I. What Is Sheet Metal Bending?
Sheet metal bending involves using machines and tools to form metal into a specific shape. This can be achieved through the use of a press brake, punching machine, ironworker, or other machinery.
These machines utilize a power system to drive the tooling and apply pressure on the metal sheet, causing it to deform. To ensure accurate results in sheet metal bending, several parameters must be determined before the process begins.
These parameters include the material thickness, bending radius, bending allowance, bending deduction, K factor, and others. It is important to keep in mind that different materials have varying properties such as tensile strength and ductility.
Different machines may use different bending methods to produce the same profile from a metal sheet. Therefore, it's crucial to choose the right machine and approach based on the specific requirements and parameters of the project.
How to bend stainless steel sheet?
II. What Are the Methods of Sheet Metal Bending?
The sheet metal bending process results in different bending shapes based on the angle and radius of the bend. To ensure precision in the bending process, standard bending methods are employed. These methods vary, but they all aim to produce uniform standards in the final profiles.
Let's take a look at some of the main bending methods in sheet metal bending:
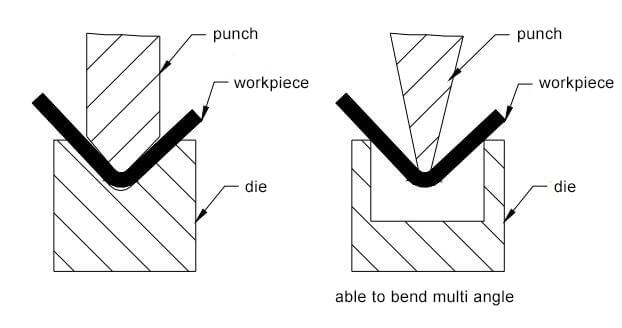
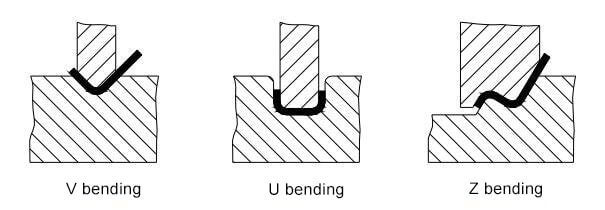
1. V Bending
This is the most common bending process and is named so because of the V-shaped punch and die used in the process. The punch presses the metal sheet into the lower die, resulting in a V-shaped workpiece.
(1) Bottoming
Bottoming, or coining, is a precise V-bending method where the upper punch fully presses the metal sheet into the lower die, ensuring high accuracy and minimal springback for exact angles.
(2) Air Bending
Air bending is another variation of V-bending where the upper punch does not fully press the sheet into the die. This method allows for greater flexibility in achieving different angles but has lower accuracy compared to bottoming due to increased springback.
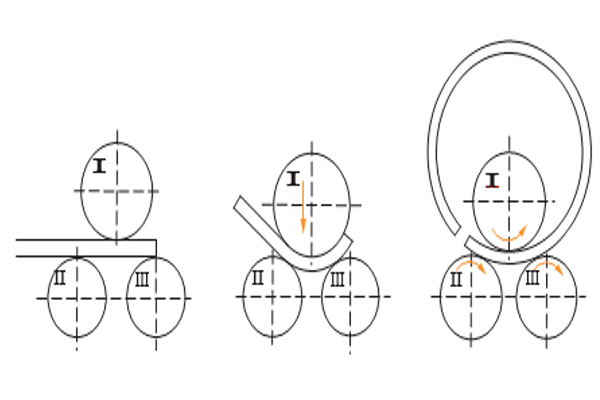
2. Roll Bending
This process is used for bending workpieces with large curls and involves the use of three rolls driven by a hydraulic system to bend the sheet. This technique is particularly suitable for long sheets and thicker materials, often used in the production of pipes, tubes, and large curved panels.
3. U-Bending
This method involves using a U-shaped die to bend the workpiece. The punch is powered by a system to press the metal sheet into the U-shaped die, resulting in U-shaped profiles. This method is commonly used for producing channels and frames.
4. Rotary Bending
This method can bend sheet metal with a degree of more than 90. The final profile is similar to a V-bend, but the profile surface is smoother. Rotary bending, often used for bending tubes and pipes, can also be applied to stainless steel sheets in certain scenarios.
This method involves clamping the exterior of the material and forming it around a die. It is useful for creating consistent bends with minimal surface marking.
5. Edge Bending
This method is used in panel bending and involves the use of upper and lower molds that move up and down for bending. It's usually used for shorter metal sheets to reduce sharpness and prevent damage to the bending edge.
