I. Introduction
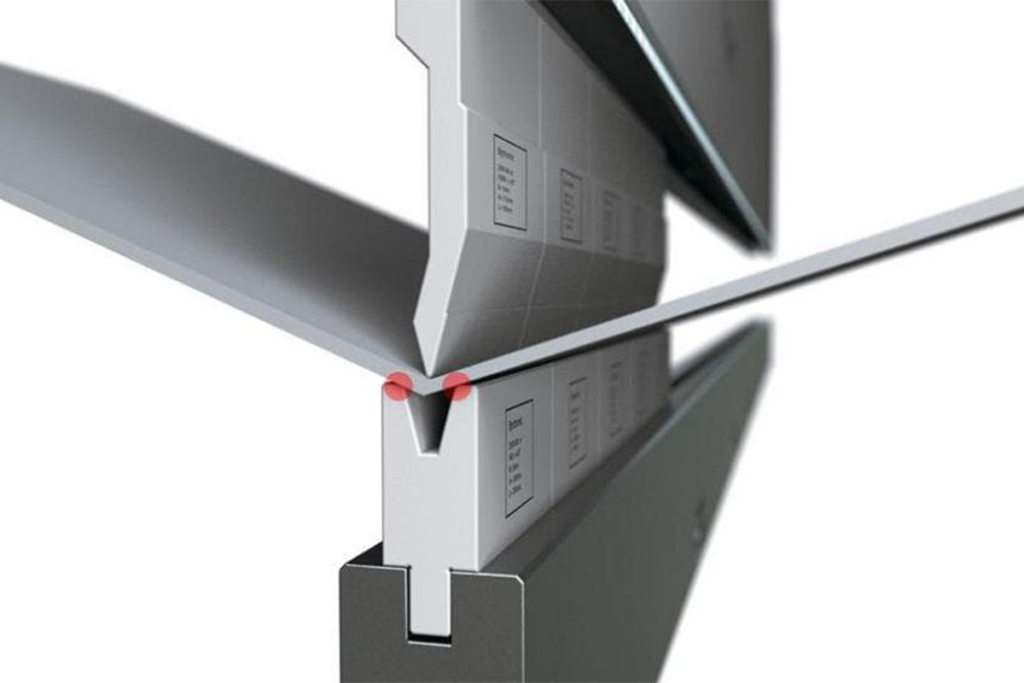
Press brake bending is a paramount process technology in the metal forming industry. The pressure between the punch and die can make the metal sheet bend and deform precisely. This makes the products widely applied in manufacturing industries.
Compared with manual bending, press brake bending features high efficiency, low cost, etc., and plays a pivotal role in metal manufacturing companies. There are commonly three sheet metal bending methods, air bending, bottoming and coining.
Among these bending methods, press brake coining is the most popular one, because it can offer precise and consistent bending results. The metal can be bent to the angle fitting the punch and bottom of the die precisely through high tonnage. Thus ensures the anticipated bending results.
II. Press Brake Fundamentals: Types of Press Brake Bending
The bending technique has been developed for hundreds of years in metal fabrication, with the advancement of technology, there are many bending methods for option. These methods are varied from each other, and here are the three types of bending:
1. Air Bending
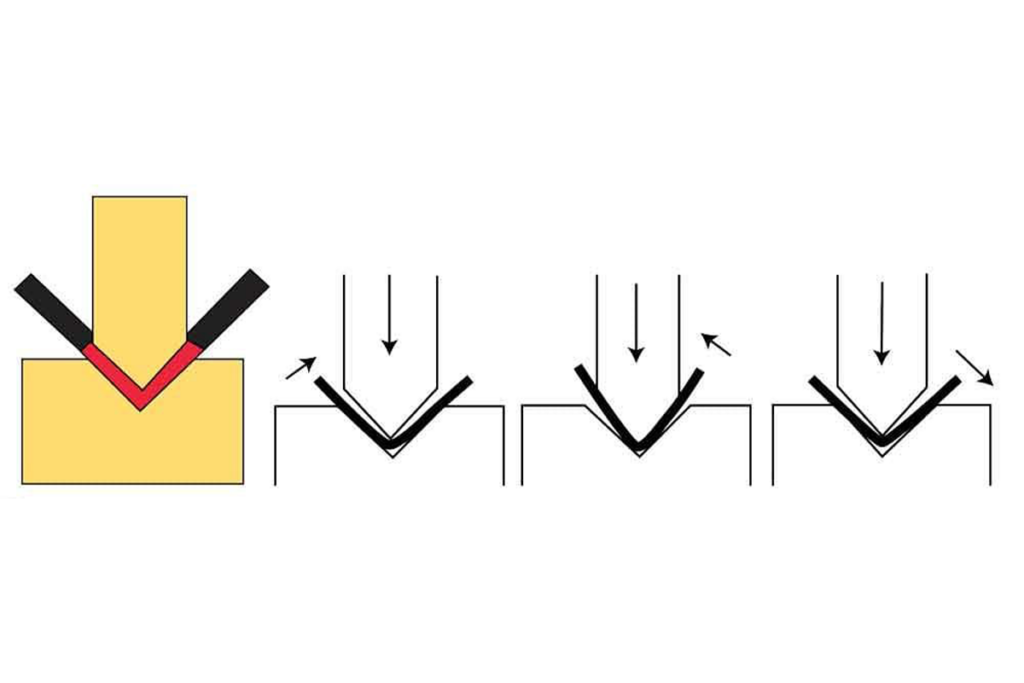
Air bending is a bending method for minimum contact square between the metal and tools. The factor that determines the bend angle is how far the punch descends into the die. It uses the leverage principle and only requires a few rod forces to achieve 90-degree bending because it utilizes a smaller pushing force compared with coining.
Air bending relies upon three-point bending: punch tip and both sides of the dies. This method is suitable for small-medium mass production. And here are the main characteristics of the air bending:
- Few contact: in the process of air bending, the contact square between the die and metal is small, which is beneficial to reduce the damage and abrasiveness of the metal surface.
- Punch descending: the bending angle is determined by the depth at which the punch descends into the die, which makes it easy to adjust the angle.
- Relative low tonnage: compared with coining, the tonnage force required by air bending is much less, which is beneficial to prolong the lifespan of the punch and die.
For engineers seeking deeper insights into how air bending achieves superior precision and versatility, we recommend exploring Air Bending: Precision Sheet Metal, which provides advanced guidance on optimizing bending angles and minimizing material stress.
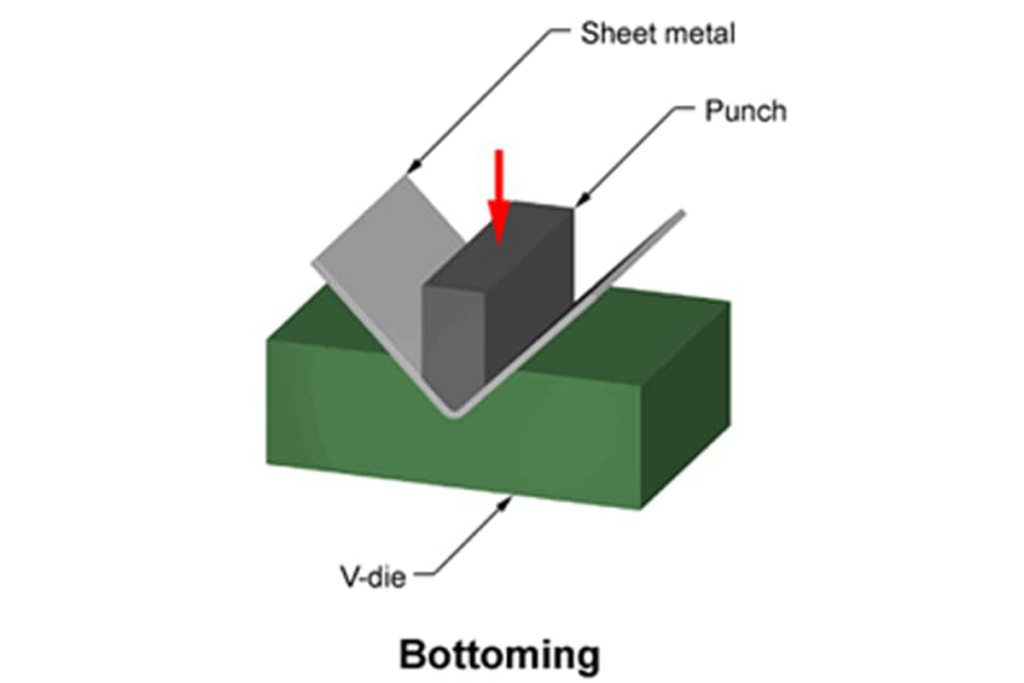
2. Bottom Bending
In bottom bending, the metal sheet is much closer in contact with the dies. However, unlike the coining, the metal sheet is not exactly the same as the shape of the die in bottom bending. This method needs more tonnage than air bending, but less than coining. That is to say, bottom bending is a middle method for combining air bending and coining.
