower cutting speed, check and clean optical components, calibrate focus. |
| Rough/Striped Edges | Excessive cutting speed, improper gas pressure, poor beam mode, machine vibration. | Lower speed, optimize gas pressure, check laser condition, inspect machine mechanical stability. |
| Dimensional Deviation | Incorrect kerf compensation, incorrect focus, machine positioning accuracy issues. | Re-measure kerf and set compensation value, calibrate focus, inspect and calibrate machine axes. |
Ⅳ. IPG Technology Core
1. Core Technological Advantages
Humanized Output
Copy
As the global leader in the fiber laser market, IPG Photonics stands out for more than just its market share. What really sets them apart are their deep technological advantages—stuff that’s tough for competitors to copy. These aren’t just abstract strengths. They show up as real economic wins for manufacturers, making a big difference in equipment Total Cost of Ownership (TCO) and Return on Investment (ROI).
(1) Ultra-High Electro-Optical Conversion Efficiency
Electro-optical conversion efficiency basically measures how well a laser turns electrical energy into laser output. IPG’s fiber lasers have set the bar here. Their latest generation products usually reach over 50% electro-optical conversion efficiency. Other technologies—like CO2 lasers, disk lasers, or even other fiber laser brands—tend to land somewhere in the 30%–40% range.
Consider a 12kW laser cutting machine running at full capacity for 10 hours a day, 300 days a year.
IPG Laser (50% efficiency): Input power required = 12kW / 50% = 24kW.
Other lasers (35% efficiency): Input power required = 12kW / 35% ≈ 34.3kW.
Hourly power consumption difference: 34.3kW – 24kW = 10.3kW.
Annual electricity savings (assuming an industrial rate of 1.0 RMB/kWh): 10.3kW × 10 hours/day × 300 days/year × 1.0 RMB/kWh = 30,900 RMB.

Ultra-high electro-optical conversion efficiency stands out as one of the clearest benefits IPG brings to the table. It consistently cuts operating costs over the entire equipment lifecycle.
(2) Outstanding Beam Quality (BPP)
The beam parameter product (BPP) is a critical physical measure of laser beam quality. When the BPP drops, beam quality goes up—energy gets more concentrated, the focus spot shrinks, and the divergence angle tightens.
IPG uses advanced pumping tech and clever fiber design to hit industry-leading BPP numbers. It's not just a spec on paper; this beam quality really matters in practice.
Here's where it shines:
1) Higher Power Density for Precision Cutting
With the same laser power, a smaller BPP means you can focus the beam onto a tinier spot. That ramps up the power density in a big way.
This is crucial for precision cutting. You get narrower kerfs, smaller heat-affected zones (HAZ), and sharper corners. Suddenly, processing tiny features and intricate shapes becomes doable—think medical devices, consumer electronics, and the kind of precision parts you see in high-end instruments.
2) Enhanced Thick Plate Penetration and Cutting Speed
When you're working with medium or thick plates, high power density melts and vaporizes the metal faster. Piercing and cutting speeds jump up.
Good beam quality keeps the energy locked in, even when slicing through thick stuff. You end up with cleaner, more vertical cuts and less slag hanging around.
That means less time spent on secondary work like grinding or deburring. Production efficiency climbs, and yield goes up.
If you're a manufacturer counting on laser cutting, even a 15%–20% speed boost makes a difference. Faster cutting means more orders out the door, and that translates to higher output and profits. Plus, better yield and less rework help drive down the cost per product.

2. Product Portfolio Overview
IPG has a pretty broad lineup of industrial continuous-wave (CW) fiber lasers for cutting. Most of their main offerings fall into the YLS and YLR series.
(1) YLR Series (Rack-Mount)
These are compact, rack-mounted units. You can get them air- or water-cooled. They usually provide up to 8 kW multimode power, or up to 3 kW single-mode.
Because they're small, and you can choose air-cooled models up to 1.5 kW, they're easy to fit into smaller machine tools or even robotic setups. Not bad if space is tight or you want flexibility.
