Choosing the Best Press Brake Material is no longer just an engineering task but a key business move. The right material defines profitability by balancing durability, cost, and precision. This article explores how smart material selection builds competitive strength, from the “Material Selection Golden Triangle” to practical evaluation frameworks and future material innovations.
I. Strategic Foundation: Why Material Selection Is the Key Decision That Determines Business Success
In the intricate game of precision manufacturing, the costliest mistake is rarely a machine malfunction or an operator’s misstep. It often begins long before the first sheet of steel is ever cut—the hidden risk of press brake tooling material selection.
To treat this decision merely as a technical matter of matching specifications is a common yet critically short-sighted approach. In truth, material choice is a core business strategy that profoundly shapes cost structure, production efficiency, product quality, and even market competitiveness. For an in-depth understanding of press brake fundamentals, refer to the guide on best press brake material.
1.1 Beyond Technical Specs: Viewing Material Choice as a Core Business Strategy
Strategic material selection starts far above questions like “How many HRC of hardness?” or “Can it handle this sheet metal?” It elevates to the level of “Can this material help me build a sustainable competitive advantage for my business?”
This strategic shift is reflected in how we redefine cost. Tactical decision-makers focus on Price per Kilogram, while strategic leaders look at Total Cost of Ownership (TCO). A mould steel that seems inexpensive at purchase may turn disastrous if it causes frequent downtime, high scrap rates, inconsistent bending precision, or delayed deliveries that erode customer trust—its true cost on the balance sheet becomes catastrophic.
Conversely, an exceptional material decision can fundamentally streamline production flow, minimize unplanned downtime, and ensure long-term quality stability. Such choices represent not only technical success but the foundation upon which a business builds its cost advantage and brand reputation in a competitive market. To explore tooling options that align with these strategies, visit ADH Machine Tool.
1.2 The “Material Selection Golden Triangle”: Balancing Cost, Durability, and Precision
To master this complex strategic decision, we rely on a powerful mental framework—the “Material Selection Golden Triangle.” Its three vertices are Cost, Durability, and Precision. These dimensions are interdependent and mutually constraining; chasing perfection in one invariably compromises the others.
The truly optimal material is not an all-powerful superalloy, but the one that finds the right equilibrium across these three parameters within your specific business context.
Cost: Initial Investment vs. Unit Cost

- Strategic Perspective: The goal is to balance the initial mold acquisition cost against the actual cost distributed across each formed part.
- Application Context: For small-batch, high-variety custom production, mold changes are frequent and lifetime demands are modest. Opting for moderately priced, easy-to-machine materials such as 45# steel or T8/T10 carbon tool steel enables agility and controlled upfront investment—a prudent move. In contrast, for large-scale standardized manufacturing, like automotive components, high-end alloys such as Cr12MoV (SKD11/D2)—though several times costlier upfront—deliver extreme wear resistance and extended lifespan, driving down per-part bending costs and yielding superior ROI.
Durability: Expected Lifespan vs. Operational Challenge
- Strategic Perspective: A mold’s resistance to repeated impact and wear directly dictates production continuity and stability.
- Application Context: When working with standard low-carbon steel sheets, mid-grade alloy steels generally suffice. However, when handling high-strength steel, stainless steel, or scale-covered sheets, abrasiveness rises dramatically. Durability becomes the central concern, necessitating upgraded materials such as high-speed steel (M2) or powder metallurgy steel (PM-Steel) to prevent premature edge cracking or wear—critical for avoiding costly line interruptions. Learn more about the best press brake material suited for high-strength applications.
Precision: Tolerance Requirements vs. Long-Term Stability
- Strategic Perspective: A product’s value often lies in the consistency of its dimensions and angles. The mold material must maintain geometric stability through extensive use.
- Application Context: Industries like aerospace and precision electronics demand bending tolerances within ±0.5°. This imposes extraordinary requirements on compressive strength, elastic recovery, and wear resistance. In such cases, molds with tungsten carbide inserts, while significantly more expensive, offer unmatched rigidity and dimensional stability—ensuring million-cycle precision retention and safeguarding the quality yield of high-value products.