Here are the main characteristics of bottom bending:
- Not exactly fit the angle: the metal material will not be bent at the same angle as the dies in bottom bending. Instead, it reserves its original shape to some extent.
- Low tonnage: the bottom bending requires a relatively low tonnage force, which is beneficial to reduce the abrasive of equipment and maintenance costs.
- Widespread range: the bottom bending is suitable for metal materials with various types and thicknesses, which makes it the common bending method.
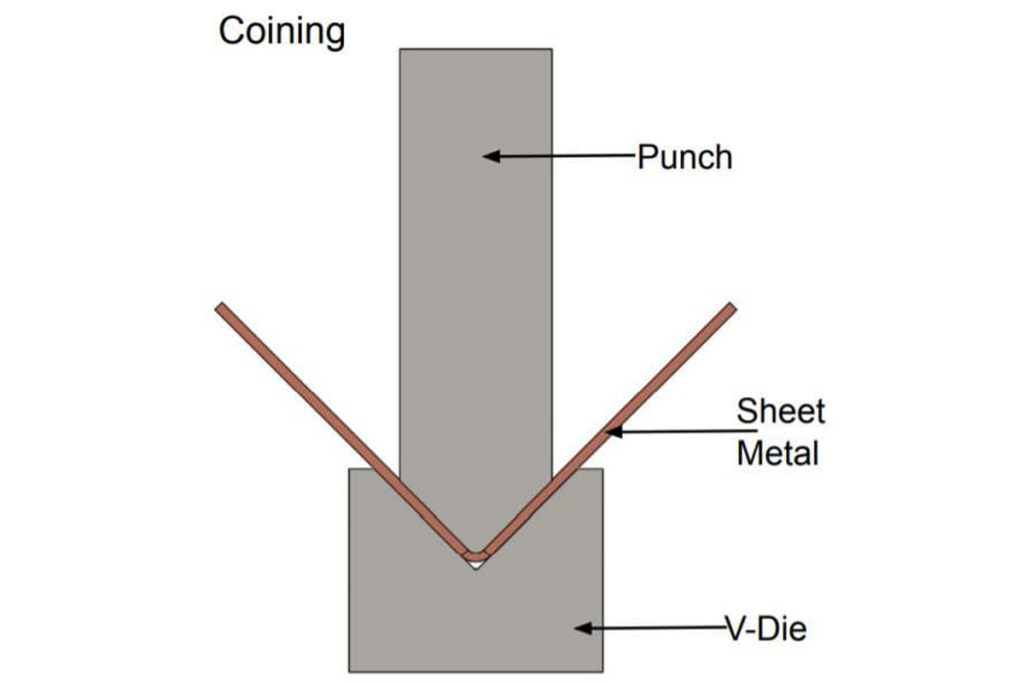
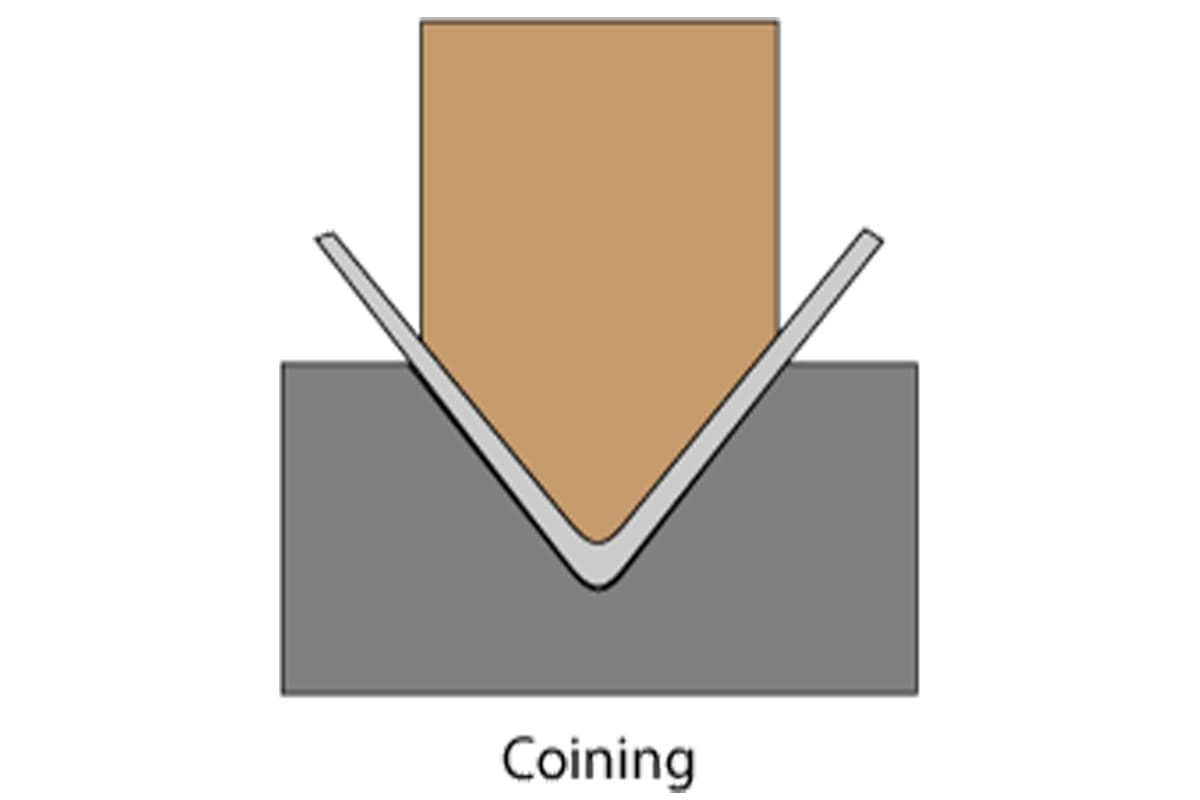
3. Coining
Coining uses high tonnage to make the metal sheets utterly match the shape of the punch and dies. The main advantage of coining is it can offer a totally precise bending angle. However, it requires more higher power press brake and precise tool design. Owing to the big power it requires, the metal could be thinner and damaged during the bending process.
And here are the characteristics of coining:
- High tonnage: the coining needs high tonnage force to ensure the metal material totally matches the shape of the punch and die.
- High precision: due to the metal utterly matching the geometry shape, coining is usually applied to uses that require precise bending angles. The process reduces springback, resulting in more consistent and reliable bends.
- Metal becomes thinner: because of high tonnage, the coining can lead to the metal material thinning, which should be taken into consideration.
III. Deep Dive into Press Brake Coining
1. Historical Context
The word “coining” dates back to ancient coining technology. In ancient, the metal sheet was placed into the die and could be pressed into the geometry shape of the coin through high pressure and precise die shape. This method ensures that each coin’s shape and size is very precise. As time passes by, this technology is used in other metal manufacturing industries, especially metal sheet bending.
2. The Art of Force
Coining is not simply “bending”—it is the forced reorganization of the metal’s microscopic structure. Rather than negotiating with the material, Coining delivers an uncompromising, final geometric command through sheer force.