(2) YLS Series (Cabinet-Based)
These cabinet-based systems are built for higher power and tough industrial environments. The YLS series offers multimode power from 1 kW all the way up to over 120 kW.
Single-mode power goes up to 10 kW. You'll see these lasers at the heart of most high-power and UHP flatbed cutting machines.
(3) YLS-ECO Series
This is a dedicated part of the YLS family. The YLS-ECO series uses high-efficiency tech, delivering 4 kW to 30 kW of power.
Conversion efficiencies go beyond 50%, which is honestly impressive.

These laser sources offer a level of flexibility you just don’t see everywhere. You can tweak the beam profiles—like dialing in adjustable mode beams for cleaner, spatter-free welding.
They also come with flexible delivery options, making integration into your setup pretty painless. Time and energy sharing features let you get the most out of one laser by spreading its use across several workstations.
With all that power, reliability, and versatility packed in, it’s no wonder IPG lasers have become the go-to for fast, high-quality laser cutting.
Ⅴ. Operational and Economic Considerations
1. Cost Model Components
A comprehensive laser cutting cost model really needs to cover a few core pieces:
(1) Electricity Costs
Electricity costs go beyond just powering the laser itself. You have to factor in everything—chillers, control units, dust collectors, and air compressors if you’re running air cutting. Sure, high-power machines pull more peak power, but with better efficiency and faster processing, you might finish more jobs in the same amount of time. That can actually bring down the average electricity cost per part.
(2) Assist Gas Costs
Assist gas is a big variable cost, and what you pick matters for both quality and efficiency.
1) Nitrogen
People mostly use nitrogen for “melt cutting” on stainless steel, aluminum alloys, and copper. High-pressure nitrogen blows away molten metal, leaving bright, oxide-free edges that usually don’t need any extra work. The catch? You’ll need super pure nitrogen (over 99.99%), high pressure (sometimes up to 20–25 bar for thick plates), and you’ll go through a lot of it. If you’re a high-volume shop, it’s honestly worth considering your own on-site nitrogen generation system in the long run.
2) Oxygen
Oxygen is the go-to for “oxidation flame cutting” on carbon steel. It reacts with hot metal, which helps the laser cut thick plates quickly, even at lower pressures (usually under 10 bar) and with less gas. The tradeoff is that you end up with a thin oxide layer on the cut edge.
3) Air
Air is hands-down the cheapest option. It’s fine for thin sheets like mild steel or galvanized when you don’t need perfect edge quality. Most of the cost here comes from running and maintaining the compressor, dryer, and filters. One thing to watch out for—if your air isn’t clean, you can end up damaging your protective and focusing lenses, and that gets expensive fast.

(3) Consumables
Mainly, we're talking about nozzles and protective windows here. The nozzle's condition has a direct impact on gas flow stability and cut quality.
The protective window shields those pricey focusing optics from splatter. How often you need to replace these parts depends on the type of material, its thickness, and how you actually run the machine.
(4) Labor Costs
This covers operator wages, programming the equipment, loading and unloading materials, sorting parts, and regular maintenance time. If you use automated loading and unloading systems or smart nesting software, you can really cut down on labor expenses.
(5) Depreciation
Depreciation spreads out the initial investment—including delivery, installation, and training—over the equipment’s expected lifespan. It’s important to get this right if you want to know the real per-part cost and avoid those sneaky “illusory profits.”
2. Key Cost Metrics
There are two main indicators to keep in mind when you’re looking at cost efficiency:
(1) Per-Meter Cutting Cost
You get this by dividing the total hourly cost by how many meters you cut each hour. It’s handy for checking straight-line cutting efficiency or comparing different machines under similar conditions.
(2) Per-Part Processing Cost
This one’s more practical. It factors in not just the actual cutting time, but also piercing, idle moves, gas times before and after, and how complex the part is. If you’re dealing with jobs that have lots of small contours and frequent piercing, per-part processing cost gives you a much clearer sense of efficiency and profitability.
You can lower this cost by optimizing nesting, using common-edge cutting, or adding micro-joints—those tweaks really make a difference.
