Laser cutting is a revolutionary technology that uses concentrated beams of light to cut through materials with unmatched precision and efficiency. Whether you're working with metals, plastics, or even wood, laser cutting machines offer a versatile solution for creating intricate designs and high-quality finishes.
But how does a laser cutting machine work? This article dives deep into the mechanics behind this advanced process, explaining everything from the principles of laser generation to the step-by-step cutting procedure. To gain a more comprehensive, hands-on understanding of each phase, explore our guide on Mastering Laser Cutting Machine Workflow.
Understanding how these laser machines operate not only highlights their value in modern manufacturing but also unlocks their potential for innovation across industries. Let’s explore the fascinating world of laser cutting technology!
I. Principles of Laser Cutting
1. What is a Laser?
Laser (Light Amplification by Stimulated Emission of Radiation) is a special light source with the following unique characteristics:
- High energy density: The laser beam concentrates energy on a very small focal point, generating enough heat to melt or vaporize materials.
- Monochromaticity: The laser contains only one wavelength of light, ensuring high energy concentration and stability.
- Directionality: The laser beam propagates in a highly consistent direction, enabling long-distance transmission with minimal energy loss.
Compared with ordinary light sources, lasers have higher brightness, stronger directionality, and better coherence, making them ideal tools for industrial applications such as industrial cutting and welding.
2. How Do Laser Cutters Work
How laser cutting works? Laser cutting is a technology that uses a laser to vaporize materials, resulting in a cut edge. The laser processing begins with a laser source (or laser generator), such as a CO2, Nd:YAG, or fiber laser, which generates a highly focused beam of light. The focused laser beam is directed to the workpiece material, where it is absorbed and converted into thermal energy.
Laser cutting uses light energy converted into heat energy to locally heat and cut materials. Its core working mechanism includes the following aspects:
(1) Thermal Effect Principle
When a high-intensity laser beam is irradiated onto the surface of a material, its energy is absorbed and rapidly converted into heat energy, causing the following physical changes in the material:
- Melting: The material melts, and a high-pressure gas jet blows away the molten material to create a clean cut.
- Vaporization: The material directly transforms from a solid to a gas, often used for thin materials.
- Burning: In some cases, materials ignite and burn, especially when assisted by an oxygen jet, which accelerates the cutting process.
This combination of focused energy and precision control allows the laser cutting to deliver exceptional results for a wide range of applications.
(2) Energy Conversion Process
Photons in the laser beam carry energy, and when they interact with particles on the surface of the material, they transfer their kinetic energy to the particles, causing intense vibrations, which in turn generate heat. This process rapidly raises the local temperature, reaching the melting or vaporization point of the material.
(3) Physical Changes During the Cutting Process
During the cutting process, the following physical phenomena work together to complete the machining:
- Localized Heating and Melting: The focused laser beam creates a small, high-temperature spot on the workpiece surface, causing the area to rapidly melt or vaporize.
