I. Introduction of Press Machine
A press machine, also known as a forming press, is a heavy industrial machine that uses pressure to change or adjust the size of the workpiece like steel, aluminum, or other materials. Press machines play a pivotal role in the sheet metal manufacturing industry.
They are also known as forming presses or mechanical presses. Once a workpiece has been designed, operators use press machines to manufacture it. These machines work by applying pressure to bend and press the sheet metal.
A press machine consists of a frame and base, and it is equipped with punches and dies, which are located on the ram and workbench, respectively. The machine applies pressure to the metal plate through a power device that drives the punch.
There are different types of press machines, including hydraulic, pneumatic, and mechanical, and are differentiated based on their power system, capacity, and other factors. Different press machines operate through different dynamic mechanisms, and their design structure may include C-frame presses and screw presses. Readers who wish to explore the specific categories of punch presses in detail can refer to Understanding Punch Press Types.
The core function of a press goes far beyond simply “applying pressure.” Its importance is evident in three key dimensions:
(1) Shaper of Form
A press’s primary mission is to transform flat sheets, raw forgings, or powdered materials into functional components with specific three-dimensional shapes, precise dimensions, and tight tolerances. It is the essential bridge that turns a design blueprint into a tangible product.
(2) Multiplier of Efficiency
Through rapid, repeatable strokes, a press can process individual parts at an exceptionally high pace, making it a cornerstone of mass, standardized production. Without presses, the cost and efficiency metrics of modern industry would be unimaginable.
(3) Guardian of Precision
Modern presses—particularly servo presses—can control ram positioning with micron-level accuracy. This unparalleled precision not only ensures outstanding consistency and quality in the final product but also serves as the foundation for advanced industries such as automotive, aerospace, and precision electronics.
There are numerous press manufacturing processes, such as die cutting, forging, and stamping. In this article, we will explore the definition of press machines and their various types.
II. The Driving System of the Power Press Machine

The driving system of a power press machine is a crucial component that powers the machine's operations. In a hydraulic press machine, the ram movement is driven by the hydraulic cylinder and the piston rod, which are typically located on both sides of the press machine.
The hydraulic system is capable of sustaining large loads and longer strokes continuously. The mechanical drive system, on the other hand, consists of components such as a crank, flywheel, eccentric, and knuckle joint. The flywheel rotates, connecting the crank to drive the movement of the ram, providing a strong mechanical driving force, which is ideal for blanking and stamping processes. For readers curious about distinctions in forming versus stamping processes, see Press Brake vs Stamping: Key Differences.
A pneumatic press machine operates on compressed air, and its structure is relatively simple. The power comes from the movement of compressed air, making it fast and capable of quickly driving the ram. In conclusion, each type of driving system has its own strengths and is suitable for different metalworking processes.
III. Type of Machine Press: Classification by Power Source
Press machines can be classified by different standards, including mechanical (hydraulic, pneumatic, etc.) and stamping (forging, punching, etc.). For a more detailed look at how these systems interact within a punch press, consult the Guide to Punch Press.
1. Manual Press Machine

(1) Working Principle
A manual press machine is operated manually by the operator, who applies pressure to the machine through a handle. After the handle is rotated, the ram moves up and down, generating force through the lever to drive the punch to make a linear motion.
The hydraulic cylinder generates high pressure and slowly drives all components of the punch and die process of the workpiece. The manual press machine is suitable for small batches and simple production and can be used for bending, blanking, and punching.
The structure of the whole machine is very simple, including a C-frame, punch, die, handle, and guide rail. The larger the opening of the C-shaped frame, the better the feeding of metal plates.
It has an independent hydraulic system, which has the features of small volume and low operating cost. The manual press machine is very slow and suitable for one-time and light operation.
(2) Application Scenarios
Manual presses are commonly used for laboratory sample preparation, small-scale production, and repair work. They are suitable for metal stamping, marking, riveting, forming, and bending operations.
(3) Advantages
- Simple design and easy operation
- Low maintenance costs
- Precise control, suitable for various operations
- Low cost, ideal for small-scale use
(4) Disadvantages
- Slow operation speed, suitable for small batch production
- Requires manual operation, high labor intensity
- Limited pressure, not suitable for high-tonnage operations
(5) Technical Specifications
| Specification | Value |
| Force | 630 kN to 10,000 kN |
| Weight | 11 kg to 250 kg |
| Nominal Force | 30 tons |
| Power Source | Hydraulic |
| Table Length | 1100 mm to 1300 mm |
| Max Pressure | 0 bar to 1 bar |
| Overall Length | 3300 mm |
| Applications | Marking, numbering, identifying, crimping, riveting, punching |
2. Hydraulic Press Machine
(1) Working Principle
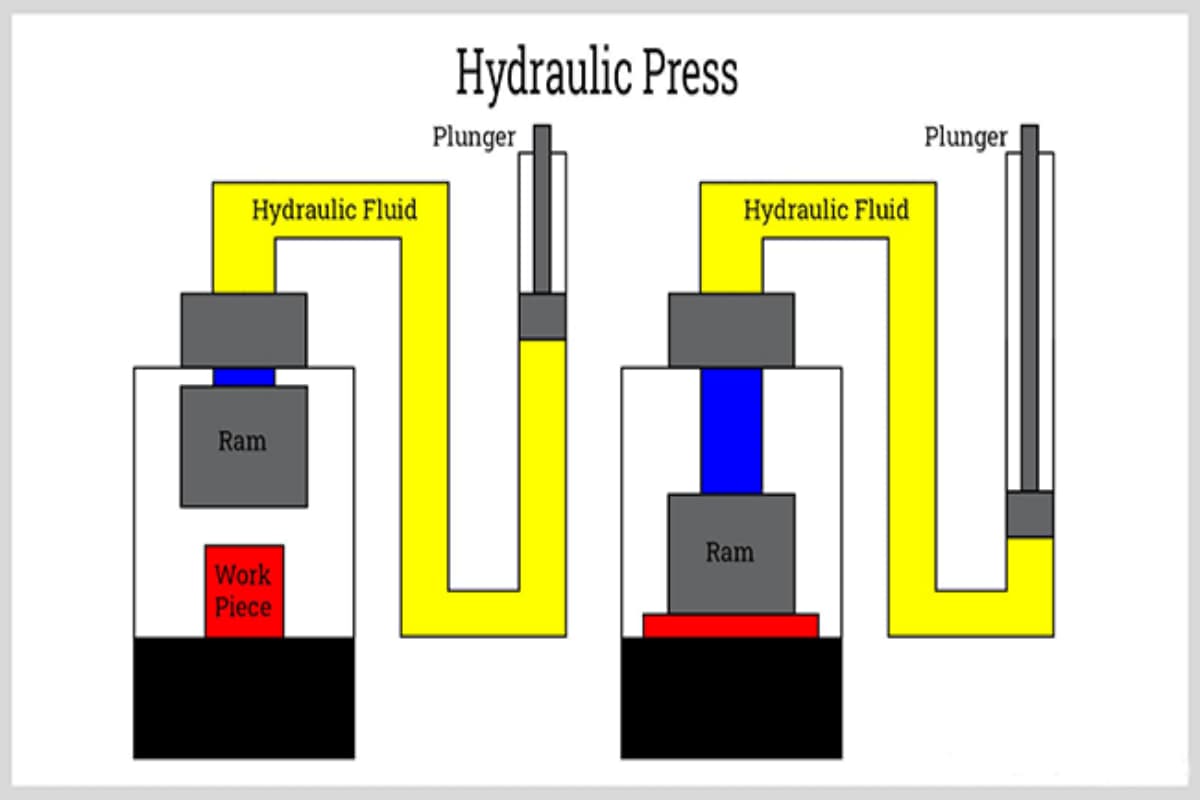
Hydraulic press machine drives the ram through a series of hydraulic system components, with the oil cylinder usually installed on the top beam. The speed of the ram is determined by the circuit flow and oil quantity of the hydraulic system.
