I. Introduction to Press Brake Die Material
1. Press Brake Die
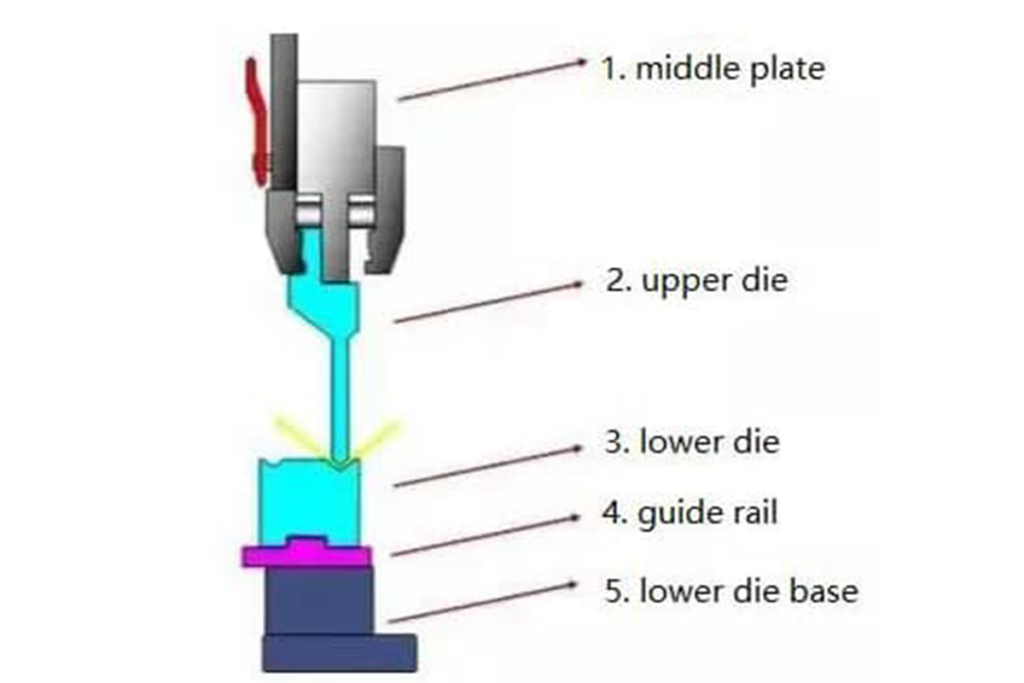
Press brake dies refer to the functional dies composed of the upper die and lower die, guide rail, and bottom die base when the press brake bends the metal sheet. Press brake dies are mainly used to control and guide the metal sheet to be bent to the specific shapes under the pressure of the press brake.
2. Press Brake Die Material
Press brake dies are fabricated from various materials, each selected for its specific properties and the demands of the bending process. Below are the key types of materials commonly used in sheet metal fabrication.
II. Materials Used in Press Brake Dies
1. In-Depth Analysis of Material Performance: Building a Knowledge System for Precise Material Selection
After understanding the strategic importance of mold materials, we must delve deeper—examining their internal characteristics with the precision of an anatomist and systematically comparing the inherent properties of different options. This is not merely a tedious listing of technical parameters; it is about constructing an intelligent, future-oriented material selection framework. The process itself represents a long-term investment in manufacturing excellence.
1. Key Performance Indicators Explained
Grasping these indicators is akin to mastering a distinct language—one that enables us to communicate intimately with materials and anticipate how they will perform on the production floor.
(1) Hardness vs. Toughness: Debunking the “Harder is Better” Myth and Seeking the Perfect Balance
The notion that “harder is better” is one of the most alluring yet destructive misconceptions in mold material selection. Hardness and Toughness are natural opposites, much like the two ends of a seesaw—pursuing the extreme of one almost always comes at the expense of the other.
1)Hardness:
The ability of a material to resist indentation or abrasion—essentially, the frontline of wear resistance. It determines whether a mold’s cutting edge can maintain its geometric precision through countless cycles, forming the foundation for high accuracy and long service life.
2)Toughness:
The capacity of a material to absorb impact energy before fracturing—the mold’s “safety airbag.” Every bending operation imposes impact loads; sufficient toughness prevents crack initiation and propagation, safeguarding against catastrophic failure.

(2) The art of decision-making lies in balance
1)High toughness priority scenarios:
When bending thick plates, dealing with uneven sheet materials, or performing coining operations, the mold endures intense impact forces. Here, toughness becomes the top priority. Choosing materials with higher toughness (typically with hardness between HRC 47–52) helps prevent mold breakage.
2)High hardness priority scenarios:
In large-volume production of thin sheets—particularly stainless steel or high-strength steel where wear is the dominant issue—selecting materials with higher hardness (HRC 56–62) maximizes wear resistance and ensures long-term dimensional stability.
Core Insight: Superior material selection is not about choosing the hardest option, but about finding the optimal dynamic balance between hardness and toughness under specific application conditions.