- Assist Gas Action: Oxygen, nitrogen, or inert gas is introduced through a nozzle to blow the molten or vaporized material out of the kerf, while also cooling the workpiece and preventing oxidation.
- Kerf Formation: As the laser head moves, the high-temperature zone continuously melts or removes material along the path, thus forming a precise kerf.
II. Key Components of a Laser Cutting Machine
Laser cutting machines are composed of several critical components that work together to achieve precise and efficient cutting. Below is a detailed breakdown of these components and their functions.
1. Laser Source
The laser source is the core of the machine, generating the laser beam used for cutting. Different types of lasers used in laser cutting have unique working principles, advantages, and disadvantages:
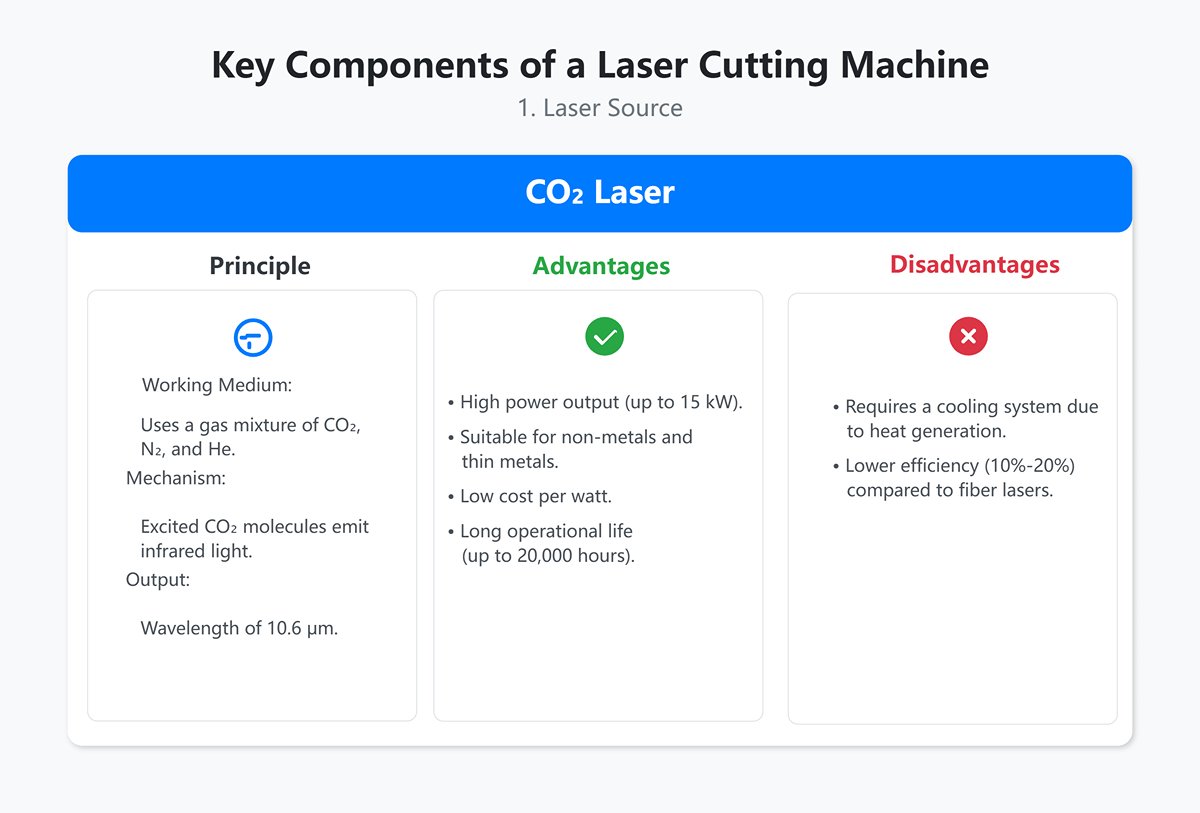
(1) CO₂ Laser
- Principle: Uses a gas mixture (CO₂, N₂, He) as the lasing medium. Excited CO₂ molecules emit infrared light at a wavelength of 10.6 μm.
- Advantages:
- High power output (up to 15 kW) suitable for non-metals and thin metals.
- Low cost per watt and long operational life (up to 20,000 hours).
- Disadvantages:
- Requires a cooling system due to heat generation.
- Lower efficiency (10%-20%) compared to fiber lasers.
(2) Fiber Laser
- Principle: Uses a doped optical fiber as the lasing medium. Emits light at 1.06 μm.
- Advantages:
- High efficiency (30%-35%) and low maintenance requirements.
- Faster cutting speeds, especially on thin metals.
- Disadvantages:
- Higher initial cost compared to CO₂ lasers.
(3) Nd:YAG Laser
- Principle: Employs a neodymium-doped yttrium aluminum garnet crystal as the lasing medium. Operates at 1.06 μm.
- Advantages:
- Suitable for precision micromachining and reflective materials like aluminum and copper.
- Disadvantages:
- Low efficiency (1%-4%) and slower processing for thicker materials.
| Type | Wavelength | Power Range | Applicable Materials | Photoelectric Efficiency |
| CO₂ Laser | 10.6 μm | 1-15 kW (up to 50 kW) | Non-metal/thin metal sheets | 10%-20% |
| Fiber Laser | 1.06 μm | 1-12 kW (up to 30 kW) | Highly reflective metals (e.g., aluminum, copper, brass) | 30%-35% |
| Nd:YAG Laser | 1.06 μm | 50 W-7 kW | Precision micromachining and specialized applications | 1%-4% |
2. Beam Delivery and Focusing
The laser beam must be transmitted from the source to the workpiece with minimal energy loss and focused precisely on the cutting zone.
(1) Beam Transmission Path
- CO₂ lasers use mirrors to direct the beam, while fiber lasers rely on flexible optical fibers for easier integration.
(2) Focusing Optics
- Lenses and Mirrors: Focus the laser beam into a small spot with high energy density, enabling precise cutting.
- Importance of Alignment: Misalignment can lead to poor cut quality or damage to components.
2. Control System
The control system ensures precise operation by managing motion, power, and cutting parameters.

(1) CNC System
- Converts CAD/CAM designs into G-code for machine execution.
- Controls movement of the cutting head with high precision.
(2) Servo Control System
- Uses servo motors for accurate positioning and smooth motion during cutting operations.
3. Cutting Head and Nozzle
The cutting head houses the focusing lens and nozzle, which play crucial roles in directing the laser beam and auxiliary gas.
(1) Nozzle Functions:
- Directs auxiliary gas (oxygen, nitrogen) to remove molten material from the cut path.
- Prevents debris from contaminating optical components.
(2) Nozzle Types:
- Single-layer nozzles for inert gases like nitrogen.
- Double-layer nozzles for oxygen-assisted high-speed cutting.
