I. Introduction
With the laser cutting market becoming increasingly competitive, businesses face the challenge of choosing the right equipment and manufacturers that align with their specific needs. The purpose of this article is to provide a comprehensive overview of the top laser cutting machine brands, highlighting their strengths, innovations, and market presence.
For readers seeking a shortcut to practical solutions, check out our guide on Best Laser Cutting Machines for Your Workshop to see which models fit your production demands.
By examining the leading manufacturers in the industry, we aim to guide potential buyers in making informed decisions, ensuring they invest in machines that offer the best combination of quality, performance, and value. Here is the short video for watching:
Ⅱ. Breaking the Mold: Redefining “Precision” to Build Core Competitiveness in Manufacturing
Across the manufacturing landscape of 2025, a quiet paradigm shift is reshaping the notion of the industry's “profit engine.” In the past, companies prioritized power when selecting laser cutting machines—believing that higher wattage naturally translated to faster cutting speeds and stronger performance. However, as market demands tighten around product quality, material efficiency, and production stability, a new consensus has emerged: precision—not power—has become the foremost indicator of profitability in modern manufacturing. For manufacturers seeking a strategic overview of this evolution, see Strategic Insights into Fiber Laser Cutting.
1. The Paradigm Shift in Profitability: Why Precision Is the Prime Indicator of Performance
While high-power lasers can indeed handle thicker materials, in nearly 80% of metal processing scenarios the real challenge isn’t “Can it cut through?” but rather “Can it cut well?” Poor cuts manifest as dimensional deviations, excessive taper, dross adhesion, and thermal distortion—all of which drive up secondary processing costs, waste material, and lower yield rates, ultimately eating away at profit margins.
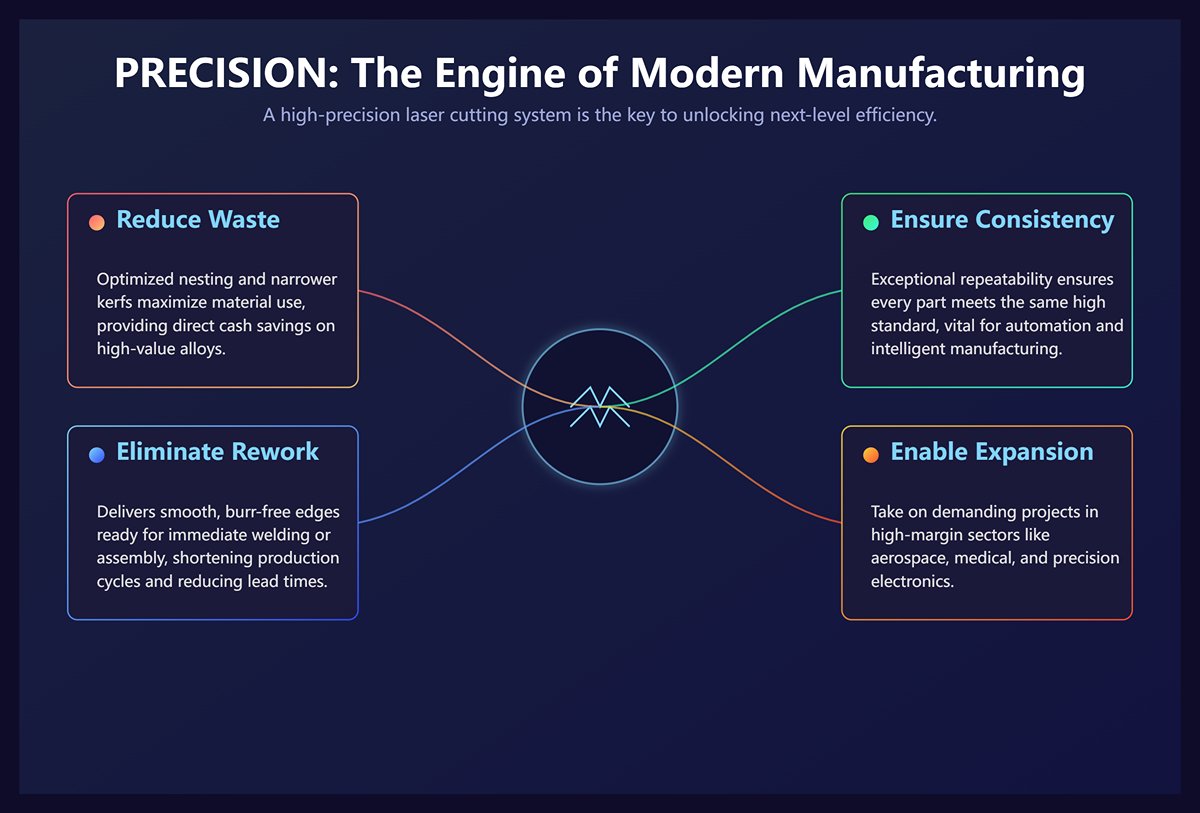
Pursuing precision is fundamentally about eliminating waste and boosting efficiency at the source. A high-precision laser cutting system can:
- Reduce material waste: By producing narrower kerfs and leveraging optimized nesting software, it maximizes material utilization. In high-value materials like nonferrous metals and specialty alloys, this translates directly into cash savings.
- Eliminate secondary processing: By delivering smooth, burr-free edges ready for immediate welding or assembly, it shortens production cycles dramatically—reducing labor, energy consumption, and lead times.
- Ensure product consistency: Exceptional repeatability guarantees that every part in a batch meets the same standard—essential for automated production lines and precision assemblies, and a cornerstone of intelligent manufacturing.
- Enable high-value business expansion: It allows manufacturers to take on demanding projects in high-margin sectors such as aerospace, medical devices, and precision electronics—opening doors beyond low-price competition.
In essence, investing in high-precision equipment may seem costlier upfront, but it optimizes the entire production process. The returns come through reduced unit costs, enhanced product quality, and greater market competitiveness—making precision the true long-term profit driver.
2. Beyond the Specifications: The Three Pillars of True Precision
Real cutting precision is a holistic system—it’s not a number on a data sheet, but the synergy of three core pillars. A weakness in any one of them compromises the entire outcome.
- Laser Source Stability: The Quality and Control of the Energy Core
The laser source is the heart of the cutting system. Its beam quality and power stability define the upper limit of cutting performance. A premium laser source features an almost perfect Gaussian beam and an ultra-low beam parameter product (BPP), meaning concentrated energy and a smaller, more uniform focal spot. Long-term power stability is equally crucial—minute fluctuations can create ripples or areas of incomplete penetration, particularly at high speeds or with reflective materials. This is where top-tier brands distinguish themselves from the rest.
- Mechanical Motion System: The Structural Backbone of Rigidity and Responsiveness
The mechanical system transforms the laser’s energy into precise motion. Its performance depends on three foundational factors:
- Bed Rigidity: A solid, heavy machine frame—typically made of sectioned welded steel that has undergone heat treatment and vibration aging—prevents vibration during high-speed operation. Vibration is the arch-enemy of precision machining.
- Transmission Accuracy: Precision-ground gears and racks, preloaded ball screws, or zero-backlash linear motors, paired with high-stiffness linear guides, ensure the cutting head follows motion commands accurately and smoothly.
- Dynamic Response: High-performance servo motors and drives must react instantly to acceleration and deceleration commands, maintaining both speed and precision when cutting complex contours or sharp angles—achieving motion that is “fast yet stable.”
- Control Software Ecosystem: The Intelligent Coordination of Algorithms and Insight
If the laser and mechanical systems form the “body,” then the control software is the “brain,” unlocking their full potential. A modern software ecosystem is a sophisticated network of coordination that includes:
- CAD/CAM and Nesting Software: Handles design creation, process setup, and optimal material layout to minimize waste right from the start.
- Control and Simulation Software: This is where core algorithms operate—handling vast data streams from motion control, laser modulation, and gas management. Advanced platforms such as TRUMPF’s TruTops or Bystronic’s BySoft can automatically optimize cutting paths and parameters based on material type, thickness, and geometry, even running predictive simulations to identify and avoid issues before cutting begins.
- Optics–Motion Synchronization: The cutting edge of innovation lies here. Some top-tier systems feature Active Focus or beam-shaping technology, allowing real-time adjustment of focal position and beam geometry to achieve optimal kerf quality and minimal heat-affected zones across diverse materials and thicknesses.
3. In-Depth Analysis of Key Performance Indicators (KPIs): What Every Engineer Must Understand
Grasping the nuances of several critical KPIs is essential for distinguishing between “apparent precision” and “true precision.”
- Positioning Accuracy vs. Repeatability: Hitting the Target vs. Hitting It Every Time
- Positioning Accuracy measures how precisely the cutting head reaches a specified coordinate. It represents the system’s one-time accuracy. For example, if commanded to move to (100.00, 100.00) but actually arrives at (100.01, 99.99), that deviation defines positioning accuracy.
- Repeatability describes how consistently the cutting head can return to the same coordinate after multiple identical commands. It reflects the system’s stability. Even if the machine has a slight constant offset (say, 0.01 mm), as long as that deviation remains identical every time, repeatability is excellent. For mass production, repeatability matters even more than raw accuracy, as it ensures product uniformity across batches.
- Kerf Control and Taper Minimization
- Kerf Width refers to the width of the slit left behind after the laser cuts through the material. A narrower kerf means higher precision and less waste. It is influenced by focal spot size, laser power, cutting speed, and assist gas pressure.
- Taper describes the difference in width between the top and bottom edges of the cut. Ideally, a cut should be perfectly vertical—zero taper. Taper arises from focal position, beam divergence, and cutting speed. High-end systems use advanced optics and real-time control algorithms to actively compensate, achieving nearly vertical, clean edges.
- Heat-Affected Zone (HAZ) Management & Material Deformation Control
- Heat-Affected Zone (HAZ) refers to the area adjacent to the cutting path where the material’s microstructure or properties change due to heat exposure, even though it does not melt. An excessively large HAZ can make the material brittle or overly hardened, compromising weldability and bending performance in subsequent processes.