(1) Physics Snapshot: Why Coining Requires 5–10 Times the Force of Air Bending
Air bending mainly applies enough pressure to overcome the material’s flexural strength and push it to its yield point. Coining goes far beyond this—it requires immense force to surpass the material’s compressive strength. Under such pressure, the metal behaves less like a solid and more like a high-viscosity fluid. On a microscopic level, the crystal lattice undergoes massive dislocation and slip, flowing to fill every micron-sized gap between punch and die. At the atomic scale, it’s akin to “ironing out” every irregularity and eliminating internal stresses.
(2) Material Deformation Mechanism: From Elastic Deformation to Full Plastic Flow
As the punch contacts the workpiece, the first stage is elastic deformation—if the force is released now, the material returns to its original shape. As pressure increases, the yield point is passed and plastic deformation begins. Coining pushes this to its extreme: plastic flow. The punch tip not only compresses the inner bend, stretches the outer bend, but also crushes and thins the entire bend region’s thickness.
(3) Key Impact Zone: Penetrating and Reshaping the Neutral Axis
This is Coining’s fundamental distinction from all other bending processes. In conventional bending, there exists a theoretical layer inside the sheet—known as the neutral axis—that experiences neither tension nor compression. It’s the main source of springback. Coining’s punch tip physically penetrates and compresses this axis with massive force, destroying the stress balance and virtually eliminating residual stress responsible for springback. In essence, Coining doesn’t “manage” springback—it eradicates its physical origin, wiping out the material’s elastic memory and imprinting only the shape of the die.

3. Core Parameter Breakdown: Three Variables That Determine Success or Failure
Success in Coining is not about brute force without control—it’s about precise coordination between three key variables: tonnage, dwell time, and bending speed.
(1) Tonnage Calculation: Formula, Rules of Thumb, and Safety Margins
Accurate force is the foundation of Coining. While exact calculation may involve complex finite element analysis, in practice engineers often use an empirically derived air bending baseline: calculate the tonnage required for the material and thickness in a given V-die, then multiply by a factor of 5 to 10. For mild steel, this factor is typically 5–8; for stainless steel, it can reach 8–10 or higher. Practical Rule: Never start at the theoretical maximum. Begin with a lower factor (around 5×), test, and increase incrementally until the internal bend radius is fully formed and the angle spot-on. Always leave at least 20% headroom on the press capacity to avoid running at maximum load for extended periods.
(2) Dwell Time: “Locking In” the Shape to Achieve Zero Springback
Once maximum tonnage is reached, dwell time—the period the ram holds stationary—becomes an “invisible” but critical parameter in Coining. It’s like maintaining pressure on setting concrete to ensure stability.
Mechanism: This pause allows metal grain creep and stress relaxation, making plastic deformation more complete and stable. For ultra-precision targets (±0.1°), maintaining dwell for 1–3 seconds can lock angles firmly in place, preventing infinitesimal residual springback.
(3) Bending Speed: Balancing Material Flow with Efficiency to Prevent Cracks
Speed in Coining is a double-edged sword. Excessive speed sharply raises strain rate, leaving the material no time to adapt through plastic flow—especially on the bend’s outer side—resulting in microcracks or outright fracture.
Best Practice: Coining should be much slower than air bending, particularly from punch contact to full tonnage. Controlled speeds (around 5–10 mm/s) help metals flow smoothly and yield superior finish—critical for materials like stainless steel or aluminum alloys that are sensitive to strain rate.
4. Full-Spectrum Influences: From Equipment to Material Across the Process Chain
Perfect Coining results from a finely tuned system where press, tooling, and material all work in harmony. Weakness in any link becomes the process’s Achilles’ heel.
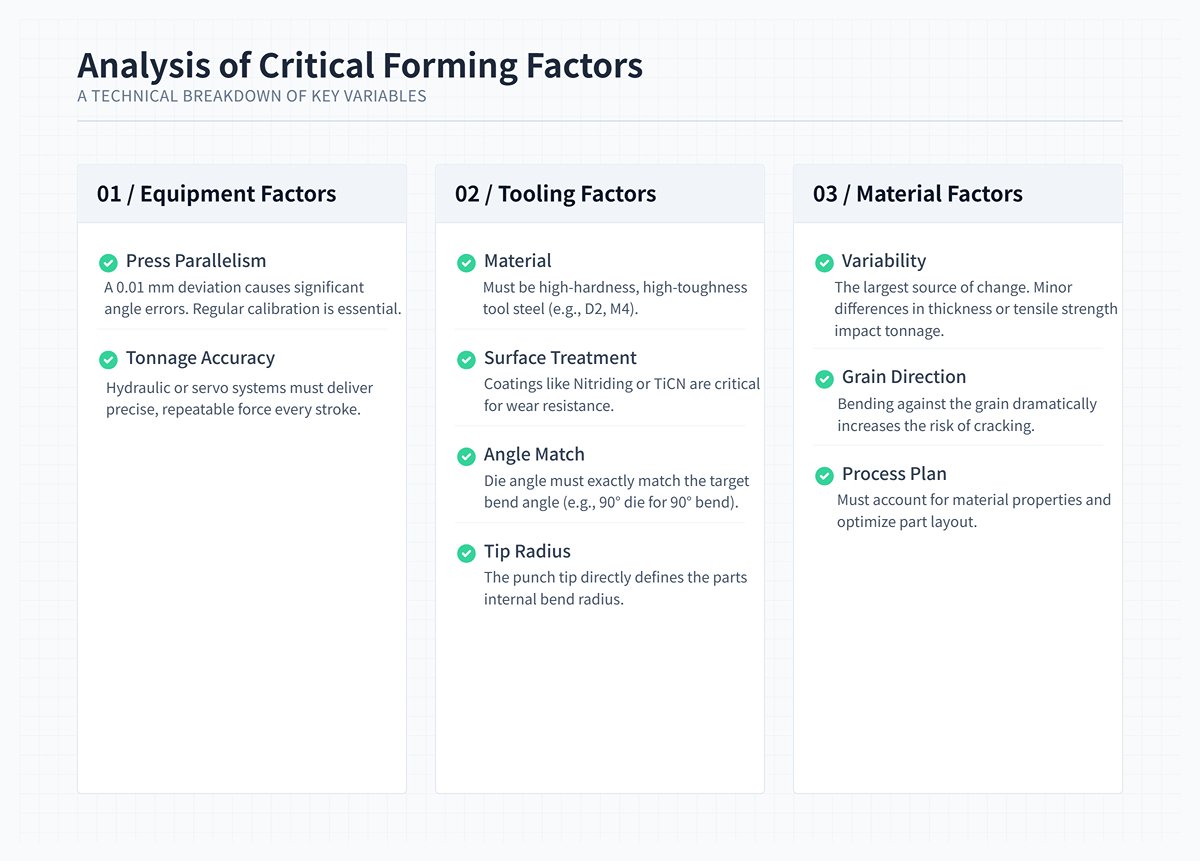
(1) Equipment Factors: Press Parallelism, Tonnage Accuracy, Hydraulic Stability
Immense pressure magnifies every machine flaw. Even a 0.01 mm deviation in parallelism between ram and bed will translate into noticeable angle error under hundreds of tons. Routine inspection and calibration of parallelism is a prerequisite for Coining. The press’s hydraulic or servo system must deliver precise, repeatable tonnage every stroke.
(2) Tooling Factors: Material, Angle Match, Tip Radius, Surface Treatment
Coining is uniquely harsh on tooling. Dies must be made from high-hardness, high-toughness tool steels (e.g., D2, M4). To counter extreme friction and wear, surface treatments such as nitriding or TiCN coating are essential investments for maintaining longevity and precision. In Coining, die angles must exactly match the target bend angle (a 90° bend requires a 90° die), and the punch tip radius directly defines the part’s internal bend radius.
(3) Material Factors: Thickness Tolerance, Tensile Strength, Grain Direction, Work Hardening Rate
Material variability is the single largest source of change. Even within the same grade, subtle batch differences in thickness tolerance (±0.05 mm) or tensile strength cause significant shifts in required tonnage. Grain direction is crucial—bending against the grain dramatically increases cracking risk. A top-tier process plan must account for material anisotropy and optimize part layout accordingly.