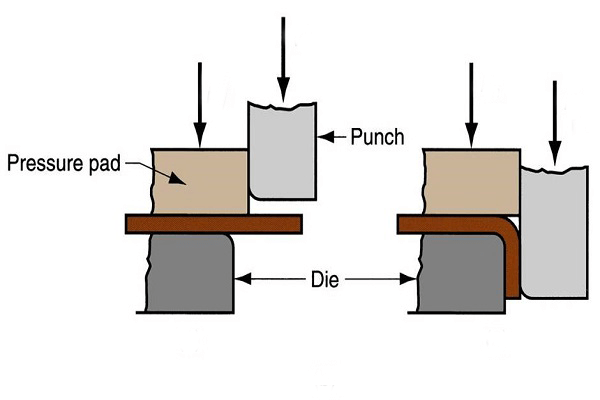
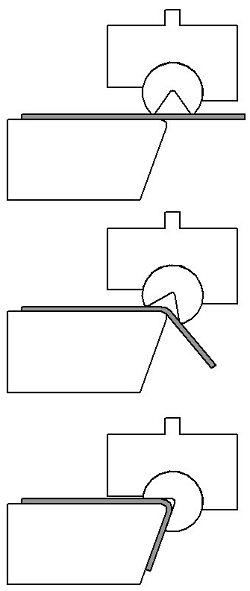
6. Wipe Bending
This method is similar to edge bending. The metal sheet is placed on the lower die and pressure is applied to the protruding metal by a pressure pad and punch, resulting in bending.
7. Hemming
Hemming is a technique used to fold the edge of a stainless steel sheet over itself to create a smooth, rounded edge. This method is often employed in the automotive and appliance manufacturing industries to provide safe and strong finished edges.
8. Step Bending
Step bending involves making multiple small V-bends in succession to create a large-radius bend. This technique allows for the gradual shaping of the metal sheet and is useful for creating complex curves without specialized tooling.
9. Hot Bending
Hot bending, used for thicker stainless steel sheets, involves heating the metal with a high-frequency press and then shaping it with a mold, making it easier to bend. This process is typically used for mass production and requires customized molds to achieve the desired shapes.
Ⅲ. Foundational Understanding: Why Stainless Steel Bending Is a Unique Precision Craft
In the realm of metalworking, bending might appear to be a straightforward, fundamental process. But once you swap compliant carbon steel or lightweight aluminum sheets for stainless steel, this seemingly simple operation transforms into a meticulous, technically demanding discipline. Both novices and seasoned technicians have found themselves challenged by stainless steel’s stubborn temperament. Mastering the science behind it is the only true path to success — and it determines not only whether your project succeeds, but also its precision, strength, and visual appeal.
1. Unveiling the Mystery: Why Is Stainless Steel So “Unyielding”?{
Its uncompromising nature is not obstinacy; it is the direct outcome of stainless steel’s exceptional physical properties. This stems from a synergistic effect of three key attributes: high strength, high ductility, and pronounced work hardening.
(1) Core Properties Explained:
1)High Strength:
The yield strength — the point at which the material begins to permanently deform — is significantly higher than that of mild carbon steel. To make stainless steel yield, you must apply substantially greater force, imposing more demanding requirements on both machine tonnage and tooling strength.
2)High Ductility:
This is one of stainless steel’s advantages. It can withstand substantial stretching and reshaping before breaking, allowing the creation of complex geometries. However, this flexibility also makes precise control over deformation more challenging.
3)Work Hardening:
Perhaps the most deceptive and challenging of stainless steel’s traits. During bending (cold forming), its crystalline structure undergoes displacement and rearrangement, dramatically increasing hardness and strength in the bent segment. Each bend you make leaves that section tougher and harder. Attempting a secondary bend or correction means applying significantly more force — while facing a sharply increased risk of cracking.

(2) Bending Characteristics Compared with Carbon Steel and Aluminum
To better grasp stainless steel’s uniqueness, we can compare it to two other common sheet metals:
| Property | Stainless Steel (304 Austenitic) | Mild Carbon Steel | Aluminum Alloy |
|---|---|---|---|
| Required Bending Force | High. Demands heavy-duty equipment and robust tooling. | Moderate. Easier to bend. | Low. Soft material requiring minimal force. |
| Work Hardening | Very pronounced. Local hardness increases sharply post-bend; critical to process control. | Moderate. Present but much less than stainless steel. | Low. Work hardening is mild. |
| Springback | Significant. High strength causes considerable springback, complicating angle control. | Moderate. Springback relatively minimal and predictable. | Slight. Springback is least problematic. |
| Surface Protection | Critical. Susceptible to tool marks; protective film often needed. | General protection. Often coated or finished afterward. | Critical. Soft, easily scratched. |
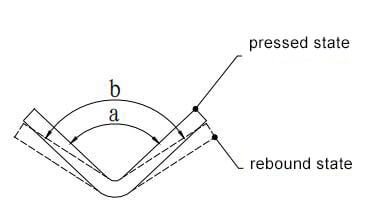
(3) Understanding Springback: Stainless Steel’s Greatest Bending Challenge
Picture bending a flexible plastic ruler: when you release it, part of the bend disappears as it springs back. This is springback, and stainless steel’s high strength makes it more pronounced and harder to predict. Achieving a perfect 90° bend may require over-bending to 88° or even 85°, so it settles at exactly 90° after springback.