- The key to minimizing the HAZ lies in controlling heat input. This can be achieved through several strategies: using a more concentrated fiber laser source, increasing cutting speed, and selecting an appropriate assist gas. For instance, cutting with inert gases such as nitrogen or argon, instead of oxygen (which triggers an exothermic reaction), can significantly reduce the size of the HAZ.
In the field of laser cutting, many so‑called “common sense” beliefs turn out to be expensive traps.
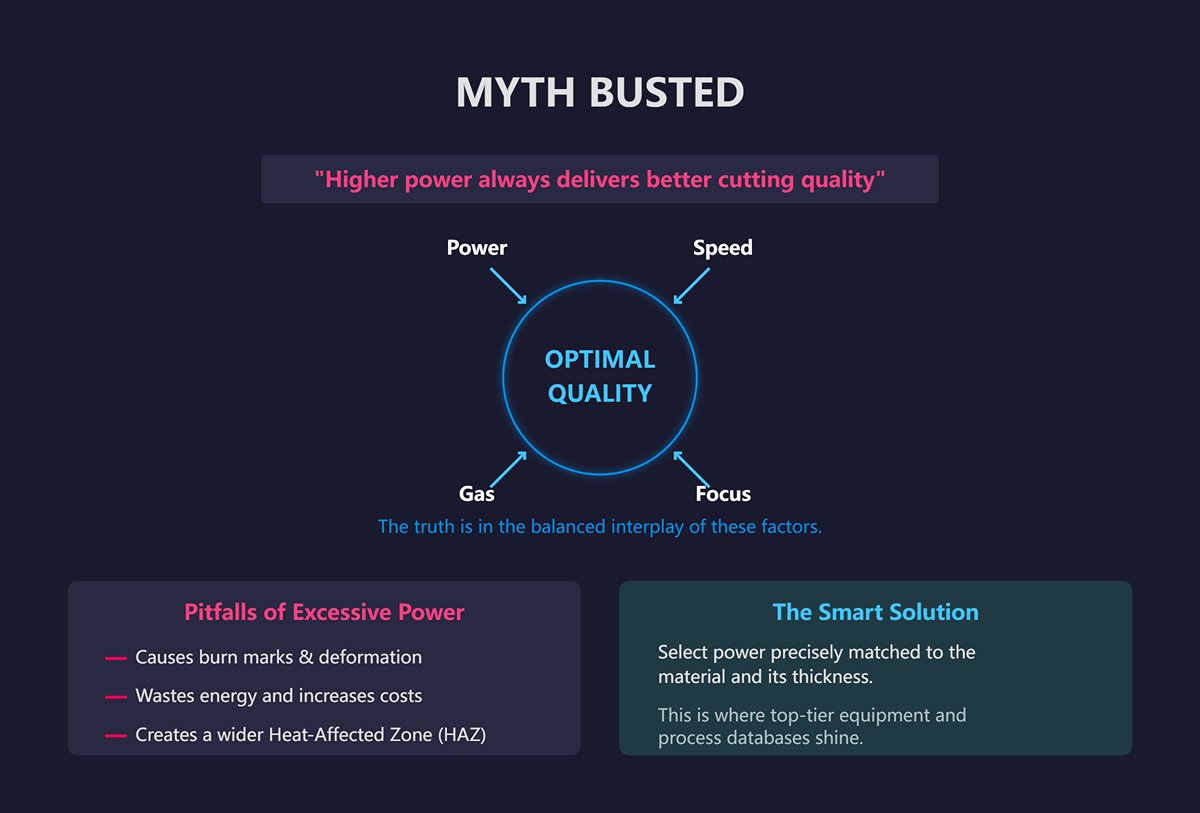
- Myth 1: Higher power delivers better cutting quality
This is the most widespread misconception. In reality, cutting quality depends on the balanced interplay among power, speed, focal position, and gas type. When cutting thin sheets, excessive power not only wastes energy but can also cause burn marks, deformation, and a wider HAZ. The correct approach is to select power precisely matched to the material and its thickness—this is where top‑tier equipment and process databases truly shine.
- Myth 2: More power always means higher speed
While power and speed are positively correlated, the relationship is not linear. Beyond a certain point, extreme speed severely degrades cut quality. Particularly when cutting intricate shapes or sharp angles, the machine’s dynamic responsiveness becomes the limiting factor. Even with enormous power, abrupt stops and turns can lead to overburn instead of faster results.
- Myth 3: All fiber lasers perform the same
Fiber lasers are far from identical. Critical components such as the pump source, gain fiber, and beam combiner—and the manufacturer’s ability to maintain beam quality—directly determine cutting performance. Leading laser source brands like IPG, TRUMPF, and nLIGHT differ markedly in stability, lifespan, and beam precision—factors that contribute substantially to overall machine cost differences.
- Myth 4: Ignoring Total Cost of Ownership (TCO)
Purchase decisions must go beyond the initial price tag. High‑power machines often entail greater energy consumption and more expensive consumables (such as nozzles and protective lenses). Moreover, variations among brands and technologies in maintenance convenience and assist gas usage can be dramatic. For example, fiber lasers offer electro‑optical conversion efficiency around 40–50%, compared with only 10–15% for CO₂ lasers—an advantage that translates into substantial long‑term electricity savings and must be factored into the real total cost.
Ⅲ. Market Overview and Trends
1. Global Market Size and Growth
The laser cutting machine market was valued at approximately $5.89-5.95 billion in 2023. It is projected to grow significantly, reaching $11.32-14.21 billion by 2030, with a compound annual growth rate (CAGR) of 9.21-10.72% during this period. This growth is fueled by technological advancements and increasing adoption in sectors like automotive and aerospace.
2. Key Regions
China dominates the global laser cutting machine market, accounting for 38.75% of the market share in 2023. The Chinese market is expected to grow at a CAGR of 12.44%, reaching $7.78 billion by 2030. The United States holds the second-largest market share at 16.27%, with a projected CAGR of 9.54%. Europe also maintains a significant presence in the market.
3. Technological Innovations
Recent years have seen a shift towards fiber lasers, which offer advantages over traditional CO2 lasers such as higher efficiency, precision, and reliability. There is also a growing trend towards automation and integration of technologies like Internet of Things (IoT) and artificial intelligence (AI) in laser cutting systems. These advancements are enhancing productivity and reducing human intervention in the cutting process.
4. Market Players
Prominent players in the market include Trumpf, Bystronic, Mazak, ADH Machine Tool, and Amada, among others. These companies have established themselves as leaders through continuous innovation, extensive product ranges, and strong global distribution networks.
Ⅳ. Top Laser Cutting Machine Brands and Their Offerings
1. Trumpf (Germany)
- Flagship Model: TruLaser 5030 fiber / 8000
- Key Technology Highlights: BrightLine Fiber & CoolLine.
This innovative pairing addresses the long-standing industry challenge of poor edge quality when cutting thick plates—particularly stainless steel—with fiber lasers. BrightLine Fiber employs a proprietary optical system that adjusts the beam mode, achieving the smooth, high-quality edges in thick carbon steel that used to be possible only with CO₂ lasers. Meanwhile, CoolLine sprays a precisely controlled mist around the cutting head, reducing the heat-affected zone (HAZ) in thick stainless steel cuts by up to 40%, a critical factor for aerospace components where original material properties must be preserved. - Ideal Application Scenarios: Aerospace, heavy machinery, and precision sheet metal industries where flawless cut quality and production consistency are non-negotiable. The preferred choice for manufacturers that uphold “zero defects” as a core production principle.
- Total Cost of Ownership (TCO) Insights: Among the highest initial investments in the market. However, TRUMPF’s exceptional electro-optical efficiency, long‑life in‑house disk lasers, and highly automated maintenance deliver excellent long-term value. Over a 7–10 year lifecycle, its per‑part production cost becomes extremely competitive—a classic case of “expensive to buy, economical to run.”
- Intelligence and Automation Level: ★★★★★ (Top Tier). Offers a fully integrated Industry 4.0 solution—from automated material loading/unloading and warehousing to smart part sorting and factory‑wide connectivity (TruConnect). A true pioneer and enabler of the “lights‑out factory.”
2. Bystronic (Switzerland)
- Flagship Model: ByStar Fiber
- Key Technology Highlights: BeamShaper & ByVision Cutting.
If TRUMPF represents the pursuit of perfection through science, Bystronic embodies the art of efficiency. The BeamShaper feature automatically adjusts the beam shape when cutting thicker materials, improving both edge quality and cutting speed—maximizing versatility across thickness ranges. Its true differentiator, ByVision Cutting, is a 22‑inch full‑touch interface designed with smartphone‑like intuitiveness, drastically lowering the operator skill threshold and addressing the worldwide shortage of experienced laser technicians. - Ideal Application Scenarios:
High‑quality sheet metal workshops that prioritize production flexibility and user‑friendly operation, covering the full spectrum from high‑speed thin sheet cutting to precision medium‑thick plate processing. - Total Cost of Ownership (TCO) Insights:
High initial outlay, though slightly below TRUMPF. Its advanced software optimizations and intelligent energy management help control operating costs. Bystronic’s globally renowned service network and training programs ensure rapid productivity conversion for users. - Intelligence and Automation Level: ★★★★★ (Top Tier).
Provides modular “plug‑and‑play” automation solutions, allowing customers to evolve from basic material handling systems to fully automated intelligent production flows at their own pace.
3. Mazak (Japan)

- Flagship Model: OPTIPLEX 3015 NEO
- Key Technology Highlights: Intelligent Cutting Head & MCT (Mazak Cutting Technology).
Drawing on decades of CNC machine tool expertise, Mazak laser systems are synonymous with intelligence and reliability. The smart cutting head incorporates multiple sensors to automatically perform nozzle changes, focus checks, and calibrations—minimizing non‑productive time. Its MCT database contains expert cutting parameters for a vast array of materials and thicknesses, automatically generating optimal programs to ensure stable, first‑pass success. - Ideal Application Scenarios:
Medium‑ to large‑scale manufacturing enterprises demanding stable, reliable, and automated production—such as construction machinery, agricultural equipment, and industrial manufacturing—where durability and consistency matter most. - Total Cost of Ownership (TCO) Insights:
A premium investment. Mazak’s legendary longevity and low failure rates translate to fewer unplanned downtimes and reduced maintenance expenses, ensuring long‑term production stability. - Intelligence and Automation Level: ★★★★☆ (Advanced).
