Ⅰ. Fundamental Understanding: Why Tonnage Is the Cornerstone of Successful Bending
In the realm of metal forming, press brake tonnage is the fundamental driving force behind every operation. More than just a numerical rating of a machine’s capacity, it defines product accuracy, equipment longevity, and operational safety. Truly understanding and mastering tonnage separates ordinary operators from seasoned craftsmen—it marks the transition from rough production to precision manufacturing.
1.1 Core Concept Explained: What Is Press Brake Tonnage?
The Physical Essence of Tonnage: The Machine’s Maximum Forming Force
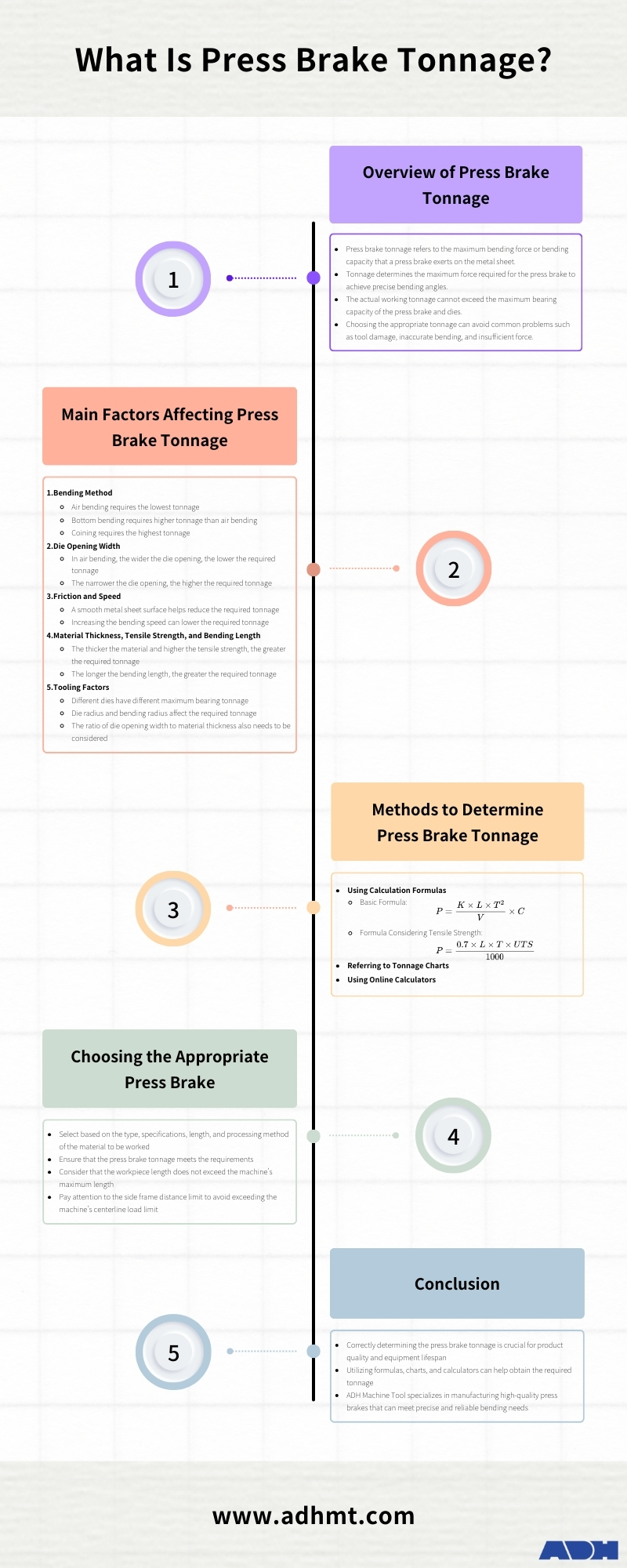
Physically speaking, press brake tonnage refers to the maximum vertical forming force the machine’s ram can exert on a workpiece during its stroke. This force represents the machine’s capability to push metal from elastic into plastic deformation—creating a permanent bend. Industry standards express this capacity in “tons” (T) or “kilonewtons” (kN).
Put simply, tonnage is the measure of how much 'muscle' a press brake truly has.
Tonnage, Pressure, and Force: Clearing Up Common Industry Confusion
In everyday discussions, “force,” “tonnage,” and “pressure” are often used interchangeably, yet they have distinct meanings in engineering:
- Force: A broad physical concept — any action that changes an object’s state or shape. Press brake tonnage is a specific engineering expression of force.
- Tonnage: The term used within the industry to quantify a press brake’s total forming capacity—the maximum overall force the machine can deliver. For instance, a 100-ton press brake means its ram can exert up to 100 tons of total load across the length of the working bed.
- Pressure: The amount of force applied per unit area (Force / Area). What actually makes metal yield is the immense localized pressure generated when the tonnage concentrates through the punch tip’s small contact area.
A useful analogy is this: tonnage is like a person’s full bodily strength, while pressure is the intensity created at their fingertips. The same tonnage, focused through a narrower V-die opening, produces much higher localized pressure. In short, tonnage is what you select on the machine—pressure is what bends the metal.
How Tonnage Defines the Machine’s Capability Limits and Safety Boundaries
Tonnage represents a press brake’s rated load—the safe operational boundary of the equipment. This limit is governed by four primary factors: material thickness, material type, bend length, and V-die opening width. One essential rule to remember: doubling the material thickness requires roughly four times the tonnage. This non-linear relationship is a common source of critical misjudgment.
1.2 Why Correct Tonnage Selection Matters
Choosing the proper tonnage is more than a technical step—it’s a strategic decision that impacts quality, machine longevity, and production economics.
Impact on Product Quality: Ensuring Accurate and Consistent Bend Angles
Precision tonnage is the prerequisite for accurate bending angles. When the applied force is precisely calibrated, the sheet is pressed smoothly into the die to the target angle, while material springback remains controlled and predictable. This guarantees both single-part accuracy and batch-to-batch consistency. Under optimal conditions, a well-maintained press brake operating at correct tonnage can achieve angular tolerances within ±0.5°.
Impact on Equipment Life: Preventing Overload-Induced Damage and Accuracy Loss
Consistent operation beyond rated capacity is essentially a slow destruction of the machine. Overloading first causes subtle elastic deformation in the C-frame and bed—imperceptible to the eye—but over time it becomes permanent plastic deformation, known in the industry as “frame opening.” This damage is irreversible, permanently disrupting parallel alignment between the ram and bed and rendering the machine incapable of producing precision parts.
| Key Component | Normal Operation Lifespan | 10% Overload Lifespan | 20% Overload Lifespan |
|---|---|---|---|
| Hydraulic Seals | 5 years | 3 years | 18 months |
| Ram Guideway Wear | 10,000 hours | 7,000 hours | 4,000 hours |
| Main Oil Pump Lifespan | 7 years | 4 years | 2 years |
Impact on Production Costs: Maximizing ROI, Minimizing Energy and Waste
Choosing the proper tonnage embodies the principle of lean manufacturing—it directly influences the financial health of the operation:
- Reduce Scrap Rates: Achieving the desired bend in one attempt eliminates losses from inaccurate angles or uncontrolled springback.
- Extend Asset Lifespan: Avoiding overload dramatically prolongs the life of machines and tooling, cutting repair and replacement costs, and maximizing capital investment returns.
- Optimize Energy Use: Selecting unnecessarily high-tonnage equipment may seem safer, but it means higher upfront cost and sustained inefficiency due to low-load operation and wasted energy.

1.3 The Cost of Misjudgment: Severe Consequences of Insufficient or Excessive Tonnage
Mistakes in tonnage selection can be costly—from piles of scrap to catastrophic machine failures.