3. ROI Assessment Framework
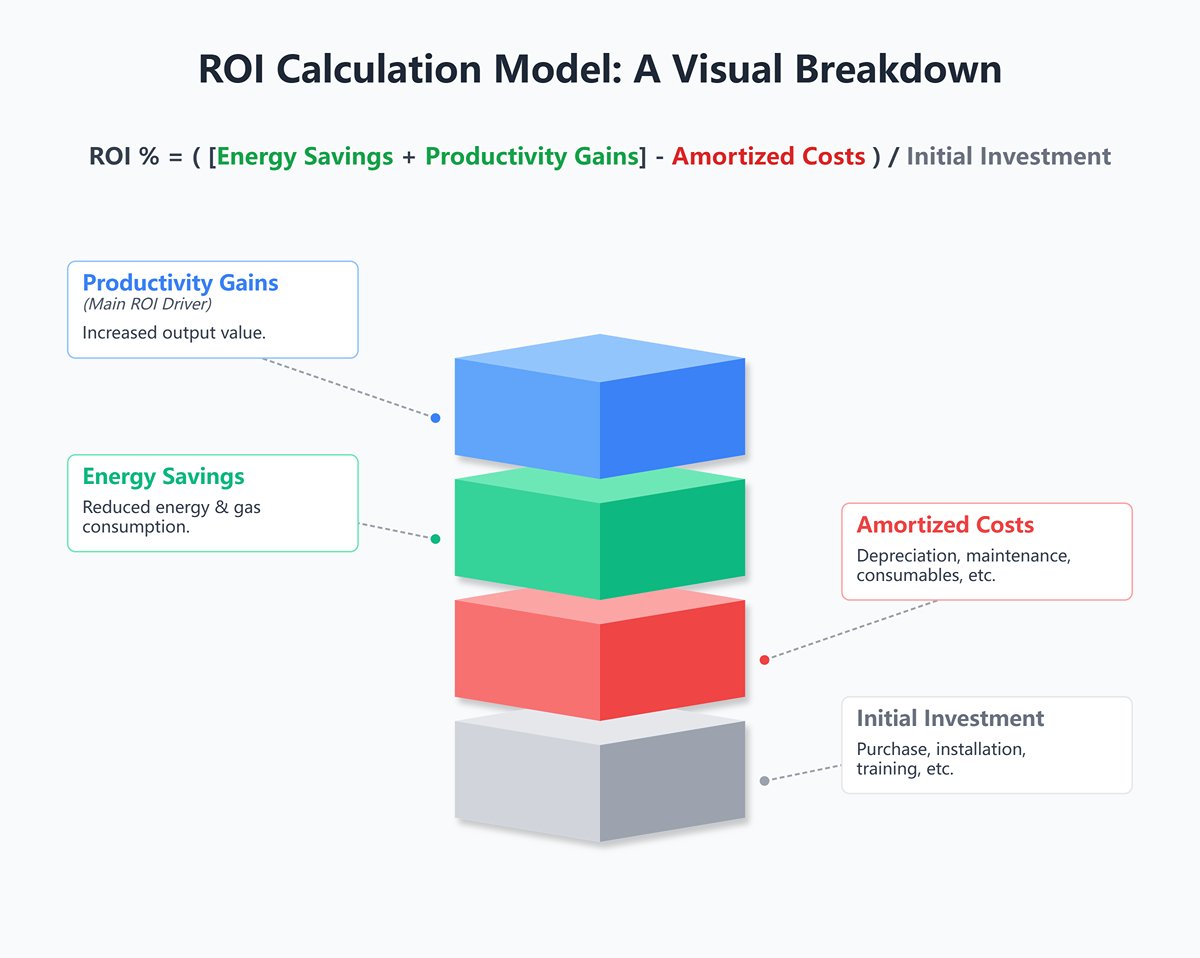
(1) ROI Calculation Model
ROI = ([Annual Energy Savings + Annual Productivity Gains] – Annual Amortized Costs) / Initial Investment × 100%
A practical ROI model should quantify a few key things:
1) Annual Energy Savings: For equipment upgrades, compare the energy and gas consumption of new systems to the old ones.