Accurately predicting and compensating for springback is a hallmark skill distinguishing novices from true experts. The amount of springback depends on grade, thickness, bend radius, and tooling — factors explored in detail later.
2. Know Your Material: Bending Performance Ladder of Common Stainless Steel Grades
Not all stainless steels are created equal. Choosing the right grade and understanding its bending characteristics can make your work far more efficient.
(1) 304 Austenitic Stainless Steel: Most common, excellent toughness, superb bendability
Known as the “all-rounder” of the stainless steel family, 304 combines exceptional toughness and ductility, making it ideal for forming even with very tight bend radii without cracking. However, be mindful: its work hardening and springback are equally pronounced and must be carefully managed.
(2) 316 Austenitic Stainless Steel: Superior corrosion resistance; bending traits similar to 304 but with stronger work hardening tendencies
With added molybdenum, 316 offers outstanding corrosion resistance for marine and chemical applications. It bends much like 304, but some evidence suggests it may work harden more aggressively, requiring extra attention during intricate or sequential bends.
(3) 430 Ferritic Stainless Steel: Lower ductility, more prone to cracking, requires larger bend radii
This nickel-free, magnetic stainless steel is more economical but sacrifices ductility. Compared with 304 or 316, it is markedly more brittle during tight bends, often resulting in microcracks or fractures at the outer bend. For 430, always apply a significantly larger bend radius than for austenitic grades.
(4) Minimum Bend Radius Quick Guide for Common Stainless Grades
The minimum bend radius is the smallest inside radius achievable without cracking, often expressed as a multiple of sheet thickness (T). The table below reflects typical engineering practice:
| Grade (Annealed) | Thickness Range (T) | Recommended Minimum Inside Radius | Key Notes |
|---|---|---|---|
| 304 / 316 Stainless Steel | ≤ 3mm | 0.5 x T ~ 1.0 x T | Excellent performance; capable of near “zero radius” coining bends. |
| 304 / 316 Stainless Steel | 3mm - 6mm | 1.0 x T ~ 1.5 x T | Increase radius proportionally with thickness. |
| 430 Stainless Steel | ≤ 3mm | 1.0 x T ~ 2.0 x T | Lower ductility; needs greater radius allowance to prevent cracking. |
Expert’s Tip: This chart applies under ideal conditions. In actual production, factors like material condition, die opening width, and bending speed all influence results. For precision projects, trial bending in small batches is the only dependable way to determine optimal radius.
3. The First Law of Bending: The Decisive Influence of Grain Direction
This may be the most crucial yet most frequently overlooked factor in stainless steel bending. Just as wood has grain, stainless steel sheets acquire an internal grain direction during rolling, as crystalline structures elongate along a specific axis. This “grain direction” — sometimes invisible to the naked eye — plays a decisive role in the success or failure of your bend.
(1) Identifying and Leveraging Grain Direction
For stainless steel sheets with a brushed finish, the brushing lines typically indicate the grain direction. For mirror or 2B finishes, you may need to examine the surface closely or refer to the material certificate. When planning your cutting and layout, you must account for how each bend line aligns relative to the grain direction.
(2) With-the-Grain vs. Against-the-Grain Bending: The Critical Impact on Cracking Risk
Against-the-Grain Bending: This is the strongly recommended best practice. When the bend line runs perpendicular to the grain, stress is evenly distributed across countless grains—much like breaking a piece of wood across the grain, which is far more difficult. This approach tolerates greater plastic deformation, allows for smaller bend radii, and produces the strongest bend corners.
(3) With-the-Grain Bending: Avoid at all costs.
When the bend line runs parallel to the grain, stress concentrates along fragile grain boundaries—akin to splitting wood along its grain, which is very easy and leads to tearing. This can cause orange-peel textures, micro-cracks on the outer surface, or even catastrophic breakage.
Key Point: If design constraints leave you no choice but to bend with the grain, you must apply compensating measures: increase the bend radius by at least 50%, and slow down the bending speed to give the material gentler deformation conditions. Remember, violating the grain direction rule almost always invites the material’s “punishment.”
Ⅳ. Principles and Mechanisms: Mastering the Mechanics and Geometry Behind Bending
If Chapter One was about understanding stainless steel’s “temperament,” this chapter delves into its “skeleton”—exploring the mechanical and geometric principles that determine success or failure in bending. This isn’t dry theory; it’s the underlying code for every precise, strong, and visually appealing part you produce. Master it, and you’ll transform from a craftsman relying on trial and error into a master predicting outcomes with scientific certainty.
1. The Core Logic of Bending: The Secrets of Plastic Deformation
When a flat stainless steel sheet yields under force, a microscopic tug-of-war is taking place within its structure. Understanding the rules of this battle is the starting point for all precise calculations and forming control.
(1) Neutral Axis, Bend Radius, and Bend Angle
1)Bend Radius (R):
The radius of the arc formed on the inner side of the bend. This is a core design parameter on engineering drawings and directly determines stress concentration and final appearance.