5. Clarifying Common Misconceptions
Accurate understanding is the foundation of successful practice. In coining, a few widely circulated misconceptions are the chief causes of failures and unnecessary cost.
(1) Misconception 1: Equating bottoming with coining leads to unstable accuracy
This is the most common—and most damaging—misunderstanding. In bottoming, the punch drives the material against the two side walls of the V-die; required tonnage is about 2–3 times that of air bending. Springback still occurs, so sharper-angle tooling (e.g., 88°) is used to overbend so that the part returns to 90°. Coining, by contrast, uses overwhelming force to fully imprint the material into the die bottom. Plastic flow eliminates springback, and the die angle is the part angle. Confusing the two dooms process selection from the start.
(2) Misconception 2: Ignoring batch-to-batch material differences and blindly applying standard parameters
There is no one-size-fits-all parameter sheet in the world of coining. Successful practitioners treat every incoming batch of sheet as a fresh challenge. They run a first-article trial and fine-tune core parameters—tonnage, dwell time—to accommodate subtle material fluctuations. Relying on fixed “standard parameters” without verification is profoundly irresponsible to product quality and production cost.
(3) Misconception 3: Believing more tonnage is always better while ignoring excessive wear on equipment and tooling
This is a dangerous and costly idea. Once the applied tonnage is sufficient to fully fill the die and eliminate springback, any additional force only accelerates wear on the tooling and the press itself. The goal is the right amount of force—not the maximum force. Overloading does not improve accuracy; it rapidly shortens the life of expensive tools and machines, sending maintenance costs out of control. Precision in force is the highest art of power.
Ⅳ. Precision Execution: A Five-Step Masterclass for Flawless Coining
Depth of theory must ultimately be proven by precision in practice. When overwhelming force meets hairline accuracy, that’s when true process magic happens. This chapter turns coining from an abstract concept into an actionable, testable, repeatable standard workflow. It is not a simple operating guide, but a master-level playbook designed to eliminate errors at the source and ensure every part becomes the definitive expression of the design blueprint.
1. Preparation Phase: Source-of-Error Elimination Checklist
Flawless coining starts with flawless preparation. Any oversight can be magnified under hundreds of tons of pressure, ultimately turning into an expensive failure. The following source-management checklist is a non-negotiable preflight inspection to be completed before coining.
(1) Material inspection: the single biggest source of variability
(2) Verify thickness and tolerance: Use a micrometer to measure multiple critical locations across the sheet, ensuring thickness is within acceptable tolerance. Thickness variation is the silent killer of angle accuracy.
(3) Review the Material Test Report (MTR): Check the supplier’s test report to confirm chemistry, tensile strength, and yield strength align with the process design. Performance fluctuations across batches are a common reason parameters fail.
(4) Identify grain direction: For cold-rolled stock, confirm the relationship between the bend line and grain direction. The golden rule: whenever possible, orient the bend line perpendicular to the grain direction to minimize the risk of cracking on the outer surface.
(5) Surface condition review: Visually inspect for rust, oil, scratches, or burrs. These defects not only affect appearance; during coining they can be permanently imprinted into the part or directly damage expensive tooling.
(6) Tooling selection and calibration: the conduit of force
- Exact match: Select a punch (upper die) and lower die that are identical to the target angle (for a 90° bend, use 90° tools). Also confirm the punch tip radius (R) strictly meets the part’s inner fillet specification.
- Strategic choice of material and coating: Tooling is the front line in this high-pressure operation. Use high-hardness, wear-resistant tool steels such as D2 or A2. For high-volume runs or high-strength steels, PVD coatings (e.g., TiCN) are a must-have investment to extend life and maintain long-term consistency.
- Precision alignment and calibration: After installing the tooling, use feeler gauges or dedicated alignment tools to check parallelism and center alignment along the full length. Even slight misalignment will cause uneven loading under high tonnage—over-imprinting on one side and residual springback on the other.
(7) Machine calibration: the source of precise force
- Parallelism check: Ensure the press ram and bed maintain strict parallelism across the entire working length. This is the physical basis for uniform, consistent pressure.
- Tonnage output calibration: Use pressure or load sensors to regularly calibrate the press’s tonnage output, ensuring the displayed value matches the actual applied force. “Feel” for tonnage is meaningless in the coining world.
- Backgauge accuracy verification: Check and calibrate the backgauge positioning accuracy. It is key to precisely locating each sheet before bending and achieving batch repeatability.

2. Coining Standard Operating Procedure (SOP)
Following a standardized process is the core strategy for taming coining’s complexity, ensuring lot-to-lot consistency, and safeguarding operations. These five steps are the only path to perfect accuracy.
(1) Setup & Alignment: Rigidly install the selected punch and die on the press. Perform a strict alignment routine to ensure perfect alignment across the full length. This is the bedrock of all subsequent accuracy.
(2) Positioning: Place the inspected sheet on the lower die, seated stably and firmly against the backgauge. Make sure the intended bend line is precisely centered on the tooling.
(3) Stroke: Start the press; the ram descends at a controlled speed significantly slower than air bending. A slow stroke gives the material time for plastic flow—critical to preventing cracking on the outer surface.
(4) Coining & Dwell: The punch contacts the material and applies the preset full tonnage, driving the material fully into the lower die. Upon reaching maximum pressure, hold for 1–3 seconds (i.e., dwell time). This brief pause consolidates the form and eliminates residual stress.
(5) Return & First Article Inspection: The ram returns per program; carefully remove the formed part. Immediately perform a comprehensive quality check on the first article. Only after the first piece is judged 100% conforming should batch production be authorized.
3. Quality Control: How to Inspect and Verify Coining Results
“What you see is what you get” is coining’s promise—but rigorous, multi-dimensional inspection is the only way to honor that promise. Trust, but verify.
(1) Angle Measurement: From Macro to Micro Precision
- Standard Tools: Use high-precision digital protractors or adjustable angle gauges for quick, efficient in-process checks.
- Ultimate Precision Verification: For parts requiring tolerances in the ±0.1° range (such as aerospace or medical devices), employ an optical comparator or coordinate measuring machine (CMM). These non-contact systems deliver indisputable, ultra-accurate angular data.

(2) Inner R Radius Inspection: Where Details Make or Break the Outcome
Use a set of radius gauges (R-gauges) to confirm that the inner fillet precisely matches the design specification and maintains consistency throughout the entire bend length. Variation in the R radius often signals misalignment of the equipment or tooling.
(3) Microscopic Inspection: Prevention Before Failure
This is a frequently overlooked step, yet indispensable for critical components.
(4) Visual and Magnified Inspection: Under proper lighting, use a magnifier with at least 10x zoom to carefully examine the outer bend area for any signs of micro-cracks.
(5) Non-Destructive Testing (NDT): For safety-critical parts, adopt advanced NDT methods to detect flaws invisible to the naked eye.
(6) Dye Penetrant Testing: A low-cost yet highly effective method that uses penetrants and color contrast to clearly reveal any surface-breaking cracks.
(7) Eddy Current Testing: An advanced electromagnetic technique capable of quickly and sensitively detecting very small surface and near-surface defects, ideal for automated, high-volume inspections.
4. Essential Tools and Resources
Mastering Coining requires not only knowledge and skill, but also the right tools and resources to back them up.
(1) Must-Have List: Die Steels and Coatings
1)Die Steels:
- A2 Tool Steel: The performance benchmark, offering a well-balanced mix of wear resistance and toughness, making it the starting point for most applications.
- D2 Tool Steel: A high-carbon, high-chromium material with exceptional wear resistance, ideal for high-volume, long-life production needs.
- M4 High-Speed Steel: The ultimate choice when combating extreme wear and high temperatures (such as forming high-strength steel), though it comes at the highest cost.
2)Surface Coatings:
- TiN (Titanium Nitride): The classic golden coating that significantly boosts surface hardness and lubricity, effectively resisting wear.