2) Annual Productivity Gains: This is usually the main driver of ROI. Calculate it as (New hourly output – Old hourly output) × hourly rate × annual operating hours.
3) Annual Amortized Costs: Factor in yearly depreciation, maintenance contracts, estimated consumables, and gas expenses.
4) Initial Investment: Add up the equipment purchase, taxes, shipping, installation, infrastructure, and initial training.
(2) Power Upgrade Recommendations
When considering laser cutter upgrades, here’s what usually applies:
1) For manufacturers with low-power systems (1kW–2kW)
These systems work well for thin sheet jobs under 3mm. Stick to optimizing for quality and speed in this range.
But if your workload starts moving into 3mm–8mm materials or you’re feeling the pinch on throughput, it’s probably time to look at a 3kW–4kW upgrade. That investment tends to pay off with more versatility and faster production.
2) For manufacturers with mid-power systems (3kW–6kW)
A 6kW laser handles a wide variety of tasks. Deciding to jump to 10kW+ really depends on your shop’s workload.
If you’re regularly cutting 6mm–20mm steel or aluminum, a 12kW system can deliver rapid ROI. You’ll see higher throughput and lower per-part costs.
3) For high-volume and thick plate fabricators
If your shop processes lots of thick materials, especially over 10mm, you can’t really call 10kW, 12kW, or higher-powered lasers “luxuries” anymore. They’re essential for staying competitive.
You’ll cut per-part costs dramatically and might even challenge high-precision plasma cutting. Productivity jumps like this open the door for business growth, shorter lead times, and better profitability.
4. Total Lifecycle Value
Don’t just look at short-term ROI. Consider the total value your investment brings over the equipment’s whole lifespan—usually 7–10 years. That’s your Total Cost of Ownership (TCO).
(1) Investment vs. Operating Costs
The sticker price is only part of the story. If you buy a cheap machine with poor conversion efficiency or unreliable components (think laser or cutting head), you’ll probably face high electricity bills, more breakdowns, and plenty of downtime.
On the other hand, spending more upfront on a solid, reliable system with robust parts will save you money in the long run. You’ll use less energy, need maintenance less often, and go through consumables more slowly. In the end, your TCO will be lower.

(2) Quantifying Value Creation
The other side of lifecycle value is total benefit. You should look at several key areas to really see where the value comes from:
1) Increased Output
Higher cutting speed, faster piercing, and smarter controls can ramp up your sales revenue. It’s not just theory—you’ll see the difference.
2) Reduced Scrap Rate
If your equipment’s high-precision and stable, you get consistent cut quality. That means way fewer part rejections and a lot less wasted material from dimensional errors or bad edges.
3) Minimized Downtime Losses
Downtime is where things get rough. Every unplanned stoppage brings late deliveries, lost capacity, idle workers, and sometimes even unhappy customers.
Brands with strong technical support and quick spare parts response keep your uptime high. Sometimes, that kind of reliability is worth more than any price tag.

Ⅵ. Optimal Power Solutions
1. Precisely Define Your Requirements
This is the cornerstone of the entire decision-making process—yet it’s also the stage most vulnerable to being eroded by vague phrases like “about” or “maybe.” You need to think like a crime scene investigator, using hard data to capture the precise “DNA” of your business operations. We strongly recommend creating a “Production Requirements Matrix” as shown below:
| Processing Requirement | Material Type | Thickness Range (mm) | Share of Business (%) | Quality Requirement |
|---|---|---|---|---|
| Primary Business (80%) | Carbon Steel (Q235) | 6-12 | 70% | Standard cut edge, secondary finishing acceptable |
| Secondary Business (20%) | Stainless Steel (304) | 1-3 | 20% | Oxide-free, smooth edge, weld-ready |
| Opportunistic Business (<5%) | Aluminum Sheet (5052) | 1-4 | 10% | No dross hang |
From this table, you can immediately extract several indisputable strategic insights:
(1) Core Profit Zone
The lifeline of your enterprise lies in processing 6–12 mm carbon steel. This means your chosen power level must deliver the highest cutting speed at the lowest per‑unit cost within this thickness range, rather than focusing on rarely encountered 20 mm+ plates.
