I. Introduction
Choosing the right press brake tooling is a strategic decision that directly impacts production quality, operational efficiency, and total cost. This guide delves into the core differences in the American vs European Press Brake Tooling debate, moving beyond superficial comparisons to analyze their distinct design philosophies.
The decision often comes down to a choice between the straightforward, cost-effective design of American tooling and the high precision and quick-change efficiency of European systems.
We provide a deep, strategic analysis to help you make an informed investment that enhances your manufacturing process and competitive edge. For a more practical overview of this comparison, you can explore American vs European press brake tooling resources from ADH Machine Tool.
II. Technology Face-Off: A Deep Structural and Performance Deconstruction
In the precision-driven world of sheet metal forming, no design happens by chance. The divergence between American and European tooling stems from two fundamentally different engineering philosophies: the former emphasizes simplicity, practicality, and rapid adaptability; the latter pursues ultimate precision, safety, and integrated efficiency. We will start from the core structural designs and progressively unpack how these philosophical differences ultimately emerge as quantifiable performance metrics in your workshop.
2.1 Structural Design Origins: Two Contrasting Mechanical Models
At its heart, tooling design is about how to transmit and control force with accuracy and stability in a high-pressure, high-repetition environment. American and European tools take fundamentally different approaches to this challenge.
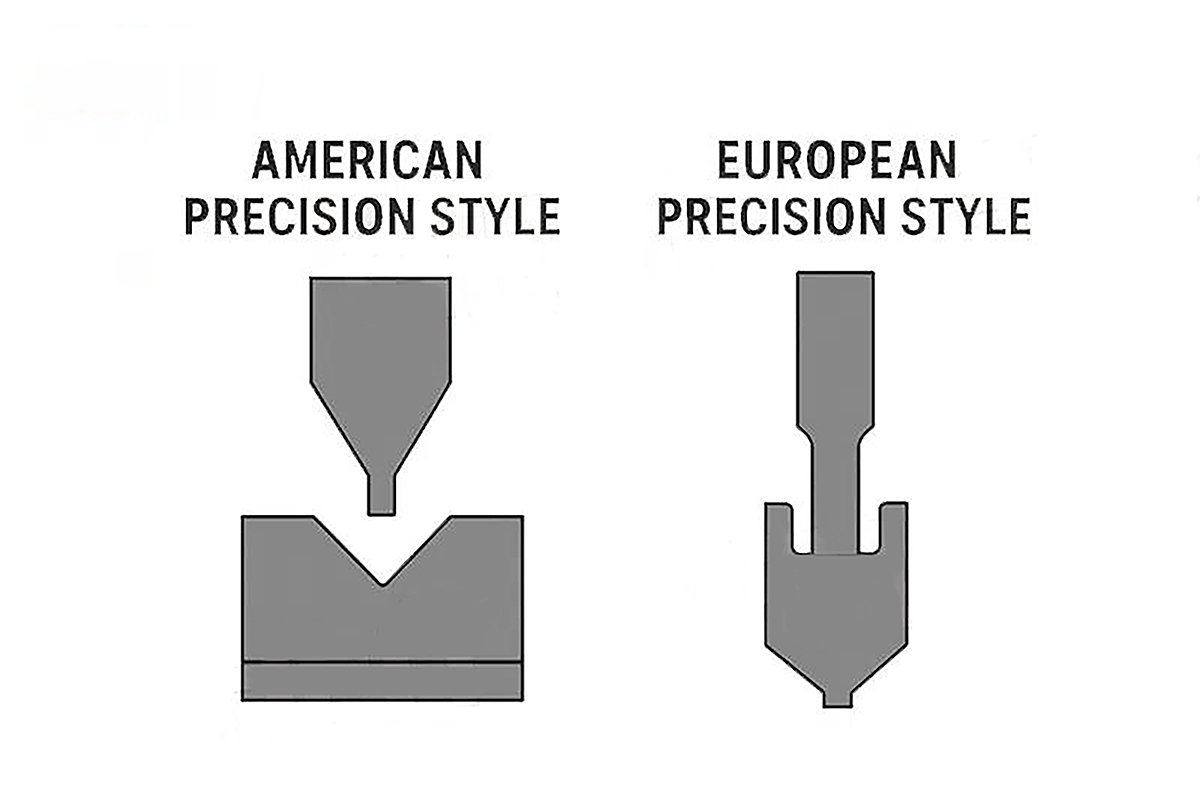
2.1.1 Punch Design: Fixed Tang vs. Safety Shoulder
The mounting and positioning method of the punch is the first — and arguably most critical — point of divergence. It directly affects the load-transfer pathway and the baseline rigidity of the system.