2)Bend Angle (A):
The angle between two planes after bending.
3)Neutral Axis:
This is one of the most fascinating and central concepts in bending science. In bending, material near the inner side undergoes intense compression, while material on the outer side is forcibly stretched. Between them lies a “neutral” plane—unchanged in length before and after bending. This neutral axis is the absolute reference for all flat pattern length calculations.

(2) Deep Dive into the K-Factor: The Key to Accurate Flat Pattern Calculations
The K-Factor is a crown jewel in the sheet metal industry—a true hallmark of professionalism.
1)Definition:
The K-Factor is a ratio describing the distance from the neutral axis to the inner surface (t) relative to the total material thickness (T). Formula: K = t / T.
2)Why It Matters:
A common misconception is that the neutral axis always lies exactly halfway through the thickness (K=0.5). In reality, material properties shift the neutral axis toward the compressed inner side. High-strength materials like stainless steel differ greatly from soft aluminum in this offset.
A precise K-Factor is essential for correctly calculating the arc length of the bend region, which directly affects flat pattern accuracy. A wrong K-Factor can turn a high-precision part into scrap.
3)Typical Values:
K-Factor values generally fall between 0.3 and 0.5. Softer, more ductile materials have a greater inward shift of the neutral axis and lower K-Factors.
Harder materials like stainless steel have higher values, closer to 0.5. For example, in air bending, stainless steel typically ranges from 0.42 to 0.48, while soft aluminum may be as low as 0.35.
(3) Bend Allowance (BA) and Bend Deduction (BD)
These concepts form the bridge between 3D finished parts and 2D flat sheet drawings.
1)Bend Allowance: This is the actual arc length along the neutral axis in the bent region. If you know the flat length for the bend area and want to determine the total length of the two straight flanges after bending, you must use it.
Its formula is directly tied to the K-Factor:
BA = A * (π / 180) * (R + K * T)

2)Bend Deduction:
More common in modern CAD/CAM design, this answers the question: How much should I subtract from the simple sum of the two flange lengths to achieve the target bend dimensions? That “subtraction” is the total stretch compensation during bending.
Expert Advice: Don’t just memorize formulas. Focus on the core idea: Every calculation exists to accurately predict and compensate for the length change caused by neutral axis stretch.
2. Tackling the Top Challenge: Systematic Analysis and Prediction of Springback
Springback is the perpetual “ghost” of stainless steel bending—a natural consequence of its high strength. You can’t eliminate it, but you can learn to predict and master it.
(1) The Three Main Factors Affecting Springback
1)Material Strength & Thickness:
The higher the yield strength, the greater the springback. Counterintuitively, with other factors equal, thinner sheets exhibit more springback; thicker sheets have greater resistance to deformation, more complete plastic deformation, and relatively less springback.
2)Bend Radius & Die Opening Ratio (R/T) :
The larger the inside bend radius (R), the greater the springback. This is because large-radius bends cause shallower plastic deformation. Likewise, a wider die opening increases the lever arm, thus increasing springback. Industry practice suggests selecting a V-die opening 6 to 8 times the sheet thickness for stainless steel.
3)Bending Method:
Different bending techniques have vastly different springback control mechanisms, which will be detailed in the following sections.
Practical Formulas and Rules of Thumb for Springback Compensation Accurately predicting springback is highly complex, but in everyday factory work, the most dependable solution is trial bending combined with experience-based compensation.
The most fundamental technique is overbending—for example, if you require a 90° angle, you might actually bend the metal to 88° or even tighter, allowing it to "spring back" to 90°. The compensation angle can be determined by consulting in-house reference tables built from past experience or by performing a few trial bends.
Different Springback Control Mechanisms in Air Bending, Bottom Bending, and Coining These three mainstream bending methods vary significantly in terms of precision, required tonnage, and degree of springback control.
| Bending Method | Mechanism Description | Tonnage Requirement | Precision / Springback Control | Typical Applications |
|---|---|---|---|---|
| Air Bending | The punch presses the sheet into the V-opening of the die without full contact. The angle is determined by the punch's penetration depth into the V. | Low | Moderate. Highest springback; relies entirely on the operator’s ability to precisely overbend. | Most common and versatile. One set of tooling can bend multiple angles with high efficiency. |
| Bottom Bending | The punch forces the sheet firmly against the V-groove walls of the die. The angle is dictated mainly by the die’s geometry. | Medium (roughly 2–4× that of air bending) | High. Physical pressing minimizes springback, offering consistent angles. | Ideal for mass production where accuracy and uniformity are critical. |
| Coining | Extremely high tonnage is used to press the material fully into the die, causing plastic flow at the bend radius—completely replicating the die shape as in coin minting. | Very high (about 5–10× that of air bending) | Exceptional. Springback nearly eliminated; precision is unmatched. | Used in fields with stringent accuracy demands, such as aerospace and medical. Causes severe material stress and heavy equipment wear. |
3. Key Influencing Variables: Other Factors That Determine Bending Success
Beyond the fundamental principles above, there are often overlooked details that can make or break a bending operation.