Insufficient Tonnage: Incomplete Angles, Uncontrolled Springback, Scrap Parts
When the set tonnage fails to exceed the material’s yield strength, the results are inevitable:
- Angle Falls Short: The punch cannot press the sheet to the required depth, producing angles far smaller than specified.
- Uncontrolled Springback: Because the sheet hasn’t fully entered the plastic deformation zone, it elastically rebounds after pressure release, yielding unpredictable and inconsistent angles.
- Scrap Production: These two issues together lead directly to rejected workpieces and financial loss.
Overloaded Tonnage: Tool Failure, Frame Distortion, and Serious Safety Hazards
Overloading carries much graver consequences—it transcends quality concerns and becomes a matter of operator safety.
- Tool Fracture: Every die has a compressive limit. Exceeding that threshold can cause cracks or breakage, sending high-speed fragments flying—posing deadly risks to operators.
- Machine Frame Deformation: As noted earlier, “frame opening” is a permanent, irreparable failure that can render machines worth hundreds of thousands—or even millions—irreversible scrap.
- Serious Safety Incidents: According to the U.S. Occupational Safety and Health Administration (OSHA), press brake operations rank among the most injury-prone metalworking tasks—especially for finger and hand injuries. Tonnage overload is a major trigger behind these accidents.
Case Warning: A Fatal Consequence of Misjudged Tonnage
In a documented factory accident, an operator attempted to bend a sheet of high-strength wear-resistant steel but relied on experience with ordinary carbon steel and drastically underestimated the required tonnage. As pressure was repeatedly applied, immense internal stresses built up within the plate. Eventually, the steel fractured brittly along the bend line, and half of the piece shot out of the machine like shrapnel, fatally striking the operator. This tragic incident serves as a stark reminder that ignorance of tonnage is disregard for safety itself.
II. Fundamental Mechanics: Revealing the Four Core Factors That Govern Tonnage Requirements
Accurately calculating bending tonnage is far more than an exercise in experience—it’s rooted in a precise framework shaped by material science, mechanics, and process engineering. Mastering the interaction among four essential factors—material properties, geometric parameters, tooling configuration, and processing method—is the key to elevating one’s skill from merely operating a press brake to truly mastering it.
2.1 Foundational Logic: How Bending Force Transfers and Materials Respond
When the press brake’s punch contacts and presses into the sheet placed on the lower V-die, the material undergoes a full transformation—from elastic behavior to plastic deformation.
- Elastic Deformation Stage: During the initial press, the sheet bends, but the deformation is temporary. The internal stress has not yet reached its “yield strength.” If pressure were released at this stage, the sheet would spring back completely to its original flat shape.
- Plastic Deformation Stage: As the punch continues downward, the stress at the bend exceeds the material’s yield strength, initiating plastic deformation. This means atomic bonds permanently reconfigure—so even after the load is removed, the sheet cannot return to its original shape. The transition from elastic to plastic behavior marks the beginning of successful bending.
Relationship Between Pressure Distribution and Stress Concentration
The total bending force is transmitted through the punch tip and concentrated at three critical contact points: the punch tip itself and the two shoulders of the V-die. This localization creates extremely high pressure across a very small contact area, a phenomenon known as stress concentration.
It is precisely this concentrated stress that causes the material at the bend line to reach its yield point and enter plastic deformation, while the rest of the sheet remains elastic. The essence of tonnage is therefore to deliver enough energy to create a zone of stress concentration that exceeds the material’s yield limit along the bend line.
2.2 Factor One: Material Properties—The Determining Variable in Tonnage Calculation
The inherent properties of the material are the primary determinants of required tonnage.
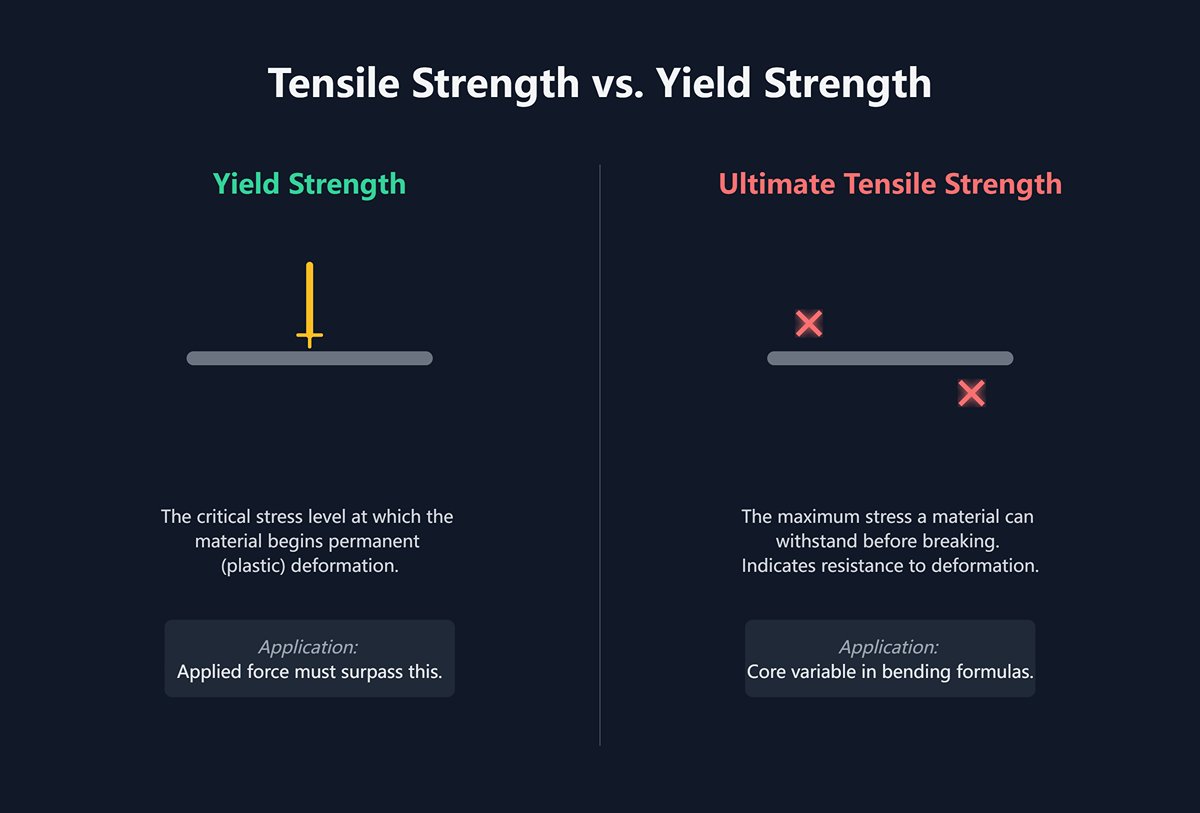
Tensile Strength vs. Yield Strength
- Yield Strength: The critical stress level at which the material begins permanent (plastic) deformation. The applied tonnage must be sufficient to surpass this threshold.
- Ultimate Tensile Strength (UTS): The maximum stress a material can withstand before breaking. This value directly indicates how resistant the material is to deformation. In bending force formulas, tensile strength is the core variable.
Why does stainless steel require higher tonnage than mild steel? For example, AISI 304 stainless steel has a tensile strength of approximately 520–720 MPa, whereas Q235 carbon steel measures only about 400–450 MPa. Because stainless steel’s tensile strength is significantly higher, much greater force is required to achieve the same degree of plastic deformation. As a practical rule of thumb, bending stainless steel typically demands about 50% more tonnage than mild steel of equivalent dimensions.