A hydraulic press operates based on Pascal's law, which states that pressure applied to a confined fluid is transmitted equally in all directions. Hydraulic presses typically consist of two pistons of different sizes. The fluid (usually oil) is pressurized in the smaller piston and then transmitted through pipes to the larger piston, generating a greater force.
By installing different punches and dies, the machine can work. To ensure operator safety, the hydraulic press machine is equipped with sensing devices and safety switches. With larger capacity, longer stroke, and adjustable tonnage, the hydraulic press machine is more suitable for manufacturing complex workpieces.
(2) Application Scenarios
Hydraulic presses are widely used in metal forming, forging, stamping, punching, mould manufacturing, deep drawing, die casting, and other sheet metal processes. They are also used for crushing cars, making cocoa powder, automotive parts manufacturing, the aerospace industry, and sword making.
(3) Advantages
- Can generate enormous pressure
- Suitable for high-tonnage operations
- Simple design with low maintenance costs
- Low noise levels
- Built-in overload protection
- Small footprint
- Long tool life
(4) Disadvantages
- Pressure is limited and cannot exceed the set value
- Some hydraulic oils are flammable
- Requires more maintenance
- Potential for hydraulic oil leaks
- Slower operation speed
- High energy consumption
- Unpleasant odors
- Noise
- Significant heat generation
(5) Technical Specifications
| Specification | Value |
| Capacity | 600 tons |
| Height | 5300 mm (+/-100 mm) |
| Width | 1500 mm (+/- 100 mm) |
| Table Area (Width) | 3000-5000 mm |
| Table Area (Height/Length) | 1200 - 1500 mm |
| Minimum Work Capacity | 1150 mm |
| Distance Between Trays (Max) | 2300 mm |
| Piston Stroke (Min) | 500 mm |
| Pump | 500-90 1/min |
| Tank Capacity (Min) | 670 L |
| Type | C-Type |
| Travel Speed (Max) | Approach: 18 mm/sec Working: 5 mm/sec Backward:20 mm/sec |
| Integrated Crane Capacity | Min 3 Ton at 2 meters |
| Travel Speed (Crane) | Free: 80 mm/s Under Load: 5 mm/s |
| Controls | Manual with remote control |
| Stroke/Pressure | Adjustable |
| Instrumentation | Analogue & digital |
| Electrical Supply | 3¢, 415 V, 50Hz |
| Safety Features | Mesh Guarding, Interlocked light guards, Safety valve, Auto stop |
| Warranty | Min 12 months |
| Installation and Commissioning | By the firm |
3. Mechanical Press Machine
(1) Working Principle
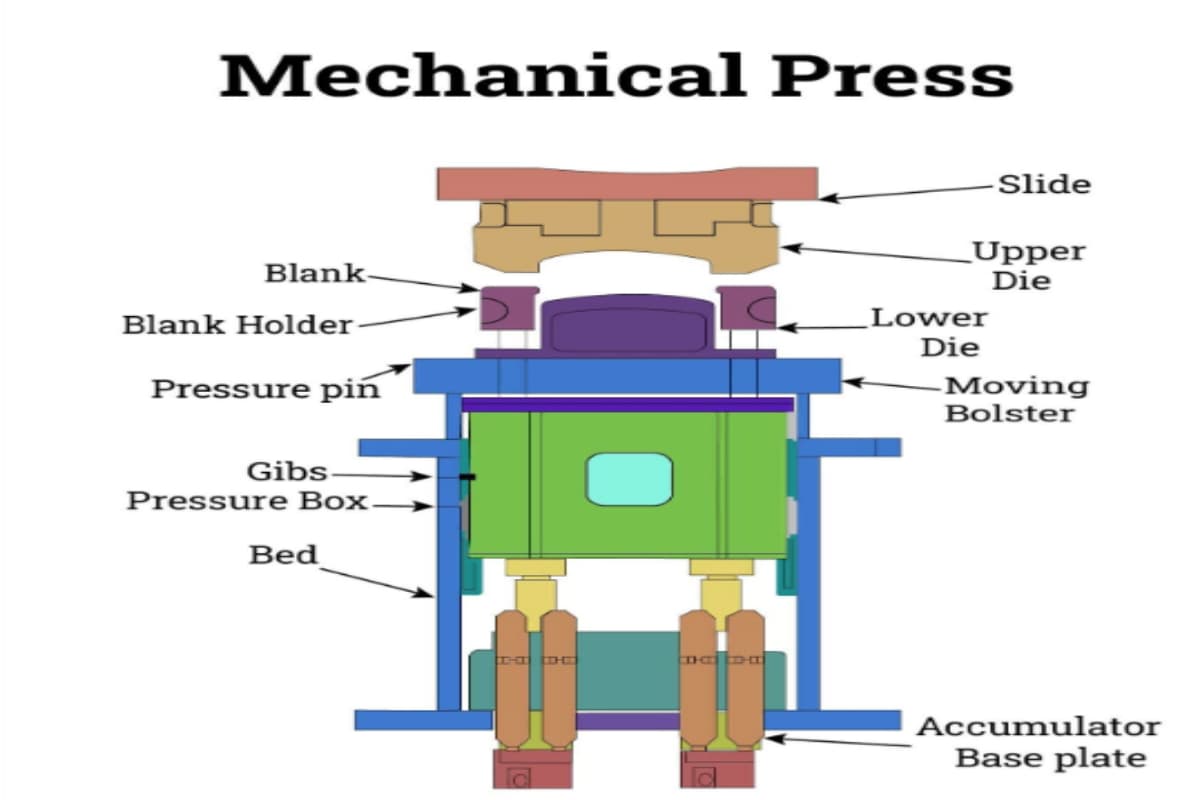
Mechanical press machines use mechanical energy to process sheet metal and come in various types. The power source of the mechanical press machine is the motor, which transfers energy to the ram. Compared to hydraulic press machines, mechanical press machines have a faster speed and are suitable for stamping.