4. Control Panel/Software
Operators interact with the machine through control software that manages design input, parameter settings, and real-time monitoring.
- Examples include CAM software for toolpath generation and proprietary control software for executing cuts efficiently.
5. Auxiliary Systems
(1) Cooling System
- Maintains stable operating temperatures for the laser source and optics, preventing thermal damage.
(2) Exhaust System
- Removes fumes, smoke, and debris generated during cutting to ensure safety and maintain cut quality.
(3) Auxiliary Gases
- Oxygen: Speeds up cutting by promoting combustion (used to cut carbon steel).
- Nitrogen: Prevents oxidation for high-quality finishes (used for stainless steel).
- Air: Cost-effective option for basic applications.
III. Laser Cutting Process
1. Step 1 Design Preparation and Programming
(1) Use of CAD/CAM Software
- CAD (Computer-Aided Design): Create detailed 2D or 3D models using software like SolidWorks, AutoCAD, or Fusion 360. These tools allow designers to assign material properties and ensure accuracy in dimensions.
- CAM (Computer-Aided Manufacturing): Import CAD files into CAM software to define cutting parameters such as speed, laser power, and path. CAM software then generates toolpaths optimized for the material and cutting requirements.
(2) Conversion to G-Code
- The CAM software converts toolpaths into G-code, the programming language understood by CNC machines. G-code controls the movement of the cutting head and laser beam along the X, Y, and Z axes. Send this G code to the controller of the laser cutting machine via a Wi-fi connection or USB driver. After the design step, the next one is to set optimal parameters for the process.
2. Step 2 Set the Machine

Put the materials to be cut into the laser cutting machine, and adjust the location according to the types and thickness of the material. This setting includes the power of the laser, the movement speed of the laser, and the focus of the laser beam.
The best optimal parameter depends on the model of the laser cutting machine and the types of materials being cut.
3. Step 3 Cutting and Engraving Process
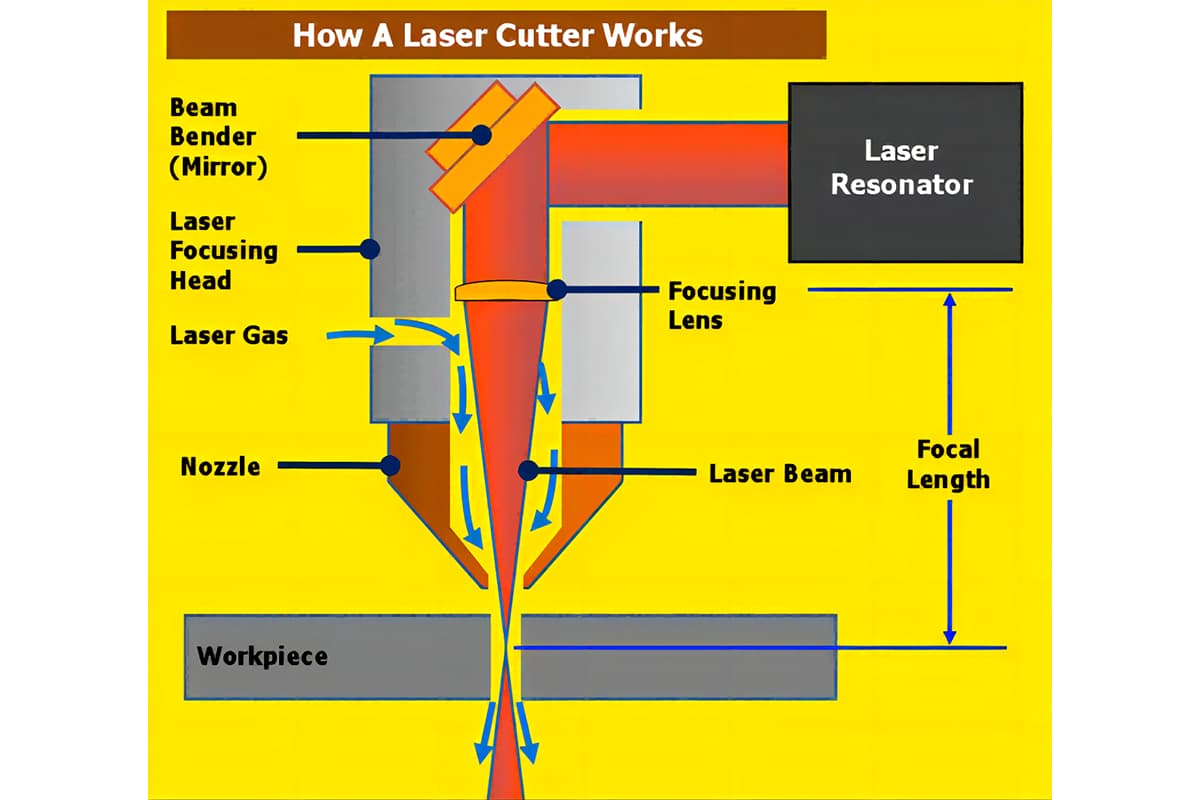
After setting all the contents and beginning to operate, you can start the cutting and engraving. It all begins with laser resource, which generates solid and consistent light.