Quick Reference Table of Common Metals and Their “K-Factors” (Tonnage Coefficients)
To simplify calculations, the industry generally uses mild steel (UTS ≈ 450 MPa) as the baseline, assigning it a K-factor of 1.0. Other materials are compared against this benchmark according to their tensile strength ratios.
| Material Type | Typical Tensile Strength (MPa) | Tonnage Coefficient (K-Factor) | Remarks |
|---|---|---|---|
| Soft Aluminum (e.g., 5052-H32) | ~260 MPa | 0.5 - 0.6 | Very ductile; requires low tonnage |
| Mild Steel (e.g., Q235) | ~450 MPa | 1.0 (reference) | The most common bending material |
| High-Strength Low-Alloy Steel (HSLA) | ~550-700 MPa | 1.2 - 1.5 | Higher strength demands greater tonnage |
| Stainless Steel (e.g., 304) | ~520-720 MPa | 1.4 - 1.6 | Elevated coefficient due to work-hardening effect |
| Titanium Alloy (e.g., Ti-6Al-4V) | ~900 MPa | 2.0 - 2.2 | Extremely strong with major springback; requires very high tonnage |
Note: These values are approximate for air bending applications. Actual requirements depend on material grade and thickness.
Typical tensile strengths of some materials

Tonnage Compensation for Work Hardening and Springback Effects
- Work Hardening: During bending, the crystal lattice structure within the metal becomes dislocated and rearranged, increasing hardness and strength in the bend area. Consequently, greater force is required during the later stages of bending than at the beginning.
- Springback: Once plastic deformation is complete and pressure is released, the material’s elastic component attempts to recover, making the finished angle slightly larger than it appears under load. To compensate, operators typically overbend to a sharper angle—e.g., bending to 88° to achieve a final 90° angle. This overbending usually calls for an additional 10–20% tonnage to ensure the material is fully pushed into its plastic zone.
2.3 Factor Two: Geometric Parameters—How Size Variations Influence Tonnage
The geometric dimensions of the workpiece directly affect tonnage calculations.
- Material Thickness: This is the single most critical parameter, displaying an exponential relationship with tonnage. According to bending force formulas, required tonnage is proportional to the square of sheet thickness. Thus, if all other conditions remain constant, doubling thickness quadruples the required tonnage.
- Bend Length: Required tonnage increases linearly with bending length. This is straightforward—a 2-meter bend requires twice the tonnage of a 1-meter bend. That’s why large workpieces require heavy-duty, high-tonnage press brakes.
- Bend Angle: Standard tonnage charts are based on 90° bends. For non-90° cases:
- Acute bends (less than 90°): Require higher tonnage. For example, bending to 60° typically demands about 1.5 times the tonnage used for a 90° bend.
- Obtuse Bend (greater than 90°): Requires less tonnage. For instance, bending to 120° typically needs about half the tonnage required for a 90° bend.
2.4 Element Three: Tooling Parameters — The Key to Leverage and Efficiency
The choice of tooling—especially the V-die opening width—acts as a powerful lever in adjusting tonnage requirements.
- V-Die Opening Width (V): This is the most effective parameter for controlling tonnage. A wider V-die creates a longer bending lever arm, which reduces the force required.
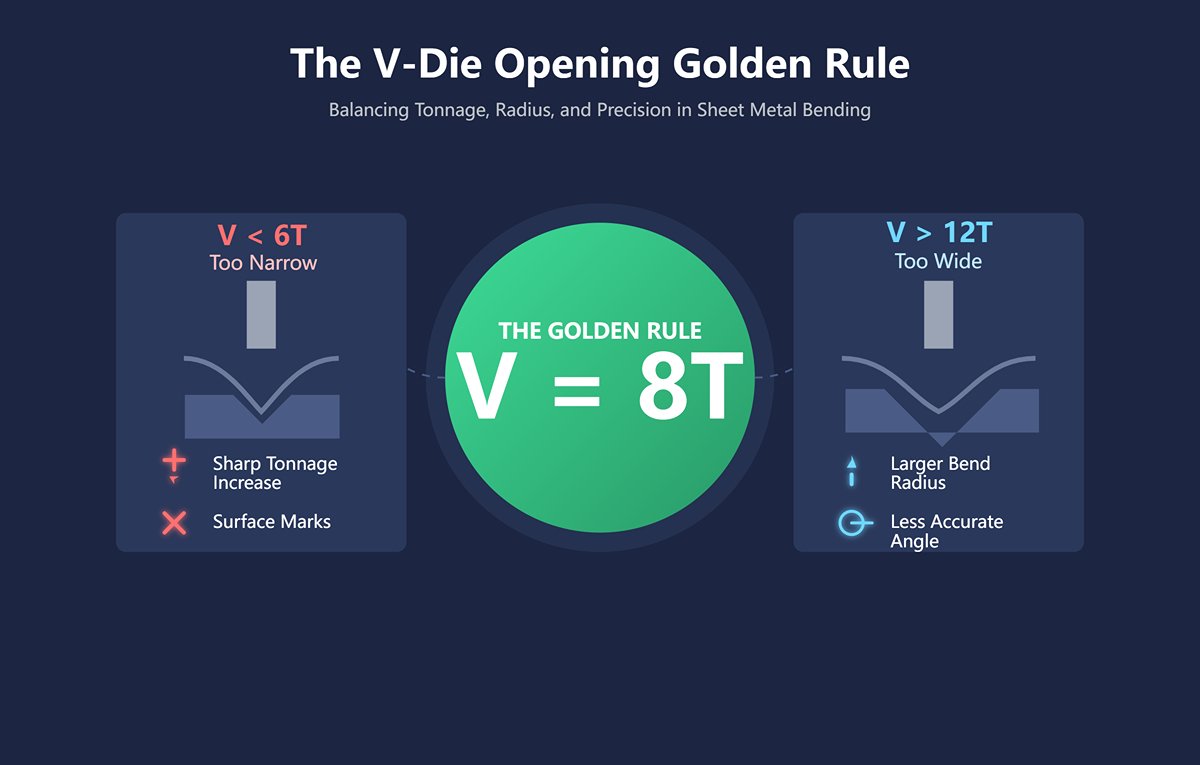
- The “8× Thickness” Golden Rule: For mild steel under 12 mm thick, the industry typically follows the rule of thumb “V = T × 8” (where V is the die opening and T is the sheet thickness). This ratio strikes the best balance between tonnage, bend radius, and precision.
- Application Boundaries: When the V-die opening is less than six times the sheet thickness, tonnage increases sharply and surface marks may occur. When the ratio exceeds twelve times, tonnage drops, but the inside bend radius becomes larger and angle control less accurate.
- Punch Tip Radius: When the required inside bend radius exceeds the material’s natural forming radius (for air bending, typically about 15% of the V-die width), a punch with a larger tip radius is needed. A larger radius increases the contact area and therefore the tonnage. Conversely, an excessively sharp punch concentrates stress, risking material penetration.
- Tool Wear: Over time, the die shoulders round off due to wear, slightly increasing the contact area and altering bending leverage. To achieve the same bending result, worn tooling may require about 5–10% more tonnage than new tooling. The best way to quantify wear is through regular inspection with a radius gauge to check critical dimensions.
2.5 Element Four: Process Methods — How the Bending Technique Drastically Affects Tonnage
Different bending methods can vary in required tonnage by orders of magnitude.