A mechanical press operates by using an electric motor to drive a flywheel, which stores kinetic energy. This energy is then transferred through a clutch and crank mechanism, converting rotational motion into linear motion to drive the ram and apply pressure to the workpiece.
They are characterized by the rapid and repeated application of pressure within a limited stroke. However, the stroke of the mechanical press machine is unstable because force is applied at different speeds, making it unsuitable for manufacturing complex workpieces.
Currently, the press capacity of the mechanical press machine can reach 12,000 tons. Mechanical press machines provide fast and repeatable operations, reducing the cost of mass production.
(2) Application Scenarios
Mechanical presses are commonly used for metal stamping, forming, and extrusion operations, suitable for mass production. They are widely used in electronics, industrial manufacturing, automotive parts, construction, and aerospace industries.
(3) Advantages
- Capable of achieving high cycle rates
- Suitable for mass production
- Robust structure for high-strength operations
- Fast operation speed
(4) Disadvantages
- Requires regular lubrication and maintenance
- High noise levels
- Complex structure with high repair costs
(5) Technical Specifications
| Specification | Value |
| Pressure Force | 200 tons |
| Motor Power | 15 kW |
| Throat Depth | 400 mm |
| Strokes per Minute | 40 spm |
| Stroke Adjustment | 20 - 170 mm |
| Max. Closed Mould Height | 430 mm |
| Distance Between Table and Ram | 600 mm |
| Ram Adjustment | 80 mm |
| Table Size | 800 ×1200 mm |
| Ram Size | 400 ×700 mm |
| Table Height | 950 mm |
| Ø Hole in the Table | 300 mm |
| Ø Hole in the Ram | 60 mm |
| Total Width (Frontal) | 2130 mm |
| Total Length | 2100 mm |
| Overall Height | 3250 mm |
| Features | Central motorized lubrication, hydraulic overload protection, electro-pneumatic clutch and brake, safety light guards, PLC control, adjustable stroke, anti-vibration pads |
| Optional Accessories | Inverter, pneumatic/hydraulic die ejector, lower auxiliary table, strain gauge system, NC digital display |
4. Pneumatic Press Machine

(1) Working Principle
A pneumatic press machine is powered by compressed gas, which is compressed and expanded to increase the pressure in the cylinder. The pressure in the pneumatic press machine is consistent throughout the entire stroke, and there is no need to adjust the pressure.
The machine moves quickly and can carry out multiple cycles rapidly. The maximum force of the pneumatic press machine is determined by the cylinder aperture and the regulated working pressure.
During use, the pneumatic press machine must maintain the operating pressure; otherwise, the stroke of the press will be intermittent, which is not conducive to process monitoring.
To prevent air supply failure, pneumatic check valves and shaft locking devices are required to ensure stroke accuracy and operator safety.
(2) Application Scenarios
Pneumatic presses are widely used for bending, stamping, forming, and cutting metal sheets. They are used in automotive manufacturing, metalworking, and electronics manufacturing industries.
(3) Advantages
- Fast operation speed, ten times faster than hydraulic presses
- High adaptability with adjustable pressure, speed, and position
- Low energy consumption and environmentally friendly
- Low maintenance costs and easy operation
- Low noise levels
(4) Disadvantages
- Limited pressure, not suitable for high-tonnage operations
- Requires a stable supply of compressed air
- Potential for air leaks
(5) Technical Specifications
| Specification | Value |
| Capacity | 5 tons to 250 tons |
| Frame | Fabricated steel construction |
| Pneumatic Clutch Brake | Linked with flywheel |
| Crank Shaft | High tensile steel |
| Bearings | High-grade gunmetal |
| Ram | High tensile cast iron/steel |
| Stroke Adjustment | Adjustable |
| Flywheel | High-grade Cl |
| Power Supply | 400/440 Volts,3 Phase,50 Cycles |
| Stroke Per Minute | 30 to 70 spm |
| Electric Motor | 1 HP to 25 HP |
| Air Pressure | 5.5 kg/cm2 |
5. Servo-Electric Press Machines
(1)Features
- Energy Efficiency: Servo-electric presses consume energy only during the active pressing cycle, significantly reducing overall energy consumption compared to hydraulic presses. Advanced designs, such as those using roller screw actuators, can save up to 50% in energy costs.
- Low Noise: The absence of hydraulic pumps and valves ensures quieter operation, creating a more comfortable work environment and reducing noise pollution in manufacturing facilities.
- High Precision: Servo-electric presses offer precise control over force, speed, and position through programmable motion profiles. This precision is critical for applications requiring high accuracy and repeatability.

(2)Applications
1)Medical Device Manufacturing:
Cleanroom environments benefit from the servo-electric press's oil-free operation, ensuring contamination-free production of medical implants and surgical tools.