1.3 Key Performance Indicators (KPIs) for Measuring Success
Every strategic decision requires strategic metrics. How do you quantify a “right” material choice? The answer doesn’t lie in the material specification sheet but in your factory’s operational data. These three core KPIs are the ultimate test of your material selection strategy:
Cost Per Bend
- Definition: The ultimate financial metric—totaling mold cost, energy consumption, labor, maintenance, and scrap losses—divided by the number of qualified parts produced.
- Strategic Value: It cuts through the illusion of low purchase price and exposes the true productivity outcome. A successful material choice will inevitably lower this number significantly.
Mean Time Between Failures (MTBF)
- Definition: The average period of stable operation between successive maintenance events such as sharpening or repair.
- Strategic Value: MTBF reflects production line stability. Longer intervals mean fewer unplanned stoppages, higher Overall Equipment Effectiveness (OEE), and more predictable scheduling. Superior durability directly translates to a higher MTBF.
First Time Yield (FTY)
- Definition: The proportion of parts passing quality inspection on the first run without rework or scrapping.
- Strategic Value: High FTY signals precise, stable tooling performance and robust process reliability. Inferior materials lead to rapid wear, angle drift, and dimensional deviation—eroding FTY. Improving this indicator reduces internal loss and guarantees on-time delivery.

II. In-Depth Analysis of Mainstream Materials: A Comprehensive Comparison of Performance and Applications
2.1 Carbon Tool Steels (e.g., 45#, T8, T10)
Carbon tool steel forms the cornerstone of the tooling world and the starting point of the cost-efficiency curve. With exceptionally competitive pricing and excellent machinability, these steels serve as the first line of defense for many manufacturers—especially those operating in small-batch or multi-variety production modes.
Core Profile & Performance Analysis:
- Through heat treatment (quenching + low-temperature tempering), these steels can reach hardness levels of HRC 56–62, sufficient for bending mild steel sheets and other soft materials. Their advantages lie in extremely low cost and high availability, making them ideal for quickly manufacturing non-standard tools. However, their performance ceiling is clear—poor hardenability and virtually no red hardness mean they are suitable only for small cross-section dies and cannot maintain strength under high-temperature conditions. They are classic “ambient warriors.”
Strategic Application Scenarios:
- Best suited for: Short-term projects, prototype runs, small batch orders (typically under 5,000 bends), and general mild steel sheet processing where precision demands are moderate.
- Avoid: Situations involving high-strength steels, stainless steels, thick plates, or large-scale continuous production.
2.2 Alloy Tool Steels (e.g., Cr12MoV, SKD11, D2)
If carbon steel represents the foundation, then high-carbon, high-chromium cold-work tool steels—such as Cr12MoV (China’s standard), SKD11 (Japan), and D2 (USA)—form the industry’s backbone. By alloying with chromium (Cr), molybdenum (Mo), and vanadium (V), these materials achieve a leap in performance and have become the “optimal choice” for most operating conditions.
Core Profile & Performance Analysis:
These steels triumph by addressing the two major weaknesses of carbon steel. With roughly 12% chromium, they deliver excellent wear resistance and minimal deformation. Air quenching—rather than oil quenching—keeps distortion low, ensuring outstanding dimensional accuracy essential for complex or precision dies. Post-treatment hardness stabilizes around HRC 58–62, offering a wear life three to five times longer than premium carbon steels.
Strategic Application Scenarios:
- Best suited for: Large-scale, high-precision bending of cold-rolled sheets, galvanized sheets, and stainless steel plates. Widely used in automotive manufacturing, appliance housings, and electrical enclosures—industries where consistency and productivity are paramount.
- Avoid: Processing extremely abrasive materials (like high-strength wear-resistant steels) or heavy-impact conditions.
2.3 High-Speed and Powder Metallurgy Steels (e.g., M2, PM-Steel)
When processing shifts from ordinary steel plates to high-strength or quenched steels—or when production runs generate enough heat to raise die temperatures significantly—conventional tool steels reach their limits. At this point, the “special forces” of tooling—High-Speed Steel (HSS) and Powder Metallurgy Steel (PM-Steel)—step in. To select the best press brake material for high‑performance environments, consider these advanced alloys.