Offers a broad range of automation options, including FMS (Flexible Manufacturing Systems) that integrate seamlessly with Mazak’s own machine tools. Its MAZATROL SmoothLx CNC platform is acclaimed for its intuitive operation and powerful functionality.
4. Han's Laser (China)
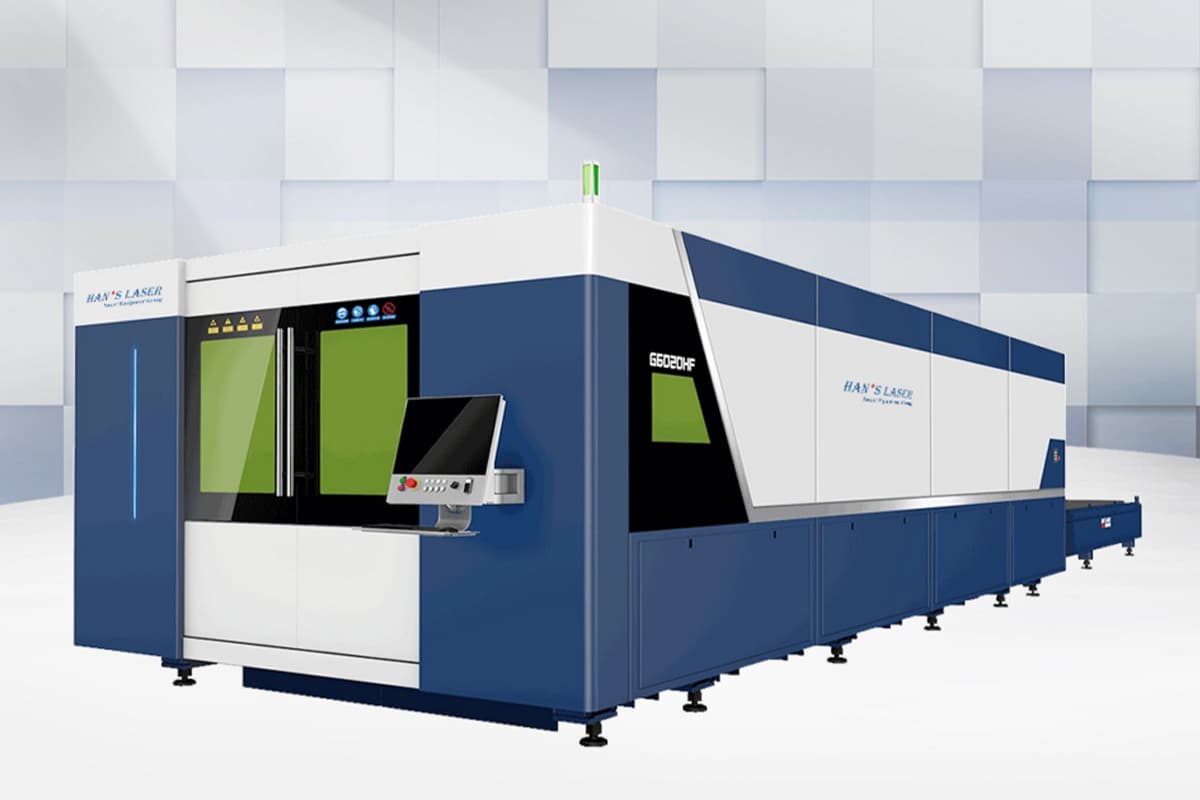
- Flagship Model: GHF Series High‑Power Fiber Laser Cutting Machine
- Core Technology Highlights: Vertical Integration and High-Power Popularization.
Han's Laser’s greatest strength lies in its robust vertical integration, allowing the company to produce a wide range of key components—including laser sources and cutting heads—in-house. This yields major advantages in cost control, rapid iteration, and supply chain security. In recent years, Han's has made significant progress in the development and application of ultra-high-power (20kW–40kW) lasers, providing cost-effective solutions for thick plate cutting and accelerating the adoption of high-power technology across multiple industries. - Ideal Application Scenarios:
Metal fabrication companies that are price-sensitive yet require high-power cutting capabilities, especially in sectors like infrastructure construction, shipbuilding, and steel structure manufacturing, where large volumes of medium to thick steel plates are processed. - Total Cost of Ownership (TCO) Insights:
The initial investment is highly competitive. Since core components are produced internally, replacement parts and maintenance are cheaper compared with international brands, and local service response times are significantly faster. However, in terms of energy efficiency, software usability, and long-term precision retention, there is still room for improvement relative to top German, Swiss, and Japanese brands. - Intelligence and Automation Level: ★★★☆☆ (Mainstream).
Offers standard automated loading and unloading systems and is actively developing smart factory management software. Its advantage lies in providing localized solutions that better align with Chinese users’ preferences and operating habits.
5. ADH Machine Tool (China)

- Overview: Established in 1982, ADH Machine Tool is a leading Chinese manufacturer specializing in sheet metal processing equipment, including press brakes, shears, and fiber laser cutting machines.
- Key Products:
- High-precision CNC press brakes (up to 1000T capacity)
- Advanced fiber laser cutting machines (up to 15kW)
- Flexible Manufacturing Systems (FMS) for laser cutting
- Robotic bending cells and automated material handling solutions
- Unique Selling Points:
- Customized solutions with modular design approach, allowing for scalability and future upgrades
- Significant R&D investment (10% of sales) focused on Industry 4.0 integration and AI-assisted manufacturing
- High-efficiency machines achieving 20% reduction in work cycle and 30% energy savings compared to industry standards
- Comprehensive quality assurance with 15-year structural warranty and rigorous testing protocols
- Competitive pricing strategy combined with robust after-sales support and training programs
- Market Presence: Strong presence in Asia, with growing market share in Europe and North America, supported by a network of over 50 global partners and service centers
6. Amada (Japan)
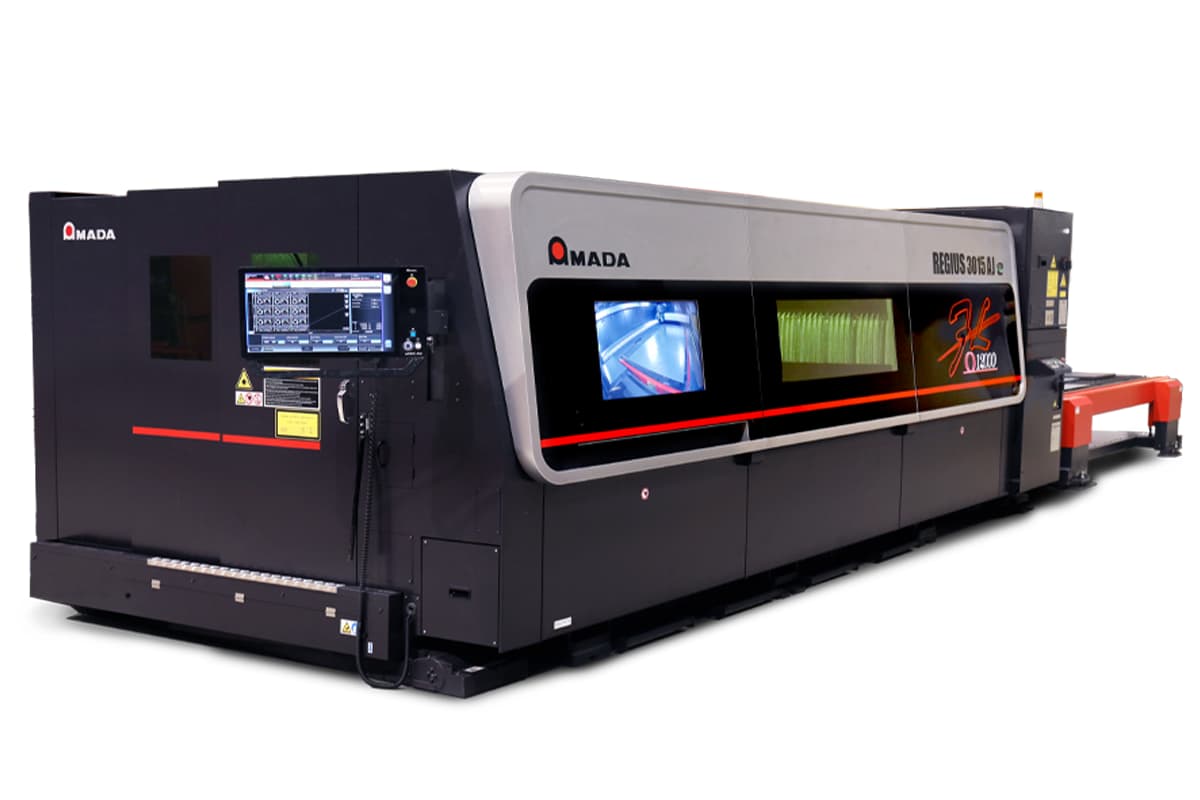
- Flagship Model: ENSIS‑AJ Series
- Key Technology Highlights: ENSIS Variable Beam Control Technology.
AMADA’s signature innovation reflects its philosophy of “doing more with less energy.” Conventional fiber lasers require lens group changes to handle different material thicknesses, but ENSIS uses electronic control to dynamically and continuously adjust beam parameters inside the machine. It cuts thin sheets with the speed and precision of a 2 kW laser and thick plates with the power of a 9 kW unit—delivering exceptional flexibility and extremely low idle and operating energy consumption. - Ideal Application Scenarios:
“High‑mix, low‑volume” production environments where material thickness varies widely and frequent job changes are required—especially in automotive parts, electrical enclosures, and other sectors demanding high manufacturing flexibility. - Total Cost of Ownership (TCO) Insights:
Relatively high initial investment. The energy efficiency and machining versatility offer major savings—one ENSIS system can replace two machines of different power ratings, cutting capital expenditure and floor space requirements. - Intelligence and Automation Level: ★★★★☆ (Advanced).
The VPSS 3i software suite supports a complete digital workflow—from 3D design and automated programming to production scheduling. AMADA’s automation systems integrate seamlessly with its press brakes and turret punches, enabling a fully connected “sheet metal processing loop.”