- American Tooling: The Simplified "Hanging" Load Model American punches typically employ a rectangular fixed tang, inserted directly into a groove in the upper beam’s clamping system. All bending pressure is transmitted through this tang.
- Mechanical Characteristics: Structurally, this resembles a hanging load supported by a single fastener — picture hanging a heavy painting on a wall with one screw. All the load centers on that single point. While straightforward, under extreme pressure the slight clearance between tang and clamp can allow minute deflection in the punch, especially when load distribution across the tooling is uneven.
- Design Philosophy: It prioritizes versatility and cost efficiency. The simple geometry is easy to manufacture and maintain, and it adapts quickly to a wide range of traditional press brakes.
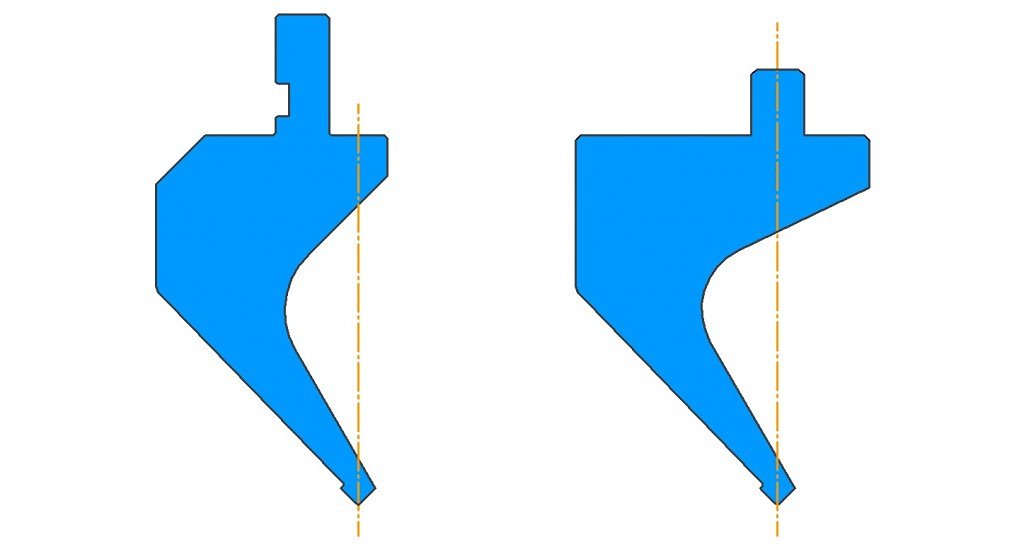
- European Tooling: The Stable "Support" Load Model European punches feature the distinctive safety shoulder design. In addition to the top fixing section, the punch has two protruding "shoulders" on its sides, which rest directly on the main body of the clamping system.
- Mechanical Characteristics: This setup works more like a pair of sturdy brackets holding up a heavy object. The main bending forces are evenly absorbed and distributed by these shoulders, while the top clamp primarily locks the punch in place and prevents drop-out. This design decouples vertical positioning from force transmission, greatly enhancing the system’s rigidity and resistance to deflection, ensuring force is always delivered along the punch’s central vertical axis.