Core Profile & Performance Analysis:
- High-Speed Steel (M2): Its hallmark advantage is exceptional red hardness. By alloying with tungsten (W) and molybdenum (Mo), M2 retains hardness above HRC 60 even at temperatures up to 600°C. This enables both high-speed cutting and reliable performance under continuous, high-friction bending where die edges must remain sharp.
- Powder Metallurgy Steel (PM-Steel): The ultimate evolution of HSS, PM steel overcomes the toughness limitations of conventionally cast alloys, whose coarse, uneven carbides hinder crack resistance. In PM production, molten steel is atomized into fine powder and sintered under high temperature and pressure, creating a uniformly distributed microstructure. As a result, PM steel combines equal or greater hardness and heat resistance with exponentially improved toughness, fracture resistance, and dimensional stability.
Strategic Application Scenarios:
- Best suited for: Bending ultra-high-strength automotive steels (like AHSS), wear-resistant plates (e.g., Hardox), thick stainless sheets, and any demanding environment requiring exceptional die toughness and heat resistance.
- Avoid: Cost remains the primary limitation—unsuitable for conventional applications with low performance demands.
2.4 Tungsten Carbide

At the apex of the performance spectrum lies a material that transcends traditional steel—tungsten carbide. Unlike metals, it is a metal–ceramic composite comprised of hard tungsten carbide (WC) particles bound together by a ductile cobalt (Co) matrix, embodying the pinnacle of wear resistance and rigidity.
Core Profile and Performance Insights:
Tungsten carbide boasts extraordinary super‑high hardness (up to HRA 90 and above, far exceeding the HRC scale) and exceptional wear resistance. Equally remarkable is its elastic modulus—an indicator of stiffness—which is two to three times that of steel. This means it undergoes minimal deformation under identical loads. Its drawbacks are just as notable: poor toughness and high brittleness, making it extremely sensitive to impact or vibration, coupled with a very high cost.
Strategic Application Scenarios:
- Best Suited For: Manufacturing ultra‑long‑life (up to millions of cycles), ultra‑high‑precision die inserts—especially in the bending of thin materials for electronics, medical instruments, and other precision components. When required dimensional accuracy surpasses the elastic limit achievable by steel dies, tungsten carbide becomes the only viable choice.
- Avoid In: Any application involving impact, vibration, or tight cost constraints.
2.5 Surface Coating and Nitriding Technologies (TiN, TiCN, Nitriding)
Surface treatment is not a new material, but a high‑leverage performance‑enhancing strategy. By applying a thin, high‑performance protective layer—just a few microns thick—onto a well‑balanced and cost‑effective base material (such as Cr12MoV), one can achieve dramatic performance upgrades with outstanding cost efficiency.
Core Profile and Performance Insights:
- Nitriding Treatment: A chemical heat‑treatment process that diffuses nitrogen atoms into the die surface to form a hard, dispersed layer. It significantly enhances surface hardness, wear resistance, and fatigue strength, all while operating at low temperatures that minimize distortion.
- PVD Coatings (e.g., TiN, TiCN): Physical Vapor Deposition technology that deposits a ceramic film with high hardness and low friction on the die surface.
- TiN (Titanium Nitride): The classic golden coating that offers baseline hardness improvement and excellent lubricity, effectively preventing adhesion when working with materials like stainless steel.
- TiCN (Titanium Carbonitride): A gray‑black or bluish‑violet coating with superior hardness and wear resistance compared to TiN—ideal for high‑wear environments.
Strategic Application Scenarios:
- Best Suited For: Bending operations involving adhesive‑prone materials such as stainless steel or aluminum; or when extended die life and improved surface finish are desired without changing the base material.
- Avoid In: Cases where deformation or cracking arises from insufficient base‑material strength or toughness—the coating cannot compensate for such structural weaknesses.