- TiCN (Titanium Carbonitride): Harder and more wear-resistant than TiN, suited for tougher conditions and harder materials.
- CrN (Chromium Nitride): Exceptional anti-adhesion properties, making it especially effective for working with aluminum alloys, copper, and other soft non-ferrous metals.
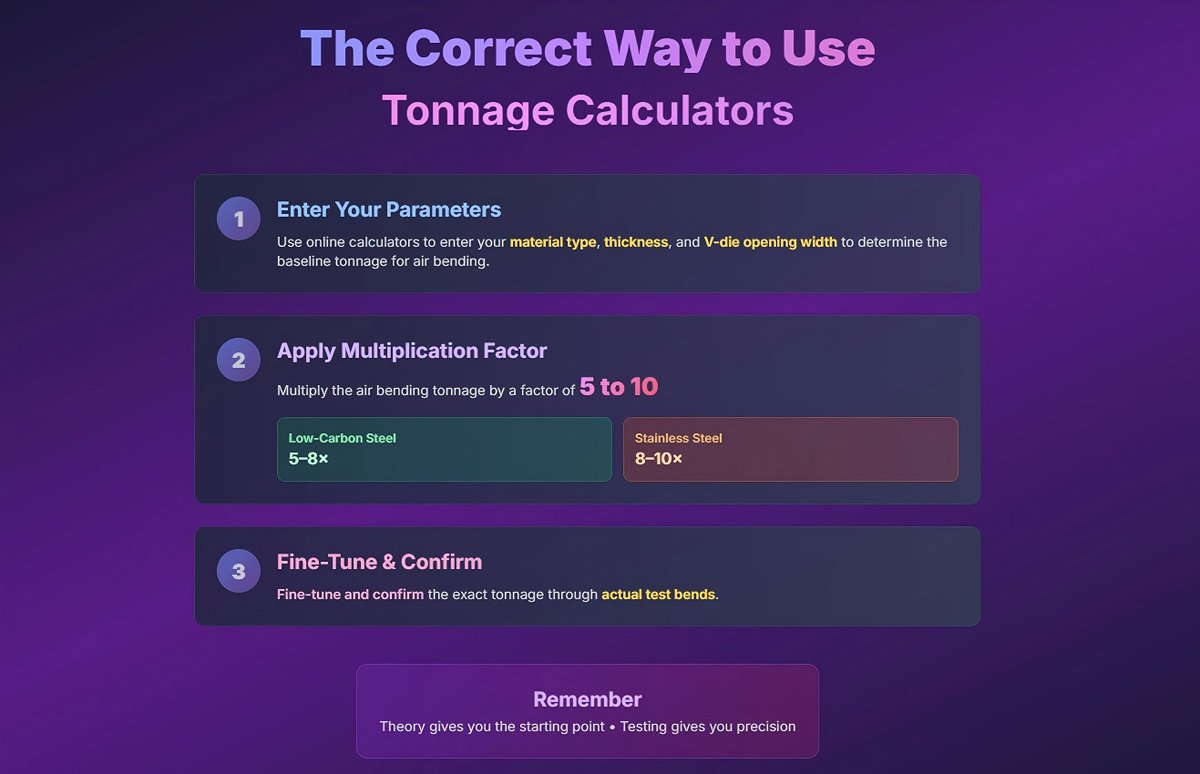
(2)Productivity Aid: The Correct Way to Use Tonnage Calculators
1)Key Insight
Nearly all online press brake tonnage calculators are designed for air bending. Using them directly to calculate Coining tonnage is a dangerously inaccurate practice.
2)Correct Workflow:
- Use these online calculators to enter your material type, thickness, and V-die opening width to determine the baseline tonnage for air bending.
- Multiply the air bending tonnage by a factor of 5 to 10 (typically 5–8 for low-carbon steel, 8–10 for stainless steel) to arrive at an initial estimate for Coining tonnage.
- Fine-tune and confirm the exact tonnage through actual test bends.
3)Recommended Reference Tools
Both [Bystronic's Press Brake Bending Calculator] and [TRUMPF's Bending App] are widely respected in the industry and can be used to estimate step-one air bending tonnage. Always remember—these do not calculate Coining tonnage!
Ⅴ. Advanced Optimization: Strategies and Techniques for Mastery
Knowing the basic Coining process merely grants you entry to the high-precision forming arena. True excellence lies in skillfully managing variables and translating process expertise into economic gain. This chapter will guide you beyond “following the manual” into the realm of strategic mastery—where every bend achieves a perfect balance between material properties, tooling potential, and cost efficiency.
1. Material-Specific Coining Tactics
Treating all metals the same is the first major pitfall in Coining practice. Every material has unique physical 'personalities,' and success hinges on listening to and accommodating these traits rather than forcing a one-size-fits-all approach.
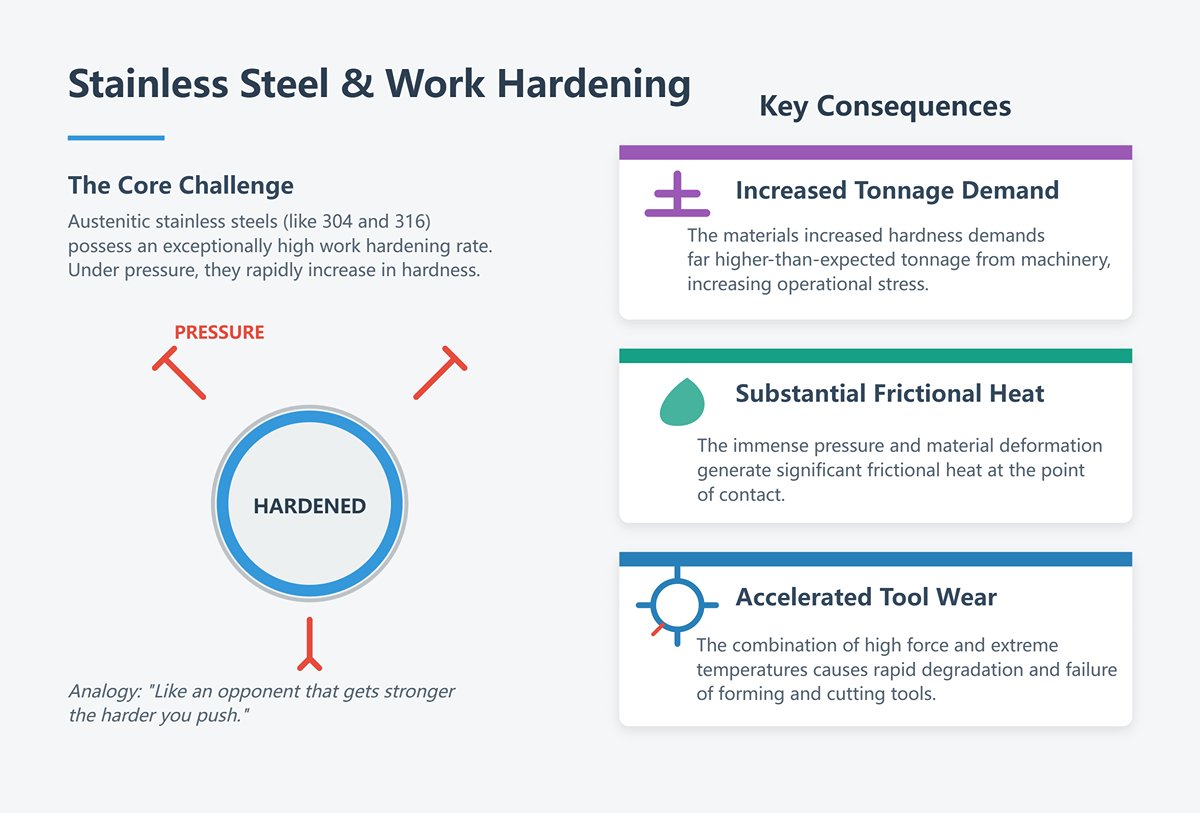
(1) Stainless Steel: The Proud Work-Hardener
1)Core Challenge:
Austenitic stainless steels (such as 304 and 316) exhibit an exceptionally high work hardening rate. Under pressure, they rapidly increase in hardness—like an opponent that gets stronger the harder you push. This demands far higher-than-expected tonnage and generates substantial frictional heat, accelerating tool wear.