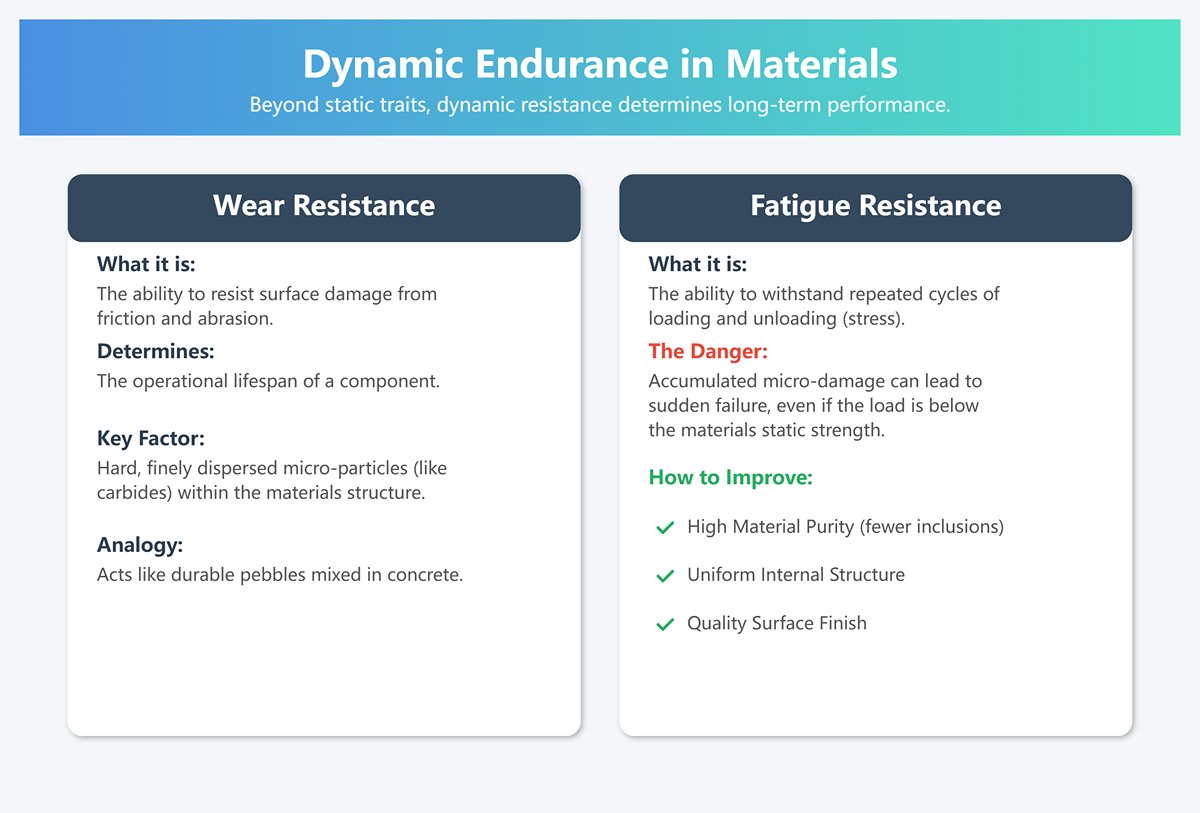
(3) Wear Resistance and Fatigue Resistance: Keys to Long-Term Stability in High-Volume Production
If hardness and toughness define a material’s static traits, wear and fatigue resistance reflect its dynamic endurance under real-world working conditions.
1)Wear Resistance:
Determines the mold’s service life. It correlates with hardness but is also deeply influenced by microstructure. High-quality tool steels feature finely dispersed hard carbides (such as chromium carbides in D2 steel) that act like durable pebbles in concrete, significantly boosting resistance to abrasive wear.
2)Fatigue Resistance:
Bending subjects molds to cyclic loading, with tiny internal micro-damages accumulating over time. A material lacking fatigue resistance may fail suddenly after tens of thousands of cycles, even if each load is below its static strength limit. Material purity (fewer inclusions), structural uniformity, and surface finish quality all play critical roles in improving fatigue life.
(3) Compressive Strength and Dimensional Stability: Protection Against Extreme Pressure and Thermal Stress
1)Compressive Strength
The ability to resist “collapse” or permanent deformation under intense bending forces. At extremely small contact areas, the local pressure can be enormous. Adequate compressive strength ensures the mold maintains its shape under high-tonnage loads.
2)Dimensional Stability
Includes two aspects. First, post-heat-treatment stability—minimal deformation after quenching and tempering, enabling high precision. Second, in-service stability—the ability to maintain dimensions under prolonged stress or temperature change. For high-speed continuous production, rising mold temperatures make “red hardness” (the retention of hardness at elevated temperatures) particularly important.
(4) Surface Finish and Friction Behavior: The Secret to Reducing Scratches and Enhancing Product Appearance
In advanced manufacturing, products must excel in both performance and aesthetics. The mold’s surface characteristics directly determine the final product’s visual quality.
1)Scratch Reduction:
Highly polished mold surfaces (with extremely low Ra values) significantly lower friction with sheet materials—crucial when bending stainless steel, aluminum, or pre-painted sheets to avoid visible scratches.
2)Friction Minimization:
A lower coefficient of friction not only protects the workpiece surface but also reduces bending force requirements, cuts energy consumption, and prevents material adhesion (“galling”)—helping maintain production continuity.
2. Common Material Categories and Performance Comparison
(1) Carbon Tool Steel (e.g., 4140/4150): Practical Choice with Defined Applications and Limitations
Typical Grades: 4140/4150 (ASTM standard), equivalent to 42CrMo in China.
1)Core Positioning: A cost-effective choice for entry- to mid-level applications. These steels achieve a solid balance of strength and toughness after heat treatment (typically HRC 45–50), offer good machinability, and are budget-friendly.
2)Ideal Applications: Small- to medium-batch bending of low-carbon steels, prototyping, or scenarios where extreme mold longevity is not required.
3)Limitations: Moderate hardenability may lead to uneven hardness in large molds. Wear resistance and red hardness are weak, making them unsuitable for high-volume production or for processing hard, abrasive materials.

(2) Alloy Tool Steel (e.g., D2, A2, 42CrMo4): The Industrial Workhorse Balancing Strength and Versatility
1)Typical Grades: 42CrMo4 (EN standard), D2 (ASTM, equivalent to Cr12Mo1V1 in China), and A2 (ASTM).
2)Core Positioning: Comprehensive performers—the backbone of the industry.
3)42CrMo4: A benchmark of balanced performance—excellent equilibrium between toughness, strength, and adequate wear resistance. Global popularity makes it the most widely used press brake mold material.
4)A2: An air-hardening steel with minimal heat-treatment distortion. Its toughness exceeds that of D2, and its wear resistance surpasses 42CrMo4, making it an excellent middle-ground choice.
5)D2: A high-carbon, high-chromium steel famed for exceptional wear resistance. The presence of abundant hard chromium carbides makes it ideal for large-scale, high-wear production. However, its toughness is limited, making it less suitable for shock-intensive operations.
(3) High-Speed Steel (HSS) and Powder Metallurgy (PM) Steel: Elite Solutions for Extreme Strength and Wear Demands
1)Core Positioning: Performance champions engineered to conquer the toughest challenges.
2)High-Speed Steel (HSS): Distinguished by its outstanding red hardness—able to maintain high hardness even under bending-induced temperatures approaching 600°C. Ideal for high thermal stress environments.
3)Powder Metallurgy Steel (PM Steel): A marvel of materials science. By atomizing molten steel into powder and then consolidating it via hot isostatic pressing, PM steel achieves an ultra-fine, uniform microstructure free of macrosegregation.