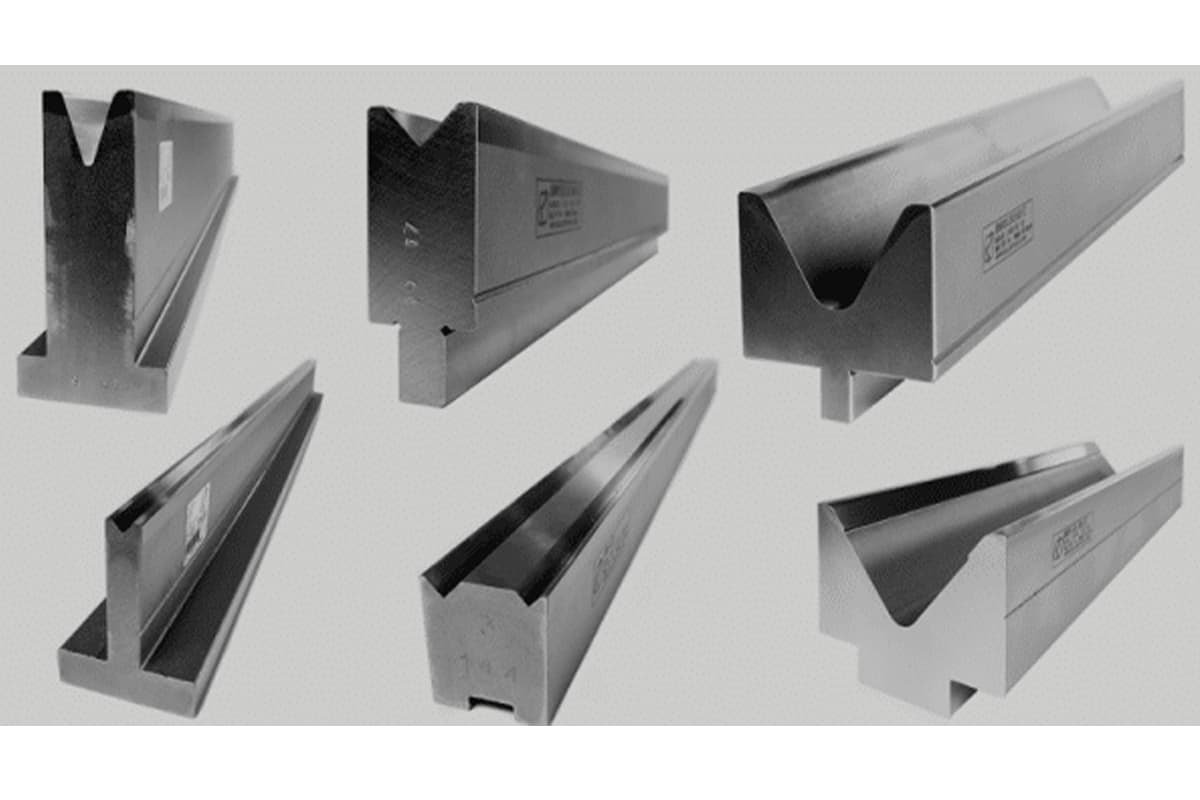
2.6 Comparative Overview: Core Properties of Five Mainstream Tool Materials
To provide a clear snapshot of the entire landscape, the following table presents a quantified comparison of the key performance metrics discussed above.
| Material Category | Core Advantage | Hardness (HRC) | Wear Resistance | Toughness | Red Hardness | Relative Cost |
|---|---|---|---|---|---|---|
| Carbon Tool Steel (45#/T10) | Ultimate cost efficiency | 56–62 | ★☆☆☆☆ | ★★★☆☆ | ☆☆☆☆☆ | $ |
| Alloy Tool Steel (D2/SKD11) | Balanced overall performance | 58–62 | ★★★★☆ | ★★☆☆☆ | ★☆☆☆☆ | $$ |
| High‑Speed Steel (M2) | Excellent red hardness | 62–65 | ★★★★☆ | ★★★☆☆ | ★★★★☆ | $$ |
| Powder Metallurgy Steel (PM‑Steel) | Hardness paired with toughness | 64–67 | ★★★★★ | ★★★★☆ | ★★★★★ | $$$ |
| Tungsten Carbide (WC) | Extreme hardness and rigidity | >75 (≈HRA 90) | ★★★★★+ | ★☆☆☆☆ | ★★★★★+ | $$$+ |
| Base + Coating (D2 + TiCN) | Enhanced surface performance | Surface >80 | Surface ★★★★★ | Base ★★☆☆☆ | Surface ★★★☆☆ | $$+ |
Note: The star and dollar ratings are relative indicators, intended to visually convey each material’s performance orientation and economic positioning.