The laser resource origins from a laser resonator, which sends a solid beam to the cutting head through the mirror system. Inside the cutting head, the laser is focused by the lens and reduced to a skinny, concentrated beam.
This beam can be guided on the material along the path specified by digital to cut or raster the raw material. By the way, if you use sunlight and a magnifying glass to start a fire, you will be more familiar with the working principle.
When the light moves along the path, it will melt, burn or vaporize the material, resulting in precise cutting and engraving.

The laser-cutting machine can also blow away the extra materials via a gas jet. The cutting head is usually fixed on the gantry, which is a mechanical system.
A belt or chain usually drives this system and allows for cutting head to move accurately in a specific rectangle region (the size of working bed).
The gantry allows the cutting head to move back and forth on the the workpiece to cut precisely at any place on the bed. The laser should focus on the material being cut to achieve the best cutting state.
All the laser cutting machines need to focus the program before cutting to ensure an excellent laser-cutting effect. Apart from the function of the laser itself, the laser cutting machine also is equipped with assistant gas.
This gas is jetted from the cutting head in the cutting process and assists in cooling the materials and cleaning the melted metals. As a consequence, the laser cutting machine can not only provide accurate cutting but also can keep the cutting surface clean and smooth.
4. Step 4 Post-Cutting Processes and Inspection
(1) Quality Control Checks
- Inspect cut edges for roughness, verticality, burrs, and dimensional accuracy using tools like calipers or deburring machines.
(2) Post-Processing Steps
- Deburring: Remove sharp edges or imperfections using grinding or sanding tools.
- Surface Treatment: Apply polishing, anodizing, or painting to improve appearance or prevent corrosion.
(3) Final Inspection
- Measure each part against design specifications to ensure consistency and quality before packaging or assembly.
IV. Characteristics of Laser Cutting for Different Materials
Laser cutting offers versatility and precision across a wide range of materials, including metals and non-metals. Below is an in-depth exploration of the characteristics, laser settings, and considerations for each category.
1. Metal Materials
(1) Applicable Laser Types and Power
- CO₂ Laser: Suitable for thin metal sheets but requires assist gases for effective cutting.
- Fiber Laser: Ideal for metals, especially highly reflective ones like aluminum and copper, due to its shorter wavelength (1.06 μm) and high efficiency.
- Nd:YAG Laser: Used for precision micromachining of metals but less common in industrial-scale cutting.
Recommended power settings vary by material thickness:
| Material Thickness | Power Range (watts) |
| Thin sheets (up to 1 mm) | 500–1000 |
| Medium thickness (1–5 mm) | 1000–2000 |
| Thick materials (over 5 mm) | 2000–4000 |
(2) Key Cutting Parameters
- Power: Higher power is necessary for thicker materials to ensure penetration.
- Speed: Slower speeds are required for thicker metals to maintain edge quality.
- Assist Gas:
- Oxygen accelerates cutting through oxidation (used for carbon steel).
- Nitrogen prevents oxidation and ensures clean edges (used for stainless steel).
(3) Comparison of Common Metals
| Metal Type | Characteristics | Challenges |
| Carbon Steel | Cost-effective, strong, easy to cut. | Prone to rust; requires protective coatings |
| Stainless Steel | Corrosion-resistant, durable. | Reflective surface requires careful settings |
| Aluminum | Lightweight, corrosion-resistant. | High reflectivity; risk of warping during cutting |
| Copper & Brass | Excellent thermal and electrical conductivity. | Reflective surfaces require higher power |
| Titanium & Nickel | High strength and corrosion resistance; used in aerospace and medical applications. | Expensive; requires precise control |
2. Non-Metal Materials
(1) Characteristics
Non-metal materials exhibit unique properties that make them suitable for various applications:
- Wood: Clean cuts with minimal burning; ideal for furniture and crafts.
- Acrylic: Smooth edges and high precision; widely used in signage and decorative items.
- Fabric/Textiles: Fray-free cuts; suitable for industrial and artistic designs.
- Paper/Cardboard: Precise cuts without fire risks when settings are optimized.
(2) Parameter Settings
| Material Type | Power (%) | Speed (mm/s) | Focus Position |
| Wood | 30–50% | 50–150 | 1–2 mm above material |
| Acrylic | 40–70% | 100–200 | Optimal focus ensures polished edges |
| Fabric/Textiles | 30–50% | 50–150 | Prevent fraying with precise focus |
| Paper/Cardboard | 10–30% | 200–400 | Avoid burning with lower power |
(3) Material Thickness vs. Cutting Quality

- Thinner materials allow faster speeds and cleaner cuts due to reduced heat impact.