- Design Philosophy: It aims for precision, safety, and system integration. The safety shoulder fundamentally safeguards the punch’s verticality, laying the physical groundwork for ultra-accurate bending. To explore how these design philosophies translate into manufacturing outcomes, refer to American vs European press brake tooling.
2.1.2 Clamping Systems: The Critical Variable for Efficiency and Accuracy
If punch design is the DNA, then the clamping system is the skeleton that puts that genetic potential to work.
- Traditional American Clamping: Typically relies on a series of manual lock bolts. The operator tightens each bolt individually to secure the tooling. This approach is inexpensive and mechanically straightforward, but its limitations are equally clear: long changeover times, high physical effort, and clamping force uniformity entirely dependent on the operator’s skill, making it difficult to guarantee consistent positioning accuracy from one setup to the next.
- Modern European Clamping: Typically equipped with a quick-change system as standard. Whether manual quick-lock, pneumatic clamping, or hydraulic clamping, the goal is to cut die changeover time from "minutes" down to mere "seconds." These systems not only offer speed but also deliver uniform, consistent clamping force, eliminating operator-induced variations and ensuring precision. They are a cornerstone technology for achieving lean manufacturing and rapid response in small-batch, high-variety production.
2.1.3 Modularity and Flexibility: One-Piece vs. Segmented
While both systems offer segmented tooling, the European approach takes the concept of modularity to the highest level.
- Segmented Tooling: Long dies are divided into standardized short segments (e.g., 10mm, 20mm, 50mm, 100mm). Operators can quickly assemble any required working length, much like building blocks. This is crucial for bending complex box-shaped parts or components with side walls, as it allows gaps along the bend line to prevent interference between the workpiece and tooling. European segmented dies feature exceptional precision and interchangeability, making modularity a core strength. For further technical insights, review American vs European press brake tooling comparisons provided by ADH Machine Tool.
2.2 Performance Differences: Direct Impact on Production Outcomes
These structural design differences ultimately create a clear and measurable performance gap on the production floor.
2.2.1 Accuracy and Repeatability: The Path from "Acceptable" to "Outstanding"
- European System Accuracy Advantage: Rooted in the combination of a "support-style" mechanical model and advanced clamping systems. Safety shoulders ensure the vertical positioning reference remains constant for every setup, while quick-clamp systems secure horizontal positioning repeatability. This dual safeguard enables exceptional results for high-precision, multi-pass bending, with stable angle tolerances—making it the preferred choice in aerospace, precision electronics, and other demanding industries.
- American System Accuracy Challenges: Accuracy largely depends on the straightness of the machine’s upper beam and the operator’s setup skills. While high-quality modern American tooling can achieve impressive precision, its design principles inherently limit its upper accuracy threshold and long-term stability, placing it below the European system in these aspects.
2.2.2 Safety Engineering: Preventing Accidents by Design
This is a critical difference between the two systems that is often overlooked.
- Built-in Safety of European Tooling: Most European punches include a safety groove or safety pin above the safety shoulder. When the operator releases the clamp to change tooling, this feature catches onto the clamp, preventing heavy punches—often weighing tens or even hundreds of kilograms—from accidentally falling. This is a proactive, physically engineered safety measure that greatly protects operators and prevents equipment damage.
- Safety Risks in Traditional American Tooling: In the traditional "flat-head" tang design, once the clamping bolts are loosened, there is no physical mechanism to stop the tooling from sliding out under its own weight. This poses a significant hazard during operation. While many modern American systems have introduced safety improvements, the European-origin fall-prevention design has become a globally recognized best practice.
In summary, the technical comparison between American and European tooling is not a simple matter of better or worse, but rather a reflection of two distinct manufacturing philosophies. American tooling, with its cost efficiency and versatility, remains relevant in many standard production scenarios, while European tooling sets the industry benchmark in precision, efficiency, and safety for modern sheet metal forming. Understanding the underlying logic behind these engineering choices is the first step toward making a winning decision.