III. Five‑Step Decision System: Building a Scientific and Efficient Material Selection Framework
3.1 Step 1: Accurately Define Your Machining Application
This is the starting point of all decision‑making. If the application scenario is vaguely defined, every subsequent analysis rests on shifting sands. Precision profiling means translating your production requirements into a clear, quantified, and unambiguous engineering language.
Core Task: Create a comprehensive “Application DNA File” that answers the following questions:
What’s the material’s personality?

- Material and Strength: Is it ordinary low‑carbon steel like Q235, high‑springback stainless steel such as 304, or an extremely abrasive wear‑resistant steel like Hardox 450? What is the material’s tensile strength in MPa?
- Sheet Thickness and Condition: What are the maximum and minimum bending thicknesses in mm? Is the surface cold‑rolled and smooth, covered with oxide scale from hot‑rolling, or film‑coated?
Where are the limits of the bending process?
- Bending Type and Angle: Is it a standard 90° bend, an acute or obtuse angle, or even a flattening bend?
- Accuracy Requirements: What is the required tolerance for the final workpiece angle (for example, ±1° or ±0.3°)? Are there any special requirements for consistency between the inner and outer bending radii (R angles)?
- Press Force and Speed: How much pressure is applied by the press brake? Is the production rhythm fast or slow? This directly affects the stress and frictional heat experienced by the die.
What Is the Scale of the Production Batch?
Expected Lifecycle: Is this tooling intended for a few hundred prototype parts, or does it need to withstand tens or even hundreds of thousands of production cycles?
3.2 Step Two: Define Your Core Business Objectives
Technology should always serve the business. Aligning the engineering profile built in Step One with your company’s strategic priorities is the key to moving from “technically feasible” to “commercially optimal.”
Core Task: Give your decision-making a business compass. By answering the questions below, assign strategic weights to each influencing factor:
Cost Structure: What Is Your Competitive Edge?
- Cost Leadership Strategy: If your core advantage lies in mass production and price competitiveness, then the Cost per Bend is your North Star metric. In this case, die durability and service life carry high weight—even if that means higher upfront cost.
- Agility and Speed Strategy: If your business focuses on small-batch, multi-variant custom orders, then Time-to-Market and initial investment are key. Material machinability and ease of procurement should be weighted more heavily to enable rapid manufacturing and delivery of nonstandard tooling.
Quality Positioning: What Does Your Brand Promise?
- Precision Above All: In industries like aerospace or precision instrumentation, product accuracy is nonnegotiable. Here, the material’s dimensional stability—its resistance to deformation and wear—has top priority, with cost as a secondary factor.
- Reliable Stability: For large-scale production in automotive or home appliances, production continuity and Mean Time Between Failures (MTBF) are critical. In this case, chipping resistance and performance consistency are weighted highest to prevent unplanned downtime.
3.3 Step Three: Apply a Quantitative Material Selection Scorecard
This is the core tool that transforms your earlier analyses into an objective, traceable decision. By building a weighted scoring model, you can systematically and impartially compare candidate materials—basing the final choice on data rather than intuition.
Core Task: Create and complete a Quantitative Material Selection Scorecard.
- List Evaluation Criteria: Use all key requirements identified in the first two steps—such as wear resistance, toughness, stability, cost, and machinability—as evaluation items.
- Assign Weights (%): Based on your business goals defined in Step Two, assign a percentage weight to each criterion. The total should equal 100%. For example, under a cost-leadership strategy, wear resistance might carry 40% while initial cost only 10%.
- Define Scoring Rules (1–5): Set clear scoring criteria. For example, 1 = poor, 3 = average, 5 = excellent.
- Evaluate and Calculate: Score each candidate material, then calculate the weighted total (Total Score = Σ [Individual Score × Weight]).