- Thicker materials require slower speeds and higher power to ensure complete penetration without warping or burning.
V. Techniques of Laser Cutting
Laser cutting for metals has the advantage over plasma cutting of being more precise. As the powerful laser makes contact with the material, it generates heat that melts or vaporizes the surface. Based on the types of assistant gas, there are four main types of laser cutting techniques:
1. Fusion Cutting
In infusion cutting, the assistant gas does not assist in melting material but works only after the laser has melted the material. Inert gas (nitrogen) is usually regarded as an assistant gas for cutting.
Pressurized assist gas blows molten metal out of the kerf, increasing the cutting speed and reducing the laser power required to cut material. Fusion cutting is used for cutting metal. This technique is also named melting and blow cutting.
2. Flame Cutting
The assistant gas (oxygen) participates in the material’s burning and melting in flame cutting. The laser beam heats the material, and oxygen reacts with heated materials, resulting in flame. This increases the power input to the material and benefits the laser beam in cutting material.
At the same time, I am using the high-pressure oxygen flow to blow away melted metal, thus realizing cutting. Flame cutting is usually used for thick carbon steel materials. Due to the reaction between oxygen and heated materials, this technique is also called reactive cutting.
3. Sublimation Cutting
Sublimation cutting will show up when thin materials (such as foils and fabrics) are cut under no assistant gas. In this method, a laser beam vaporizes the material directly rather than melting it.
The high energy can evaporate the material on the focus, thus forming a narrow cut. This kind of cutting is also called vaporization cutting.
4. Impact Cutting
Impact cutting is used for materials that are difficult to cut with continuous laser beams. It involves a fast pulse laser beam on the material's surface to form overlapping holes.
Impact cutting usually is applied for cutting brittle materials such as ceramics and glass. Different kinds of lasers should be based on the actual application and materials. For example, the CO2 laser is usually used for cutting various materials, and the fiber laser is generally applied for metal.
The laser cutting machine utilizes the synergistic effect of high energy laser beam and assistant gas to fulfill the accuracy and high-efficiency cutting of metal materials.
Accepting training and knowledge when operating the laser cutting machine is vital. For example, wearing protective goggles, avoiding direct eye contact with the laser beam, and ensuring good ventilation. Thus safety and best results can be achieved. Also, the machine requires regular maintenance to keep it working efficiently.

Ⅵ. Advanced Mastery—From Skilled Operator to Process Virtuoso
Once you’ve mastered the fundamentals, you can make the laser cutter perform flawlessly—but that’s only the beginning. A true process master doesn’t just operate the machine; they anticipate challenges, resolve complex issues, and push past conventional limits to unlock the machine’s full potential, crafting results of unmatched precision and quality. This module is your pathway from operator to artisan. Here, we explore the techniques, efficiency strategies, troubleshooting mindset, and safety foundations that distinguish mere proficiency from full mastery.
1. Advanced Techniques: Thick-Plate Cutting, Microfabrication, and Complex Shape Processing
Basic thin-sheet cutting is just the starting point—the true test of skill lies in handling extreme conditions where both technical finesse and process insight are required.
(1) The Art of Thick-Plate Cutting: Mastering the Flow of Molten Metal
Cutting plates thicker than 20 mm is not simply a matter of adjusting power or speed; it demands precise control of heat distribution and molten material removal.
Oxygen Cutting for Carbon Steel
This is essentially a “fire meets fire” approach. The laser acts as an ignition source, while high-purity oxygen drives a vigorous oxidation reaction with the heated carbon steel. The focal point is usually set one-third to two-thirds below the surface (negative focus) to create a tapered energy zone—narrow at the top, wider at the bottom—helping direct molten slag downward for clean, vertical edges.
High-Pressure Nitrogen Cutting for Stainless Steel or Aluminum:
Think of this as a “brute-force purge.” Without the benefit of exothermic reaction heat, you rely on ultra-high laser power (typically above 12 kW) to melt the metal while 25-bar nitrogen jets blast the molten material from the kerf like a high-pressure hose. Piercing is the most critical challenge here—use a gradual, multi-stage process with low power and repeated pulses to avoid explosive bursts during initial penetration.
(2) Pushing the Limits of Microfabrication: Sculpting at the Micron Scale
When working at micron-level precision, conventional melting mechanisms become too coarse. This is where ultrafast lasers—picosecond or femtosecond—take center stage.