2)Precision Stamping in Aerospace Industries:
Used for forming lightweight and intricate aerospace components with tight tolerances, enhancing material efficiency and reducing waste.
(3)Innovations
1)Programmable Motion Control:
Advanced servo motors enable real-time adjustments to ram speed, force, and position for complex forming tasks. This reduces scrap rates and improves productivity.
2)Energy Savings:
Servo-electric presses reduce energy consumption by up to 70% compared to traditional hydraulic systems by using power only when pressing occurs.
3)Reduced Maintenance:
With fewer mechanical parts and no need for hydraulic oil, these presses have lower maintenance costs and longer operational lifespans.
IV. Classification by Application
1. Punching Press Machine
(1) Working Principle
A Punching Press Machine, also known as a punch press or punching machine, operates by shearing and deforming materials. It uses force generated by mechanical, hydraulic, or pneumatic systems to drive a punch into the workpiece, creating holes or specific shapes in metal sheets or other materials. The basic components of a punching press include the frame, bed, punch, die, and power source.
Punching machines have punches and dies of different sizes and shapes. During processing, the plate is placed under the punch, and the pressure of the machine causes the punch to move downward. The punching press machine has two types: C-frame and H-frame.
The C-frame drives the ram through the hydraulic cylinder to operate the punch, while the H-frame is designed to place the metal plate in the center of the machine without protruding. The C-shaped frame occupies less space and is flexible to use, while the H-frame is suitable for large-scale manufacturing.
(2) Application Scenarios
The forming technology of the punching press includes blanking, punching, perforating, and bending. Punching presses are widely used in the automotive, aerospace, electronics, and construction industries. They are used to manufacture automotive parts, electronic device enclosures, building metal structures, metal frames, and brackets. Punching presses can also be adapted for custom applications, meeting unique needs in industries such as furniture and signage.
(3) Advantages
- Versatility: Capable of performing various operations, including punching, forming, and bending, suitable for metalworking.
- High Efficiency: Capable of high productivity due to fast operation and automation capabilities.
- High Precision: Provides excellent accuracy and repeatability, ensuring consistent results.
- Cost-Effective: Suitable for mass production due to its efficiency and versatility.
- Flexibility: Can handle various sizes and types of materials, allowing flexibility in the manufacturing process.
(4) Disadvantages
- Limited Pressure: Certain types of punching presses (e.g., pneumatic punching presses) have limited pressure and are not suitable for high-tonnage operations.
- Maintenance Requirements: Requires regular maintenance and inspection to ensure the machine is in good working condition.
- Noise Issues: Mechanical punching presses can generate significant noise during operation.
(5) Technical Specifications
| Specification | Value |
| Force Exerted by Ram | Varies (e.g., 30 tons) |
| Stroke Length | Adjustable |
| Ram Adjustment Range | Adjustable |
| Worktable Dimensions | Varies |
| Speed (Strokes per Minute) | Varies |
| Power Consumption | Varies |
| Flywheel Drive | Stable power consumption, cost-effective, easy maintenance |
| Mechanical Drive | Consistent force,durable,reliable |
| Hydraulic Drive | Precision control,suitable for varied tasks |
2. Stamping Press Machine
(1) Working Principle
The stamping press machine forms metal sheets by applying pressure on them. It features interlocking punch and work table devices that secure the plate for cutting or punching into the final shape. Due to its large size and complex operation, it requires a great amount of power for driving.
The surface of the workpiece produced by the stamping press machine may have defects, and the punching holes may not be clean enough. The stamping machine only forms the metal sheet and may not handle details well.
(2) Application Scenarios
Stamping presses are widely used in the automotive manufacturing, electronics, household appliances, construction, and aerospace industries. They are used to produce automotive body parts, electronic device enclosures, household appliance components, and building metal structures.
(3) Advantages
- High Material Utilization: The stamping process efficiently utilizes materials, reducing waste.
- High Productivity: Suitable for mass production, capable of quickly manufacturing large quantities of parts.
- High Precision: Hydraulic stamping presses provide high-precision stamping operations, suitable for high-precision applications.
- Versatility: Capable of performing various operations, including punching, bending, and drawing.
(4) Disadvantages
- Material Limitations: Certain materials (e.g., very hard metals) are not suitable for stamping and may require heat treatment to increase ductility.
- Thickness Limitations: Thicker materials require greater force to stamp, necessitating larger machines and more robust dies.
- Complex Tooling Requirements: Typically requires complex tooling for each part, increasing initial costs and preparation time.
(5) Technical Specifications
| Specification | Value |
| Capacity | 3000 kN (300 tons) to 5000 kN (500 tons) |
| Stroke Length | 250 mm to 300 mm |
| Strokes per Minute (No Load) | 15 to 40 spm |
| Die Height | 570 mm to 650 mm |
| Slide Area (LR x FB) | 1000 x 900 mm to 1200 ×1100 mm |
| Bolster Area (LR x FB) | 1000 × 985 mm to 1200 x1215 mm |
| Rated Tonnage Point Above BDC | 13 mm |
| Slide Knockout Capacity | 30 kN to 50 kN |
| Die Cushion Capacity | 160 kN to 260 kN |
| Hydraulic Overload Protection | Included |
| Control System | PLC |
| Safety Features | Lateral protection screens,safety light guards |
3. Bending/Press Brake Machines
(1)Functionality
- Press brake machines are designed to bend or deform sheet metal into specific angles or shapes using a punch and die setup.
- CNC (Computer Numerical Control) press brakes enhance precision by automating the bending process, ensuring repeatable and accurate results.
(2)Examples
1)Aerospace Industry:
CNC press brakes are used to manufacture intricate components like wing sections, fuselage panels, and brackets for aircraft and spacecraft.
High-precision bending ensures lightweight yet robust structural elements critical for aerospace applications.
2)Kitchen Equipment Fabrication:
Press brakes are widely used to create custom components for ovens, grills, stoves, and refrigeration units in commercial kitchens.
Stainless steel countertops, trays, and other catering equipment are bent into precise shapes using hydraulic or CNC press brakes.