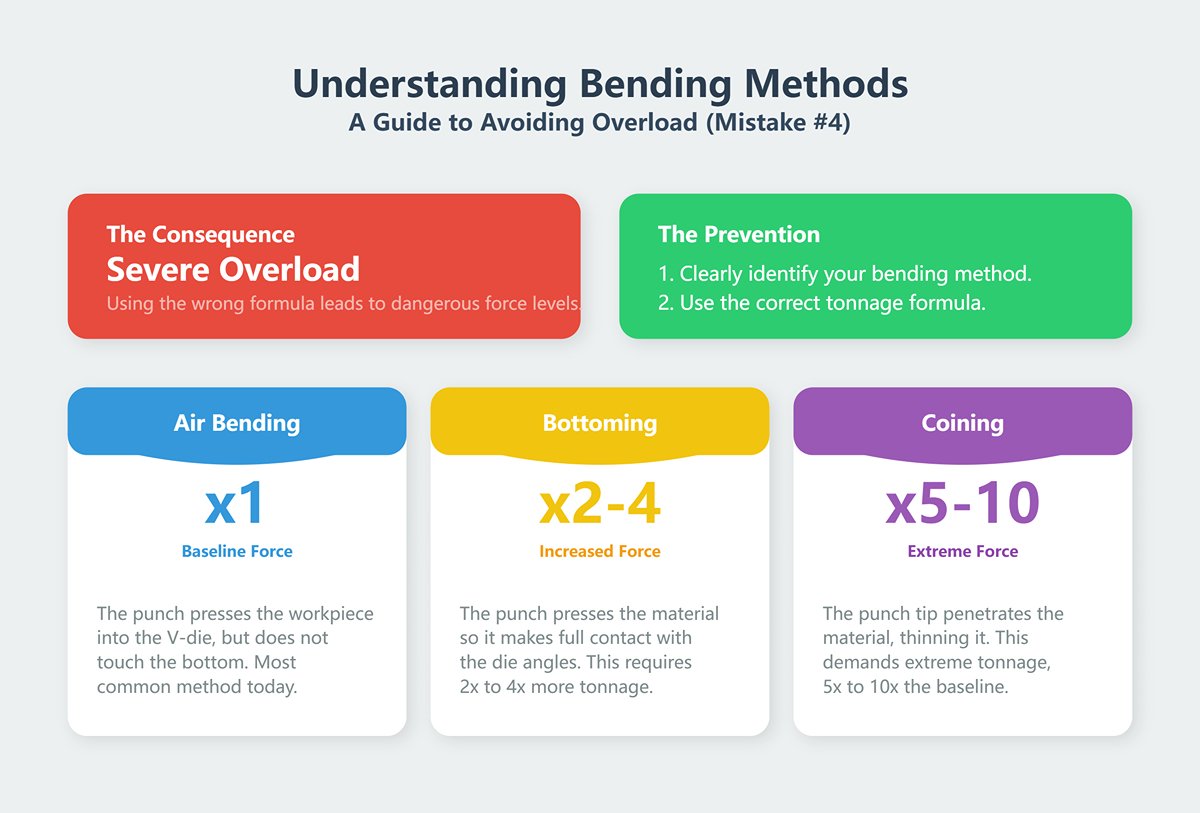
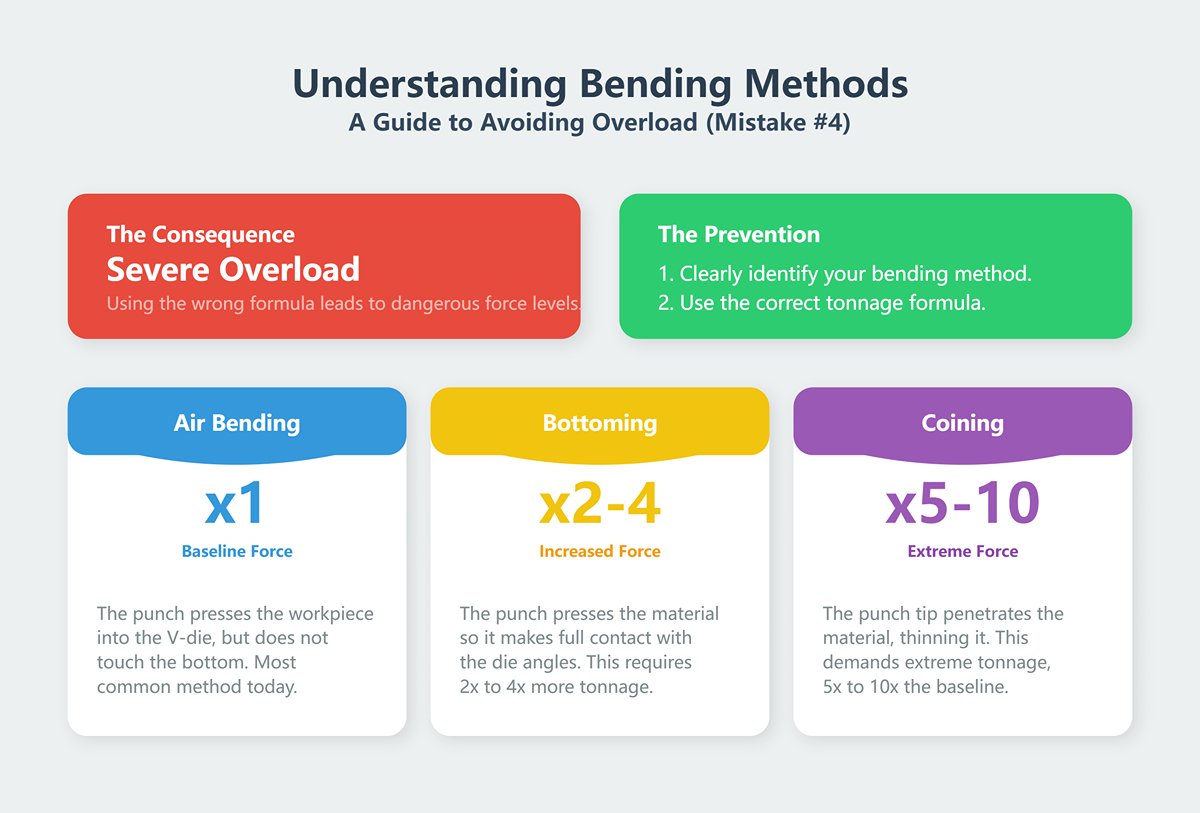
- Air Bending: The most widely used technique, requiring the least force. The sheet contacts only the punch tip and the two shoulders of the die. The bending angle is controlled by how deeply the punch penetrates the die. This flexible, efficient method underpins all modern CNC press brakes.
- Bottoming: The punch forces the sheet to match the die’s bottom angle completely. This method reduces springback by slightly flattening the bend area. The tonnage required is typically two to four times greater than that for air bending.
- Coining: An extreme bending method using tremendous force to press the punch into the material, permanently thinning it at the bend zone and eliminating nearly all springback. Though highly accurate, it demands enormous tonnage—five to ten times that of air bending or more—and causes severe wear to machines and tooling, making it rare in modern manufacturing.
In-Depth Insight: How Process Choice Impacts Tonnage
Suppose air bending a particular sheet requires 30 tons of force: using bottoming may need 60–120 tons, while coining could demand as much as 150–300 tons.
This clearly demonstrates that process selection is one of the most decisive factors influencing tonnage—often more so than the material properties themselves.
Ⅲ. Practical Application: Three Steps to Precise Tonnage Calculation and Verification
Theory ultimately serves production. Once the key factors affecting tonnage are understood, we can apply a standardized three-step workflow—information gathering, core calculation, and verification adjustment—to transform theoretical knowledge into reliable, precise results.
3.1 Preparation Stage: Gathering All Necessary Input Data
Accurate calculations start with accurate inputs. Before using a calculator or tonnage chart, meticulously collect the following four pieces of critical information:
- Confirm Material Type and Exact Tensile Strength (S): Avoid generic descriptions like “carbon steel” or “stainless steel.” Specify the exact grade—such as Q235B, 304, or 6061-T6—since tensile strength can vary widely even within a category. The best practice is to consult the supplier’s mill test certificate (MTC) for verified tensile strength values (UTS, Ultimate Tensile Strength).
- Measure Exact Thickness (T) with a Caliper: Never rely on nominal values (e.g., 4.0 mm). Due to manufacturing tolerances, an advertised 4.0 mm sheet may actually be 3.85 mm. Since thickness affects tonnage quadratically, small differences can cause large deviations.
- Determine Effective Bend Length (L): Measure the actual length to which bending force will be applied.