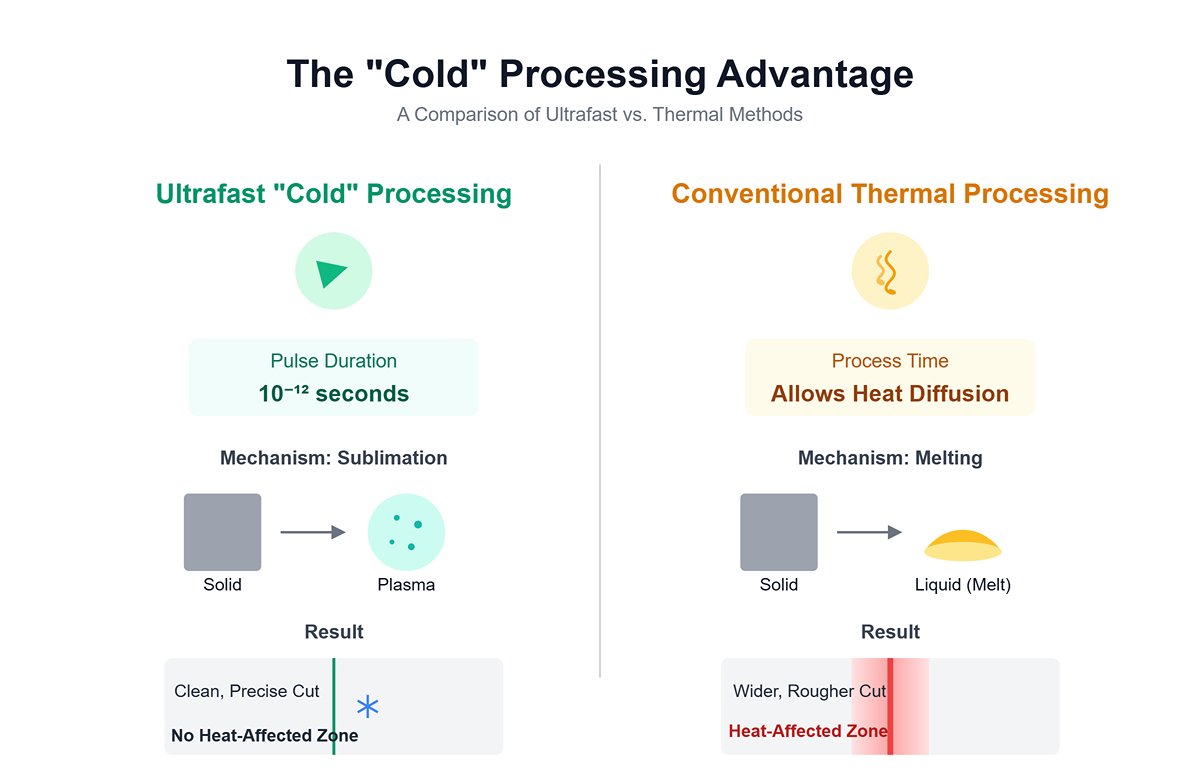
The Secret of “Cold” Processing:
Ultrafast pulses last only trillionths of a second (10⁻¹² seconds), shorter than the time it takes heat to spread from the impact point. This means the material is removed before thermal diffusion occurs, creating a virtually heat-free cut. Rather than melting, the process instantly transforms the solid into plasma through sublimation.
Key Applications:
Such extreme precision makes these lasers essential for advanced products—flexible circuits in OLED smartphone screens, cardiac stents, and high-precision medical probes.
(3) Processing Complex Shapes: Giving Lasers Three-Dimensional Intelligence
Real-world parts aren’t always flat. Automotive panels, bent pipes, and other 3D components pose the challenge of maintaining perpendicular alignment and consistent focus distance over curved surfaces.
Five-Axis Laser Cutting Machines:
By adding two rotational axes (A and C), the cutting head can swivel freely in three-dimensional space—like a human wrist—perfectly following contour variations for precision cuts on complex geometries.
3D Robotic Laser Cutting:
Combining fiber lasers with six-axis industrial robots enables exceptional flexibility. The robot can move the workpiece past a fixed laser head or rotate the head around a stationary part to perform trimming and hole-cutting on stamped components—eliminating the need for costly custom dies.
2. Efficiency Multipliers: Automation and Smart Integration Systems
In modern manufacturing, single-machine performance is nearing physical limits. True leaps in productivity now come from integrating machines into broader ecosystems of automation and intelligent control.
(1) Automated Loading, Unloading, and Sorting Systems
Picture this: a factory running autonomously through the night, with only machines at work. That’s the promise of automated loading and unloading systems. Comprising sheet storage towers, suction-arm loaders, exchange tables, and robotic sorters, these setups enable 24/7 production.
Finished parts are automatically removed, categorized by order, stacked, and routed to subsequent stages like bending or welding—freeing human labor from strenuous manual tasks.