This grants it wear resistance on par with or superior to D2, combined with significantly higher toughness and chipping resistance. It is the ultimate solution for processing ultra-high-strength steels (AHSS), stainless steel, and titanium alloys—the true conqueror of “hard materials.”
3)High-Speed Steel (HSS): Its defining characteristic is exceptional red hardness—the ability to retain high hardness even under the extreme heat generated during high-speed bending (up to 600°C). This makes HSS ideally suited for production environments with intense thermal stress.

4)Powder Metallurgy Steel (PM Steel): A true triumph of materials science. Produced by atomizing molten steel into powder and consolidating it through hot isostatic pressing, PM steel exhibits a remarkably uniform and fine microstructure, completely eliminating the macroscopic segregation found in traditional steels.
As a result, it combines wear resistance comparable to or surpassing that of D2 with far superior toughness and crack resistance. It stands as the ultimate solution for bending ultra-high-strength steels (AHSS), stainless steel, and titanium alloys—the most demanding materials in the field.
(4) Carbide and Ceramic Materials: Ultimate Performance and ROI in Extreme Wear Scenarios
1)Core Positioning: The “eternal blade” built for million-cycle longevity.
2)Typical Representative: Tungsten Carbide.
3)Performance Profile: With an extremely high hardness (HRA 88–92), its wear resistance exceeds that of tool steels by tens or even hundreds of times. Its lifespan is virtually “semi-permanent.”
4)Investment Analysis: The initial cost is extremely high, and its brittleness makes machining difficult. Consequently, carbide is not used for entire dies but rather embedded as inserts in critical wear zones. The investment pays off in large-scale, standardized production, effectively eliminating downtime from die replacement and delivering exceptional long-term economic returns.
3. Performance Multipliers: Surface Treatment and Coating Technologies
If the choice of base material defines the die’s structural “bones,” then surface treatment serves as its custom-fitted “armor.” This is a cost-effective strategy to achieve exponential performance improvement with relatively low investment.
(1) Nitriding: A High-Value Approach to Boost Surface Hardness and Lubricity
A thermo-chemical treatment that diffuses nitrogen into the steel surface to form an extremely hard compound layer.
Key Advantages:
1)Significant Surface Hardening: Achieves HV800–1200 (approximately HRC 65–70), greatly improving wear and scratch resistance.
2)Self-Lubricating Property: The nitrided layer has a low friction coefficient, effectively preventing material adhesion issues with stainless steel and aluminum.
3)Minimal Distortion: Since its process temperature is relatively low (around 500–570°C), well below the steel’s phase transformation point, dimensional accuracy is maintained—ideal for finishing high-precision dies.
(2) Hard Chrome Plating and Electroless Nickel Plating: Reducing Friction and Preventing Material Adhesion (Especially for Stainless Steel and Aluminum)
1)Hard Chrome Plating: Applies a controlled-thickness layer of hard chrome (typically 20–50 μm) onto the die surface. This coating offers high hardness and excellent smoothness, enabling superb release and anti-adhesion performance.
2)Electroless Nickel Plating: Its main advantage lies in perfect uniformity—even the most complex die geometries receive a consistent protective layer. It provides excellent corrosion resistance and moderate wear resistance.
(3) TiN/TiCN/TiAlN Coatings: The “Golden Armor” for Extreme Wear Conditions
Physical Vapor Deposition (PVD) coating technology deposits a ceramic film only a few micrometers thick on the die surface, offering extremely high hardness.
1)TiN (Titanium Nitride): The classic golden coating that dramatically enhances hardness and wear resistance.
2)TiCN (Titanium Carbonitride): Gray-violet or rose-colored, even harder and more wear-resistant than TiN.
3)TiAlN (Titanium Aluminum Nitride): Black or deep violet-black, distinguished by its superb high-temperature stability. When heated, it forms a dense aluminum oxide (Al₂O₃) protective film, enabling it to become “harder with heat.” It is the top choice for dry, high-speed machining or any high thermal stress environment.

(4) Cryogenic Treatment: Refining the Internal Structure for Comprehensive Performance Enhancement
This process cools quenched die steel to below −185°C. Rather than changing the surface, it profoundly strengthens the internal structure—a true material “deep cultivation.”
Core Mechanisms:
1)Maximized Structural Transformation: Converts nearly all retained, unstable austenite into hard, stable martensite, thereby improving hardness and dimensional stability.
2)Precipitation of Ultra-Fine Carbides: During subsequent tempering, promotes the formation of finely dispersed carbides—microscopic hard particles that greatly enhance wear resistance and toughness.
3)Overall Effect: Cryogenically treated dies typically achieve a lifespan increase of 30%–100% or more, with comprehensive improvements in hardness, toughness, and wear resistance.
III. Five-Step Decision Framework: Systematic Selection of Perfectly Matched Die Materials
Theory must translate into decision-making capability. The preceding chapters laid the intellectual foundation; now we construct a precise, efficient framework upon it. This five-step decision process is not a rigid formula but a disciplined thinking system. It guides you from analyzing the unique “temperament” of the workpiece to assessing the professional “character” of suppliers, systematically moving from vague requirements to optimal solutions—ensuring every choice is well-founded and laser-focused.

1. Step One: Workpiece Material Analysis—Establishing the Material Matching Matrix
The first principle of die material selection is to “know both yourself and your opponent”—in other words, to deeply understand the physical and chemical characteristics of the material being processed. Different metal sheets interact with dies in distinct ways regarding pressure, wear mechanisms, and surface behavior. Our goal is to match each “opponent” with the ideal “champion” material that counters its challenges most effectively.
(1) Low-Carbon Steel: The Universal Selection Strategy
1)Opponent Characteristics: Low strength, excellent ductility, and economical—making it the most manageable material in sheet metal forming.
2)Core Challenge: Die wear and pressure demands are relatively mild; the focus is primarily on cost and efficiency.
3)Material Strategy: This is a basic operating condition—there’s no need to “use a sledgehammer to crack a nut.” For small to medium batch production, 42CrMo (or equivalent 4140/4150 alloy steel), properly induction-hardened to HRC 47–52, delivers outstanding value with balanced performance. It meets operational demands with ease, ensuring stable production.