Example: Material Selection for a High-Strength Steel (780 MPa) Automotive Production Die
| Evaluation Criteria | Weight | Material A: Cr12MoV (D2) | Material B: D2 + TiCN Coating | Material C: Powder Metallurgy Steel (PM-Steel) |
|---|---|---|---|---|
| Wear Resistance | 35% | 3 (1.05) | 5 (1.75) | 5 (1.75) |
| Toughness (Chipping Resistance) | 30% | 2 (0.60) | 2 (0.60) | 4 (1.20) |
| Dimensional Stability | 15% | 3 (0.45) | 4 (0.60) | 5 (0.75) |
| Cost per Bend | 15% | 4 (0.60) | 3 (0.45) | 2 (0.30) |
| Availability | 5% | 5 (0.25) | 4 (0.20) | 3 (0.15) |
| Weighted Total | 100% | 2.95 | 3.60 | 4.15 |
Decision Insight: Although Material C has a higher per-piece cost, its superior toughness and accuracy deliver the highest overall score. It is the lowest-risk, most cost-effective long-term option for high-strength steel applications. By contrast, Material A’s inadequate toughness poses a significant risk of premature failure.
3.4 Step Four: Review Secondary Impact Factors Often Overlooked
The devil is in the details. Many seemingly flawless material choices ultimately fail because of overlooked “secondary” factors. This step serves as your risk firewall.
Core Task: Use a Hidden Risk Checklist for stress-testing your selection:
- Supply Chain Risk: Are there multiple reliable suppliers? Is there geopolitical risk from single sourcing? How volatile has the material’s price been historically?
- Heat Treatment Complexity: Does this material have a narrow process window for heat treatment? Does your supplier have proven experience and precise equipment for it? Incorrect heat treatment can destroy even the most expensive steel.
- Post-Processing Challenges: After quenching, is the material extremely difficult to wire-cut or EDM machine? This can greatly increase repair and modification costs.
- Compatibility Issues: In cases involving upper and lower die pairs or inserts, is there a risk of galvanic corrosion between different materials? Or does a large hardness gap cause one side to wear out much faster?
- Team Knowledge Readiness: Is your design, manufacturing, and maintenance team familiar with how this new material “behaves”? A lack of understanding can easily lead to design flaws, machining errors, or improper maintenance—all of which translate into costly trial-and-error expenses.

3.5 Step Five: Verification and Supplier Inquiry
Never take the data in a brochure at face value. Before making any final commitment, you must validate the claims through real-world testing and an in-depth technical dialogue with your supplier to ensure that what’s promised on paper delivers consistent performance on the production line.
Core Task: Implement a disciplined “final validation” process:
Request a Material Test Certificate (MTC): Ask the supplier to provide a certificate that precisely matches your purchase batch, and verify whether the chemical composition and delivery hardness fall within the standard range. This is the baseline for due diligence.
Conduct a Pilot Run: Before ramping up to full production, use a small batch of the new material to build a mold and test it under your most demanding production conditions. This is the only genuine test of material performance.
Initiate an “Expert-Level Inquiry” with the Supplier: When speaking with the supplier’s technical team, your questions should go far beyond, “How much per kilogram?”
- “For our high-strength steel bending application, what are the critical control points in your recommended heat treatment—specifically, the quenching temperature and the tempering cycles/temperatures? And why?”
- “How do you ensure consistent carbide particle size and distribution across different furnace batches? This consistency directly affects the material’s toughness.”
- “If premature edge chipping occurs during use, what is your company’s technical support process? Can you provide failure analysis assistance?”
By following this five-step system, your material selection process evolves from a risky gamble into a data-driven, logically rigorous, and risk-controlled strategic decision. What you gain is not just the right steel, but long-term confidence in productivity, cost efficiency, and product quality.
IV. Advanced Strategies: From Material Selection to Lifecycle Management
Once you have mastered the five-step decision framework, you already surpass 90% of your peers in making precise, context-specific material choices.
However, true excellence begins when you move beyond isolated decisions and elevate your thinking to a systemic, strategic level—treating the mold as a living, evolving system and managing its value across the entire lifecycle. This is not just about selection, but about the intelligent orchestration of combinations and the systematic avoidance of cognitive traps.