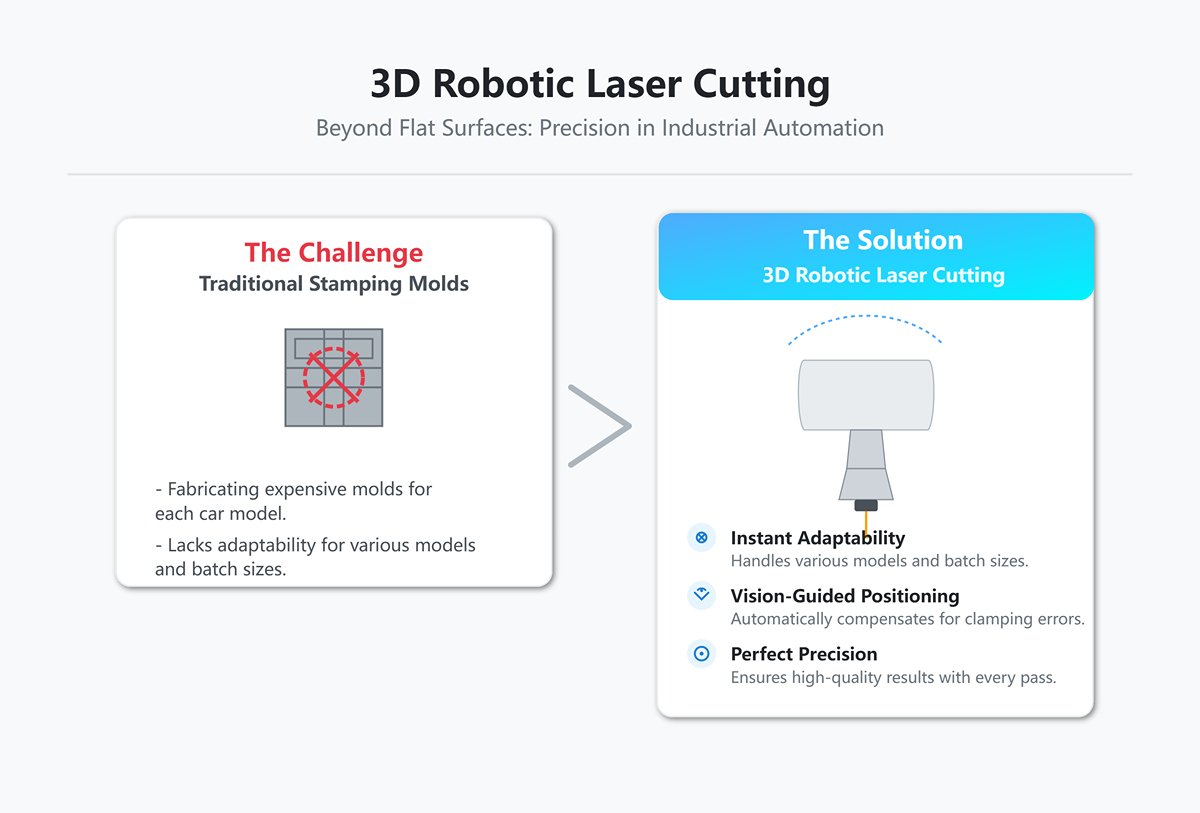
(2) 3D Robotic Laser Cutting: Beyond Flat Surfaces
This technology builds upon the complex-shape processing from section 4.1 and elevates it for industrial use. In automotive production, once the car body has been welded, numerous holes and edge trims are needed.
Rather than fabricating expensive stamping molds, 3D robotic laser cutting can adapt instantly to various models and batch sizes. Using offline programming and vision-guided positioning, the robot automatically compensates for clamping errors, ensuring perfect precision with every pass.
(3) AI-Driven Parameter Optimization and Predictive Maintenance
Artificial intelligence is revolutionizing this age-old craft of laser cutting.
AI as the Process Brain
Traditional parameter libraries are static and experience-based. Modern AI systems continuously analyze subtle variations in material batches, ambient conditions, gas purity, and lens cleanliness—autonomously optimizing cutting parameters in real time. Think of it as a tireless process master with decades of experience, always identifying the best possible settings to minimize scrap rates.
Predictive Maintenance
Unexpected machine downtime is production’s worst enemy. AI models interpret data from hundreds of sensors—monitoring motor currents, coolant temperatures, and cavity pressures—to assess equipment health. It can forecast weeks in advance when a key component (like a focusing lens or turbo pump) is beginning to degrade, triggering preemptive maintenance instead of reactive repairs—maximizing uptime and reliability.