(2) Stainless Steel and High-Strength Alloys: Tackling Adhesion, Wear, and High-Tonnage Pressure
1)Opponent Characteristics:
High strength, high toughness, and prone to work hardening. These are the genuine “tough adversaries.”
2)Core Challenges:
- High Tonnage Pressure: The bending force required often exceeds 1.5 times that needed for low-carbon steel of identical thickness, demanding exceptional compressive strength—otherwise, die edges may fail prematurely.
- Severe Wear: The chromium content in stainless steel enhances its own wear resistance, but also makes it act like a file against the die surface.
- Material Adhesion (Galling): A nightmare in stainless steel forming. Under intense pressure, the workpiece surface can micro-weld with the die, and during separation, this causes tearing and deep scratches on both the die and the sheet.
3)Material Selection Strategy:
Approach this challenge like deploying a “special forces unit” — precise, elite, and mission-focused.
4)Base Materials: The baseline choice is high-carbon, high-chrome tool steel (such as D2/Cr12Mo1V1). Its rich content of hard carbides gives it outstanding wear resistance.
However, for larger production runs or tougher alloys (like duplex stainless steel or titanium), powder metallurgy (PM) steel is the ultimate solution. It combines extreme hardness and wear resistance with the exceptional toughness needed to prevent cracking under high loads.
5)Surface Treatment: This is the key to asymmetric warfare. Nitriding or PVD coatings (such as TiCN or TiAlN) are essential, not optional. They prevent galling and further enhance surface wear resistance.
(3) Aluminum and Soft Metals: Material and Geometric Considerations for Scratch Prevention
1)Material Characteristics: Soft, highly adhesive, and extremely prone to surface scratching — much like handling a “delicate artwork.”
2)Key Challenge: The issue is not wear, but the flawless preservation of surface finish. Even the tiniest imperfection will stand out clearly in the final part.
3)Material Selection Strategy: The contact must be “gentlemanly,” not forceful — a refined touch rather than brute strength.
4)Surface Finish and Geometry: The working surface of the die should achieve mirror polishing quality (Ra < 0.2μm) to minimize friction. Additionally, larger shoulder radii are recommended, or choose mark-free dies featuring nylon/polyurethane inserts that distribute pressure through flexible contact to eliminate indentation marks.
5)Material and Treatment: The die doesn’t require extreme hardness but must be easy to polish and resistant to corrosion. Hard chrome plating is ideal, providing an ultra-smooth, anti-adhesive surface.
(4) Abrasive Materials (e.g., Galvanized Sheets): Material Solutions Focused on Wear Resistance
1)Material Characteristics: The galvanized or acid-washed layers on the surface contain countless micro-hard particles at the microscopic level.
2)Key Challenge: These particles act like sandpaper during bending, continuously abrading the die edges and shoulders and rapidly compromising precision.
3)Material Selection Strategy: The core tactic is hardness versus hardness.
4)D2/Cr12Mo1V1 performs exceptionally well due to its high content of finely dispersed hard carbides.
5)For very high production volumes, use tool steel dies with PVD coatings (TiN or TiAlN). Their surface hardness exceeding HV2300 effectively resists this persistent “sandpaper effect.”
2. Step Two: Evaluating Production Requirements — Building the Yield and Precision Decision Tree
Batch size and accuracy expectations directly determine the required die life and operational stability, which in turn dictate investment levels.
(1) Small Batch / Prototyping: Cost-Priority Economic Options
1)Requirement:
Tens to hundreds of pieces, with the main goal of quickly and cost-effectively validating the design.
2)Strategy:
Opt for easily machinable alloy steels such as 42CrMo. Although die life may be limited, the low initial cost and short production time perfectly align with this stage’s priorities. Overinvesting in premium materials here would be wasteful.
(2) Medium Batch Production: Striking the Ideal Balance Between Performance and Cost
1)Requirement: Thousands to tens of thousands of pieces. The die must remain stable over a predictable production cycle while keeping total cost under control.
2)Strategy: This is the main battleground for 42CrMo and D2 (Cr12MoV) tool steels. Where forming materials pose extra challenges, nitriding 42CrMo offers a “golden upgrade” — a modest cost increase for multiple times longer service life. Alternatively, choosing D2 steel provides inherently superior wear resistance.
(3) Large-Scale Mass Production: Investing in Premium Materials for Maximum Long-Term Returns
1)Requirement: Hundreds of thousands to millions of parts. Unplanned downtime leads to massive losses, and dimensional consistency becomes critical.
2)Strategy: At this stage, mindset must shift from “saving on purchase cost” to “maximizing ROI.” Powder metallurgy steel (PM Steel) or strategic inserts of carbide become essential. Although the initial investment may be several times higher, their extended life, near-zero maintenance, and minimal downtime generate value far exceeding the upfront expense.
3. Step Three: Process Parameter Evaluation — Analyzing Stress and Wear Patterns
The same die will display completely different internal stress distributions and wear patterns depending on how it is operated.
(1) Matching Bending Tonnage to Material Compressive Strength
Bending tonnage defines the pressure per unit area imposed on the die. Ensure that the chosen material’s compressive strength exceeds the maximum calculated bending pressure by a sufficient safety margin (typically 25–30%). Without this buffer, dies may collapse or suffer permanent plastic deformation under high loads, causing catastrophic precision loss.

(2) Effect of Bend Radius (R) on Die Wear Points
1)Small R Radius: Stress is highly concentrated at the die tip within a tiny area. This demands extremely high local hardness, wear resistance, and fracture toughness.
2)Large R Radius: Stress is distributed more broadly, but the sheet-to-die contact and sliding distance increase. This requires superior overall wear resistance and low surface friction, achieved through uniform hardness and smooth finishes.