- Select the Optimal V-Die Width (V): Choose the opening based on sheet thickness and desired inner radius. Start with the “8× thickness” rule—for a 4 mm sheet, use a 32 mm V-die (4 mm × 8). If a smaller inside radius is required, a narrower die (e.g., 6× thickness) may be used, but expect a sharp rise in tonnage demand.

3.2 Core Stage: From Formula to Result
Once all input data are prepared, we move to the essential calculation step.
3.2.1 Mastering the Core Calculation Formula
There are several formulas for tonnage calculation in the industry, but all are derived from the same mechanical principles. The following is a widely recognized and authoritative formula used for air bending in metric units:
P(ton) = [1.33 × L(m) × T(mm)² × S(MPa)] / [V(mm) × 100]
Explanation of Parameters:
- P: Required bending tonnage, in metric tons.
- 1.33: A practical coefficient combining mechanical conversion factors and safety margins suitable for air bending operations.
- L: Bending length, measured in meters (m).
- T: Actual sheet thickness, measured in millimeters (mm).
- S: Material’s tensile strength, expressed in megapascals (MPa).
- V: V-die opening width, in millimeters (mm).
- 100: A constant for unit conversion and coefficient adjustment.
3.2.2 Practical Exercise: Example—Bending a 3 m Long, 4 mm Thick Q235 Carbon Steel Plate
Now, let’s apply the above formula to an actual production task.
- Task: Using air bending technology to bend a 3 m-long, 4 mm-thick Q235B carbon steel plate to a 90° angle.
Calculation Steps:
Determine Parameter Values:
- L (Length) = 3 m
- T (Thickness) = 4 mm (measured accurately with a caliper)
- S (Tensile Strength): According to the material handbook, the standard tensile strength range for Q235B is 370–500 MPa. When the exact value is uncertain, choose the upper limit of 500 MPa for safety calculations.
- V (V-Die Opening Width): Following the “8×thickness” rule, we have V = 4 mm × 8 = 32 mm.
Substitute Values into the Formula to Calculate Theoretical Tonnage:
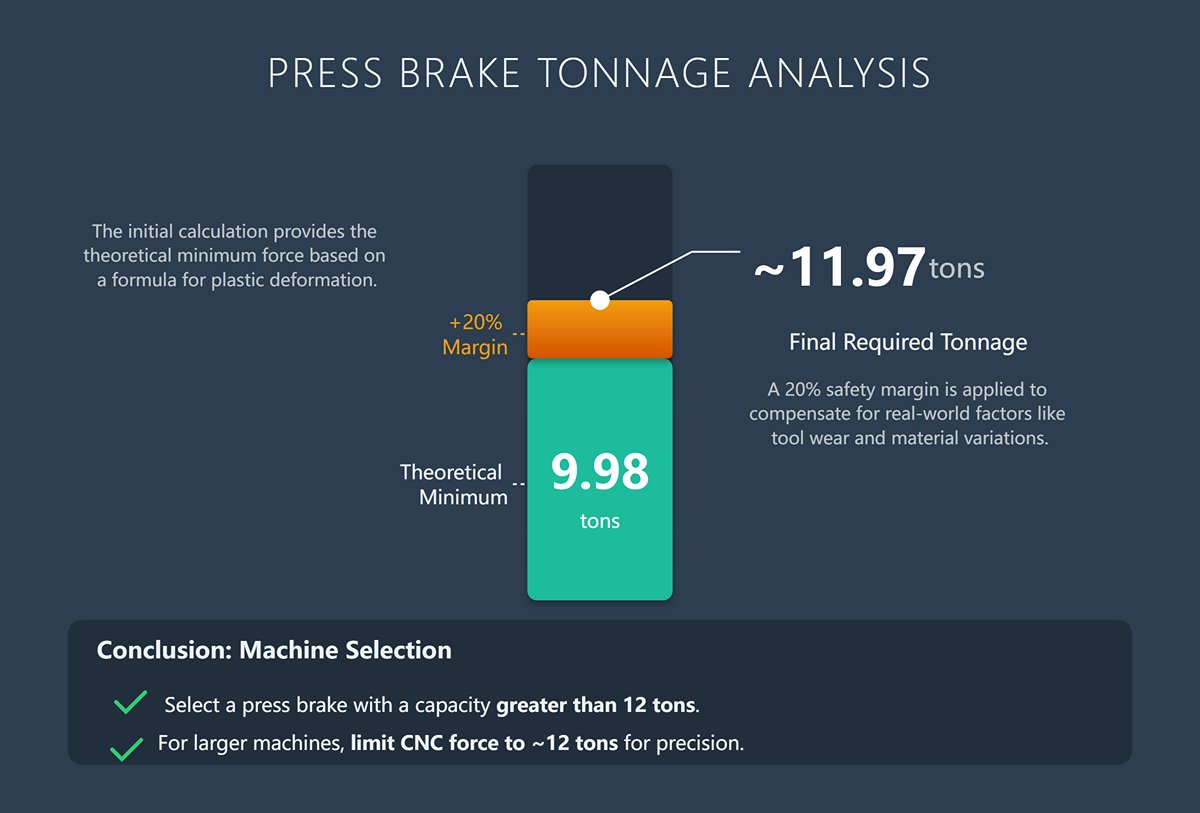
P = [1.33 × 3 × 4² × 500] / [32 × 100] → P = [1.33 × 3 × 16 × 500] / 3200 → P = 31920 / 3200 → P ≈ 9.975 tons. This result represents the theoretical minimum tonnage required to cause plastic deformation of the Q235B plate under the specified conditions.
Add Safety and Process Allowances: Theoretical calculations don’t account for real-world variables such as tool wear, material batch variations, lubrication, or work-hardening compensation. Therefore, a safety margin must be included. Industry standards generally recommend adding 15–20%. Here we use 20%: Final required tonnage = 9.975 tons × (1 + 20%) = 9.975 × 1.2 ≈ 11.97 tons.
Conclusion: To complete this operation safely and consistently, select a press brake with a rated capacity exceeding 12 tons. If the available machine’s capacity is much higher (e.g., 100 tons), the CNC controller should be set to limit the working tonnage to around 12 tons for precise control.
3.3 Recommended Tools and Resources: Making Calculations More Efficient and Accurate
While manual calculations help deepen understanding, in a fast-paced production environment, smart use of tools is key to improving efficiency and accuracy.
How to Professionally Interpret and Use Tonnage Charts
Virtually every press brake manufacturer provides a tonnage chart with their machines. It’s the fastest and most practical reference tool on the shop floor.
- How to Read It: The chart is typically formatted as a table, with sheet thickness on the vertical axis and V-die opening width on the horizontal axis. The values inside the table indicate the tonnage required to bend one meter of mild steel (usually based on S = 400–450 MPa) at the specified V-die width.
- Steps for Use:
- Find the row that corresponds to your sheet thickness.
- Locate the column matching your chosen V-die opening width.
- Read the value at the intersection (e.g., 5.2 tons/m).
- Multiply that value by your actual bending length (in meters).
- If the material is not mild steel, apply the relevant material factor (e.g., stainless steel × 1.5, soft aluminum × 0.5).
Top 3 Online Tonnage Calculators Recommended
For users seeking higher precision, online calculators are an excellent choice. They typically feature extensive built‑in material databases.
Cincinnati Inc. Load Calculator:
- Advantages: Produced by an industry leader—authoritative and reliable. The interface is clean and straightforward, focusing on key parameters for quick validation.
- Features: Designed primarily for air bending and includes helpful recommendations such as minimum flange length.
Accurpress Tonnage Calculator:
- Advantages: Offers a comprehensive material library covering various grades of stainless steel and aluminum alloys. Users can select materials directly without manually inputting tensile strength values.
- Features: Highly accurate results and a user‑friendly interface.