(2) Non‑Negotiable Quality Requirements
Your secondary stainless steel work requires oxide‑free cutting—making high‑pressure nitrogen cutting indispensable. The associated nitrogen costs and necessary equipment support (high‑pressure pipelines, storage tanks) must be factored into your budget.
(3) Quantified Production Targets
Translate business share into concrete monthly production goals—for example, “produce 100 tons of 6–12 mm carbon steel per month, meeting both quality and quantity targets.” This quantifiable goal directly defines the minimum effective cutting speed you’ll need, which in turn helps pinpoint the appropriate power range.
Many decision‑makers let those “once‑or‑twice‑a‑year” extreme thick‑plate orders cloud their judgment, leading them to choose far more power than they realistically require.
The smart approach is to strictly apply the 80/20 rule—devoting over 80% of your capital and attention to flawlessly serving the business segment that yields over 80% of your profits. Deal with infrequent, non‑core extreme demands through outsourcing or other cost‑efficient means. That’s sound business strategy.
2. ROI and TCO Analysis
With a clear requirement profile, you can perform a surgical‑level financial analysis on different power options. You must wear both your “investor” and “accountant” hats—focusing on both “how much it will earn” (ROI) and “how much it will cost” (TCO).
(1) Return on Investment (ROI)
The essence of ROI is quantifying the additional profit a new machine will generate—hard numbers that can persuade both you and your board.
ROI (%) = [(Annual Additional Revenue/Savings − Annual Operating Costs) / Total Initial Investment] × 100%
1) Total initial investment: This is far more than the machine’s price tag. It should include transport, installation, infrastructure work (power supply, foundations, ventilation), initial operator training, and any one‑off costs for gas supply systems.
2) Annual additional revenue/savings: Efficiency gains—how many more meters per hour can the new machine cut compared to the old one or outsourcing? How many more parts can it produce? That translates into higher sales and stronger delivery capacity. Labor savings—can higher automation allow one operator to manage two machines? Can it eliminate manual grinding, deburring, and other secondary finishing? Material savings—can better nesting software and narrower kerf widths improve material utilization by 5–15%, turning into significant hidden profit?
3) Annual operating costs: This is central to TCO analysis, as discussed below.
(2) Total Cost of Ownership (TCO) Assessment
TCO reveals the real cost of ownership for the machine over its full life cycle (typically 5–7 years). It’s your financial firewall against the trap of “affordable to buy, unaffordable to run.”
TCO = Total Initial Investment + Σ (Annual Operating Costs + Annual Maintenance Costs)
| Cost Item | Specific Details and "Hidden" Costs |
|---|---|
| Electricity Costs | Factor in not only the laser itself but also auxiliary equipment like chillers, air compressors, and dust extractors, which can sometimes consume more power than the laser. |
| Gas Costs | Oxygen, nitrogen, or air consumption. For in‑house compressors or nitrogen generators, include electricity and maintenance expenses. |
| Consumables Costs | Protective lenses, nozzles, and ceramic rings are the three main consumables. Frequent piercing, cutting of highly reflective materials, or using impure air can greatly accelerate protective lens wear. |
| Maintenance & Repairs | Will you purchase an annual service contract? Without one, what are the labor and travel costs for a single on‑site repair? How long is the warranty on core components like the laser source? |
A major yet often overlooked factor in TCO is your local industrial electricity price fluctuations between peak and off‑peak hours. By scheduling power‑hungry thick‑plate cutting during lower‑rate nighttime hours, the annual savings could be substantial—potentially enough to cover part of an operator’s salary.