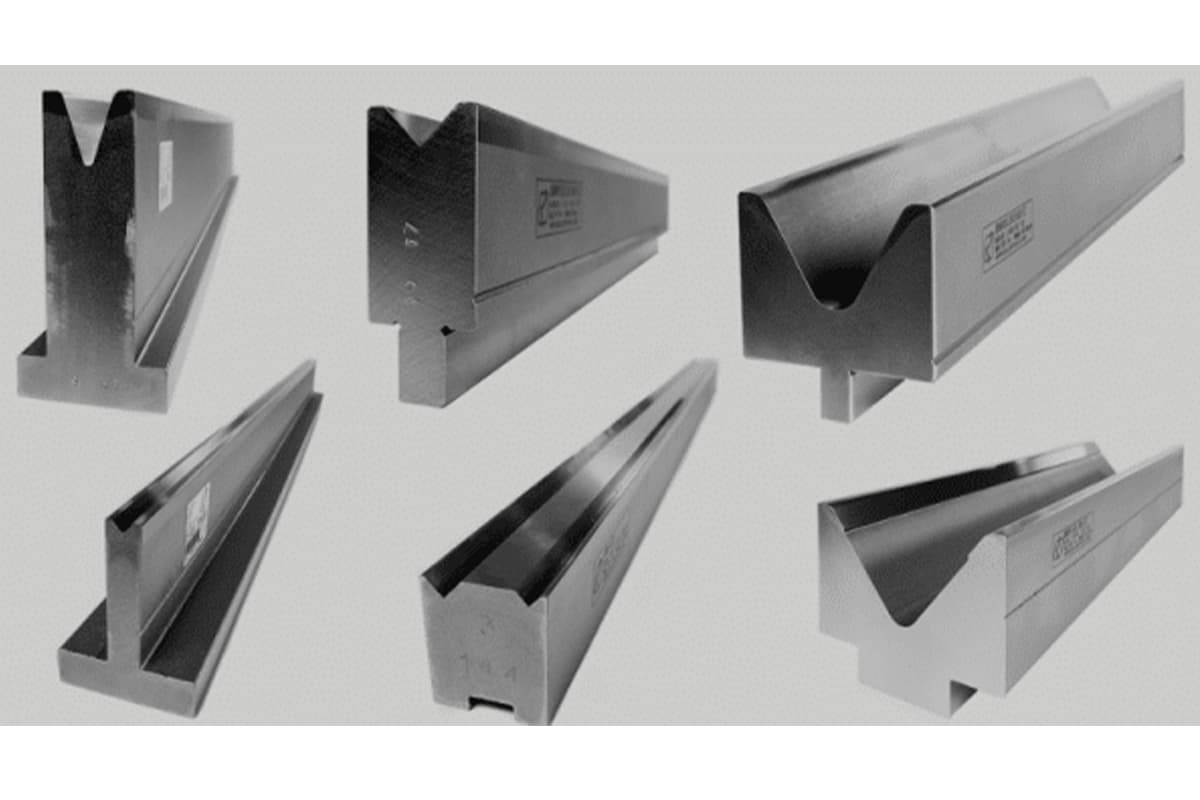
(3) Influence of Bending Methods (Air Bending, Bottoming, Coining) on Material Performance Requirements
1)Air Bending: The sheet contacts only the punch tip and two die shoulders. Wear concentrates on these points. Adequate toughness is required to absorb impact from springback or positioning errors.
2)Bottoming: The punch forces the sheet into the die cavity; the full V-surface participates in forming. Higher tonnage is required, and wear is evenly distributed. The die must deliver strong compressive strength and consistent abrasion resistance.
3)Coining: Uses extremely high tonnage (5–10× that of air bending) to imprint the material, nearly eliminating springback. This is a severe test for the die, demanding the utmost compressive strength and exceptional fatigue toughness. Only top-grade PM tool steels or carbide dies can survive this level of stress.
4. Step Four: Calculating Total Cost of Ownership (TCO) — Looking Beyond Initial Purchase Price
Professional decision-making is not about price tags; it’s about the total value a die generates throughout its entire lifecycle.
(1) TCO Calculation Model: (Initial Cost + Maintenance Cost + Downtime Loss) / Total Die Service Life
A simplified TCO model is:
TCO (per-piece cost) = (Initial purchase cost + Maintenance/repair cost + (Downtime × Loss per downtime) + Scrap cost) / Total number of qualified parts produced
This formula clearly illustrates that the downtime losses and scrap costs from frequently changing or adjusting a low-cost mold can far exceed the one-time investment in a premium mold. You’re paying not just for steel, but for uninterrupted production time.

(2) Return on Investment (ROI) Analysis: How Premium Materials Deliver Value by Extending Lifespan and Reducing Defects
Value creation logic for premium materials:
1)Extended lifespan: PM steel can last 3–5 times longer than D2 steel, directly reducing the initial cost per part.
2)Reduced downtime: Longer stable run times mean fewer mold changes and adjustments, dramatically improving Overall Equipment Effectiveness (OEE).
3)Lower defect rate: Premium molds maintain precision far longer, ensuring consistently high product quality.
4)Enhanced capabilities: High-performance molds enable you to handle high-strength steel and other high-value orders, opening new profit streams.
5. Step 5: Verification and Supplier Evaluation — Ensuring Decision Reliability
The final step is a closed-loop verification process to ensure that your theoretically optimal choice performs flawlessly in real-world production.