4.1 Optimized Combinations: The Art of Differentiating Upper and Lower Dies
One of the most common—and costly—assumptions is treating a bending die set (punch and V-die) as a uniform whole. A strategic thinker deconstructs this view, recognizing that the upper die (punch) and lower die (V-die) endure completely different stress types and wear mechanisms during bending. Differentiated material configurations are not only feasible but represent a true art of balancing performance and cost.
Upper Die (Punch): The Vanguard of Precision and the Focus of Wear
- Function and Load: The punch’s tip (radius) is the “pen point” of the bending process, pressing into the sheet with line contact. It directly determines the internal bend radius accuracy and surface finish. This edge bears extreme compressive stress and intense frictional wear, making it the first to degrade and the primary determinant of precision loss.
- Material Requirements: Maximum hardness, outstanding wear resistance, and excellent polishability (to reduce friction and scratching on the workpiece).
Lower Die (V-Die): The Foundation of Force and the Test of Toughness
- Function and Load: The shoulders of the V-groove support the sheet under immense surface pressure, while the lower die body must absorb and resist the full tonnage of the bending operation without excessive deflection. Wear occurs mainly at the groove shoulders through sliding friction with the sheet.
- Material Requirements: High compressive strength, sufficient overall toughness (to prevent brittle fracture under heavy loads), and adequate wear resistance at the V-shoulder.
Based on these functional distinctions, two core differentiated configuration strategies emerge:
Strategy 1: Precision and Surface Finish Optimization
Scenario: High-volume bending of stainless steel or aluminum sheets where surface scratching is intolerable and angular consistency is paramount (e.g., premium appliance panels, medical equipment housings).
Configuration:
- Upper Die: Use powder metallurgy steel (PM steel). Its ultrafine, homogeneous microstructure delivers exceptional wear resistance and can be polished to a mirror-like radius, minimizing galling and surface scratches. For top-tier applications, the tip can even be fitted with a narrow strip of tungsten carbide for maximum durability.
- Lower Die: Employ cost-effective alloy tool steel (Cr12MoV/D2). Its strength and toughness are adequate for load-bearing, and localized induction hardening or nitriding at the V-shoulders enhances surface hardness and wear resistance where it matters most.
Strategic Value: This “targeted reinforcement” approach channels the budget to the punch tip—the critical determinant of final product quality—while avoiding unnecessary overinvestment in the lower die. It yields a major reduction in scrap rates and boosts the aesthetic quality of finished products with only minimal incremental cost.
Strategy 2: Practical Balance of Durability and Cost Efficiency
Scenario: Heavy-duty, large-batch bending of thick or high-strength steels (such as structural components for machinery or construction).
Configuration:
- Upper Die: Select a material that offers both toughness and hardness to withstand intense impact and abrasive wear. High-speed steel (M2) or powder metallurgy steel (PM steel) are ideal—they resist edge chipping even under extreme stress.
- Lower Die: Given the wide V-openings and large body mass required for thick-sheet bending, tempered 42CrMo steel is a very rational choice. Its strength–toughness combination handles the structural load at a fraction of the cost of tool steel. Crucially, the V-shoulders should be overlay welded with hardmetal or flame-hardened to achieve the desired surface wear resistance.
Strategic Value: This embodies the “structural vs. surface separation” philosophy—using cost-effective structural steel to bear the bulk load while employing advanced surface treatments to handle localized wear. It perfectly balances extreme performance demands with the high manufacturing costs of large molds.
4.2 Pitfall Avoidance Guide: The Three Most Costly Material Selection Traps
The road to optimal material selection is strewn with expensive pitfalls—not because materials science is overly complex, but because of flawed thinking patterns. Avoiding these traps often brings greater value than the choice itself.
Trap 1: The Comfort of “Over-Specifying” Performance
Behavior: Out of a desire for absolute safety—or simply out of habit—some choose high‑performance general‑purpose materials for all working conditions without proper analysis (for instance, defaulting to Cr12MoV/D2 for everything). This can mean selecting a die steel capable of hundreds of thousands of bends just to produce a few thousand low‑carbon steel parts with generous tolerances.