(1) Material Thickness
Thick plates require higher tonnage, a larger bend radius (typically at least 1.5× the sheet thickness), and a wider V-die opening. For thin sheets (<0.8 mm), be mindful of potential wrinkling or distortion during bending.
(2) Tooling Selection
1)Tool Hardness:
Dies used for stainless steel must be heat-treated (quenched and tempered) to achieve sufficient hardness and wear resistance; otherwise, high-strength stainless steel will start "chewing" into your tooling.
2)Die Radius:
The punch tip radius should closely match the desired internal bend radius. An overly sharp punch can leave noticeable marks on the sheet surface.

(3) Surface Protection
Brushed / Mirror Finishes: These are the surfaces most in need of protection when bending stainless steel. You must place a protective film (such as specialized polyurethane sheets) between the material and tooling, or use non-marking dies (with nylon inserts or rollers). Otherwise, even one unsightly scratch or indentation can ruin the entire workpiece’s aesthetic.
4. Dispelling Common Myths: Breaking the Mental Barriers to Mastery
(1) Myth 1: “All stainless steels can be bent the same way”
Reality: This is the most dangerous and costly misconception. As noted earlier, 304 (austenitic) stainless has far greater ductility than 430 (ferritic). Attempting to apply the minimum bend radius suited for 304 to 430 almost certainly results in cracks along the outer bend.
You must adjust bend radius, forming speed, and tooling choice based on the specific grade.
(2) Myth 2: “Heating always makes bending easier”
Reality: This is an unsafe “shortcut.” While localized heating can soften stainless steel and reduce bending force, it comes with two serious drawbacks:
1)Compromised Corrosion Resistance:
Improper heating of austenitic stainless such as 304—especially within the sensitization range of 450–850°C—can trigger carbide precipitation at grain boundaries, drastically reducing corrosion resistance.
2)Surface Oxidation and Discoloration:
Heating creates an unsightly oxide layer that requires costly post-process pickling and polishing to restore. Therefore, unless you’re working with exceptionally thick plates or specialized alloys, cold bending remains the go-to method for preserving stainless steel’s superior properties.
(3) Myth 3: “Good equipment means parameters don’t matter”
Reality: Quite the opposite. A top-of-the-line CNC press brake will still produce a pile of scrap if your K-factor, springback compensation, and V-die width settings are wrong. The machine is the body; the parameters are the soul.
The essence of master-level craftsmanship lies in an expert grasp of the complex interrelationship between these settings—this is even more critical than the equipment itself.
III. Step-by-Step Methods to Bend Stainless Steel Sheets
1. Method 1: Manual Bending for Thin Sheets
Manual bending is best suited for thin stainless steel sheets ranging from 20 to 22 gauge (approximately 0.8–0.9 mm thick). This method is ideal for small-scale projects or DIY applications where advanced tools like hydraulic press brakes are unavailable.
(1) Step-by-Step Process
1)Secure the Sheet on a Bending Brake or Wooden Jig
Position the sheet on a manual bending brake or a sturdy jig made of wood or metal. Ensure the bend line aligns perfectly with the brake or jig's edge.
Use padded clamps to hold the sheet firmly in place to prevent slipping or surface damage.
2)Mark the Bend Line
Use a non-permanent marker or scribe tool to mark the exact location of the bend. For improved accuracy, consider using a straight edge or template.
3)Apply Steady Force or Use a Mallet
Gradually apply force to the bending brake handles, folding the sheet along the bend line. Alternatively, for setups bend sheet metal without a brake, use a rubber mallet, tapping incrementally and evenly along the bend line.
Tip: Work slowly to avoid uneven bends or over-stressing the sheet.
(2) Best Applications for Manual Bending
- Light DIY projects such as creating backsplashes, shelves, or decorative items.
- Small-scale industrial applications requiring sheet metal under 20 gauge.
(3) Advantages
- Cost-effective and accessible: requires minimal investment in tools.
- Easy setup, making it suitable for beginners and hobbyists.
(4) Limitations
- Not recommended for sheets thicker than 18 gauge due to higher bending resistance.
- Requires physical effort and may lack the precision needed for professional applications.
2. Method 2: Heat-Assisted Bending
Heat-assisted bending is particularly useful for thicker sheets (e.g., 16–18 gauge, approximately 1.2–1.6 mm) or achieving tight bend radii. Applying heat reduces the metal's resistance to deformation, preventing cracking during bending.
(1) Step-by-Step Process
1)Prepare the Workspace
Work in a well-ventilated area to avoid inhaling fumes. Wear heat-resistant gloves, safety goggles, and long-sleeved protective clothing.
Secure the stainless steel sheet in a jig or clamps that can withstand high temperatures.
2)Apply Heat Evenly Along the Bend Line
Use a blowtorch to heat the sheet along the marked bend line. Focus on applying heat uniformly to avoid creating stress points.