2)Strategies:
- Err on the Side of Higher Tonnage: Never underestimate stainless steel. After calculating baseline tonnage, apply a 1.5 to 1.8 safety multiplier as your starting point.
- Slow Down to Control Heat: Use significantly lower bending speeds compared to carbon steel—not as a sacrifice of efficiency, but to allow time for proper plastic flow and to keep heat buildup in check, protecting expensive tool coatings.
- Robust Tooling Is a Must: Select D2 or powder metallurgy (PM) grade tool steels with TiCN or higher-grade PVD coatings. The upfront cost pays back multiple times in tool life.
- Specialized Lubrication, Not a placebo: Use Extreme Pressure (EP) lubricants formulated for stainless steel. They create a tough chemical film under extreme load that effectively prevents metal-to-metal contact.
(2) Aluminum Alloys: The Crack-Prone Soft Touch
1)Core Challenge: Many heat-treated aluminum alloys (such as 6061-T6) have limited ductility and are prone to micro-cracking in the tensile zone of the bend. At the same time, their relative softness makes them highly susceptible to galling, where material sticks to tool surfaces, damaging the part finish.
2)Strategies:
- Say No to Sharp, Yes to Generous Radii: Avoid near-zero-radius punch tips. Select a punch radius of 1–2 times material thickness—depending on gauge—to greatly reduce risk of cracking.
- Coating Selection Savvy: Use CrN (Chromium Nitride)-coated tooling with very low friction and excellent anti-adhesion properties—the ultimate defense against aluminum galling.
- The Art of Preheating: For particularly stubborn grades or thick plates, apply localized preheating along the bend line to 150–200°C. This temporarily softens the material, greatly improving its formability. However, temperature and heating area must be precisely controlled to avoid permanently altering the material’s properties.
(3) High-Strength Steels (HSS/AHSS): The Ultimate Challenger
1)Core Challenge: The yield strength of advanced high-strength steels is several times that of conventional steel, pushing the tonnage required for Coining into extreme territory. This not only tests the limits of the press but could also cause catastrophic tool failure in a single stroke.
2)Strategies for Success:
- Top-Tier Equipment and Tooling: This is no place for standard machines. Use a servo press with exceptional rigidity and ample tonnage reserves, paired with premium dies made from PM-grade high-speed steel or tungsten carbide inserts.
- Stress-Relief Design: Use Finite Element Analysis (FEA) to optimize the tool geometry. Include stress-relief grooves or larger transition radii at critical load points to prevent stress concentration.
- Multi-Stage Forming: For very thick plates, abandon the “one-and-done” mindset. Use a two-step method of “pre-bend then Coining” — first air-bend to an approximate angle, then coin precisely. This greatly reduces peak pressure in any single stroke.
(4) Quick-Reference Table for Initial Coining Parameters of Common Materials
| Material Category | Core Challenge | Tonnage Multiplier (vs. Mild Steel) | Key Strategies |
|---|---|---|---|
| Mild Steel | Baseline material | 1.0x | Standard operation; ensure proper alignment |
| Stainless Steel (304/316) | High work-hardening, heat generation | 1.5x–1.8x | Slow speed, tough coated dies, extreme-pressure lubrication |
| Aluminum Alloy (6061-T6) | Prone to cracking, galling | 0.5x–0.7x | Larger radii, CrN coating, consider preheating |
| High-Strength Steel (AHSS) | Extreme tonnage, die risk | 2.0x–4.0x+ | Premium dies, FEA optimization, multi-stage forming |
| Copper/Brass | High ductility, adhesion risk | 0.8x–1.2x | Maintain surface finish, anti-galling lubrication |
2. Maximizing Die Life: Preventive Maintenance and Performance Enhancement
In Coining, the die is the largest cost variable. Treating it as a disposable is the mark of mediocrity; masters see it as a core asset that demands meticulous care. Extending its life translates directly into profit.
(1) Proactive Maintenance: From Reactive Repairs to Preemptive Alerts
1)Daily Micro-Inspections:
At the start and end of each shift, use a lint-free cloth and a high-intensity flashlight to check the die’s critical working surfaces (punch tips, die shoulders). Look for early signs of chipping, scratches, or metal build-up.
2)Regular Quantitative Monitoring:
Monthly, use a toolmakers’ microscope or profilometer to measure punch tip radii. When wear exceeds a set threshold (e.g., 0.02 mm), schedule regrinding or polishing rather than waiting for total failure. This data-driven predictive maintenance can prevent 90% of catastrophic breakdowns.
3)Proper Storage and Care:
When not in use, dies must be cleaned, coated with high-grade rust preventive, and stored vertically in a dedicated, moisture-free metal cabinet. Piling expensive precision dies on wooden pallets is a wasteful misuse of investment.
4)The Strategic Value of Lubrication:
Not Optional, but Essential In Coining, lubrication goes far beyond “reducing friction.” It’s an active performance-enhancement system:
- Barrier Formation: Creates a durable oil film between die and workpiece, physically preventing direct metal-to-metal contact, eliminating wear and galling at the source.
- Guiding Material Flow: Significantly reduces interface friction, enabling the metal to flow more smoothly and evenly, perfectly filling every detail of the die for sharper, more accurate radii.
- Cooling Function: Dissipates the substantial heat generated during forming, stabilizing die temperature and preventing heat-softening and accelerated wear.

5)Application Method:
For high-volume production, use automatic roller coating or Minimum Quantity Lubrication (MQL) systems. This ensures each sheet receives precise, uniform lubrication — far more consistent and effective than manual application.
6)Optimizing Die Geometry:
Thinking Beyond the Standard Standard Coining dies are angle-matched, but advanced optimization considers how geometry can actively direct material flow. For example, adding a tiny relief groove to the die bottom offers a “pressure release” zone for extruded material without affecting the final angle. This can cut overall tonnage needs and reduce lateral forces on the punch tip, vastly improving punch life.
3. Cost-Benefit Analysis (ROI): When Coining Delivers Maximum Value
The significant investment required for Coining makes it more of a “scalpel” than a “Swiss Army knife.” Only after precisely calculating the economics can you make the most strategic decision.
(1) Cost Comparison Model: A Single Chart for Process Decisions
| Cost Item | Coining (Bend Stamping) | Bottoming | Air Bending |
|---|---|---|---|
| Equipment Investment (CapEx) | Very high (high-tonnage, high-rigidity press) | Medium | Low (high versatility) |
| Die Cost | High (precisely matched, higher wear, spare needed) | Medium | Low (one die, multiple angles) |
| Labor Cost per Part | Very low (minimal adjustments, high automation potential) | Medium (minor adjustments needed) | High (operator skill and experience critical) |
| Scrap Rate | Near zero (unmatched batch consistency) | Low (minor springback variation) | Medium to high (strongly affected by material and operator) |
| Maintenance Cost | High (equipment and dies operate under extreme load) | Medium | Low |
(2) Finding the Break-Even “Sweet Spot” Coining becomes most cost-effective when the value from high precision and zero scrap fully outweighs the burden of high initial and operating costs. This “sweet spot” typically emerges in scenarios such as:
(3) Mass Production: Annual volumes in the millions can dilute equipment and die costs to practically negligible levels.
(4) Safety-Critical Components: In fields like aerospace and healthcare, the cost of a single component failure can be astronomical. Here, the reliability of Coining isn’t just preferred—it’s the only viable choice.
(5) Downstream Automated Assembly: When bent parts are destined for fully automated welding or assembly lines, the exceptional consistency delivered by Coining is the cornerstone of keeping the entire line running smoothly and preventing costly downtime.
(6) Simplified ROI Decision Framework:
Before making a decision, answer the questions below—ideally with quantified data.
- Value Gains: After switching to Coining, how much can you save or earn annually through waste reduction, elimination of rework, increased product pricing, and fewer downstream assembly issues?