(3)Innovations
1)Multi-Axis CNC Systems:
Advanced CNC press brakes feature multi-axis controls for complex bending operations, such as tapered bends or multiple sequences.
2)Automation and Tooling:
Automated tool changers and adaptive bending technologies ensure precision while reducing material waste.
3)Sustainability:
Accurate bending reduces rework and scrap, contributing to eco-friendly manufacturing processes.
4. Forging Press Machines
(1)Functionality
1)Forging press machines shape metal through the application of compressive forces at high temperatures.
2)The process refines the grain structure of the metal, enhancing its strength, ductility, and resistance to impact or fatigue.
(2)Examples
1)Automotive Industry:
- Forging presses are used to produce durable components like drive shafts, gears, and suspension parts.
- Advanced materials like Thyrotherm steel improve wear resistance and performance under high stress.
2)Aerospace Industry:
Hydraulic forging presses create high-strength parts such as turbine shafts and landing gear for aircraft.
3)Industrial Machinery:
Forged rollers, gears, and other components ensure durability in heavy-duty equipment.
(4)Innovations
| Technology Category | Description | Advantages |
|---|---|---|
| Hydraulic Forging Presses | Provides precise control of applied force, ensuring even stress on the mold and consistent product quality | High-precision forging, mass production, consistent quality |
| Radial Forging Technology | Used in the automotive field to produce lightweight hollow gear shafts, optimizing wall thickness | Suitable for new energy vehicles/electric mobility (e-mobility), weight reduction and performance improvement |
| Servo-Controlled Systems | Modern forging machines integrate servo technology to improve stroke length and force application accuracy, while reducing material waste | Saves raw materials, improves dimensional accuracy and production efficiency |
V. Classification by Frame Design
Gap Frame (C-Frame) Presses
Features
- Open sides provide easy access to the die space for material loading, unloading, and maintenance.
- Compact design minimizes floor space requirements.
- Typically supports light to medium-duty operations with tonnage capacities ranging from 1 to 250 tons.
- Offers cost-effective solutions compared to other press types.
Applications
- Stamping and Forming: Common in automotive industries for small to medium components.
- Electronics Component Assembly: Ideal for precision assembly tasks requiring accessibility.
- General Metalworking: Used for punching, blanking, bending, coining, and embossing.
Example
- A custom C-frame press used for forming corrugated steel in manufacturing processes.
Advantages
- Three open sides allow versatile material handling and tooling adjustments.
- Minimal deflection ensures precision for light-duty applications.
- Cost-effective and adaptable to various industries like aerospace, appliance manufacturing, and medical devices.
Inclinable Frame (OBI) Presses
Features
- Inclining capability allows scrap or finished parts to slide out of the back of the press via gravity.
- Compact and versatile design suitable for high-speed operations.
Applications
- Punching and Blanking: Commonly used in high-speed stamping tasks in automotive and consumer goods industries.
- Shallow Drawing: Suitable for forming shallow parts with minimal complexity.
Advantages
- Optimized for rapid production runs with easy material ejection.
- A space-efficient design ideal for smaller workspaces.
Straight Side Presses
Features
- Rigid vertical columns minimize deflection, ensuring high precision and stability during operation.
- Designed for heavy-duty applications with tonnage capacities up to 4,000 tons or more.
Applications
- Progressive Die Applications: Used in automotive manufacturing for large-scale production of body panels or structural components.
- Heavy-Duty Forming: Ideal for deep drawing, blanking, and transfer stamping operations requiring high tonnage.
Example
- Straight-side presses are extensively used in EV battery housing production due to their ability to handle large workpieces with high accuracy.
Advantages
- Superior alignment reduces wear on dies and tools during prolonged operations.
- Suitable for off-center loading and high-volume production environments.
H-Frame or Pillar Presses
Features
- H-shaped frame provides excellent stability and balanced load distribution during pressing operations.
- Accommodates larger tooling setups with open front, back, left, and right sides for easy material pass-through.
Applications
- Forging: Commonly used in heavy industries for shaping metal components like gears or shafts.
- Assembly Operations: Effective for pressing bearings or gears into place in automotive or industrial machinery.
Advantages
- High tonnage capacity supports heavy-duty tasks like compression molding or straightening.
- Versatile design allows customization for specific industrial needs.
Adjustable Bed Frame Presses
Features
- Vertical bed adjustment allows flexibility in handling workpieces of varying sizes and shapes.
- Compact design suitable for prototyping setups or low-volume production runs.
Applications
- Prototyping setups requiring variable workpiece positioning.
- Small-scale manufacturing processes where adaptability is crucial.
Advantages
- Offers enhanced versatility for experimental or custom manufacturing tasks.
- Efficient use of space while maintaining operational flexibility.
VI. Classification by Number of Drive Points
The term “point” refers to the number of connection rods linking the crankshaft to the ram.
1. Single-Point Presses
Single-point presses have a simple structure and lower cost, making them suitable for smaller die sizes. However, when the die is very large—for example, for an automotive door—driving the ram from a single point can lead to uneven forces on each side, causing the ram to tilt. This may result in defective products and damage to the tooling.
(1) Advantages
1)Cost-effectiveness: Single-point presses typically have lower initial purchase and maintenance costs than multi-point presses, making them attractive for companies with limited budgets or less complex production needs.
2)Ease of operation and setup: Their straightforward structure simplifies both operation and die setup, placing lower skill demands on operators.
3)High versatility: For various processes—stamping, forming, bending, cutting—single-point presses can work efficiently as long as the load is centered, making them a workshop staple in many facilities.
(2) Limitations
1)Eccentric loads are the arch-enemy: This is the single-crank press’s greatest vulnerability. If the die design causes the punching force to be off-center from the slider, the slider can easily tilt. This not only severely compromises product accuracy but also causes abnormal wear on the press’s guide rails and the die.
2)Limited tonnage and size capacity: Generally unsuitable for applications requiring extremely high punching force or processing oversized sheet materials.
3)Precision limitations: For high-precision stamping operations demanding exceptional repeat positioning accuracy and verticality, a single-crank press may fall short of requirements.
2. Multi-Point Presses
Two-point or four-point presses employ multiple drive points on the slider, distributing force evenly across the entire slider surface. This ensures absolutely parallel movement under any load, forming the essential foundation for high-quality production of large, complex components.