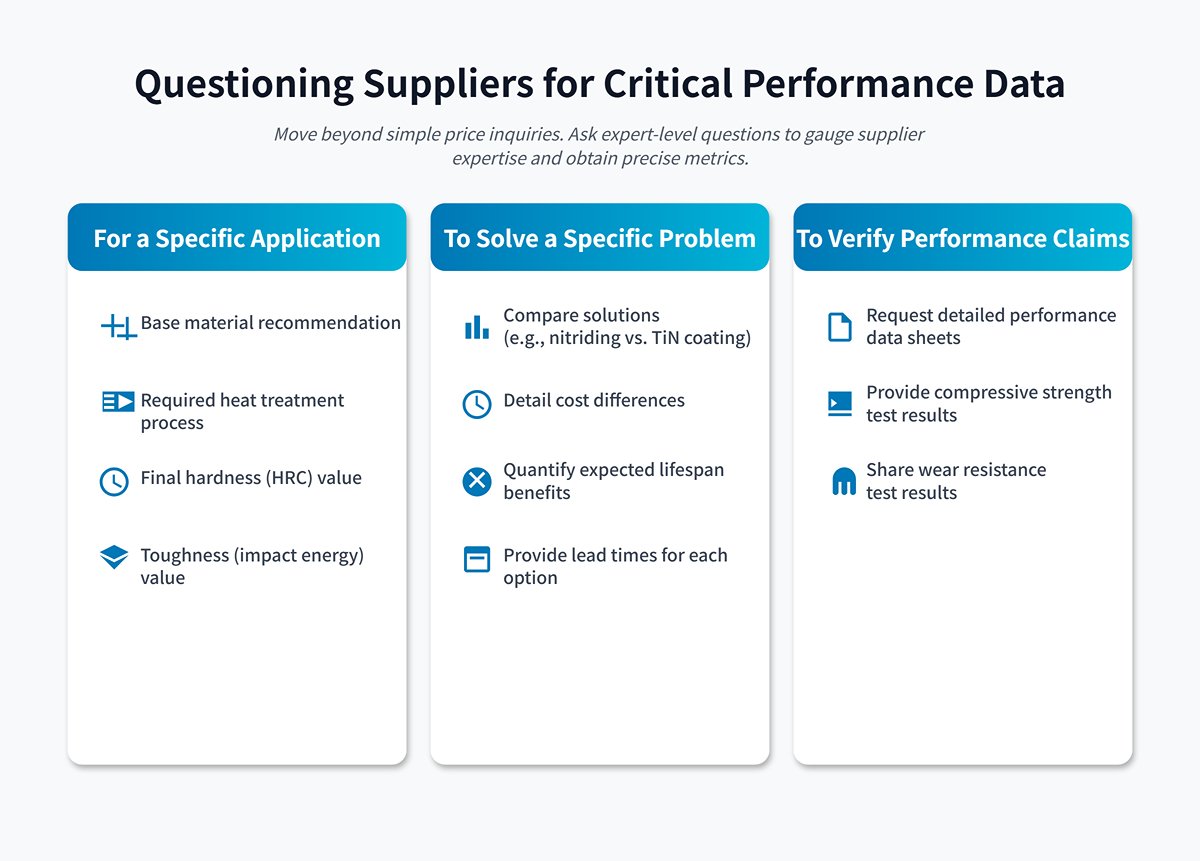
(1) How to Question Suppliers to Obtain Critical Performance Data
Don’t just ask, “How much is this material per kilogram?” Ask with an expert’s precision — it instantly reveals the supplier’s level of expertise:
1)“For an annual output of 100,000 parts made from 3mm thick 304 stainless steel with a 2mm radius, which base material would you recommend? What heat treatment process should be applied? What are the final hardness (HRC) and toughness (impact energy) values?”
2)“To address material galling issues with stainless steel, would you recommend nitriding or a TiN coating? What are the cost differences, expected lifespan benefits, and lead times for each?”
3)“Can you provide a detailed performance data sheet for the material after the recommended heat treatment, including compressive strength and wear resistance test results?”
(2) Request Samples or Reference Cases for Small-Batch Trial Production
For critical or high-volume applications, requesting small-batch trial runs using samples made from the recommended materials and process is an essential risk control measure before placing a full order. Direct testing allows you to visually and practically assess wear resistance and forming quality, preventing costly large-scale mistakes.
(3) Build Long-Term Material and Technology Partnerships
Selecting a supplier should be about choosing a technology partner, not just a vendor. A top-tier supplier brings deep materials expertise and application experience, collaborates with you to analyze problems, refine solutions, and offers tailored support promptly. Such a partnership can be worth far more than the materials themselves.
4. Performance Optimization and Lifespan Extension: Maximizing the Value of Your Mold Investment
Choosing the right material through a scientific framework is only the beginning of the battle. True victory lies in converting this smart investment into sustained, high-efficiency productivity — pushing its value to the limit. This calls for a holistic approach that goes beyond material selection, integrating advanced optimization techniques, deep case insights, and awareness of common pitfalls, transforming your mold from a “durable tool” into a “profit-generating core asset.”
1. Advanced Optimization Strategies
These strategies aren’t part of standard procedures; they’re the “secret weapons” in a veteran engineer’s toolkit — techniques that deliver exponential gains in performance and lifespan for minimal added cost.
(1) Reinforcing Critical Areas: Localized Induction Hardening or Carbide Inserts for Optimal Cost–Performance Balance
Not all parts of a mold endure the same wear and stress. Strategically applying top-grade performance only where it’s most needed is a masterclass in cost efficiency.
1)Localized Induction Hardening:
A precision heat treatment akin to surgical intervention. Using high-frequency currents, only the mold’s most critical working areas — such as the tip radius on the upper die or the shoulder of the V-groove on the lower die — are instantly heated and rapidly cooled.
2)Core Value:
This approach preserves the mold body’s original toughness (essential for absorbing impact) while giving the working surface extreme hardness (typically HRC 58–62, with a hardened depth of 1.5–3mm). This ideal “hard outside, tough inside” structure is a classic defense against wear and impact, at a fraction of the cost of upgrading the entire mold to expensive premium steel.
3)Deep Insight:
Compared to whole-part heat treatment, induction hardening produces minimal deformation, uses less energy, and shortens processing time — making it especially suitable for performance upgrades on long, narrow molds.
4)Carbide Inserts:
In extreme wear conditions, such as high-volume bending of hard materials with tight radii, even the best tool steel faces tough limits. In such cases, rather than upgrading the entire mold, you install a “diamond” at the tip.
5)Core Value:
A small piece of carbide — tens of times more wear-resistant than tool steel — is precision-fitted to the mold’s most heavily worn point. The bulk of the mold remains made from cost-effective, impact-resistant alloy steel (like 42CrMo). This applies carbide’s million-cycle lifespan exactly where it counts most, delivering a modern engineering take on the age-old wisdom of “putting the best steel at the blade’s edge.”
(2) Lubrication Synergy: Choosing the Right Lubricant to Multiply Mold Lifespan
Lubrication in sheet metal processing is often seen as a minor auxiliary step, yet it’s a severely underestimated “lifespan multiplier.” Done right, it’s far more than just “making it slick.”
Decoding the Core Functions:
1)Wear isolation: High-quality lubricants create a resilient oil film between the material and the mold, physically preventing direct metal-to-metal contact, eliminating abrasive and adhesive wear at the root.
2)Reduced tonnage: Effective lubrication can cut friction coefficients by 20% or more, meaning less force is needed for bending — directly easing stress and fatigue across both equipment and mold.
3)Preventing galling: When working with stainless steel and aluminum, specialized extreme-pressure (EP) lubricants can stop galling — that nightmare scenario — protecting both workpiece and mold surfaces.