Press‑Brake‑Tool.co.uk Bending Calculator:
- Advantages: The most versatile among the three. In addition to standard tonnage calculations, it allows users to input a target bending angle for adjustment and can back‑calculate the internal bend radius—valuable for process planning.
- Features: Extensive parameter customization, ideal for engineers conducting detailed process analysis.
How to Build a Customized Tonnage Calculator Template in Excel
Creating a company‑specific Excel tonnage calculator is the best way to systematize knowledge and standardize operations.
- Set Up an Input Area: In column A, create labels such as Sheet Thickness (mm), Bending Length (m), V‑Die Width (mm), Tensile Strength (MPa), and Safety Margin (%). In column B, provide corresponding data input cells.
- Create Formula Cells: In one cell (for example, B6), enter the formula
= (1.33 * B2 * B1^2 * B4) / (B3 * 100)to calculate the theoretical tonnage. - Add a Final Result Cell: In another cell (for example, B7), use
= B6 * (1 + B5/100)to calculate the final tonnage including the safety margin. - Build a Material Database (Optional): Create a separate sheet listing common company materials and their tensile strengths. Then, use the VLOOKUP function to auto‑populate tensile strength values in the main calculation sheet based on material name.
3.4 Press Brake Tonnage Chart:
| V | B | R | S | |||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.5 | 0.6 | 0.8 | 1 | 1.2 | 1.5 | 2 | 2.5 | 3 | 3.5 | 4 | 4.5 | 5 | 6 | 8 | 10 | 12 | 14 | |||
| 4 | 3 | 1 | 41 | 59 | ||||||||||||||||
| 6 | 4 | 1 | 27 | 39 | 69 | 108 | ||||||||||||||
| 8 | 6 | 1 | 29 | 52 | 81 | 117 | ||||||||||||||
| 10 | 7 | 2 | 23 | 42 | 65 | 94 | 146 | |||||||||||||
| 12 | 8 | 2 | 35 | 54 | 78 | 122 | 217 | |||||||||||||
| 14 | 10 | 2 | 46 | 67 | 104 | 186 | 290 | |||||||||||||
| 16 | 11 | 3 | 59 | 91 | 163 | 254 | ||||||||||||||
| 18 | 13 | 3 | 81 | 144 | 226 | 325 | ||||||||||||||
| 20 | 14 | 3 | 130 | 203 | 293 | 398 | ||||||||||||||
| 24 | 17 | 4 | 108 | 169 | 244 | 332 | 433 | |||||||||||||
| 28 | 20 | 5 | 145 | 209 | 284 | 371 | 470 | |||||||||||||
| 32 | 23 | 5 | 127 | 183 | 249 | 325 | 411 | 508 | ||||||||||||
| 36 | 25 | 6 | 163 | 221 | 289 | 366 | 451 | |||||||||||||
| 40 | 28 | 7 | 199 | 260 | 329 | 406 | 585 | |||||||||||||
| 45 | 32 | 8 | 177 | 231 | 293 | 361 | 520 | |||||||||||||
| 50 | 35 | 8 | 208 | 263 | 325 | 468 | 832 | |||||||||||||
| 55 | 39 | 9 | 239 | 295 | 425 | 756 | ||||||||||||||
| 60 | 42 | 10 | 271 | 390 | 693 | 1083 | ||||||||||||||
| 65 | 46 | 11 | 250 | 360 | 640 | 1000 | ||||||||||||||
| 70 | 49 | 12 | 334 | 594 | 929 | |||||||||||||||
| 80 | 57 | 13 | 293 | 520 | 813 | 1170 | ||||||||||||||
| 90 | 64 | 15 | 462 | 722 | 1040 | 1416 | ||||||||||||||
| 100 | 71 | 17 | 416 | 650 | 936 | 1274 | ||||||||||||||
| 120 | 85 | 20 | 542 | 780 | 1062 |
Note:
- The unit of the press brake tonnage in the table is KN
- The above data is based on bending 1-meter metal sheet with tensile strength 450N/mm²
The tonnage in this table is based on the material tensile strength of σb=450N/mm2. The value in the table is the bending force when the length of the metal plate is 1m.
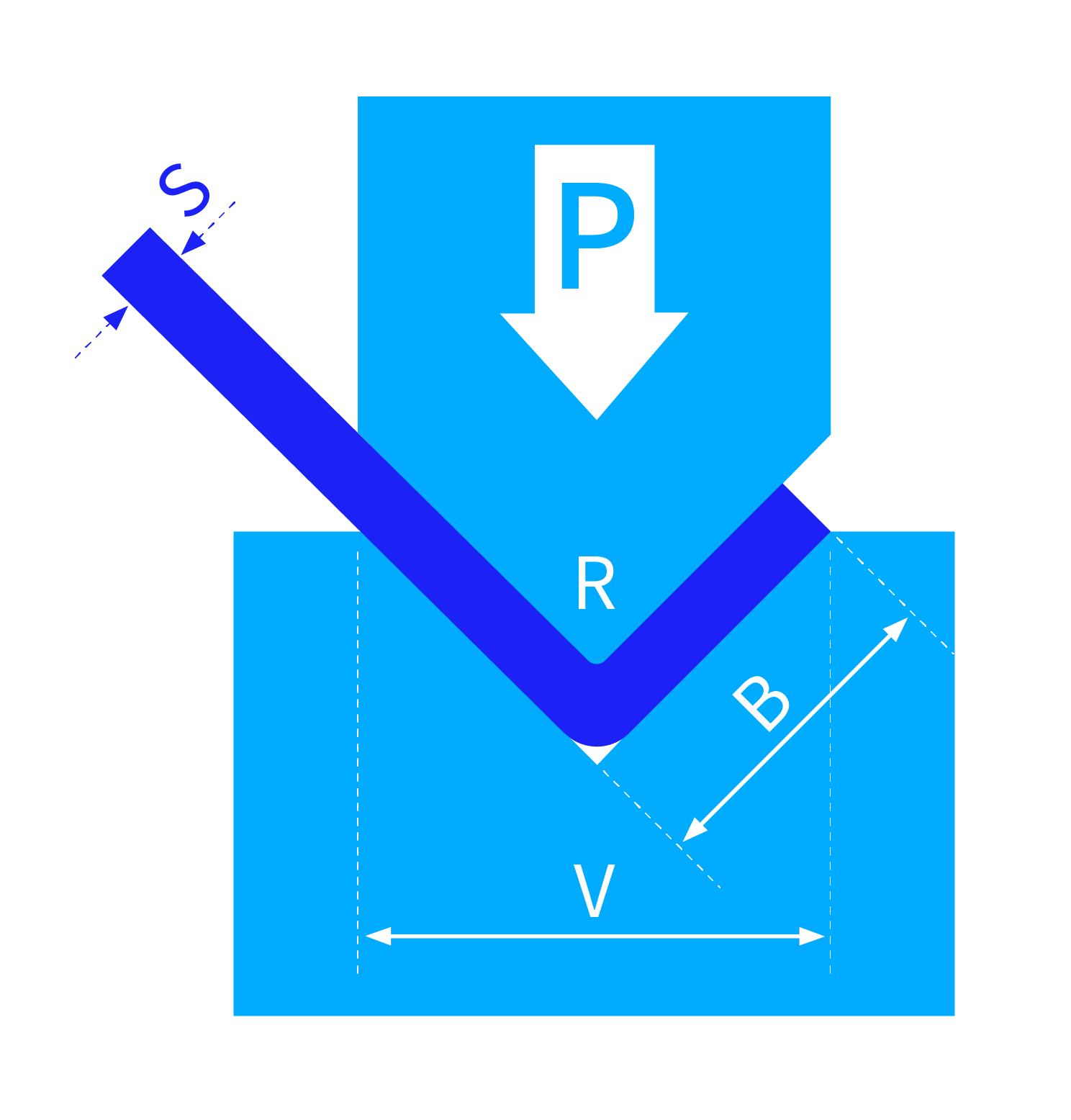
Where:
- P=Bending force
- S=Thickness of metal plate
- V=V opening of the bottom die
- B=Min bending flange R=Inside radius
For example, if S=5mm, V=40(the width of the V die opening is 8-10 times the thickness of the sheet), we can see the value in the chart is 400.