7. Coherent (USA)

- Overview: Founded in 1966, Coherent is a leading American manufacturer of laser systems for industrial and scientific applications.
- Key Products: MetaBeam series for precision cutting, high-power CO2 lasers, fiber lasers, and advanced diode laser systems.
- Unique Selling Points:
- Unparalleled precision cutting capabilities, achieving tolerances down to ±5 microns
- Extensive range of laser sources optimized for specific materials and applications
- Customizable solutions for niche industries, including medical device manufacturing and semiconductor processing
- Strong focus on research partnerships with universities and national laboratories
- Market Presence: Dominant in North America and Europe, with growing influence in Asia, particularly in high-tech manufacturing sectors
8. Prima Power (Italy)
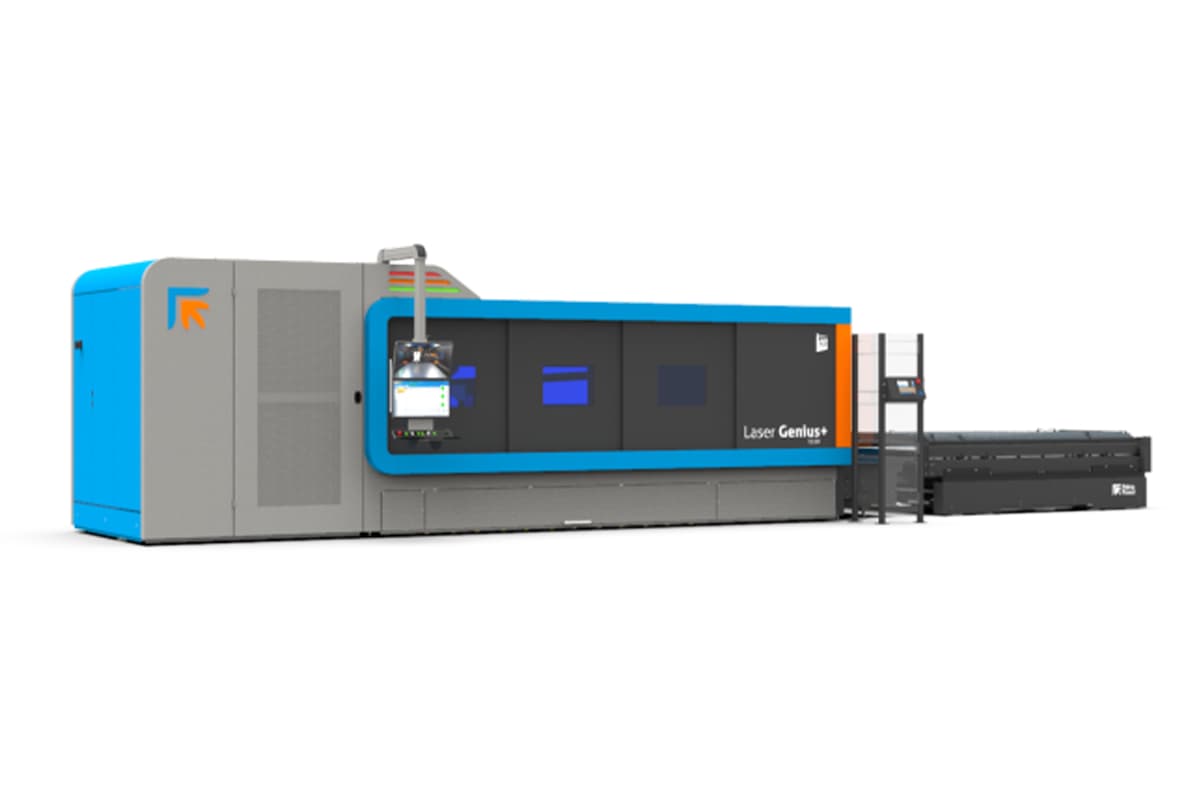
- Flagship Model: Laser Genius+
- Core Technology Highlights: Servo-Electric Technology and Green Manufacturing Philosophy.
Prima Power is a pioneer in applying servo-electric technology to sheet metal machinery. Its laser cutters and press brakes employ linear and servo motors instead of traditional hydraulic systems, offering higher precision, faster responsiveness, and energy savings of up to 60%. Moreover, the elimination of waste hydraulic oil aligns perfectly with the global manufacturing trend toward sustainability and eco-efficiency. - Ideal Application Scenarios:
Modern sheet metal factories with demanding energy efficiency and environmental standards that seek seamless automation across cutting, bending, and punching processes. Particularly popular in appliance and HVAC manufacturing. - Total Cost of Ownership (TCO) Insights:
The initial investment is relatively high. However, long-term economic benefits stem from low energy consumption and reduced maintenance costs. Its fully integrated solutions significantly enhance overall workshop productivity and space utilization. - Intelligence and Automation Level: ★★★★☆ (Advanced).
Offers comprehensive, highly integrated automation and software solutions across the entire sheet metal processing chain—from raw material storage to finished product handling. Its philosophy encapsulates “The Bend, The Cut, The Punch, The Software.”
9. Messer Cutting Systems (Germany)

- Flagship Models: Element / FiberBlade
- Core Technological Highlights: Multi-process integration platform and heavy-duty structure.
Messer stands out not merely as a laser manufacturer, but as a global leader in thermal cutting technologies. Its robust gantry-style cutting platforms can flexibly integrate fiber laser, plasma, oxy-fuel cutting, and even drilling, beveling, and marking—customized to customer needs. In practice, a single machine can handle cutting tasks ranging from 1 mm thin sheets to 300 mm thick steel plates. - Best-fit Applications:
Heavy equipment, steel structures, shipbuilding, and the energy sector. These industries demand machines capable of processing plates across a wide thickness range, and Messer’s multi-process platform provides exceptional flexibility and machine utilization, preventing idle equipment and maximizing productivity. - Total Cost of Ownership (TCO) Insights:
A significant investment, purpose-built for heavy industrial use. Its advantage lies in replacing multiple single-process machines with one integrated system—saving floor space and management costs. Renowned for its durability and ability to perform reliably under harsh conditions, Messer equipment offers outstanding longevity. - Intelligence and Automation Level: ★★★☆☆ (Pragmatic).
Its software suite (such as OmniWin) excels at optimizing hybrid layouts and cutting paths across multiple technologies. The focus is on achieving maximum material utilization and process efficiency rather than flashy visual design.
10. Durma (Turkey)
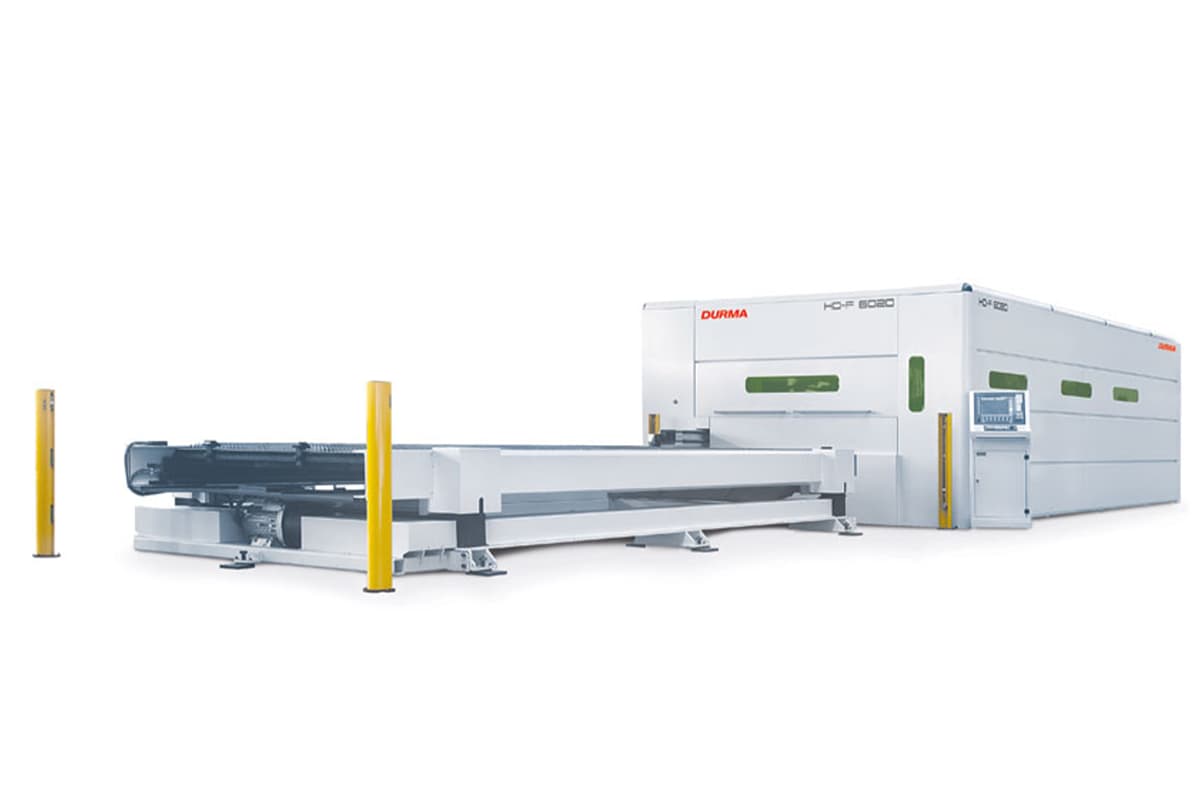
- Overview: Founded in 1956, Durma has evolved into a leading Turkish manufacturer of sheet metal processing machinery.
- Key Products: Fiber laser cutting machines (up to 15kW), press brakes, and integrated automation systems.
- Unique Selling Points:
- Competitive pricing strategy combined with European quality standards
- Flexible customization options to meet specific industry requirements
- In-house development of key components, ensuring quality control and cost-effectiveness
- Comprehensive training programs and technical support for customers
- Market Presence: Strong domestic base in Turkey with expanding international presence, particularly in Eastern Europe, Middle East, and North Africa
Ⅴ. Factors to Consider When Choosing a Laser Cutting Machine
When selecting a laser cutting machine, it's crucial to consider various factors to ensure that the equipment meets your specific needs and delivers the best value for your investment. Here are some key aspects to evaluate:
1. Cutting Quality and Precision
The primary purpose of a laser cutting machine is to deliver precise, high-quality cuts. Consider the following:
- Accuracy and edge quality: Evaluate the machine's ability to produce clean, burr-free edges and maintain dimensional accuracy across different materials and thicknesses.