3. Future Planning
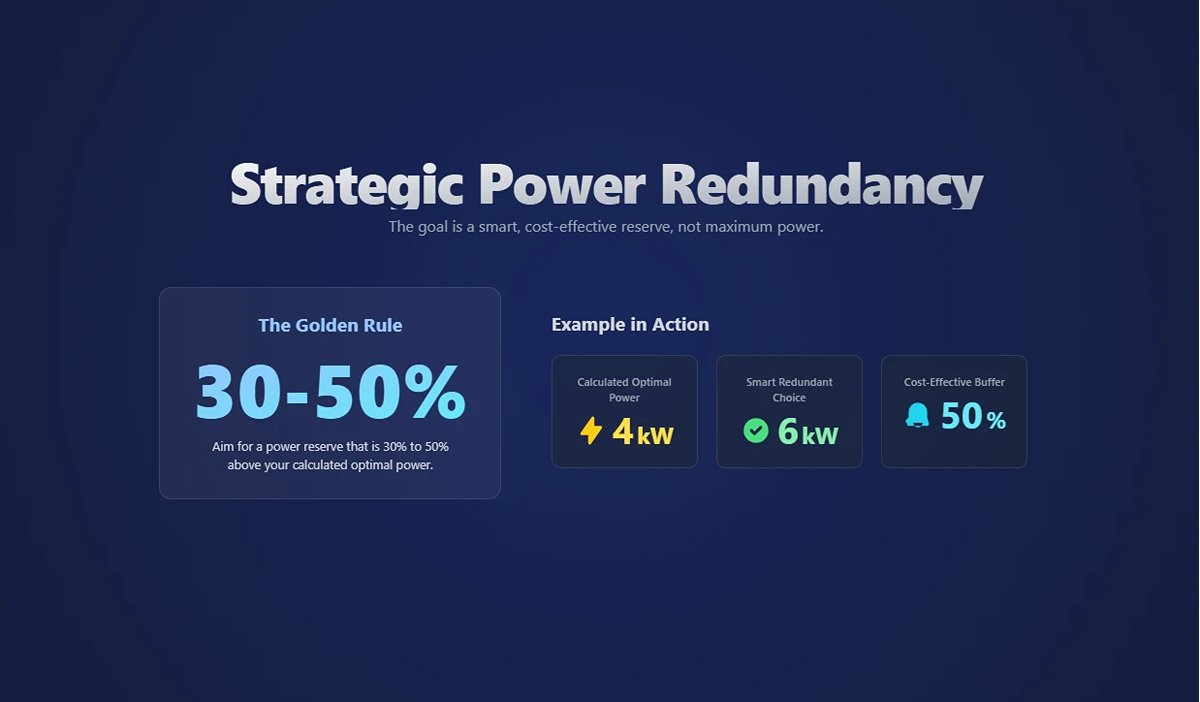
When choosing power, don’t just look at your current needs—leave a “fast lane” for the next 3–5 years of growth. This is the principle of “power redundancy” or “strategic reserve.”
(1) Preparing for Business Expansion
If you anticipate taking on thicker plate orders or expect rising customer demands for faster delivery, choosing a power class one step above your current need (e.g., if you mostly use 3 kW, consider 4–6 kW) can buy you valuable reaction time and a competitive edge.
(2) Unlocking New Processes
Many advanced cutting techniques we’ve discussed earlier (such as bright‑surface carbon steel cutting) have minimum power thresholds. Owning a higher‑power machine means you might later unlock these high‑value processes via software or process upgrades—without another costly hardware investment.
(3) Offsetting Performance Degradation
All industrial equipment naturally loses performance over time. Power redundancy ensures that even after years of use, the machine can still comfortably meet your core production needs, extending its effective service life.
“Power redundancy” doesn’t mean chasing maximum power blindly. A sensible reserve range is typically 30–50% above the calculated optimal power for your current 80% core business. For example, if careful analysis shows 4 kW to be your “optimal economic power,” then a 6 kW system would be a forward‑thinking yet cost‑effective strategic choice.
4. Decision Pitfalls: How to Identify and Avoid Three Common Mistakes
At the final decision stage, staying clear‑headed and steering clear of these three common cognitive traps is crucial.