III. Comprehensive Decision Model: Selecting the Right System for Your Business
The technical contest eventually comes to an end, but the real challenge lies in business strategy. Choosing the right tooling system is not a simple matter of picking one technology over another—it’s an integrated investment that blends engineering insight with commercial vision. It requires us to move beyond intuition and isolated technical metrics, building a multi-dimensional, full-lifecycle decision framework. The following four steps form your "winning compass," guiding you through uncertainty to ensure every investment directly enhances your company’s core competitiveness.
3.1 Step One: Precisely Assess Your Core Production Profile

Before evaluating external options, you must first conduct a surgical-level analysis of your own operation. You need to create an accurate "production profile" for your sheet metal workshop, built on the following essential elements:
- Product Accuracy and Complexity: Are your core products large-tolerance construction components, or medical devices and aerospace parts where bend radius, parallelism, and angle consistency demand zero tolerance? Do you produce complex "box" or "U" shapes that require frequent use of segmented tooling to avoid interference? — This directly defines your fundamental need for tooling accuracy benchmarks and modular capability.
- Material Type and Thickness Range: Do you regularly work with 0.5mm thin stainless steel sheets, or with high-strength wear-resistant steels over 10mm thick (such as Hardox)? Different materials have drastically different springback characteristics and tonnage requirements. — This determines the hardness, toughness, and mechanical stability your tooling must provide.
- Batch Size and Changeover Frequency: Is your production model large-batch, low-variety with long production runs, or do you need to adapt quickly to market changes with small-batch, high-variety work? How many times per day does a press brake require tooling changes? — This is the key metric for evaluating the value of changeover efficiency.
- Operator Skill Level and Team Stability: Is your press brake team led by seasoned experts, or do you have a high proportion of new staff and turnover? — This determines whether you need a system that relies on expertise and skill, or one that uses standardization and error-proof design to minimize human error.
Answering these questions clearly gives you a solid foundation for decision-making.
3.2 Step Two: Apply a Scenario-Based Decision Matrix
Once your internal profile is complete, you can build a powerful tool—a scenario-based decision matrix. This matrix systematically aligns your unique requirements with the core strengths of each tooling system, making the optimal choice self-evident.
| Core Production Needs | American Style Tooling System | European/Precision Style Tooling System | Decision Weight |
|---|---|---|---|
| High Precision & Tight Tolerances | Suitable for standard industrial accuracy. Precision improvements rely heavily on operator skill and machine condition. | Outstanding. The “support-style” mechanical model combined with precision grinding inherently ensures exceptional repeat positioning accuracy. | High |
| Small Batch & Frequent Tool Changes | Longer changeover times (minutes), leading to increased downtime and reduced effective output. | Exceptional. Quick-clamping systems (manual, pneumatic, hydraulic) cut changeover times to mere seconds—critical for lean manufacturing. | Very High |
| Large Batch & Long-Term Production | Good. Once set up, can run reliably. Lower initial cost is advantageous in this context. | Equally applicable, though its quick-change benefit is less pronounced here. | Medium |
| Complex Shapes & Segmented Requirements | Offers segmented tooling, but interchangeability and precision may vary. | Outstanding. Highly standardized segmented tooling can be assembled with precision like building blocks, easily handling complex workpieces. | High |
| Ease of Operation & Safety | Traditional systems rely on manual locking, posing risk of tool drop and requiring higher operator skill. | Outstanding. Equipped with anti-drop safety mechanisms as standard; intuitive clamping operation greatly reduces skill dependency and safety risks. | Very High |
| Initial Investment Budget | Advantageous. Tooling and clamping systems usually carry significantly lower upfront purchase costs. | Higher initial investment—considered a capital expenditure. | Medium |
How to Use: Based on the importance ratings you determined in Step One, assign values to the “Decision Weight” column. The matrix will make it clear which system aligns best with your company’s strategic goals and profit model.