- Investment Cost: What is the total outlay required for new equipment, custom tooling, and staff training?
- Operating Cost: Compared to your current process, how much will annual expenses increase for electricity, maintenance, lubricants, and tooling replacements?

(7) Decision Rule: When (Annual Value Gains – Annual Increase in Operating Costs) > (Total Investment Cost ÷ Expected Return Period), investing in Coining is not only a clear and sound decision but also a strategic move with long-term foresight.
Ⅵ. Application Cases & Troubleshooting: Learning from Real-World Operations
Theory only earns its worth when tested in the crucible of real-world practice. When flawless formulas meet imperfect realities—slight material variations, hidden equipment wear, subtle environmental changes—true mastery of the process is revealed. This chapter takes you from the sanctuary of theory into the high-pressure frontline of industrial operations. We dissect actual uses of Coining in cutting-edge industries, equip you with a systematic troubleshooting handbook, and distill golden rules from costly failures to help you avoid risks and achieve excellence.
1. Cross-Industry Best Practices
Coining is not a one-size-fits-all bending technique, but rather a precision weapon designed for specific, demanding scenarios. Its true value emerges in industries where accuracy, consistency, and reliability are pushed to their absolute limits.
(1) Automotive Manufacturing: Building the Bedrock of Assembly Consistency
1)Application Scenarios: Structural body components such as A/B/C pillar reinforcement plates, seat rails, and high-strength steel crash beams. The dimensional uniformity of these parts directly determines the precision of body assembly and passive safety performance.
2)Core Value: In modern plants producing a car every minute, robotic welding systems have no room for trial-and-error. Coining’s ability to completely eliminate springback delivers millions of uniform parts, eradicating line jams or subpar weld quality caused by tolerance variations. It transforms bending from a "craft-based" skill into predictable, quantifiable industrial data—an essential prerequisite for large-scale, high-speed automated production.
(2) Aerospace: Forging Absolute Reliability in Zero-Tolerance Operations
1)Application Scenarios: Engine guide vanes, wing stringers, and critical landing gear connectors—all subjected to extreme cyclic loads and vibrations during flight.
2)Core Value: In aerospace, “close enough” means “catastrophic.” A slight angular deviation, amplified over tens of thousands of flight cycles, can become a fatal stress concentration and fatigue crack origin point. Coining not only achieves unmatched precision (often better than ±0.1°), but its high-pressure stamping process induces significant work-hardening in the bend zone. This dense surface layer, carrying residual compressive stress, suppresses micro-crack initiation and growth, dramatically improving fatigue life and reliability. Here, Coining is more than shaping—it is a performance enhancement method.
(3) Precision Instruments & Medical Devices: Replicating Perfect Geometry in the Microscopic Realm
1)Application Scenarios: Surgical instrument arms, implantable orthopedic fixation plates, and micro-brackets in high-end optical instruments—often made from titanium alloys, cobalt-chrome alloys, and other difficult-to-form materials.
2)Core Value: In these devices—vital to human health or scientific breakthroughs—geometric precision is the foundation of functionality. Coining can produce sharply defined, ultra-small internal radii unattainable by other methods, ensuring flawless part-to-part fit and smooth motion. In micro-forming, micro-coining can achieve micron-level tolerances without disturbing the material’s grain structure, safeguarding biocompatibility and long-term stability for medical implants.

(4) Electronics: Infusing Cold Metal with Artistic Precision
1)Application Scenarios: Seamless metal frames for premium smartphones, aluminum shells for laptops, and high-density guide rails for server chassis.
2)Core Value: In consumer electronics, competition has shifted from purely functional specs to user experience and aesthetics. Coining gives designers the ability to craft sharp, clean, seamless edges. It can form perfect 90° bends in thin-wall materials as slim as 0.5 mm without leaving surface marks or orange-peel texture, creating a precision and premium feel that’s tangible to both eyes and touch. This visible, tactile accuracy is an invisible yet powerful driver of brand differentiation and perceived value.
2. Common Problems Troubleshooting Guide (Problem–Cause–Solution)
Think of this chart as your “first-aid manual” on the shop floor. When problems occur, troubleshoot systematically from simplest to most complex causes—never rely on guesswork.
| Issue | Root Cause Analysis (in descending order of likelihood) | Systematic Solution |
|---|---|---|
| Issue 1: Inconsistent angles or residual springback | 1. Insufficient tonnage: The culprit in 90% of cases. The applied pressure fails to reach the threshold needed for complete plastic flow of the material. 2. Material property variations: Changes in thickness, hardness, or tensile strength in a new batch of sheets. 3. Zero or too short dwell time: Residual stresses within the material are not given enough time to “settle.” 4. Equipment calibration errors: The press’s tonnage output is inaccurate, or the slide and bolster are not parallel. | 1. Incremental tonnage increase: Raise tonnage systematically in 5% steps, checking part angles at each level until springback disappears completely. Record this critical tonnage. 2. Implement first-batch inspection: For every new batch, run first-piece trials and fine-tune parameters. Avoid blind reuse of old settings. 3. Set and optimize dwell time: Start at 1 second, and for high-precision needs, extend to 2–3 seconds for potentially decisive improvements. 4. Conduct equipment health checks: Regularly calibrate tonnage with a load sensor and verify slide-to-bolster parallelism with precision measuring tools. |
| Issue 2: Cracks or fractures on the bend surface | 1. Inside bend radius is too sharp for material ductility: Excessive stress concentration exceeds the forming limit. 2. Bending against the grain: A fatal mistake for cold-rolled sheets with a pronounced rolling direction. 3. Excessive bending speed: The material lacks time for plastic flow and is effectively “snapped” apart. 4. Material defects or poor ductility: Internal inclusions or using a grade unsuitable for cold bending. | 1. Radius ≥ thickness rule: Switch to a punch with a radius at least equal to the sheet thickness (1T)—the simplest and most effective fix. 2. Optimize part layout direction: Rotate blanking layout 90°, ensuring the bend line is perpendicular to (across) the grain direction. 3. Apply “controlled slow speed”: After the punch first contacts the workpiece, slow the pressing speed during imprinting to 30–50% of normal. 4. Material traceability & process change: Check the Material Test Report (MTR). If the problem persists, consider localized annealing in the bend area or consult design to switch to a more ductile material. |
| Issue 3: Excessive or premature die wear | 1. Lubrication failure (insufficient, incorrect, or absent): The #1 killer of dies, dramatically increasing friction and adhesive wear. 2. Misaligned equipment: Slide and bolster not parallel, causing catastrophic overload on one side of the die. 3. Excessive tonnage: Pressure well above what’s needed for forming—every extra ton “eats away” at the die. 4. Die material/coating mismatch: Using a basic die to battle high-strength steel. | 1. Enforce lubrication protocols: Use extreme-pressure (EP) lubricants designed for cold forming, applying evenly and adequately to every part. For high-volume runs, invest in automatic lubrication systems. 2. Perform precision alignment checks: Follow equipment manuals to finely calibrate slide parallelism and top/bottom die centering. 3. Seek the “optimal” tonnage, not the “maximum”: Experiment to find the minimum tonnage yielding zero springback and make it the standard—this can multiply die life. 4. Upgrade strategically: For the materials processed, invest in dies made from high-performance tool steels like D2, M4 with TiCN or higher-grade PVD coatings. This is an investment, not a cost. |
3. Lessons from Failure: Learning from Mistakes to Prevent Costly Repeats
In the world of coining, the deepest wisdom doesn’t usually come from smooth, trouble-free success. Instead, it is forged through hard-earned insight from costly mistakes. The five lessons below were paid for in real money and manufacturing pain—engrave them into the DNA of your process.
(1) Value Foresight: Preventive maintenance is the most profitable investment you can make
Waiting until a die shatters or machine accuracy is irreversibly lost will cost far more—in downtime, scrap, and missed orders—than regular upkeep ever will. In a high-load process like coining, scheduled die inspections, polishing, equipment calibration, and systematic lubrication aren’t “cost centers,” they’re value generators that safeguard production and profits. Prevention is always the lowest-cost solution.