- Maximum material thickness capacity: Ensure the machine can handle your required material thicknesses without compromising cut quality.
- Resolution and kerf width: Assess the machine's capability to produce intricate designs with minimal material loss.
- Advanced features: Look for technologies like automatic focus adjustment, beam shaping, and adaptive optics that enhance cutting precision.
For example, fiber lasers typically offer higher precision for metal cutting compared to CO2 lasers, with positioning accuracies as fine as ±0.001 inches (±0.0254 mm). Modern fiber lasers can achieve kerf widths as narrow as 0.1 mm, enabling highly detailed cuts. The xTool P2, a CO2 laser cutter, can cut through 20mm thick acrylic in a single pass, demonstrating impressive capabilities for non-metal materials.
2. Material Compatibility
Different laser types are optimized for various materials:
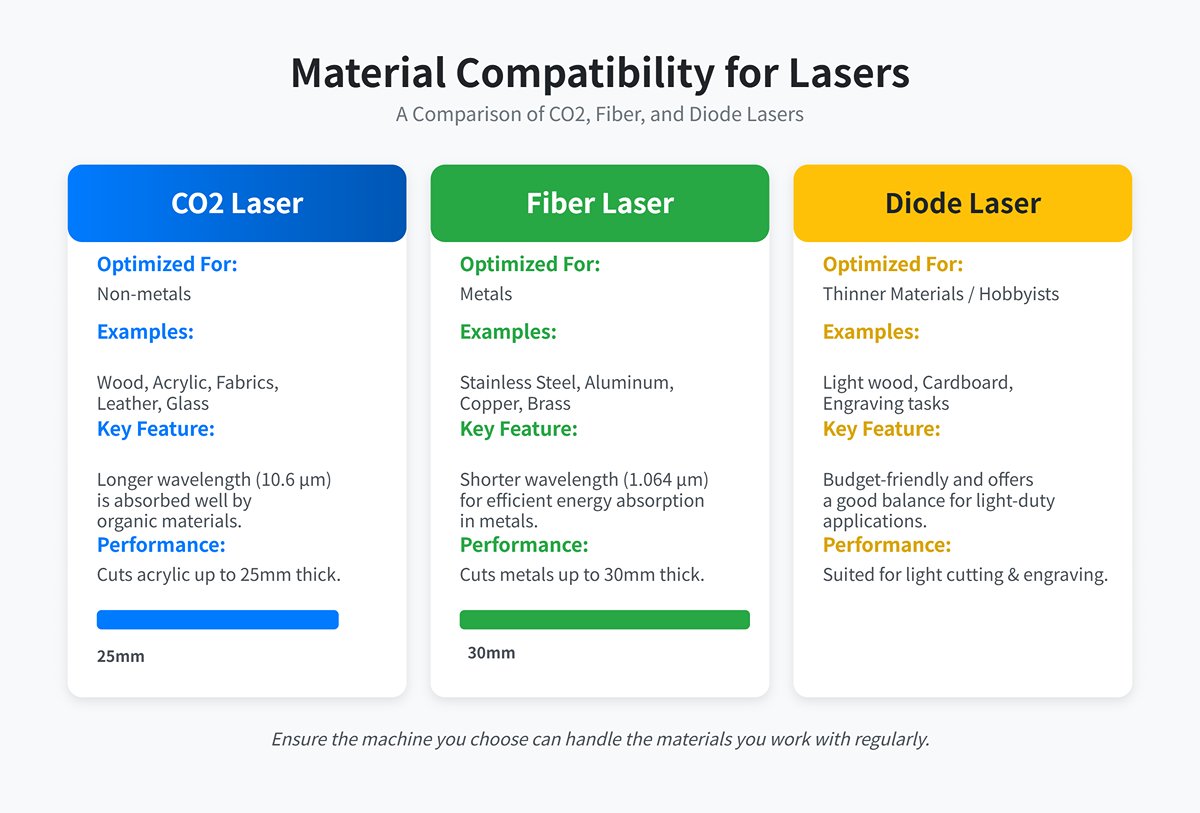
- CO2 lasers: Versatile for non-metals like wood, acrylic, and fabrics. They excel in cutting organic materials due to their longer wavelength (10.6 μm) being readily absorbed.
- Fiber lasers: Ideal for metals, including reflective materials like stainless steel, aluminum, and copper. Their shorter wavelength (1.064 μm) allows for efficient energy absorption in metals.
- Diode lasers: Suitable for thinner materials and often more budget-friendly. They offer a good balance between cost and performance for light-duty applications.
Ensure the machine you choose can handle the materials you work with regularly. For instance, fiber lasers excel at cutting metals up to 30mm thick in a single pass, while CO2 lasers are better suited for non-metals, capable of cutting acrylic up to 25mm thick efficiently.
3. Power and Speed
The power output of the laser cutter directly impacts its cutting capabilities and speed:
- Entry-level machines: Often range from 30W to 100W, suitable for light materials and prototyping.
- Mid-range systems: Typically 200W to 2kW, ideal for small to medium production runs.
- Industrial-grade cutters: Can go up to 20kW or more, designed for high-volume manufacturing.
Higher power generally allows for faster cutting speeds and the ability to cut thicker materials. For example, a 5kW fiber laser can efficiently handle materials up to 25mm thick in mild steel, with cutting speeds reaching 15 m/min for 3mm stainless steel, making it suitable for medium-sized manufacturing operations.
4. Cost Considerations
Evaluate the total cost of ownership, including:
- Initial purchase price
- Operational costs (maintenance, consumables, energy consumption)
- Expected lifespan and potential resale value
- Productivity gains and return on investment (ROI)
Prices can range from $3,000 for entry-level machines to over $1 million for high-end industrial systems. Consider your budget, production needs, and long-term business goals carefully. Factor in the cost-per-part and potential efficiency improvements when assessing the overall value.
5. Service and Support
Reliable service and support are critical for minimizing downtime:
- Availability of service centers and response time for on-site support
- Quality of customer support, including technical expertise and training programs
- Manufacturer's reputation for after-sales service and warranty terms
- Availability of spare parts and consumables, including lead times and stocking options
Consider manufacturers with established support networks and comprehensive service packages to ensure maximum uptime and longevity of your investment.
6. Machine Customization and Integration
Consider the machine's flexibility and customization options:
- Modular design allowing for future upgrades or feature additions
- Compatibility with automation systems and material handling equipment
- Integration capabilities with CAD/CAM software and production management systems
- Ability to adapt to changing production needs or new materials
Look for machines that offer scalability and can be easily integrated into your existing or future production workflows. This flexibility can significantly enhance the machine's long-term value and adaptability to evolving market demands.
Ⅵ. The Ultimate Selection Framework: A Four-Step Approach to Identifying Your Perfect “Profit Machine”
From the previous chapter’s analysis of technological DNA, we have gained deep insights into each brand’s intrinsic character. Now, it’s time to turn inward—to focus on your organization’s unique needs and build a decision framework that cuts through marketing fog to reveal the essence of investment. Choosing a precision laser cutting machine is a major capital expenditure that affects far more than just workshop efficiency. It shapes your cost structure, competitive position, and profitability for years to come. Traditional selection methods, limited to superficial comparisons of brand, power, and price, are strategically shortsighted.
The following four-step decision framework—validated by two decades of industry experience—will guide you from being a mere “equipment purchaser” to becoming a strategic “capital investor,” helping you identify the machine that will truly maximize value for your enterprise.
1. Step One: Precisely Define Your Demand Profile (Needs Analysis Checklist Template)
The first—and most critical—step in equipment selection is about looking inward, not outward. Before engaging with any salesperson, you must diagnose your company’s requirements as meticulously as a seasoned physician. Avoid the traps of “power worship” and feature overload—two of the most costly mistakes in procurement. Remember: what you need is a machine that completes 80% of your core production with maximum efficiency and minimum cost, not a “do-it-all monster” built for the remaining 20% of extreme cases.
Use the following Needs Analysis Checklist Template to turn vague production expectations into clear, quantifiable equipment specifications.
| Dimension | Item of Analysis | Your Specific Requirements (mark or fill in) | Expert Insight & Key Considerations |
| Application Matrix | Primary processing material | □ Carbon steel □ Stainless steel □ Aluminum alloy □ Brass □ Copper □ Other:_ | Material determines technological path. Fiber lasers (wavelength ≈ 1.06 μm) dominate metal processing. If your work involves highly reflective materials (copper, brass), confirm with suppliers that their machines include anti-reflection protection and optimized process databases—otherwise, the laser source could be easily damaged. |
| Core material thickness range | Core business (80% output) thickness: ______mm Secondary business (20% output) thickness: ______mm | Match power to core business, not extremes. Determine “economic power” based on your main thickness range. Buying ultra-high-power equipment for the occasional thick-plate job often results in costly idle time. Reference values: 3 kW reliably cuts 10 mm stainless steel, 6 kW up to 20 mm, and 12 kW up to 30 mm. | |
| Production mode & batch volume | □ Small batches, high variety □ Medium batches, repeat jobs □ Large batches, low variety | Batch size dictates automation level. For small batches, a system with an exchange table may suffice; for large-scale production, assess automated loading/unloading, intelligent sorting, or even automated storage systems—otherwise, the laser’s speed becomes a production bottleneck. | |
| Precision & Quality | Critical product tolerance | Average tolerance: ±______mm Tightest tolerance: ±______mm | Don’t spend ten times the cost for one-thousandth precision. Define tolerances per your product drawings. For typical sheet-metal parts, ±0.1 mm is adequate; electronics or medical components may require ±0.02 mm. This directly influences brand selection and transmission system (rack-and-pinion vs. linear motor). |
| Edge quality requirements | □ No secondary processing, direct welding/assembly □ Minor burrs acceptable, requires grinding □ Mirror-finish cutting required | This directly impacts hidden costs. Superior edge quality eliminates post-processing expenses. During trial cuts, inspect perpendicularity, roughness, and slag on thick plates—these reflect the combined performance of optics, control algorithms, and process database quality. | |
| Software & Integration | Software and ecosystem needs | □ Integration with existing ERP/MES □ Intuitive, easy-to-learn interface □ High-efficiency nesting software | Software is the machine’s “second engine.” A robust nesting solution can raise material utilization from 85% to over 95%, saving tens or even hundreds of thousands of dollars annually. Examine software openness (API availability) and compatibility to prevent data silos. |
2. Step Two: Build a Comprehensive Lifecycle Cost Model (ROI & TCO Analysis Tool)
The purchase price is merely the tip of the iceberg. A savvy investor must see beyond the sales quote, constructing a Total Cost of Ownership (TCO) model that factors in all visible and hidden expenses, along with a reasoned forecast of Return on Investment (ROI). A machine that is inexpensive upfront but burdened with high operating and maintenance costs could drain away your profits over the coming years.