From the chart, we can find that bending a 5mm thick and 1m long sheet metal, the tonnage of the bending machine is 400KN. Press brake tonnage also can be calculated by the tonnage calculation formula:
P=650S²L/V (σb=450N/mm²)
Where:
- P: Bending Force(Kn)
- S: Thickness of the Plate (mm)
- L: Width of the Plate (mm)
- V: V-Opening of the Bottom Die(mm)
The calculation result of this formula is approximately equal to the value in the tonnage chart.
When the bending materials are different, use the coefficients in the following table to multiply the calculated results.

You can use the tonnage calculator below to obtain the results directly.
No matter which method you choose to determine the tonnage, make sure not to exceed the tonnage range of the machines and dies. Using the wrong tonnage can damage the die or working components.
In the worst case, it can cause deformation of the machine and even jeopardize the safety of the bending operators.
3.5 Performance Evaluation and Adjustment: Closing the Loop from Theory to Practice
The calculated tonnage serves as the optimal starting point, not a fixed final answer. Closing the loop through practical validation is essential.
- Validate Through Test Bends: Before bending expensive workpieces, always perform a test using scrap material from the same batch and thickness. Enter the calculated tonnage into the CNC system and execute a trial bend.
- Fine‑Tune Based on Actual Angle Deviations: Measure the test piece angle with a precision protractor.
- If the angle is less than 90° (over‑bending), the tonnage is slightly high—reduce the tonnage (typically by 3–5%) and test again.
- If the angle is greater than 90° (excessive spring‑back), the tonnage is insufficient—increase the tonnage (typically by 3–5%) and test again.
- Build a process database: Once you’ve identified the “optimal tonnage” for a specific combination of material, thickness, and tooling through test bending, record it immediately. Create a database with fields such as “Project – Material Grade – Thickness – V-Die – Punch – Final Tonnage – Finished Angle.” This database represents one of the company’s most valuable intangible assets, allowing future production to bypass repetitive trial-and-error and achieve accuracy in one go.
Ⅳ. Practical Applications: Equipment Selection and Troubleshooting Guide
Turning theoretical knowledge into productivity is the ultimate goal of mastering tonnage concepts. This chapter focuses on two practical shop-floor concerns: making the right investment decisions from the start, and diagnosing issues like an expert when problems arise — especially from a tonnage perspective.
4.1 Equipment Selection: Matching Tonnage to Production Needs
Choosing a press brake is, in essence, a strategic investment in your company’s manufacturing capability for the years ahead. The degree of tonnage matching directly determines the return on that investment.
The “Golden Rule”: Why Daily Loads Should Not Exceed 80% of a Machine’s Maximum Tonnage
This long-proven rule is backed by deep mechanical and economic reasoning. Running a machine continuously at full capacity is effectively a slow erosion of its mechanical health.
- Accelerated Hydraulic Wear: Constant high-pressure operation keeps the hydraulic system under heat and stress, leading to premature hardening or failure of seals and increased wear in pumps and proportional valves. As a result, the system’s service life can drop by at least 30%.
- Risk of Irreversible Structural Deformation: The press brake frame — particularly the C-frame throat — undergoes elastic deformation under heavy load. Frequently reaching or exceeding the limit can accumulate into permanent plastic deformation, known in the industry as “frame opening.” This catastrophic damage destroys the parallelism between the ram and table, making high-precision bending impossible.
- Loss of Adjustment and Safety Margin: The remaining 20% tonnage capacity is your “process insurance.” When dealing with harder material batches, thicker sheets, or worn tooling requiring extra pressure, this reserve ensures consistent quality output. Without it, even minor variations can trigger production halts or scrapped parts.
Conclusion: A 100-ton press brake should primarily handle tasks below 80 tons. Adopting this rule as a standard for purchasing and production planning is the most fundamental form of equipment protection.
Selection Strategies: Job Shop (Low Volume, High Mix) vs. Production Line (High Volume, Repetitive)
Your production model defines your approach to tonnage selection.
- Job Shop – Prioritize Versatility and Flexibility: Such workshops face a wide variety of parts, materials, and thicknesses daily, so the priority is covering the broadest possible processing range. Strategy: Calculate based on your typical 80% workload, then choose a machine with 30–50% higher capacity. For example, if most of your jobs require 80 tons but you occasionally need 120 tons, investing in a 150-ton press brake is wise. It prevents costly outsourcing of high-margin jobs and ensures both agility and responsiveness.
- Production Line – Prioritize Specialization and Efficiency: Here, part types are uniform and production rhythm is critical. Strategy: Perform the most accurate tonnage calculation for your core product, then apply the 80% golden rule for selection. For instance, if calculations show 60 tons are needed, a 75–80 ton dedicated press brake is ideal. Overspending on a 200-ton machine would be wasteful—not only for its higher purchase cost but also due to its poor energy efficiency under light loads. Instead, focus on integration with automation units (e.g., robotic loading/unloading) and higher bending speeds.
ROI Analysis: When to Upgrade or Invest in a Higher-Tonnage Press Brake
Upgrading or adding new equipment is a major decision. The presence of the following four signs suggests it’s time to move up:
- Rising Outsourcing Costs: If you frequently subcontract thicker or high-strength steel jobs due to insufficient tonnage, add up last year’s total outsourcing cost. If it approaches the annual depreciation and financing cost of a new machine, it’s time to invest.
- High Scrap Rate Linked to Tonnage Limitations: If quality reports frequently cite “angle deviation” or “uncontrolled springback” as major causes of scrap — both tied to insufficient tonnage — then upgrading will directly translate to savings in materials and rework hours.
- Emerging Market Opportunities: When you’re aiming to enter markets such as new energy, heavy machinery, or aerospace — all requiring thicker, stronger materials — a higher-tonnage press brake is your entry ticket.
- Soaring Maintenance Costs on Aging Equipment: If hydraulic alarms, oil leaks, or accuracy loss have become routine, and maintenance plus downtime losses now outweigh the machine’s output value, replacing it with a more advanced, higher-tonnage model will deliver a substantial productivity boost.
4.2 Troubleshooting: A Tonnage-Based Diagnostic Decision Tree
When bending issues arise, tonnage is often the hidden culprit. This decision tree will help you think like an expert and identify the root cause systematically.
Symptom 1: Insufficient Bend Angle (Incomplete Bend or Excessive Springback)
This is the most common problem. Follow these steps in order:
Verify Calculations and Settings: Always begin by returning to the fundamentals.
- Formula Parameters: Did you use the correct tensile strength (S) for the material? (Did you calculate stainless steel as if it were mild steel?)
- V-Die Width: Is the current V-die (V) too narrow for the sheet thickness (T)? (When V < 6T, required tonnage increases dramatically.)
- CNC Settings: Has the machine’s tonnage limit been set too low in the control program?
- Verify the Material: Use calipers to measure actual sheet thickness and confirm the grade matches the process documentation. Mechanical properties can vary by 10–15% across suppliers or batches.
- Inspect the Tooling Condition: Check the punch tip and die shoulders using a radius gauge. Excessive wear increases the effective bend radius, leading to a shallower bend angle. Worn tooling may require an additional 10–20% tonnage to compensate.
- Evaluate the Hydraulic System: If everything else checks out, run the machine unloaded and observe whether system pressure reaches the set maximum. Failure to do so may indicate issues with the pump, relief valve, or seals.