(1) Advantages
1)Exceptional stability and precision: Multiple drive points greatly increase the slider’s resistance to eccentric loads, ensuring absolute smoothness throughout the stamping process and enabling extremely high machining accuracy. This is critical for producing high-value parts such as automotive body panels and aerospace components.
2)Even pressure distribution: Force is applied uniformly to the workpiece, ensuring consistent product quality—especially important in deep drawing of large thin-sheet components.
3)Protection for expensive dies: By balancing loads, multi-point presses significantly reduce uneven die wear, extending the service life of complex and costly progressive or multi-stage dies.
4)Ideal for automated production: The wide working table and high stability make multi-point presses a perfect choice for automated stamping lines, such as those using progressive dies or multi-station transfer setups.
(2) Limitations
1)High cost: Their complex structure and stricter manufacturing tolerances make multi-point presses significantly more expensive to purchase and maintain than single-crank presses.
2)Complexity: Installation, commissioning, and daily operation are more involved than with single-crank presses, requiring higher skill levels from technical staff.

VII. Smart Selection: A Strategic Decision Framework for Engineers and Buyers
1. Defining Your Application’s DNA
Before engaging with any supplier or becoming enamored with glossy equipment brochures, the first and indispensable step is to precisely “sequence” your application’s DNA. This unique genetic blueprint will determine which press aligns perfectly with your production needs. It consists of four critical base pairs:
(1) Material Characteristics
Who—or rather, what—are you about to take on? Is it the compliant, highly ductile low-carbon steel, the tough and unyielding high-strength steel, the light yet sensitive aluminum alloy, or the noble stainless steel? Shear strength, yield strength, and forming window vary dramatically between materials, directly setting the baseline tonnage needed as well as the strictness of speed and pressure control requirements.
(2) Part Complexity
Is your goal to produce simple 2D blanked parts, or three-dimensional automotive panels with complex curves and extreme draw depths? Geometric complexity is the key measure for assessing whether flexible processing capability is necessary.
For straightforward, repetitive tasks, a fixed-stroke mechanical press reigns supreme. But when deep drawing or asymmetrical forming comes into play, hydraulic or servo presses with fully controllable stroke, speed, and pressure quickly become indispensable.
(3) Production Volume Requirements
Are you pursuing the manufacturing equivalent of “speed is the ultimate weapon”—hundreds of parts per minute—or the artisanal approach of “meticulous craftsmanship, broad variety”—flexible production in small batches across diverse product types?
Production volume drives the trade-off between speed and flexibility. Mechanical presses excel in high-volume runs, whereas hydraulic and servo presses shine in flexible manufacturing thanks to rapid die changes and process adaptability.
(4) Tolerance Requirements
Is ±0.5 mm “acceptable” accuracy sufficient, or is ±0.01 mm “stringent” precision your benchmark? Tolerance expectations directly challenge a press’s frame rigidity, transmission accuracy, and control systems. The closer you get to micron-level tolerances, the more you’ll require a high-rigidity straight-side frame paired with the absolute control of a servo drive system.
2. Tonnage Calculation
One of the most common—and most misleading—traps in procurement is “tonnage worship”—the belief that bigger is always better. Excessive tonnage not only results in a wasteful initial investment but also in ongoing energy losses. Professionalism lies in precise calculation, not blind overestimation.
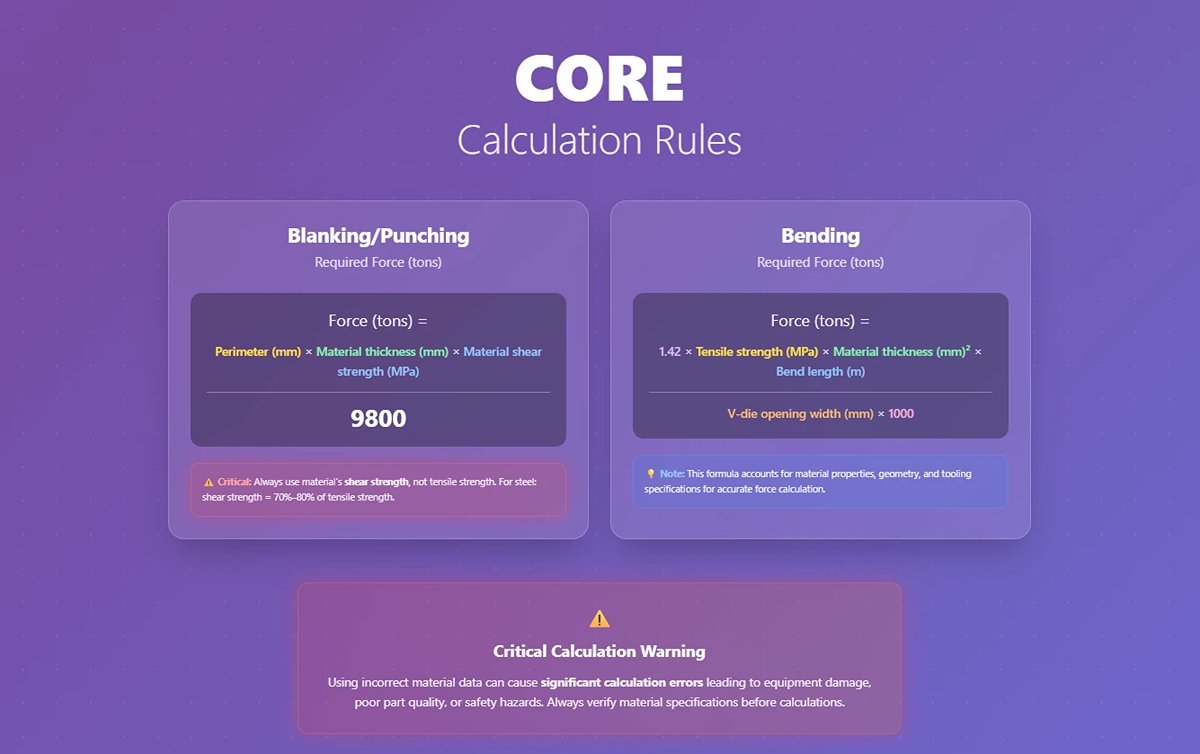
(1) Core Calculation Rules
- Blanking/Punching required force (tons):
Always use the material’s shear strength, not its tensile strength. For steel, shear strength is typically 70%–80% of its tensile strength. Using incorrect data can cause significant calculation errors.