TCO (Total Cost of Ownership) Formula: TCO = Initial Investment + Total Operating Costs − Residual Value
| Cost Category | Specific Items | Key Professional Considerations |
| Visible Costs (Initial Investment) | Purchase price, transport, installation, training | These form the basis for negotiations, but beware of the "low-spec quote, overpriced options" trap. Ensure the quotation itemizes all standard configurations and optional extras. |
| Infrastructure upgrades | Electrical capacity increase, foundation reinforcement, specialized fume extraction, gas pipeline installation—frequently overlooked but can run into tens of thousands of dollars. | |
| Hidden Costs (Long-Term Operations) | Electricity | A major operating expense. Top-tier fiber lasers can achieve over 45% electro-optical efficiency, while low-end units may struggle to reach 30%, creating substantial energy cost gaps over time. |
| Assist gas costs | Nitrogen delivers superior cut quality but at a higher price, while compressed air is cheaper but may affect edge finish. Ask whether the machine can reliably and efficiently cut with compressed air—an important way to control costs. | |
| Consumable wear parts | Protective lenses, nozzles, ceramic rings. Request a detailed consumables list with recommended replacement intervals and unit costs—critical TCO data. | |
| Maintenance and repair costs | What is the warranty on core components (laser source, cutting head)? What are repair costs post-warranty? A reasonably priced annual maintenance contract (SLA) can lock in future expenses. | |
| Downtime losses | Often the largest hidden cost. Premium brands with high reliability and low failure rates ensure better uptime. Every day of downtime means not just repair bills, but delayed orders, lost customers, and damaged reputation. |
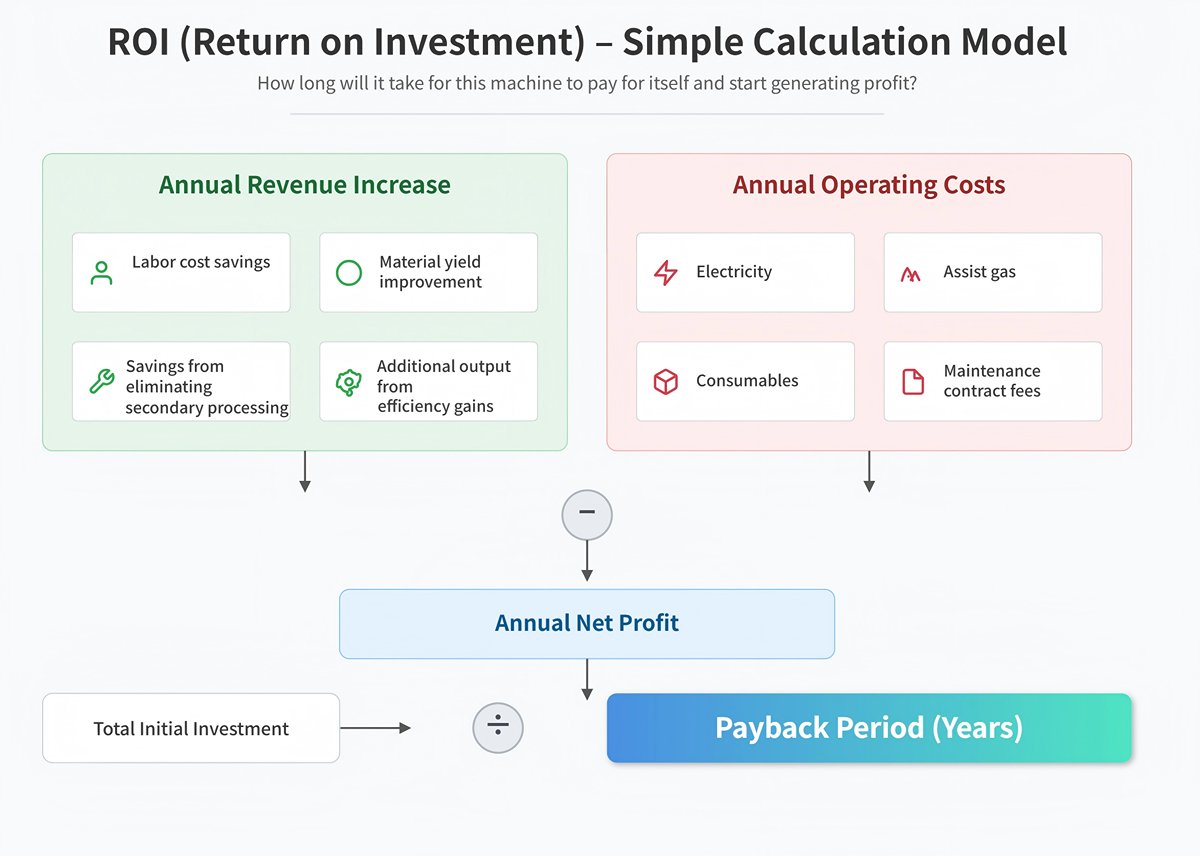
ROI (Return on Investment) – Simple Calculation Model
ROI essentially answers the question: "How long will it take for this machine to pay for itself and start generating profit?"
- Annual Revenue Increase = ① Labor cost savings + ② Material yield improvement + ③ Savings from eliminating secondary processing + ④ Additional output from efficiency gains
- Annual Operating Costs = Electricity + Assist gas + Consumables + Maintenance contract fees
- Annual Net Profit = Annual Revenue Increase − Annual Operating Costs
- Payback Period (Years) = Total Initial Investment / Annual Net Profit
Using this method, you can translate quotes from different brands into standardized, quantifiable financial metrics—bringing decision-making back to sound business logic.
3. Step Three: Evaluate Service Support and Future Upgrade Potential
A high-precision laser cutter can serve for 8–12 years. Throughout this long lifespan, the supplier’s service capabilities and the machine’s technical upgrade potential will determine whether your investment continues to appreciate. You’re purchasing not just hardware, but a decade-long partnership.
- After-Sales Service: From Mere Response to Full Assurance
- Service Network Coverage: Evaluate the size and technical competency of the supplier’s local service team in your region. A global presence sounds impressive, but it’s meaningless if the nearest engineer is thousands of miles away.
- Service Level Agreement (SLA): A verbal promise of “24-hour response” means nothing without a contractual SLA explicitly detailing on-site arrival time, target first-time fix rates, escalation procedures, and compensations for missed targets.
- Spare Parts Availability: Confirm whether the supplier maintains a local store of essential spare parts (e.g., laser modules, cutting heads). Promises like “three-day delivery” lose their comfort when your line is halted over a tiny sensor.
- Future Upgrade Potential: Avoid Premature Obsolescence
- Modular Design: Selecting a brand with modular architecture ensures scalability. As your business evolves, you can add automation modules (loading/unloading, storage) or upgrade to higher-powered lasers—protecting your initial investment.
- Software Upgrade Policy: Determine whether software is under perpetual license or subscription. Responsible brands continually release updates to refine algorithms, fix bugs, and add features—keeping your machine “smart” for years to come.
- Technical Lifecycle Commitment: Ask how long the supplier will provide parts and service for discontinued models. Reputable brands pledge at least 10 years of support, preventing your asset from becoming an “orphaned” machine.
4. Step Four: On-Site Verification and Contract Negotiation
At this stage, you have a well-defined needs profile and cost model in hand. The final step is to enter the supplier’s demo center, rigorously verify performance on-site, and negotiate the contract without yielding ground—securing your winning outcome.
(1) Top 10 Must-Ask Questions During Supplier Demonstrations (Digging Deep)
- Using our own most challenging materials and drawings (e.g., thin stainless sheet filled with tiny holes and sharp corners), run continuous cutting for over an hour to test stability and consistency under heavy loads.
- Show real-time power meter readings during standby, idle runs, and full-power cutting.
- Have your engineer demonstrate onsite the complete replacement of all common consumables (nozzles, protective lenses) while we time the process.
- How does your software handle broken or overlapping lines in our DXF files? After nesting, what is the actual material utilization rate?
- In the event of an unresolved fault on my end, demonstrate the full process from fault reporting to receiving remote diagnostic support.
- Provide contact details for three local clients in our industry and of similar scale so we can conduct background checks.
- Precisely list the brands and models of key components (laser source, cutting head, CNC system, servo motors) in the configuration sheet.
- If I wish to upgrade power or add automation modules in the future, outline the technical plan and estimate the approximate cost.
- In the warranty terms, at what power degradation threshold is the laser considered faulty and eligible for replacement?
For the 80% core segment of our business (XX material, XX thickness), what are the respective cutting costs when using nitrogen, oxygen, and air? How do their cut quality and efficiency compare?
(2) Sample Test Cuts: From “Looks Good” to “Meets the Data”
- Acceptance criteria must be quantifiable and appended to the contract. Use a coordinate measuring machine (CMM) or precision calipers to verify key dimensions; a surface roughness tester and angle gauge to assess edge quality; record actual cutting speeds and compare them against the manufacturer’s stated values.
- Conduct stress tests by cutting a “devil’s test piece” that includes the smallest machinable hole, sharpest corner, and densest contours—this will fully expose the equipment’s weaknesses in dynamic response and thermal management.