Monitor the temperature with an infrared thermometer, ensuring the metal reaches the optimal range of 750–1,100°F (400–600°C), depending on the grade of stainless steel.
Tip: Avoid overheating, as temperatures beyond 1,100°F can discolor the material or weaken its structural integrity.
3)Bend the Sheet
Once the metal is adequately heated, use a mallet or bending brake to shape the sheet along the bend line. For thicker sheets, consider attaching a cheater bar (a tool extender) to the brake handle for added leverage.
4)Allow the Sheet to Cool
Let the sheet cool gradually to retain its structural strength. Rapid cooling (e.g., quenching) may alter the steel's mechanical properties.
(2) Best Applications for Heat-Assisted Bending
- Bending stainless steel sheets for furniture, frames, or components requiring tight angles.
- Shaping thicker sheets when manual bending tools are insufficient.
(3) Advantages
- Enables bending of thicker sheets without cracking.
- Facilitates tight-radius bends.
(4) Limitations
- Requires access to heating equipment and safety precautions.
- May cause heat discoloration, which may require post-bending polishing or buffing.
3. Method 3: Bending with Hydraulic Press Brakes
Hydraulic press brakes are the gold standard for bending thicker stainless steel sheets (14 gauge or thicker, approximately 2 mm and beyond) or for achieving precise and repeatable bends in industrial projects.
(1) Step-by-Step Process
1)Set Up the Machine
Install an appropriate bending die in the press brake. Match the die’s size and contour to the desired bend angle and radius.
Enter the stainless steel sheet's thickness, bend angle, and other parameters into the machine's control panel (for CNC press brakes). For manual press brakes, refer to the manufacturer’s settings chart.
2)Position the Sheet
Align the stainless steel sheet so the marked bend line falls directly under the press punch. Use alignment guides or laser markers for precise positioning.
3)Calibrate the Machine for Springback
Stainless steel's elasticity requires overbending to counteract springback. Adjust the angle settings slightly beyond the desired bend angle (typically 1–3 degrees, depending on the material grade).
4)Perform the Bend
Activate the hydraulic system to press the punch into the die. The machine will apply the required force to bend the sheet.
Monitor the process for uniformity, especially for bends over long sheet lengths.
5)Inspect the Result
Remove the bent sheet and inspect the angle for accuracy and consistency. If adjustments are needed, recalibrate the machine and repeat.
(5) Best Applications for Hydraulic Press Brakes
- Industrial-scale manufacturing requiring consistent, precise bends.
- Projects involving thicker materials, curved shapes, or multi-angle components.
(6) Advantages
- Superior precision and repeatability.
- Capable of handling large sheets and complex bending profiles.
(7) Limitations
- High cost and size make it unsuitable for casual or DIY projects.
- Requires trained operators and regular machine maintenance.
4. Tips for Handling Springback
Springback is a common challenge when bending stainless steel. As the material attempts to return to its original shape, the bend angle may fall short of the target. To address this:
(1) Overbend Slightly
Adjust the bend angle by 1–3 degrees beyond the desired result, depending on the grade and thickness of stainless steel.
(2) Measure Progress Mid-Bend
Use a protractor or angle gauge to monitor the bend during the process and make corrections as needed.
(3) Select the Right Tools
Using properly aligned dies and calibrated machines can minimize the impact of springback.
(4) Preheat for Control
Heating slightly reduces springback, particularly in thicker sheets.

5. Choosing the Right Method
The most suitable metal working bending method depends on:
(1) Project Scale
Manual methods suffice for small DIY tasks, while industrial projects require machines.
(2) Sheet Thickness
Manual bending for thin sheets (20–22 gauge), heat-assisted bending for mid-thickness sheets (16–18 gauge), and hydraulic press brakes for thicker materials (14 gauge or more).
(3) Desired Precision
For tight tolerances, hydraulic press brakes or heat-assisted methods are preferred.
IV. What Materials Are Fit for Sheet Metal Bending?

The choice of material for bending is crucial for achieving desired bending results in sheet metal fabrication. Some materials may not be suitable for bending and could result in fracture or damage to the tooling. Materials with low ductility can be heated to reduce the risk of fracture.
When selecting materials for bending, it's important to consider their characteristics. Here are some common materials used in sheet metal bending and their properties:
1. Carbon steel
This material is strong and flexible with good ductility, and is an environmentally friendly option that can be recycled.
2. Mild steel
Mild steel has excellent ductility, which allows it to bend smoothly without heating.
3. Stainless steel
This material is strong, corrosion-resistant, and has high tensile and yield strength, making it a popular choice for bending.
4. Titanium
Titanium has a high tensile strength but can be prone to damage the tooling if not used properly. When bending titanium, it is necessary to increase the internal bending radius to prevent cracking and to overbend the material to achieve the desired shape.
5. Aluminum
Aluminum is prone to cracking when bent, so it's important to anneal it to prevent cracking. When bending aluminum, it's important to avoid over-bending to reduce the risk of cracking.
6. Copper
Copper has high ductility, making it a great choice for bending, and is cost-effective. It is widely used in the sheet metal processing industry.