3.3 Step Three: Calculating the “Total Value of Ownership”
In this industry, the most expensive tooling is often the one that seemed cheapest at purchase. Traditional Total Cost of Ownership (TCO) models focus on spending less, but here we introduce a more strategically minded concept—Total Value of Ownership (TVO)—which centers on creating greater value.
3.3.1 Beyond Price: Building Your TVO Calculation Model
The TVO model treats tooling as a profit-generating production asset rather than a one-off consumable. Its core aim is to quantify the hidden costs and potential gains that lie beneath the price tag.
Your TVO = [A. Added Benefits] − [B. Complete Total Cost of Ownership]
A. Added Benefits:
- Extra profit from increased capacity: Calculate the additional productive time gained by reducing changeover time. For example, saving 1 hour per day over 250 working days yields 250 extra hours of output annually—profits from this added output are real and measurable.
- Premium orders enabled by high precision: A precision tooling system is your “entry ticket” to lucrative contracts in aerospace, medical, and precision instrumentation sectors—premium revenues unattainable with low-cost systems.
- Direct savings from reduced scrap rates: Factor in material savings, reduced rework hours, and lower energy use gained from higher first-pass yield and improved process stability.
B. Complete Total Cost of Ownership (TCO):
- Initial Purchase Cost: The most visible expense, covering the price of tooling and clamping systems.
- Operating Costs:
- Setup and Adjustment Costs: Multiply operator wage rates by the time required for each changeover and adjustment.
- Labor Costs: Systems that are easy to operate and inherently safer reduce reliance on highly skilled workers, cutting training expenses and mitigating efficiency losses from staff turnover.
- Risk Costs: Estimate potential financial losses from equipment damage, injury, and production stoppages caused by incidents such as tooling drops. The European system’s safety design acts as effective “insurance” against these risks.
With this model, you’ll see clearly that a European tooling system costing 30% more upfront can, within just 6–18 months, generate a Total Value of Ownership far exceeding its initial price difference through efficiency gains, scrap reduction, and high-value contracts.
3.4 Step Four: Compatibility & Integration Path Planning
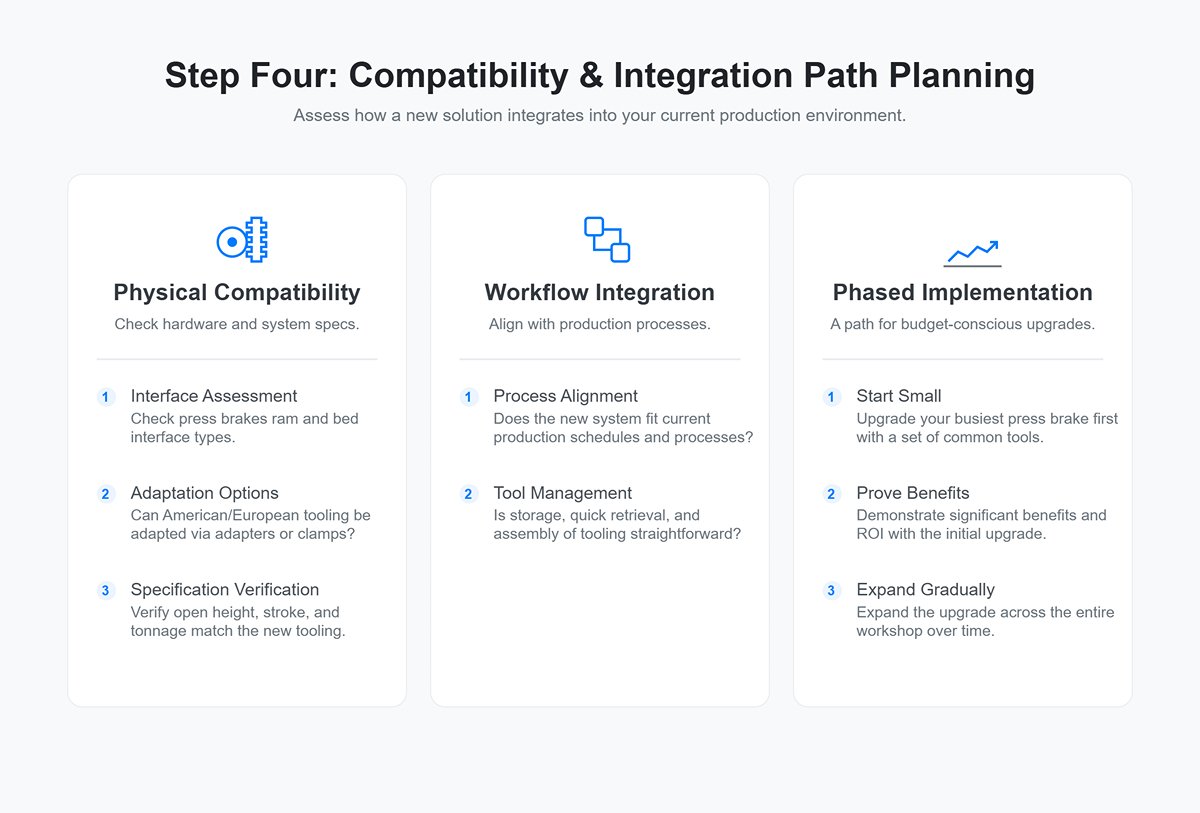
The final decision step is to assess how seamlessly your ideal solution can be integrated into your current production environment.