- Contract Negotiation: The Final Stronghold Before signing, you hold the strongest bargaining position. A well-crafted contract is your only legal safeguard for long-term interests.
- Acceptance Criteria: Define and include quantifiable standards from the trial cuts in the contract. Clearly specify the supplier’s obligations if the equipment fails acceptance—such as rectification, replacement, or full refund.
- Payment Terms: Link payment to project milestones (delivery, installation, preliminary acceptance, final acceptance). Retain at least 10% of the total payment until the equipment operates fault-free for 3–6 months.
- Warranty and SLA: Convert all verbal promises—such as warranty length for core components and service response times—into written, enforceable contractual clauses.
Through this four-step, rigorous method, you transform complex equipment procurement into a clear, controlled strategic investment process. Your choice is no longer just a cold machine—it becomes a long-term business partner that evolves with you, creates value, and continuously generates profit.
Ⅶ. Maximizing Your Investment: Keep Your Equipment at Peak Precision for a Decade
Purchasing a top-tier laser cutting machine is only the "first step on a long journey." The real challenge lies in post-investment management—ensuring that this major acquisition continues to deliver stable value throughout its 8–12 year lifecycle, instead of depreciating rapidly into costly scrap. This chapter reveals the most common post-purchase pitfalls and provides a practical maintenance and diagnostic action guide. It’s not just a manual—it’s a system designed to keep your “money-making machine” profitable for years to come.
1. The Three Most Common Post-Purchase Mistakes (and How to Avoid Them)
Countless companies find that once equipment is installed, real-world output falls far short of expectations. The problem often lies not with the machine itself, but with three underestimated and costly misconceptions.
Mistake #1: Neglecting Operator Training—“A Great Horse with a Poor Rider”
This is the most common and least rewarding form of "saving money." Many businesses spend hundreds of thousands of dollars on equipment but hesitate to invest a few thousand more in proper training. Poorly trained operators not only fail to unlock the machine’s full potential—they also become sources of safety hazards and hidden costs.
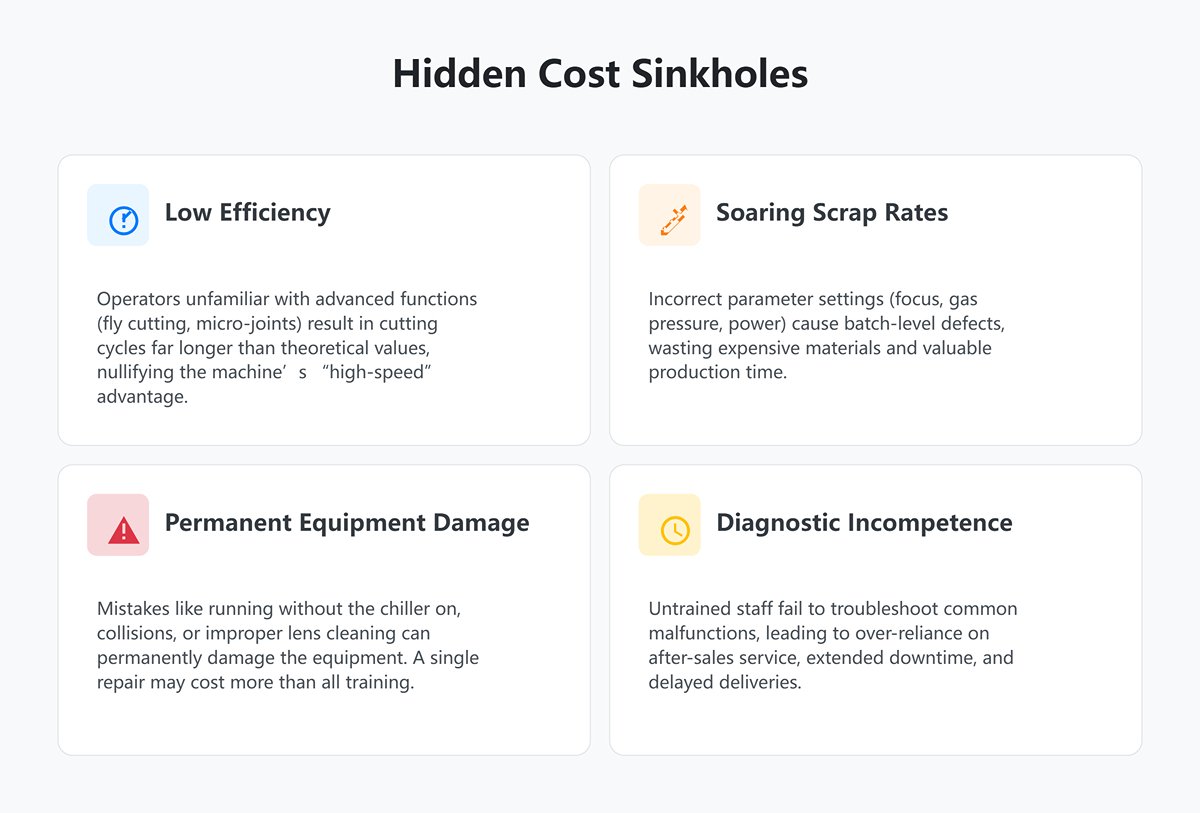
(1) Hidden Cost Sinkholes:
- Low Efficiency: Operators unfamiliar with advanced functions such as fly cutting, micro-joints, or frog jumping end up with cutting cycles far longer than theoretical values, nullifying the machine’s “high-speed” advantage.
- Soaring Scrap Rates: Incorrect parameter settings (focus, gas pressure, power, etc.) cause batch-level defects—wasting expensive materials and valuable production time.
- Permanent Equipment Damage: Mistakes like running without the chiller on, collisions with the cutting head, or improper lens cleaning can permanently damage the laser source or cutting head. A single such repair may cost more than all training combined.
- Diagnostic Incompetence: When facing common malfunctions, untrained staff fail to troubleshoot independently and over-rely on after-sales service—leading to extended downtime and delayed deliveries.
(2) Avoidance Strategies:
- Create a Tiered Training Framework: Establish an internal system of certifications—from basic (operation and safety) to intermediate (parameter optimization and daily maintenance) up to advanced (complex processes and fault diagnosis). This ensures long-term capability building rather than one-off vendor training.
- Invest in Key Personnel: Identify and nurture one or two responsible, high-potential operators. Enroll them in the supplier’s highest-level training so they become internal technical coaches and problem-solvers.
- Include Training in the Contract: Require suppliers to provide a minimum of 40 hours of in-depth on-site training and at least one free refresher course to accommodate staff turnover.
- Build a Living Knowledge Base: Encourage operators to record successful parameters, encountered issues, and solutions through photos or screen recordings—gradually creating a proprietary and ever-evolving process database for your company.
Mistake #2: Underestimating Automation Needs—Creating Process Bottlenecks
A high-power laser cutting machine is a “speed monster,” capable of processing material multiple times faster than traditional methods. Yet if loading, unloading, and sorting remain manual, that monster quickly starves (waiting for feed) or clogs (waiting for sorting), frequently halting production and creating new bottlenecks.
(1) Bottleneck Effects:
- Equipment Idling: Data from Bystronic shows that laser cutters without automation support may have an effective operation rate as low as 60%, with nearly half their runtime wasted waiting for manual loading/unloading. That’s millions in investment sleeping idle.
- Process Disconnection: Faster cutting amplifies pressure on downstream processes (like bending and welding). Without synchronized improvements, cut parts pile up, causing work-in-progress (WIP) congestion and shop-floor disorder.
- Safety and Labor Risks: Manually handling large, heavy sheets is inefficient and prone to workplace accidents—introducing unpredictable legal and financial liabilities.
(2) Avoidance Strategies:
Phased Automation Implementation: Align automation upgrades with production volume and budget, growing automation capacity in sync with your business.
- Phase 1 (Essential): Start with an exchange table—the most basic yet impactful automation upgrade that dramatically shortens loading/unloading times and minimizes non-cutting periods.
- Phase 2 (Recommended): Add an automatic load/unload system to achieve unmanned material supply and finished-part retrieval, enabling continuous production even at night or during breaks.
- Phase 3 (Advanced): Integrate an intelligent storage tower linked to your Manufacturing Execution System (MES). This automates material retrieval and management, paving the way toward a true “lights-out” factory.
- Evaluate the forward compatibility of software interfaces: When purchasing equipment, verify whether its CNC system offers open APIs to facilitate future integration with automation modules. This helps prevent creating isolated hardware systems.
- Conduct a value stream analysis: Before introducing new equipment, perform a Value Stream Mapping of the entire production process. Identify and eliminate potential bottlenecks to ensure the laser machine serves as a driver of efficiency, not a source of operational chaos.
Mistake #3: Neglecting routine maintenance, leading to rapid precision loss
A laser cutting machine is a highly precise integration of optics, mechanics, and electronics. Its accuracy is extremely sensitive to dust, temperature, and vibration. A hard truth: up to 90% of equipment failures stem from insufficient or improper daily maintenance. Many users enjoy flawless precision at first, but within six months experience dimensional inaccuracies and incomplete cuts—often due to neglecting maintenance.
- Precision degradation pathways:
- Optical contamination: Fine smoke particles or molten metal debris on lenses and nozzles absorb laser energy, causing lenses to overheat, deform, or even fracture. This leads to reduced laser power, poor beam quality, and directly affects cutting speed and quality.
- Mechanical wear: Without proper lubrication, guide rails and racks suffer micro-vibrations and irreversible wear during high-speed motion. This lowers positioning accuracy, producing out-of-round circles and imperfectly straight lines.
- Cooling failure: Contaminated cooling water or insufficient flow can overheat the laser source, cause unstable power output, and even trigger protective shutdowns or damage to the laser—one of the most costly repairs.
- Prevention strategies:
- Assign clear maintenance responsibilities: Allocate daily maintenance duties to individual operators, making them part of their KPIs. Post illustrated maintenance checklists beside the equipment, marking tasks as complete to build habits.
- Implement preventive maintenance schedules: Establish strict daily, weekly, and monthly maintenance routines and ensure compliance. Avoid reactive repairs by proactively maintaining equipment to keep it in “ever-healthy” condition.