V. Stainless Steel Sheet Bending

1. Features of Stainless Steel
Steel is a combination of materials, including small amounts of carbon, manganese, silicon, copper, phosphorus, sulfur, and oxygen. It is classified based on the carbon content as high, medium, low, and ultra-low carbon steel.
Steel can be bent easily as the tools used for bending steel plates are also made of steel. However, bending stainless steel requires a relatively larger force due to its high yield strength, hardness, and poor ductility.
Additionally, stainless steel's springback after bending is significant, requiring a larger bending radius to avoid cracking the workpiece.
2. Considerations for Stainless Steel Bending
Plate Thickness and Bending Tonnage Before bending stainless steel, it is essential to determine the thickness of the stainless steel. Thicker plates require a larger bending machine.
(1) Bending Angle and Bending Radius
The bending angle and radius are crucial to consider in the metal manufacturing industry. A larger bending radius may result in excessive springback, while a smaller radius may cause cracking.
Generally, the bending radius is around 0.2. For materials like high-carbon steel, a larger inner radius is necessary to prevent cracking. Stainless steel has high resilience, and the bending angle and radius cannot be too small.
(2) Bending Springback
The springback of a metal plate is proportional to the material's yield strength and inversely proportional to its elastic modulus. Low-carbon steel has less springback and is ideal for high-precision workpieces, while high-carbon steel and stainless steel have significant springback.
The larger the bending radius, the greater the springback. Smaller bending radii result in higher accuracy.
(3) Calculating the Bending Allowance
The bending allowance, which is the expansion of the outer side of the sheet, can be calculated with the knowledge of the sheet thickness, bending angle, and inner radius.
This calculation determines the required length of the sheet for bending. The formula for calculating the bending allowance is: BA=(π/180) x B x (IR+K x MT), or use a bending allowance gauge.
(4) Bending with Machines
Finally, a machine like a press brake can be used for bending processing. If the metal sheet is prone to cracking, it can be hot-formed or annealed.
Annealing improves the ductility of metals by softening them, and hot bending involves heating the metal to a red state and then bending it.
3. How to Bend Stainless Steel Sheet Metal Without a Brake?
First, gather the necessary materials including stainless steel plates, hammers, vises, rulers, protractors, and markers. Use the ruler to measure the plate's thickness, calculate the K factor and inner radius, and then determine the bend allowance using the formula BA=(π/180) x B x (IR+K x MT).
Use the protractor and marker to mark the bending line and radius on the plate. Cut the stainless steel plate to the appropriate size, and use the vise to bend the plate to the desired angle.
Ensure an even bend by striking the metal with a wooden hammer. Check the bend angle and bend allowance for accuracy. If necessary, you can assist the bend by heating the metal.
4. How to Calculate Bend Allowance?
Remember that bending the metal under pressure will result in internal compression and external stretching. When calculating the bend dimension, be sure to take into account the bend allowance which is dependent on the sheet thickness, inner radius, K factor, and bending angle.
The formula to calculate the bend allowance is BA=(π/180) x B x (IR+K x MT), where K is the K factor, B is the bending angle, IR is the internal radius, and MT is the plate thickness.
5. Example: Bending a 304 Stainless Steel Sheet
Materials and Tools
- Material: 304 stainless steel sheet, 3.0mm thick, 500mm long
- Tools: Press brake (100-ton 2500 model), measuring tools (tape measure, protractor), marking tools (marker), safety equipment (gloves, goggles)
Step 1: Preparation
Measure and Mark: Use a tape measure to measure the length of the stainless steel sheet. Mark the bending line at the desired location, for example, 100mm from one end.
Step 2: Calculate Bend Allowance
Calculate Unfolded Length: Use the formula for bend allowance:
Where B is the bending angle, IR is the internal radius, K is the K-factor, and MT is the material thickness. For a 90 degree bend:
Step 3: Set Up the Press Brake
- Select the Lower Die: Choose a lower die with a V-opening width of 24mm (8 times the material thickness).
- Adjust Press Brake Parameters: Calculate the required bending force using the formula:
Where S is the sheet thickness, L is the sheet length, and V is the die opening. For a 3.0mm thick, 500mm long sheet:
Since stainless steel requires more force, multiply by 2:
A 100-ton press brake is suitable for this task.
Step 4: Perform the Bending
- Position and Clamp: Place the stainless steel sheet on the press brake, aligning the marked line with the lower die. Secure the sheet with clamps.
- Bend the Sheet: Activate the press brake to apply pressure gradually until the desired angle is achieved. Use a protractor to check the angle.
Step 5: Check and Adjust
- Verify the Bend Angle: Use a protractor to ensure the bend angle is accurate. If necessary, make minor adjustments.
- Inspect the Bend Quality: Check for any cracks or defects. If issues are found, adjust the press brake settings and repeat the process.
Step 6: Safety Tips
- Wear Protective Gear: Always wear gloves and safety goggles to protect against sharp edges and flying particles.