4)Heat removal: In high-speed, continuous production, lubricants can act like coolants, carrying away friction heat, significantly slowing thermal fatigue and hardness loss in molds.
(3) Mold Geometry Optimization: Design Improvements to Reduce Stress Concentration
Premature mold failure often stems not from poor materials, but from designs that embed “time bombs.” Bad geometry creates stress hotspots, like leaving a crack in a dam.
1)Eliminate sharp internal corners: In the physical world, sharp internal corners act as stress amplifiers. Wherever possible, replace them with smooth radiused transitions. Even a tiny R0.5mm radius can disperse local stress severalfold, greatly improving fatigue resistance.
2)Optimize shoulder radius: The entrance (shoulder) of the lower die’s V-groove is one of the fastest-wearing areas. Designing it with a larger, smoother radius guides material in smoothly instead of “biting” it with sharp edges, significantly reducing wear and scratches.
3)Add pressure-relief features: In certain high-stress applications, strategically incorporating micro-sized relief grooves or chamfers in non-functional areas can help dissipate and redistribute stress, preventing excessive concentration at critical points.
2. In-Depth Case Studies: Lessons Drawn from Real-World Applications
Theory only proves its worth through practice. The following three real-world cases from different industries vividly illustrate how these strategies can be transformed into tangible productivity gains and profit growth.
(1) Automotive Industry: Nitrided 42CrMo4 Dies Boost Production Efficiency by 30%
1)Scenario: A major automotive component supplier needed to mass-produce chassis reinforcements made from advanced high-strength steel (AHSS).
2)Traditional approach and pain points: Initially, the company used industry-standard D2 (Cr12Mo1V1) steel dies. Though wear resistance was acceptable, D2’s limited toughness under the extreme impact of high-strength steel led to edge chipping, halting production unexpectedly.
3)Optimized solution: The team switched to the more cost-effective and tougher 42CrMo4 as the base material and applied a comprehensive gas nitriding treatment to the entire die.
4)Results and insight: The nitriding process formed a hardened surface layer up to HV800 on the 42CrMo4 dies, delivering wear resistance comparable to D2 steel while retaining 42CrMo4’s outstanding core toughness—ideal for absorbing bending impact.

The die lifespan tripled, edge chipping was completely eliminated, changeover frequency dropped significantly, and overall production efficiency rose by more than 30%. Meanwhile, total cost of ownership (TCO) fell by 40%. The key takeaway: combining a robust base material with targeted surface strengthening can outperform costly single-material solutions, achieving the perfect balance between performance and cost.
(2) Aerospace Industry: PM Tool Steel Enables Successful Forming of High-Strength Titanium Alloys
1)Scenario: During the production of lightweight airframe structures for a new passenger aircraft, the chosen material was Ti-6Al-4V titanium alloy.
2)The extreme challenge: Titanium alloys possess exceptional strength, high springback, and a severe tendency toward work hardening and material adhesion. Conventional tool steels either suffered from rapid wear after only hundreds of cycles or fractured brittlely under immense stress.
3)Solution: Use powder metallurgy cold-work tool steel (PM steel)—such as CPM-3V or materials of similar grade—for die fabrication.
4)Results and insight: Thanks to its unique manufacturing process, PM steel exhibits an incredibly fine and evenly dispersed carbide structure, granting exceptional wear resistance coupled with toughness far beyond that of traditional high-carbon steels. This rare combination of “hard yet not brittle” enables the die to withstand the tremendous stress and impact involved in bending titanium alloy.
The insight: when traditional materials hit their performance ceiling, investing in PM steel—representing the forefront of materials science—is the only way to unlock high-value manufacturing capability and overcome extreme production challenges.
(3) Precision Electronics: Coating Technology Prevents Scratches on Stainless Steel Components
1)Scenario: The production of stainless-steel frames for high-end smartphones demanded mirror-like surface finishes—any scratch meant immediate product rejection.
2)Challenge: During forming, stainless steel tends to adhere microscopically to the die surface, causing scratches. Traditional mirror-polished dies performed well initially but deteriorated quickly as wear accumulated, leading to persistently high defect rates.
3)Solution: Apply a Physical Vapor Deposition (PVD) coating only 2–3 micrometers thick—specifically, a TiCN (titanium carbonitride) coating known for its extremely low friction coefficient—onto an ultrafine polished die surface.
4)Results and insight: This thin ceramic layer features an astounding hardness of HV3000 and an exceptionally smooth surface. It forms a robust barrier between the die and the workpiece, remarkably resistant to wear and chemically inert, completely preventing stainless steel adhesion. As a result, the product yield jumped from 85% to 99.5%, and die lifespan increased more than fivefold.
Insight: when facing surface-quality issues—a seemingly “soft” problem—deploying advanced coating technology provides a highly effective “hard” solution. With minimal incremental investment, this approach resolves the most expensive quality challenges at the end of the value chain.
3. Common Material Selection Pitfalls and Practical Avoidance Guide
Both theory and practice are rife with traps. The ability to identify and avoid common cognitive pitfalls is just as valuable as mastering a new technology.
(1) Pitfall 1: Overemphasizing Hardness While Ignoring Toughness—A Recipe for Die Fracture
1)Typical behavior: When selecting materials, blindly prioritizing Rockwell hardness (HRC) as the sole or most critical indicator—assuming that “HRC 62 must be better than HRC 58.”
2)Catastrophic outcome: Using ultra-hard yet poorly tough materials (such as inadequately tempered D2 steel) leads to edge chipping or fractures under conditions like sheet thickness variation, misalignment, or high-impact stamping. Unlike gradual wear—which is predictable and manageable—these sudden failures cause emergency shutdowns, tool scrapping, and even equipment damage, generating costs that far exceed months of normal wear.
3)Avoidance guide: Treat the balance between hardness and toughness as the primary rule. When consulting suppliers, ask not only about hardness but also about the material’s impact toughness at that hardness level (in joules).

Understand this principle: die failures occur in two modes—slow, manageable wear or sudden, uncontrollable fracture. In most cases, maintaining a solid toughness margin is far more important than chasing peak hardness values.
(2) Pitfall 2: Believing One Material Fits All—Ignoring Specific Work Conditions
1)Typical behavior: Because 42CrMo performs well and offers low cost when processing mild steel, some manufacturers apply it universally—from bending thin aluminum sheets to thick stainless plates.