- Maintain a safety stock of critical spare parts: Following manufacturer guidance and experience, keep minimum stock levels for high-wear items (protective lenses, nozzles, ceramic rings). Downtime caused by waiting for a low-cost part can halt an entire production line—a basic management failure.
2. Practical Maintenance Guide for Sustaining High Precision
The following checklist and standards, refined by veteran engineers, are trusted “life-extending secrets” and act as your safeguard for long-term, stable machine performance.
Maintenance Checklist Template
| Interval | Task | Standard & Method | Importance |
| Daily (before/after shift) | Optical system inspection | Visual check: Ensure protective lens and nozzle are free from visible contamination or damage. Gently clean nozzle surface with a lint-free cloth. | ★★★★★ (Directly impacts cutting quality and speed) |
| Worktable cleaning | Remove residue and scrap from table grates to prevent reflections or combustion that may affect the underside quality of cut parts. | ★★★★☆ (Ensures cut quality and reduces fire risk) | |
| Chiller inspection | Three-point check: Confirm water temperature is within set range (typically 19–22°C), water level is adequate, and there are no alarm signals. | ★★★★★ (Protects laser core components—the “heart’s guardian”) | |
| Gas line inspection | Check that auxiliary gas pressure readings are stable and listen for any leaks at pipe fittings. | ★★★★☆ (Maintains cut edge quality and controls gas costs) | |
| Weekly | Deep clean optical lenses | Wear finger cots and use lens tissue with optical-grade solvent (such as Eclipse cleaner or 99.9% anhydrous ethanol) to wipe mirrors and focus lenses in a single direction. | ★★★★★ (Restores laser power and prevents overheating damage from contamination) |
| Guide rail and rack cleaning | Use lint-free cloth or soft brush to remove dust and metal particles from rails and racks, preparing them for lubrication. | ★★★☆☆ (Ensures effective lubrication) | |
| Exhaust system cleaning | Clear dust from exhaust ports and filters; check fan operation to maintain smooth smoke extraction. | ★★★★☆ (Protects operator health and prevents smoke from contaminating optics) | |
| Monthly | Lubricate guide rails and racks | Evenly apply specified grease after cleaning. Prefer frequent light lubrication over infrequent heavy application. | ★★★★★ (Maintains motion accuracy and drive system lifespan) |
| Check chiller water lines | Inspect for algae or impurities. In high-use environments, replace deionized water and clean filters every three months. | ★★★★☆ (Prevents blockages and cooling efficiency loss) | |
| Electrical connection inspection | (Performed by a qualified electrician) Ensure all wiring terminals are secure and check for signs of overheating. | ★★★☆☆ (Prevents electrical faults and enhances safety) |
Standards for Optical System and Lens Cleaning
The optical system is the "eye" of the laser cutter; any contamination directly degrades its performance. Improper cleaning is worse than not cleaning at all.
Preparation: Work in a clean, dust-free environment. Wear powder-free latex or nitrile finger cots. Never touch lenses with bare hands—skin oils are the top enemy of optical coatings.
Choosing solvents and tools:
- Solvent: Use only optical-grade or analytical-grade acetone, or anhydrous ethanol/methanol. Avoid industrial alcohol or regular cleaners, as they leave residues that become new contaminant sources.
- Tools: Use brand-new optical lens tissue or sterile cotton swabs. Never use ordinary paper or cloth; their fibers can scratch optical coatings.
Cleaning method (“drag technique”):
- Fold lens tissue several times and grip with tweezers to create a smooth, burr-free wiping edge.
- Apply 1–2 drops of solvent to the edge of the tissue—moist but not dripping.
- Place the tissue edge gently on one side of the lens and drag it across slowly and steadily in one direction only. Rotate the tweezers slightly so a clean part of the tissue always touches the lens.
- Key rule: Never wipe back and forth—this redeposits contaminants. Discard tissue after a single pass; if needed, repeat with a fresh one until clean.
- Inspection: Under strong light, examine the lens from different angles to ensure there are no streaks, spots, or fingerprints.
Precision Calibration Frequency and Self-Check Methods
Machine accuracy can drift due to mechanical wear, minor impacts, and thermal expansion/contraction. It is recommended to perform a self-check quarterly, or whenever you notice anomalies in cutting precision, to address issues proactively.
- Squareness self-check (diagnosing X/Y axis perpendicularity):
- Procedure: Within the working area, cut the largest possible square—ideally about 1 m × 1 m.
- Measurement: Use a calibrated steel tape measure to accurately determine the lengths of both diagonals (D1 and D2).
- Evaluation Criteria: The difference between the two diagonal lengths should not exceed 0.5 mm. If it does, the X and Y axes are not perfectly perpendicular, indicating a squareness deviation. Contact the manufacturer for professional software compensation or mechanical realignment.
- Positioning Accuracy Self-Check (Diagnosing Transmission System Precision):
- Procedure: Cut a shape of known dimensions on the sheet—for example, a circle with a 100 mm diameter.
- Measurement: Using a coordinate measuring machine (CMM) or a high-precision caliper, measure the actual dimensions at multiple positions (such as 0°/90°/180°/270°).
- Evaluation Criteria: The deviation between measured and theoretical values should fall within the machine’s specified tolerance (e.g., ±0.05 mm). Persistent deviations may indicate backlash in the drive system or the need to adjust servo motor parameters.
- Kerf Compensation Self-Check (Ensuring Dimensional Accuracy):
- Procedure: Cut a small square (e.g., 10 mm × 10 mm) and an identical-sized hole.
- Measurement: Measure the actual outer dimension of the square (L_out) and the inner dimension of the hole (L_in). The kerf width ≈ (10 - L_out) or (L_in - 10).
- Application: In subsequent operations, input this kerf compensation value into the CNC system to ensure that all machined parts precisely match the design dimensions.
3. Quick Diagnosis and Solutions for Common Cutting Quality Problems (Illustrated Reference Table)
The following table helps front-line operators quickly identify and resolve more than 90% of typical cutting quality issues—like having a seasoned expert at your side guiding the process.
| Problem (Illustrated Description) | Possible Causes | Quick Solutions (Prioritized) |
|---|---|---|
| Slag/Burr on Underside Description: Irregular molten metal residue adheres to the bottom edges of the cut piece, ranging from soft slag (easy to remove) to hard slag (difficult to remove). | 1. Incorrect focus position: Focus set too high or low—primary cause. 2. Improper cutting speed: Too fast may fail to fully penetrate; too slow leads to excessive melting. 3. Gas pressure issues: Too low can’t blow off slag; too high causes turbulence in the kerf. 4. Worn or mismatched nozzle: Deformation or incorrect orifice size affects airflow. | 1. Adjust focus position in 0.2 mm increments to find the setting with minimal slag. 2. Optimize speed by adjusting ±5% around best focus and evaluate edge quality. 3. Fine-tune gas pressure in 0.1 bar increments at optimal speed. 4. Inspect or replace nozzle with a new one suitable for material thickness, then repeat adjustments. |
| Excessive Taper on Cut Surface Description: The cut face is not vertical, appearing either wider at the top then narrower below, or vice versa. | 1. Significant focus misalignment: Focus too high → top narrow, bottom wide; focus too low → top wide, bottom narrow. 2. Poor laser beam quality: Excessive divergence or asymmetry. 3. Unsuitable cutting speed: Too fast, insufficient energy at lower section. | 1. Make larger focus adjustments: Try setting focus between one-third (thin plate) and two-thirds (thick plate) of material thickness. 2. Optical path calibration: If focus correction fails, inspect all mirrors between laser source and cutting head (performed by trained personnel). 3. Slightly reduce cutting speed to allow consistent beam penetration. |
| Corner Burn/Overmelting Description: At sharp corners or small radii, localized overheating causes melting and loss of contour definition. | 1. Corner overheating: Machine naturally decelerates at corners, but laser power remains constant—energy density spikes. 2. Insufficient gas pressure: Poor cooling efficiency. | 1. Enable “corner power reduction” in CNC—set power percentage for deceleration or use “soft stop/start” function. 2. Employ “cooling point” or “delayed gas blow” in software—add cooling point at inner corners or extend gas blow after cutting to enforce cooling. 3. Slightly increase gas pressure for better cooling performance. |
| Incomplete/Interrupted Cutting Description: Some areas fail to cut through—especially at start points or high-speed segments. | 1. Laser power decay: Contaminated protective lens accounts for 90% of cases; additional causes include aging laser or elevated chiller temperature. 2. Excessively high cutting speed. 3. Incorrect focus position. 4. Low gas purity: For example, nitrogen below 99.99% when cutting stainless steel, or air containing oil/moisture. | 1. Immediately inspect and clean all optical lenses (starting with protective lens); check chiller operation. 2. Reduce cutting speed or increase power output. 3. Recalibrate focus. 4. Replace with high-purity assist gas; inspect compressor filters. |
| Dimensional Error/Out-of-Round Description: Cut parts deviate from drawing dimensions, or circular profiles appear distorted or unclosed. | 1. Transmission system backlash: Loose belts or worn gears/racks cause directional lag. 2. Axis squareness deviation: X/Y axes misalignment produces rhomboid squares and elliptical circles. 3. Kerf compensation errors: Missing or incorrect compensation applied. | 1. Retighten belts, check gear/rack engagement, and remove debris. 2. Perform squareness self-check; if tolerance exceeded, contact manufacturer for calibration. 3. Measure and apply correct kerf compensation value. |
Ⅷ. Conclusion
In conclusion, choosing the right laser cutting machine brand is crucial for your business. By considering factors such as cutting quality, speed, power, and after-sales service, you can find the equipment that best suits your needs. Whether you're a startup or a large manufacturer, there are high-quality brands on the market that cater to your requirements.
Speaking of top-notch laser cutting equipment, I'd like to recommend the products from our company, ADH Machine Tool. With over 20 years of experience in the industry, we have been dedicated to providing our customers with high-quality, high-performance sheet metal processing equipment.
If you're interested in our products, I invite you to visit our product pages to learn more details. I believe that by choosing ADH Machine Tool, you'll find the perfect laser cutting machine that will bring even greater success to your business.