- Bending required force (tons):
- Drawing required force (tons):
Drawing force calculations involve numerous variables—blank size, blankholder force, friction coefficient, drawing depth, etc.—making them highly complex. It is strongly recommended to use professional CAE (Computer-Aided Engineering) software for finite element analysis to obtain an accurate force-displacement curve.
(2) Key Points
1)Safety margin
The theoretical value is the minimum under ideal conditions. To account for performance variations between material batches, normal die wear, and changing lubrication conditions, you should add a 20%–30% safety margin. In other words, the press’s rated tonnage should be at least 1.2 to 1.3 times the calculated requirement.
2)Derated tonnage
Keep in mind that a mechanical press delivers 100% of its rated capacity only at the very bottom of the stroke (bottom dead center). If your process, such as deep drawing, requires significant force higher up in the stroke, you must obtain and carefully review the “tonnage vs. stroke” curve for that model to ensure the machine can provide sufficient force at your actual working point. Assuming rated tonnage is available throughout the stroke is the number one cause of selection failures.

3. The TCO Rule
Short-sighted procurement focuses solely on the initial purchase price (CAPEX), whereas strategic procurement centers on Total Cost of Ownership (TCO). TCO accounts for all expenses over the equipment’s entire lifecycle—from purchase to scrapping—revealing the broader and truer economic picture behind the price tag.
(1) A comprehensive TCO comparison model
To make a sound long-term decision, your financial model must include the following five cost centers:
1)Initial capital investment
Purchase price of the equipment, transportation, installation and commissioning, foundation construction, and the cost of any supporting automation equipment.
2)Energy costs
Electricity consumption during operation and standby, along with related energy usage for hydraulic cooling systems, cooling towers, and similar infrastructure. This is often where the economic differences between press types are most pronounced.
3)Maintenance costs
Spare part expenses, including hydraulic oil, seals, clutch plates, lubricants, specialized maintenance labor hours, and the anticipated lifespan and replacement cost of critical components such as servo motors and ball screws.
4)Operating Costs
This includes operator training, tooling replacement and maintenance, and losses in materials and labor caused by scrap rates resulting from defective forming.
5)Downtime Losses
Direct profit losses caused by unexpected equipment failures or scheduled maintenance halting production. This is often the most hidden, yet potentially the most devastating cost.
(2) Why Servo Presses Often Deliver a Lower TCO
While the initial purchase price of a servo press can be two to five times that of a mechanical press of the same tonnage, in many demanding applications it can outperform in the long run thanks to a much lower TCO. The economics behind this are straightforward:
1)Exceptional Energy Savings
With its on-demand power supply feature, a servo motor can reduce energy consumption by 50–70% compared to a hydraulic press that idles continuously. In facilities with high electricity costs or 24/7 operation, electricity savings alone can offset the higher upfront cost in just 3–5 years.
2)Dramatically Reduced Scrap Rate
Micron-level repeat positioning accuracy and fully controllable motion profiles greatly enhance forming consistency for complex parts, significantly reducing scrap rates. When working with expensive materials like titanium alloys or high-strength steel, these savings can be astronomical.
3)Maintenance Revolution
Eliminating a complex hydraulic system means saying goodbye to oil leaks, fluid contamination, and temperature control challenges. Maintenance requirements, failure points, and service costs all drop exponentially.
4)Elimination of Downstream Processes
A servo press’s powerful in-process force-displacement monitoring allows for 100% real-time quality inspection during stamping. This can enable you to remove dedicated downstream inspection stations, cutting labor, floor space, and time costs directly.
4. Quick Comparison Table Across 12+ Key Dimensions
To give you a clear view, the table below compares the performance profiles of the three major press types across more than 12 key metrics. Use the “application DNA” you defined in Step 1 to prioritize the factors that matter most to you.
| Dimension | Mechanical Press | Hydraulic Press | Servo Electric Press |
|---|---|---|---|
| Initial Investment | Low | Medium | High |
| Tonnage Range | Wide | Widest | Moderate, very high cost at large tonnages |
| Production Speed (SPM) | Fastest | Slow | High, with programmable motion profiles |
| Accuracy/Repeatability | High | Medium | Highest (±0.01mm) |
| Process Flexibility | Low (fixed stroke) | High (adjustable stroke/pressure/speed) | Maximum (fully programmable motion profiles) |
| Pressure Characteristics | Full pressure only at bottom dead center | Constant pressure throughout the stroke | Full force control throughout, mechanical-like tonnage characteristics |
| Energy Consumption | Medium | High (consumes energy even idling) | Lowest (on-demand power) |
| Maintenance Complexity | Medium (mechanical wear) | High (hydraulic systems) | Low (mainly electrical) |
| Noise Level | High (flywheel/impact) | Medium (pump station) | Lowest |
| Footprint | Medium | Large (includes hydraulic station) | Small (highly integrated) |
| Die Protection | Poor (mechanical overload risk) | Good (pressure relief protection) | Best (real-time load monitoring and overload stop) |
| Data Integration Capability | Poor (retrofit required) | Medium (sensors can be added) | Excellent out-of-the-box (Industry 4.0 ready) |
| Best Application Areas | High-volume, standardized blanking/bending | Deep drawing, complex forming, forging | High-precision, high-value, advanced material forming |
5. Procurement Toolkit: Supplier Evaluation Checklist & Essential Question Guide
Once you've identified the ideal type of press, choosing an exceptional partner is just as critical as selecting the equipment itself.
(1)Supplier Evaluation Checklist:
1)Quality & Certifications: Does the supplier hold internationally recognized quality certifications, such as ISO 9001? Are its key components (motors, control systems, hydraulic units) sourced from top-tier global brands?
2)Technical & Application Expertise: Do they have a strong applications engineering team capable of delivering a complete solution—from tooling through to process optimization—rather than merely selling a bare machine?
3)Market Reputation & References: How well regarded is the supplier within your industry? Can they provide proven case studies closely aligned with your application for reference?