Symptom 2: Abnormal Tooling Damage (Chipped Edges, Cracks, or Rapid Wear)
This is the most direct—and dangerous—indicator of tonnage overload.
- Check for Center Loading: Are you bending a short workpiece using a short die positioned at the center of a long bed? This concentrates tonnage in a tiny area, exceeding the local capacity of both die and machine table, often causing die breakage or bed deformation.
- Assess “Underrated Tooling Usage”: Are you using a low-capacity sharp die or small-radius punch on thick or high-strength steel? Always consult the tooling supplier’s “maximum allowable tonnage per meter” specifications.
- Check Alignment: Are the punch and die perfectly centered? Any offset forces pressure to one side, resulting in uneven wear or catastrophic tool failure.
Symptom 3: Frequent Hydraulic Alarms (High Pressure, Overheating, or Oil Alerts)
This is the machine’s way of crying for help—it’s operating under stress it wasn’t designed to handle.
- Recheck Tonnage Calculations Immediately: 90% of hydraulic overload alarms stem from severe tonnage miscalculations. The operator may have used the wrong material data or an overly narrow V-die, causing actual load to exceed the set limit. The system then triggers overload protection after repeated attempts to reach target pressure.
- Review Safety Margin: Is the machine running near 95–100% of its rated tonnage for extended periods? This is extremely risky. Modify the process (for example, switch to a wider V-die) or transfer the job to a higher-tonnage press.
- Check Hydraulic Health: If calculations are correct, inspect oil level, contamination, and cooling performance to ensure the system operates reliably.
4.3 Avoiding Pitfalls: The 5 Most Common—and Costly—Tonnage Calculation Mistakes
Avoid these mental traps and you’ll prevent over 90% of tonnage-related failures.
- Mistake 1: Treating All Steels as the Same Material Consequence: Calculating stainless steel (K≈1.5) or high-strength steel (K≈2.0) as mild steel (K=1.0) underestimates tonnage by at least 50%, resulting in bending failure or equipment damage. Prevention: Create a clear quick-reference chart of material K-factors and post it beside every machine. Always confirm the exact material grade before use.
- Mistake 2: Ignoring V-Die Width and Relying Blindly on Formulas Consequence: Arbitrarily entering V-die values or relying solely on guesswork can cause tonnage errors severalfold off. Prevention: Use “V = 8 × thickness” as the primary rule of thumb. Understand the relationship: doubling V halves required tonnage; halving V doubles it.
- Mistake 3: Omitting or Misjudging the Safety Margin Consequence: Using only theoretical tonnage is like tailgating at high speed—you have no room to react. Minor variations in material or machine condition can lead to catastrophic failure. Prevention: Always add a mandatory +20% safety margin. This step is non-negotiable—it protects both machine and operator.
- Mistake 4: Overlooking Differences Between Bending Methods Consequence: Using the air-bending formula for bottoming or coining will result in severe overload. Prevention: Identify your bending method clearly. Most modern CNC press brakes use air bending. For bottoming, multiply air-bending tonnage by 2–4; for coining, multiply by 5–10.
- Mistake 5: Ignoring Tool Wear Effects Consequence: Using worn tooling with new-tool parameters leads to insufficient angles and encourages operators to increase pressure blindly, risking overload. Prevention: Implement a routine tooling inspection program. For visibly worn dies, increase tonnage by 10–20% to compensate or replace the tool promptly.
4.4 Expert Q&A: Answers to the 5 Most Frequently Asked Tonnage Questions
- Q: Can a high-tonnage machine handle light-duty work? What’s the drawback? A: Technically yes, but it’s an inefficient use of resources. There are three main downsides:
1) Energy Waste: Large hydraulic pumps and motors consume more energy, even at low output levels.
2) Accuracy Risk: Designed for extreme loads, large presses often have reduced control resolution and sensitivity at low pressures compared with small servo-electric units built for light materials.
3) Poor Capital Efficiency: If most jobs require only low tonnage, investing in a heavy-duty press ties up capital that yields little return. - Q: How can I visually tell if tonnage is too high or too low?A: The workpiece itself is the most reliable “pressure gauge.”
- Signs of Insufficient Tonnage: The bend angle falls short of the target; springback is excessive or inconsistent; and the inner bend radius (R) is significantly larger than expected.
- Signs of excessive tonnage (warning indicators): Deep die marks on the workpiece surface; fine cracks appearing along the outer bend (especially with high-strength steel or aluminum alloys); sharp, metallic groaning sounds during bending; in more severe cases, visible momentary bowing of the press brake ram or worktable.
- Q: How do you calculate tonnage for complex polygonal shapes such as Z-bends? A: This requires advanced estimation. For Z-bends completed in a single stroke (offset bends), the tonnage needed is far greater than performing two separate 90° bends. As a rule of thumb: required tonnage is roughly 2 to 5 times that of a single 90° air bend. The smaller the offset distance, the more intense the material deformation—and the higher the tonnage demand. The most reliable approach is to use modern offline programming and simulation software (such as DELEM, ESA, CYBELEC, etc.), which can precisely model the deformation process and compute peak tonnage.
- Q: Does bending speed affect required tonnage? A: In nearly all industrial applications, it does not. Tonnage is primarily governed by the material’s static mechanical properties. Bending speed (ram descent rate) mainly affects throughput. Although materials exhibit minor strengthening at extremely high strain rates, theoretically increasing tonnage slightly, within the speed range of standard hydraulic or servo press brakes this influence is negligible. Therefore, tonnage calculations need not factor in speed.
- Q: How can you calibrate a machine’s actual tonnage output? A: This is a specialized maintenance procedure, typically done in three ways:
Consulting the manufacturer: Contact the equipment supplier for annual calibration. They have specialized tools and software to ensure tonnage output remains accurate and linear across the full range. This is the best practice for maintaining long-term equipment precision.
Using professional load cells: This is the most accurate method. Place a calibrated portable pressure sensor between the dies, set the target tonnage, apply pressure, and directly read the actual output to compare with the system display—then make corrections accordingly.
Comparing hydraulic pressure gauges: Install a high-precision gauge on the main cylinder line. Based on the cylinder’s cross-sectional area, the oil pressure value (in PSI or MPa) can be converted to theoretical tonnage (Force = Pressure × Area). Compare this calculated value with the tonnage displayed by the CNC system.
Ⅴ. FAQs
1. What factors contribute to determining tonnage in press brake machines?
Material thickness, type, bending length, and the desired bend radius all significantly influence the tonnage decision for press brake operations. Understanding these factors ensures proper force application and prevents material damage.
2. What is the importance of accuracy in press brake tonnage calculations?
Accuracy in tonnage calculations prevents material damage and ensures the quality of the bend. Excessive force can deform materials, while inadequate force may not achieve the desired bend, so precise calculations save time and reduce waste.
3. How does material thickness influence tonnage calculations for press brakes?
Thicker materials generally require higher tonnage due to increased resistance during bending. Operators need to adjust settings accordingly to meet the specific demands of material thickness, ensuring successful operation.
Ⅵ. Conclusion
In conclusion, determining the tonnage and load limit of the press brake is essential as it directly impacts the quality of the final product and the longevity of your equipment.
Using a press brake with insufficient tonnage can lead to many problems, such as inaccurate bending angles, inconsistent bend lines, and increased spring back. These can result in parts not meeting specifications, leading to costly rework or scrap.
On the other hand, using a machine with excessive tonnage can damage the tooling, such as premature wear or breakage of the dies, as well as potentially overloading the machine's frame and hydraulic system. Utilizing the formulas and tools discussed in this article can help you make an informed decision and select a press brake that meets your needs.
With over 40 years of experience in the industry, ADH Machine Tool specializes in manufacturing high-quality press brakes designed to deliver precise and reliable bending results. Explore our detailed product brochures to see the full range of options, or contact us directly for a personalized consultation with our experts.