(2) Anchoring Knowledge: Coining is NOT just “harder” bottoming
This is the most fundamental—and damaging—misconception. The two must be completely divorced at the physical level: Bottoming uses die geometry to “compensate” for springback, but springback remains; coining uses overwhelming force to drive complete plastic flow, eliminating springback altogether. Confusing them means you’ve set your course wrong from the very start.
(3) Systems Thinking: Success is resonance across all factors, not a single silver bullet
Perfect coining results from the synergy of healthy equipment, precise dies, stable materials, proper lubrication, and optimized parameters. Hoping to fix all issues by only adjusting tonnage is like trying to make a car move forward by spinning just one wheel—it won’t work.
(4) The Philosophy of Force: “Just enough” always beats “more is better”
Force is at the heart of coining, but overusing it is its nemesis. Once you’ve reached the critical tonnage needed for full die fill, any extra load adds zero benefit—only exponentially accelerating die wear and machine fatigue. Masters strive for the “right” force, not the “maximum” force.
(5) Embrace Variables: Never blindly worship the ‘standard parameter sheet’
Batch-to-batch variation in materials is a constant reality in manufacturing. A “standard parameter sheet” should be no more than a starting point, never the final word. Excellence demands first-piece trials and fine tuning for every new batch. Respecting and adapting to variables is the only way to guarantee long-term quality stability.
Ⅶ. Comparison with Other Bending Methods
1. Air Bending vs. Coining Sheet Metal
(1) Tonnage Difference
Since force doesn’t produce the bend in air bending, air bending usually requires less tonnage, making it a popular choice for hydraulic press brake machines. Because of the small contact square between the metal and the die, the required force is relatively low during the bending process, which means less pressure is needed to achieve the desired bend angle.
For those new to these concepts, understanding the fundamentals is key; our guide on Press Brake Bending Basics: A Beginner's Guide provides an excellent starting point.
While coining requires high tonnage -often five to ten times more than air bending- to ensure the metal completely conforms to the punch and die. This means the coining usually needs more tonnage. This high pressure is necessary to achieve precise bends and minimize springback.
(2) Contact Difference
In air bending, the contact square between the metal and die is extremely limited, that is only several points of contact, which is beneficial to reduce the abrasive and damage on the metal surface.
While in coining, the touch between the metal and tool is more closer, to ensure the metal can be bent completely according to the shape of the die, which may lead to some metal thinner and deformation.
(3) Bend Angle Determination
The angle of air bending is determined by the depth at which the punch descends into the die.
Coining utilizes high tonnage pressure to make the metal completely fit the punch and die’s exact angle. The angles of the punch and die determine the angle of the bend in the metal sheet.
(4) Precision Levels
Coining is renowned for its high precision and consistency. The method ensures that the metal conforms exactly to the die's shape, resulting in minimal springback and highly accurate angles.
Air bending, while flexible and capable of producing various angles, is more prone to springback effects. The final bend angle can vary depending on material properties and thickness, making it less reliable for applications requiring tight tolerances.
(5) Flexibility
Air bending offers greater flexibility in adjusting bend angles post-operation due to its lower tonnage requirements and fewer constraints on tooling.
Coining, while precise, is less flexible because it requires specific tooling designed for exact angles. Adjustments after coining are more challenging due to the high pressure applied during the process.
2. Bottom Bending vs. Coining
(1) Tonnage Requirements
Bottom bending usually needs less tonnage —more than air bending but less than coining— because the metal does not exactly fit the die’s shape. For larger bend radii, bottoming requires tonnage roughly the same as for air bending for larger bend radii.
Coining requires larger tonnage to ensure the metal conforms exactly to the shape of the punch and die.
(2) Mechanisms
Bottom bending involves pressing the sheet metal into a die until it fully contacts its surface, which helps mitigate springback but does not guarantee exact conformity to the die shape. In order to get a certain angle, you need to use tooling that has a slightly more acute angle in order to account for the springback that will naturally occur once the sheet metal is released.
Coining utilizes a similar principle but applies significantly higher tonnage to ensure that the metal flows into the die's shape completely, resulting in a precise bend that matches the die exactly.
(3) Material Conformity
Bottom bending differs from coining in that the punch and die don’t make full contact with the metal.
Coining can ensure the metal is bent completely according to the die shape, thus acquiring more precise results.
3. Comparison Table
| Dimension | Coining | Bottoming | Air Bending |
|---|---|---|---|
| Precision | Extremely high (±0.25° or better) | High (approx. ±0.5°) | Moderate (approx. ±1°), heavily dependent on machine and operator expertise |
| Springback Control | Virtually zero—eliminated at the source | Partially compensated, with slight residual springback | Significant, must be offset using calculated adjustments and operator experience |
| Required Tonnage | Extremely high (5–10× that of air bending) | Moderate (2–3× that of air bending) | Low |
| Tooling Wear | Severe—tooling and equipment lifespan are major cost drivers | Moderate—tools must absorb some impact | Minimal—contact wear is negligible |
| R-Radius Control | Precisely defined by the punch tip, allowing ultra-small internal radii | Internal radius slightly larger than punch tip radius | Internal radius determined by V-die opening width (approx. 15–17%) |
| Versatility | Low—each die set is tailored to a single angle | Moderate—die angle should be slightly less than target angle | Very high—one die can produce multiple angles |
| Production Speed | Slow—requires dwell time under pressure | Moderate | Fastest |
| Material Marking | Pronounced—punch tip leaves distinct impressions | Mild marking | Minimal—only three-point contact marks |
| Cost per Piece | High (due to equipment depreciation, tooling wear, energy consumption) | Moderate | Low (lowest tooling investment and maintenance costs) |
In conclusion, compared with coining, air bending requires less tonnage, and few contact, and its bending angle may not be consistent with coining. Because bottom bending uses less tonnage than coining, the material doesn’t entirely conform to the bend angle of the tooling. While coining needs more tonnage and can generate high consistency and precision bending.
Ⅷ. FAQs
1. What is press brake coining and how does it differ from other forming processes?
Press brake coining is a high-precision metal forming technique where significant pressure is applied through a press brake machine to create detailed and accurate shapes in metal sheets.
Unlike other forming processes such as stamping or bending, coining ensures higher dimensional accuracy and surface finish by plastically deforming the material to fill the die cavity completely. This makes it uniquely suited for producing parts with tight tolerances and intricate features.
2. What materials are best suited for press brake coining?
Materials that exhibit good plastic deformation characteristics are best suited for press brake coining. Metals such as aluminum, brass, copper, and certain grades of steel are commonly used due to their malleability and capacity to retain precise shapes after forming.
Additionally, materials with consistent grain structures tend to perform better in coining, ensuring reliable and repeatable outcomes.
3. How does precision coining benefit manufacturing industries?
Precision coining benefits manufacturing industries by enabling the production of high-tolerance, complex parts efficiently. This process ensures consistency in part dimensions and surface finish, which is critical for applications that require exacting specifications.
Industries such as aerospace, automotive, and electronics benefit from precision coining through enhanced product reliability, reduced assembly errors, and lower rejection rates, contributing to overall cost savings and improved performance.
4. What are the common challenges faced in press brake coining?
Press brake coining presents several challenges, including the need for high tonnage equipment to apply the necessary forces, precise control of process parameters to prevent defects, and tooling wear due to the significant pressures involved.
Additionally, achieving uniform material flow and avoiding springback require meticulous process setup and control. Addressing these challenges often involves leveraging advanced materials for tooling, incorporating real-time monitoring systems, and adhering to strict maintenance schedules.
If you're facing these issues or want to optimize your process, feel free to contact us for expert consultation.
5. What is press brake tooling?
The press brake tooling is a tool used by the bending machine to form and process sheet materials. This tool is composed of various parts, and different molds are composed of different parts. It mainly realizes the processing of the shape of the article through the change of the physical state of the formed material.
To see the range of tooling and machinery we offer, you can browse our Brochures.
