2)Hidden cost: This seemingly convenient approach actually erodes efficiency and profitability. Under light loads (e.g., bending aluminum), it wastes performance; under heavy wear or high-pressure conditions (e.g., forming stainless steel), die life drops sharply. Frequent replacement, recalibration, and rising defect rates steadily consume profits.
3)Avoidance guide: Adopt a “material-to-condition matching matrix” mindset. Classify production tasks and assign dies based on material type, thickness, and production volume—for instance, high-polished dies for aluminum, standard 42CrMo dies for mild steel, and nitrided or coated D2/PM steel dies for stainless or high-strength steels. Precision management is the true path to maximizing return on investment.
(3) Pitfall 3: Overlooking Operator Training—A Major Threat to Die Longevity
1)Typical behavior: Companies invest heavily in premium PM steel dies, assuming that superior materials alone guarantee success, while neglecting comprehensive operator training.
2)Harsh reality: Studies show that up to 40% of early die failures are not caused by material defects but by improper use and maintenance. Misalignment during setup leading to uneven loading, operating beyond rated tonnage, unclean sheets and dies causing abrasive wear, careless hammering or handling—all these habits inflict severe and often irreversible damage to the die.
3)Avoiding Costly Mistakes: Treat your operators as the final—and most critical—link in the mold’s lifecycle management chain. Invest in thorough training so every operator fully understands the mold’s value, performance limits, and the correct procedures for installation, calibration, cleaning, and maintenance. Develop clear Standard Operating Procedures (SOPs) and tie mold integrity rates directly to the team’s performance metrics. A well-trained, highly responsible crew is the ultimate safeguard for unlocking the full potential of premium materials
V. Common Issues and Solutions in Press Brake Die Materials
1. Die Wear and Maintenance
Visible marks or impressions on the material surface can result from worn or damaged dies. This issue is common with materials like aluminum or pre-painted sheets, where surface finish is critical.
Regularly inspect and maintain the dies to prevent wear. Polish or replace the die when marks or imperfections are detected. Employ materials like polymers that are less likely to leave marks on sensitive surfaces.
2. Alignment and Clearance Issues
Inconsistent angles or curves during bending operations can be caused by misaligned or worn tooling. This issue affects the precision and quality of the bent parts.
Ensure proper alignment of the tooling and material. Regularly check and adjust the machine’s alignment and calibrate the settings for accuracy. Replace worn tooling to maintain consistent bending quality.
3. Bending Quality and Material Distortion
Holes, cutouts, and edges near a bend can distort due to inadequate support, affecting the final product's quality.
Use specialized dies, such as CleanBend™ dies, that provide full support to the part during bending, minimizing distortion and die marks. This approach is particularly effective for materials with uneven surfaces like diamond plate.
Material edges can become rounded or deformed during bending, leading to issues with part fit and function. Select appropriate tooling with precise edge profiles and adjust the clearance to prevent excessive deformation. Ensure the die's edge profile matches the desired bend radius.
4. Material Compatibility and Stress Concentration
Material cracking can occur due to stress concentration or using materials beyond their recommended tensile strength. This issue is more prevalent in high-strength materials like stainless steel.
Ensure the material is suitable for the bending process and within its recommended tensile strength. Adjust tooling to reduce stress concentration and use proper lubrication to minimize friction and stress during bending.
5. Lubrication and Surface Treatment
Inadequate lubrication can increase friction between moving parts, leading to accelerated wear and tear of the dies.
Implement an automatic or semi-automatic lubrication system to ensure consistent lubrication. Perform regular polishing and surface treatments to reduce friction and prolong the die's lifespan.
6. Tooling Design and Adjustments
Cracks and uneven ends can occur due to a small inner bending radius or inappropriate bending gap. Improve the smoothness of the tools, increase the bending radius of the die, and adjust the bending gap. Ensure the die's fillet radius corresponds to the external fillet of the part to avoid stress concentration and cracking.
Dies can bend or deform during use, affecting the accuracy and quality of the bends. Use high-quality, robust dies designed to withstand the bending forces. Regularly inspect for wear and replace dies as needed to maintain consistent performance.
7. Regular Maintenance
Neglecting to keep the press brake and its tooling clean can lead to wear and tear, reducing the overall efficiency and lifespan of the dies.
Clean the press brake machine and tooling before and after each use. Remove all debris, oil, and dust to prevent contamination and ensure smooth operation. Regular maintenance helps in identifying and addressing potential issues early, enhancing the die's performance and durability.
VI. Conclusion
In all, choosing the correct die material is essential for improving the tool's lifespan and forming quality. A quality press brake die can greatly strengthen the bending accuracy, and reduce the wear of the machine, thus bringing a longer lifespan and the best production effectiveness.
ADH machine tool has been endeavoring to offer high-quality press brakes and accessories for customers and is deeply appreciated by companies all over the world.
For more professional knowledge and detailed product specifications, we invite you to download our brochures. If you have specific needs or questions about press brake die materials and want expert advice, please do not hesitate to contact us.
VII. FAQs
1. What is the most durable material for press brake dies?
The durability of press brake die materials greatly depends on the specific application and the working conditions. Generally, carbide is considered one of the most durable materials due to its exceptional hardness and resistance to wear.
However, it is also more brittle compared to other materials, requiring careful handling to avoid chipping. Tool steels, particularly those with high carbon and alloy content, also offer significant durability, providing a balance between hardness and toughness suitable for various high-production environments. The choice of material should be tailored to the specific needs of the application to ensure optimal performance and longevity.
2. How do I choose the right material for my press brake die?
Choosing the right material for a press brake die involves evaluating several criteria, including the type of material being processed, the required production volume, the precision needed, and the environmental conditions. For softer metals, materials that minimize marking, such as polyurethane-lined dies, may be ideal.
For high-volume operations, materials like carbide or high-speed steels that offer superior wear resistance and durability are preferable. Cost considerations and material availability also play critical roles. Manufacturers need to balance these factors to select a material that meets their operational requirements while ensuring efficiency and profitability.
3. What is the best steel for press brake dies?
Chromium Molybdenum Steel (Chromoly) is considered the best material for press brake tooling. Chromoly steel has exceptional strength and corrosion resistance.