- Maintain a Clean Work Area: Keep the workspace free of debris to prevent accidents.
VI. The Challenge of Bending Different Thicknesses and Types of Stainless Steel
1. Thin Sheets (< 3mm)
(1) Characteristics and Challenges
Thin stainless steel sheets, those less than 3mm thick, are relatively easy to bend but come with their own set of challenges. The primary concern is avoiding over-bending, which can lead to cracking or other deformities.
(2) Best Practices
- Bend Radius: For thin sheets, a bend radius of at least 1x the material thickness is recommended to prevent cracking.
- Springback: While thin sheets exhibit minimal springback, it is still essential to account for it. Slight over-bending can help achieve the desired angle.
- Tool Selection: Utilize smaller V-die openings and lower bending forces. Precision is key, and the right tools can make all the difference.
2. Medium Thickness Sheets (3mm - 6mm)
(1) Characteristics and Challenges
Medium thickness sheets, ranging from 3mm to 6mm, require more force and careful handling. The risk of springback is more pronounced, necessitating precise adjustments.
(2) Best Practices
- Bend Radius: A bend radius of 1.5x to 2x the material thickness is advisable to avoid material stress and cracking.
- Springback: Medium thickness sheets have a noticeable springback effect. Over-bending by a calculated amount can help counteract this.
- Tool Selection: Use medium-sized V-die openings and appropriate bending forces. Ensuring the press brake is correctly calibrated is crucial for accuracy.
3. Thick Sheets (> 6mm)
(1) Characteristics and Challenges
Thick stainless steel sheets, those over 6mm, present significant challenges due to their rigidity and the high forces required to bend them. The risk of material cracking and significant springback must be managed carefully.
(2) Best Practices
- Bend Radius: For thick sheets, a bend radius of 2x to 3x the material thickness is necessary to prevent cracking and ensure a smooth bend.
- Springback: Thick sheets exhibit substantial springback. Accurate over-bending and multiple hits may be required to achieve the correct angle.
- Tool Selection: Large V-die openings and high bending forces are essential. Heavy-duty press brakes with advanced control systems are recommended to handle the increased demands.
4. Types of Stainless Steel

(1) 304 Stainless Steel
Characteristics
304 stainless steel is the most commonly used type, known for its excellent corrosion resistance and good formability.
Bending Considerations
- Springback: 304 stainless steel has a moderate springback effect. Over-bending slightly can help achieve the desired angle.
- Tool Selection: Standard V-dies and punches are typically sufficient, but ensuring the press brake is well-calibrated is essential.
(2) 316 Stainless Steel
Characteristics
316 stainless steel contains molybdenum, providing superior corrosion resistance, especially in marine and chemical environments.
Bending Considerations
- Springback: 316 stainless steel is stronger and harder, resulting in a higher springback effect. Precise over-bending is necessary.
- Tool Selection: Higher forces and larger bend radii are required. Specialized tools may be needed to handle the increased strength.
(3) High Carbon Stainless Steel
Characteristics
High-carbon stainless steel offers increased strength and hardness but reduced ductility, making it more prone to cracking.
Bending Considerations
- Springback: Significant springback requires careful over-bending and multiple hits.
- Tool Selection: Larger V-die openings and higher forces are necessary. Preheating the material can reduce the risk of cracking.
(4) Low Carbon Stainless Steel
Characteristics
Low carbon stainless steel is more ductile and easier to bend, making it suitable for complex shapes and tight bends.
Bending Considerations
- Springback: Minimal springback makes it easier to achieve precise bends.
- Tool Selection: Standard tools and lower forces are typically sufficient.
VII. FAQs
1. What tools and equipment are needed to bend stainless steel sheets?
Essential tools for bending stainless steel sheets include press brakes, punches, and dies for precise bends. Hydraulic press brakes offer strength and flexibility. Manual bending uses vises and hammers, while rolling machines suit large-radius bends.
Heat bending may need torches or induction heating. Measuring and marking tools ensure accuracy, and safety gear like gloves and goggles protect operators. Choosing the right tools based on material thickness and bend requirements is crucial for quality results.
2. What are the best practices to avoid material stress and cracking when bending stainless steel sheets?
Choose the right material properties, perform pre-bend annealing, and select the appropriate bending technique and tooling. Ensure the bend radius matches or exceeds the material’s thickness, control the bending speed, and use a multi-pass bending process.
Address residual stresses and ensure proper hole and edge considerations. Plan the order of bends to avoid crashes. These practices help achieve smooth bends without breaking or excessive stress.
VIII. Conclusion
This blog post provides an overview of the basics of sheet metal bending, with a focus on important considerations for bending stainless steel. Metal bending can be achieved using various machines. For simple bending tasks, a vise can also be used. Also, the material needs to be welded in the processing.
ADH is a manufacturer of sheet metal processing machines with 20 years of experience in the industry. If you are in need of press brakes or other such machinery, you can review our product Brochures for more details or contact us directly for information on products and prices.