4)After-Sales Service Network: What service response times do they commit to? Is there a local spare parts inventory? Do they offer systematic, multi-level training for operation and maintenance?
5)Long-Term Stability: Is the supplier’s financial position sound enough to guarantee ongoing support over the equipment’s full 15–20 year lifecycle?
(2)Key Questions to Ask:
1)"Beyond the equipment quotation, please provide a detailed three-year recommended spare parts and consumables list with pricing, so we can accurately assess the maintenance cost portion of the TCO."
2)"Please share real statistical data on the average Mean Time Between Failures (MTBF) and Mean Time to Repair (MTTR) for similar equipment operating under comparable conditions."
3)"Based on the part drawing we’ve provided, what specific process parameters—such as slide motion profile and pressure settings—would you recommend, and what is the technical rationale behind these choices?"
4)"When a major fault arises that cannot be resolved by on-site technicians, what is your escalation procedure for technical support? On average, how long will it take from the support request to intervention by a senior expert from your headquarters?"
5)"Please give a detailed account of the machine’s data interface capabilities. Which industrial protocols does it natively support (e.g., OPC-UA, Profinet, EtherCAT)? Can we access raw-level data (e.g., motor current, position, pressure) for integration into our own big data analytics platform?"
Ⅷ. Industry Applications in Practice
1. Automotive Industry
The automotive sector is the most intensive battleground for stamping technology. It is where efficiency, precision, and cost compete fiercely, continuously pushing press technology to its limits. Take body panels as an example:
(1) Core Challenge
Traditional mechanical press lines struggle to produce exterior panels with highly complex curves and deep contours without facing a fundamental ‘speed-versus-quality’ dilemma.
To prevent high-strength steel sheets from cracking or springing back during high-speed stretching, production lines are often forced to slow the stamping cycle, sacrificing valuable throughput.
(2) Solution
Servo technology breaks this impasse. For instance, Honda and AIDA jointly developed the world’s fastest servo press production line, overturning the passive approach of ‘let the tooling adapt to the line.’
By configuring tandem lines of multiple large-tonnage servo presses, engineers broke free from the constraints of mechanical presses’ fixed motion profiles, programming the optimal slide motion path for each individual process.
In critical deep-drawing operations, the slide follows a ‘rapid approach – slow draw – rapid return’ sequence, allowing material ample, uniform plastic flow time and achieving unprecedented draw depths.
In subsequent operations such as trimming and punching—where speed is paramount—the slide returns to full speed, squeezing maximum efficiency from the process.
2. Aerospace: Pushing the Boundaries of Forming Complex Titanium Alloy Components
If the automotive industry is a test of balancing efficiency with precision, aerospace is about pushing materials and manufacturing processes to their physical extremes. Here, every single component is directly tied to safety and human life—there is zero tolerance for compromise.
(1)Core Challenge:
Aerospace-grade materials such as titanium alloys and high-temperature nickel-based superalloys are like the "untamed knights" of industrial metals—exceptionally strong and tough, yet nearly impossible to form into complex shapes at room temperature.
Compounding the difficulty, their raw material costs are sky-high. Traditional subtractive machining (cutting a large block down to a small part) yields material utilization rates often below 20%, resulting in staggering waste.
(2)Solution
Large-Tonnage Hot-Forming Hydraulic Presses: The ultimate answer to this challenge lies in high-tonnage hot-forming hydraulic systems integrated with precision heating technology.
Take, for example, a custom press developed by Beckwood for a leading aerospace manufacturer: its worktable (press platen) can be uniformly heated to temperatures exceeding 900°C, with up to nine independently controlled heating zones maintaining a stringent ±5°C temperature uniformity across massive dies. At these extreme temperatures, titanium’s yield strength drops dramatically while its ductility rises sharply.
Under such conditions, a hydraulic press with full-stroke constant pressure capability can apply immense, precisely controlled force to “tame” these notoriously difficult materials—forming them in a single stroke into complex, precision parts like fuselage frames and engine blades, without springback.
(3)Transformative Value
Hot press forming is an "near-net-shape" manufacturing process. Compared with machining, it can boost material utilization rates from under 20% to over 80%, dramatically cutting the per-part manufacturing cost while fundamentally enhancing sustainability across the aerospace industry.

3. Electronics: The Art of Micro-Assembly in a Precision World
In the microscopic world of smartphones, wearables, and medical devices, the press’s role shifts from a macroscopic force reshaping materials to a microscopic craft joining components. The force applied must be as precise as a surgeon’s scalpel, not as blunt as a blacksmith’s hammer.
(1) Core Challenge
Electronic component assembly demands micron-level accuracy with force measured in newtons—precisely controlled and fully traceable. For example, when inserting a delicate flexible pin into a circuit board, too little force results in poor contact and signal failure, while too much force can destroy the board and scrap an entire batch.
(2) Solutions
1)Small Servo Presses: This is where precision brands like SCHMIDT excel. They deliver precisely controlled forces from a few newtons to tens of kilonewtons, with positioning resolution as fine as 0.1 microns.
Their true advantage lies in 100% in-process quality monitoring. During each press cycle, the system continuously maps the force–displacement curve. Any deviation outside the preset acceptable range triggers an immediate alarm and isolates the defective part, ensuring every assembly is flawless.
2)Pneumatic Presses: For applications where exacting force control is less critical, but speed and cleanliness are paramount—such as riveting or marking small parts—pneumatic presses shine. With their compact, fast, agile, and clean operation (low cost, high speed, and oil-free), they are ideal for cleanroom environments.
Ⅸ. Conclusion
Today, many mechanical and hydraulic press machines are being enhanced with computer numerical control (CNC) systems. Press machines are essential in the sheet metal industry, as they can perform various metal processing tasks such as cutting, bending, stamping, and forming.
The most effective machines for workpiece bending are press brakes and panel benders. These industrial processing machines have been around for decades and continue to be popular. With 20 years of professional experience in sheet metal machine production, ADH offers a wide range of products, including press brakes, panel benders, laser cutting machines, and shearing machines.
Our sales team can help you select the right machine that meets your needs while ensuring the most cost-effective solution. Browse our products or contact our sales team to learn more about our products and their pricing.