(1) Mistake One: “More Power Is Always Better”
This is the most widespread—and most expensive—misconception. Believing that “buying a 12 kW machine lets you handle everything” often leads to a double blow: lower efficiency and higher costs.
1) Efficiency Loss: High-power laser systems—featuring components like large fiber cores and specialized collimating lenses—are engineered for thick-plate cutting. When used for thin sheets, mismatched beam quality can actually reduce both cutting speed and edge quality compared to a mid- or low-power unit designed specifically for thin materials.
2) Resource Waste: Even if a 12kW system operates at just 30% power when cutting thin plates, its baseline energy draw (from chillers, power supplies, etc.) remains significantly higher than that of a 3kW machine running at full load. It’s like driving a heavy-duty truck to deliver a single takeaway order—highly inefficient and costly.
(2) Misconception Two: "Focusing Only on Maximum Thickness"
Sales teams often spotlight the maximum cutting thickness as their primary selling point. But savvy buyers know the real consideration is how fast and cost-effectively the machine performs at your most frequently processed material thicknesses.
1) Focus on “Economic Cruising Speed”: Ask the manufacturer for a detailed cutting parameter sheet tailored to your core material thickness range—complete with speed, gas pressure, and cost-per-unit-length figures for different gases. This data is far more valuable than knowing a machine can barely push through 50mm plate.
2) Analyze Cost Structures: While high-power machines excel in speed when cutting thick plate, their gas consumption can skyrocket. Identify the power-speed setting that delivers the lowest overall cost per unit length—this is your true “economic cutting speed.”

(3) Misconception Three: "Underestimating Soft Strengths"
A laser cutter is a capital-intensive asset requiring long-term support. As hardware specs become increasingly uniform, it’s often the supplier’s "soft strengths" that determine whether your investment pays off or turns into a liability.
1) After-Sales Response Time: If your machine fails during peak production, can your supplier provide a phone response within 4 hours and have an engineer onsite within 24? The cost of delayed orders and lost customers from prolonged downtime can easily outweigh any discount negotiated upfront.
2) Depth of Operator Training: High-quality training can turn operators into process-optimization experts, unlocking the full potential of your equipment. Poor training, on the other hand, leaves costly machinery running indefinitely in its least efficient “plug-and-play” mode.
3) Reliability of Spare Parts Supply: When you urgently need a protective lens or nozzle, can the supplier ship from a local warehouse immediately? Waiting weeks for international delivery can derail production schedules and jeopardize client commitments.
When evaluating a supplier’s soft strengths, one of the most effective strategies is to ask for contact details of existing customers in your industry who have been using similar equipment for over a year.
Speak candidly with these experienced users. You’ll gain first-hand insights—more reliable than any sales pitch—on machine stability, service quality, and true operating costs.
Ⅵ. Conclusion
Laser cutting technology—especially fiber laser cutting—has really become a cornerstone in the metalworking world. It's prized for its high precision, efficiency, and versatility.
Fiber lasers work in a way that's both fascinating and practical. Their core components come together to deliver impressive results.
IPG lasers, for instance, stand out for their speed and reliable performance. If you're thinking about which machine to use, it's worth paying attention to power levels and how you can tweak things for better cutting efficiency. These insights not only deepen our understanding of fiber laser cutting fundamentals but also serve as a guide for operational optimization and improvement for any modern laser cutting machine.
When you tweak equipment setups and rethink how you run things, you can really amp up cutting efficiency. That means you'll probably see lower production costs, and your machines might even last longer. Sensible selection of laser power, adjustment of cutting parameters, and choosing the right equipment, such as a single table fiber laser cutting machine, can further enhance processing quality and maximize the ability to meet diverse material and thickness requirements.
We hope this content gives practitioners and technical folks some real, useful references. Maybe it'll help boost productivity and lead to better processing quality in actual, day-to-day work. If you're ready to take the next step or have specific questions about your unique challenges, we encourage you to contact us.
