Why It’s Costly:
- Direct cost waste: You’re paying heavily for a performance premium that will never actually be used.
- Hidden processing overhead: High‑performance materials are often harder to machine (annealing, milling, grinding), leading to longer production cycles and higher fabrication costs.
Avoidance Strategy: Adhere strictly to the “Fit for Purpose” principle. Use a measurable evaluation scorecard to clearly define each project’s true technical needs. For short‑run or low‑precision jobs, confidently choose properly heat‑treated T10 carbon tool steel or even 42CrMo—cost‑effective materials that fully meet the task at a fraction of the price. The savings can then be reinvested in projects that genuinely demand high‑performance alloys.
Pitfall Two: Underestimating the Critical Role of Heat Treatment
Behavior: Believing that choosing the right steel grade guarantees success and treating heat treatment as a routine, non‑core step—or worse, opting for the cheapest vendor to cut costs.
Why It’s Costly:
- Unfulfilled performance: Improper heat treatment (incorrect quenching temperature, insufficient tempering time) can drastically degrade even top‑tier steels, sometimes leaving them inferior to properly treated basic grades. Too soft leads to rapid wear; too hard causes brittle fracture.
- Catastrophic scrap: Poor stress control during heat treatment is the leading cause of tool deformation and cracking. A die worth tens of thousands and requiring weeks of precision machining can fail completely in the furnace—a heartbreaking and costly loss.
Avoidance Strategy: Treat heat treatment as a strategic process equal in importance to material selection. Choose professional suppliers equipped with vacuum furnaces and specialized know‑how for specific steel grades. Specify hardness range and deformation limits in technical agreements, and require process records for key parameters. Remember this golden rule: Material defines the ceiling of performance; heat treatment determines how much of that potential you actually realize.
Pitfall Three: A Short‑Sighted View of Total Cost of Ownership (TCO)
Behavior: Making decisions based solely on the initial purchase price per kilogram, ignoring the chain of costs that unfold across the product’s entire lifecycle. Of all the pitfalls, this one is the most deceptive—and ultimately the most expensive.
Why It’s Costly:
A low‑cost carbon steel die might require edge regrinding after only a few thousand bends, while an alloy steel version costing three times more could run smoothly for over a hundred thousand cycles. When factoring in downtime losses, labor and equipment costs for regrinding, scrap from declining precision, and shorter replacement intervals, that “cheap” carbon steel tool can turn out to have an extraordinarily expensive true TCO.
Avoidance Strategy: Build a lifecycle‑based cost analysis model. When evaluating materials, upgrade your checklist from “How much does this steel cost?” to questions like:
- “Given my production volume, what is its expected service life in total strokes?”
- “What is its mean time between failures (MTBF)?”
- “By using it, how much can I expect to improve my first‑time yield (FTY)?”
- “Once it wears, what are the difficulty and cost of repair?”
By answering these questions, you evolve from a mere buyer into a strategic asset manager—ensuring every dollar invested contributes directly to your company’s long‑term profitability.
V. Looking Ahead: Capturing Emerging Material Trends in Press Brake Tooling

As technology advances at an exponential pace, the landscape of press brake tooling is being reshaped by three transformative trends. First, revolutionary material innovation: 3D printing enables unprecedented agility in tool manufacturing; lightweight composites accelerate automated production lines; and sensor‑embedded smart materials enable predictive maintenance through real‑time data—reinventing the entire maintenance paradigm.
Second, digitalization and AI‑driven process evolution: AI‑adaptive machining dynamically compensates for material variations, driving new levels of consistency and quality, while cloud‑based material selection platforms are turning experience‑based choices into data‑driven science, a process further detailed in our Brochures.
Finally, the green wave—centered on energy‑efficient servo systems found in the latest press brake models and circular economy principles—is transforming sustainability from a moral imperative into a core cost advantage and brand asset. Deeply integrating these three trends will be the key for any enterprise aiming to stay competitive and secure its leadership position in the technology‑driven future of the value chain. To discuss how your enterprise can leverage these advancements, contact us to speak with one of our experts.