3. Fault Diagnosis and Troubleshooting: Common Issues and Systematic Solutions
In the face of a malfunction, panic only clouds judgment. A clear diagnostic process is the hallmark of a true process master. The following charts outline structured approaches to resolving the most common issues:
| Fault Symptom | Diagnostic Steps (from simple to complex) | Core Solution |
|---|---|---|
| Cutting not penetrating | 1. Check consumables: Is the nozzle clogged or deformed? Are the protective lenses clean? 2. Check gas system: Is the gas pressure within the specified range? Is the gas purity up to standard? 3. Check cutting parameters: Is the cutting speed too fast? Is the power too low? Is the focal point correctly adjusted? 4. Check the optical path: Has beam alignment shifted? Are the focus lenses dirty or damaged? | Clean or replace nozzle and protective lenses; ensure gas supply is stable; reduce speed, increase power, and refocus; calibrate the optical path. |
| Excessive dross on bottom edge | 1. Parameter match: Is the cutting speed too high, preventing molten material from being fully blown away? 2. Gas pressure: Is it insufficient to clear the entire thickness? 3. Focus position: Is the focal point too high, reducing energy at the bottom? 4. Nozzle condition: Is the nozzle orifice oversized or damaged, causing gas to disperse? | Reduce speed; slightly increase gas pressure; lower the focus position (set negative focus); replace with a properly sized new nozzle. |
| Large taper on cut surface | 1. Focus position: Has it deviated too far from the optimal (typically negative focus)? 2. Beam quality: Has the laser beam mode degraded? 3. Speed and beam spot: Is the cutting speed too high, causing rapid energy loss at depth? 4. Machine calibration: Is the cutting head perpendicular to the worktable? | Accurately adjust the focus position; contact the manufacturer to inspect the laser source; reduce cutting speed; calibrate machine vertical alignment. |
| Machine alarm triggered | 1. Read alarm info: Identify the meaning of the alarm code. 2. Check associated systems: For example, if “chiller alarm” appears, inspect water level, temperature, and flow in the cooling system. 3. Check electrical connections: Ensure sensors, drivers, and limit switches are secure and undamaged. 4. Check software/system: Restart control software; verify that system parameters haven’t been modified incorrectly. | Refer to the alarm code manual for targeted troubleshooting; service related equipment; secure all electrical connections; restore system settings. |
4. Safety First: Mandatory Operating Safety Rules and Emergency Procedures
A laser cutting machine is a powerful tool, but its high-energy beam, pressurized gas, and fast-moving components come with significant risks. Safety is never negotiable. A true craft master is, first and foremost, a vigilant guardian of safety.
(1) Personal Protective Equipment (PPE):
Laser Safety Glasses: Absolutely mandatory
Always wear protective eyewear matched to the laser’s wavelength. CO₂ and fiber lasers require different types — they must never be interchanged.
Protective Clothing and Gloves
Wear cotton, flame-retardant workwear—avoid synthetic fabrics. Use cut-resistant gloves when handling metal sheets.

(2) Equipment and Environment Safety
Protective Enclosure
Never operate the machine with the safety cover open. The enclosure shields you from the laser beam and molten metal splatter.
Exhaust System
Ensure the ventilation system is functioning properly. Fumes and dust from cutting are hazardous and can even pose explosion risks.
No Direct Viewing
Never look directly at the laser beam — even reflected or scattered light can cause severe injury.
Flammable Material Control: Keep all flammable items such as alcohol or paint away from the workspace.
(3) Emergency Procedures:
Emergency Stop
Know the location of the red emergency stop button and be able to trigger it instinctively. If anything feels out of control, hit it immediately.
Fire Response
Equip the workstation with fire extinguishers suitable for electrical and metal fires (such as dry powder or CO₂ types). In case of fire, cut the main power first, then extinguish the flames.
Injury Response
Know where the first-aid kit is. In case of burns or cuts, administer immediate basic treatment and seek medical help.
From mastering advanced skills to building automated workflows, from solving technical faults calmly to enforcing uncompromising safety standards — this is the complete journey from operator to true master. There are no shortcuts; only constant learning, steady practice, and a deep respect for the craft.
VI. Conclusion
The laser cutting machine adopts high-power lasers to cut accurately and efficiently in many fields. Various cutting techniques, such as flame and fusion, are becoming increasingly indispensable for modern manufacturing and laser technology.
ADH's laser cutting machines offer unparalleled precision and efficiency in the metal cutting industry, sheet metal fabrication, and various mechanical engineering applications.
To explore our full range of equipment and see detailed specifications, feel free to download our brochures. For any specific inquiries or to discuss your unique manufacturing needs, please contact us directly.
VII. FAQs
1. How does a laser cutter know what to cut?
A laser cutter is a type of CNC (Computer Numerical Controlled) machine, meaning that it is controlled via a computer. A designer can design something in some sort of design software, and then send it to a laser cutter to have it cut out automatically, with just the push of a button.
2. What cannot be cut with a laser cutter?
Materials with Toxic Emissions. Chlorinated Plastics (e.g., PVC and Vinyl): Cutting PVC releases chlorine gas, which is toxic to humans and can corrode the components of the laser cutter. ABS Plastic: It emits cyanide fumes when lasered. And it usually comes with melting results rather than a clean cut.
3. How thick can you cut with a laser cutter?
The maximum cutting thickness of different materials with a 2000W fiber laser cutting machine is as follows: the maximum thickness of carbon steel is 20 mm; the maximum thickness of stainless steel is 8 mm; the maximum thickness of aluminum is 6 mm; the maximum thickness of copper is 4 mm.
