- Physical Compatibility Assessment: Check the interface types of your press brake’s ram and bed. Can an American-style press brake be adapted to European tooling via an adapter or by replacing the clamping system? And vice versa? Also verify that open height, stroke, and tonnage match the requirements of the new tooling system.
- Workflow Integration: Will the new tooling system align with your current production schedules and processes? For example, is storage, quick retrieval, and assembly of segmented tooling straightforward?
- Phased Implementation Path: For businesses with limited budgets, there’s no need to upgrade everything at once. Start by upgrading your busiest press brake to a European quick-clamping system with a set of commonly used tools. Once the significant benefits are proven, expand gradually across the entire workshop.
Following these four steps transforms tooling selection from a price-driven purchase into a data-backed, long-term, strategically aligned investment. This is not merely choosing a piece of steel—it’s choosing a future of higher efficiency and stronger competitiveness.
IV. Real-World Scenarios & Pitfall Avoidance Guide: Dispelling Myths and Steering Clear of Common Mistakes
Between the theoretical framework and the realities of the shop floor lies a gulf filled with hard-earned lessons, costly errors, and ingrained habits. As you put the decision models from earlier chapters into practice, certain entrenched industry myths and subtle procurement traps could seriously mislead your judgment. This chapter acts as your seasoned navigator, using sharp insights to debunk misconceptions and mark out dangerous shoals—ensuring your strategic investment translates smoothly and efficiently into exceptional productivity.
4.1 Debunking Three Common Myths (Myth vs. Reality)
Myth One: “American tooling is cheap and low-quality; European tooling is expensive and high-precision.”
- Reality: This is one of the most widespread—and misleading—oversimplifications in the industry. The truth is far more nuanced than this black-and-white binary view.
- Quality spectrum, not a battle of camps: American-style tooling spans a full range from basic to high-precision—just as European tooling does. Premium-grade American tools, precision-ground and laser-hardened by leading manufacturers, deliver accuracy and durability fully capable of meeting demanding industrial requirements. The real issue isn’t whether a tool is “American” or “European,” but rather its specific quality tier. Low-grade tooling, regardless of its design origin, will never yield top-quality bends.
- A difference in design philosophy—not absolute superiority: The true distinction lies in the performance ceiling of each system design. The European system’s “support-based” mechanical model and its integrated quick-clamping setup inherently provide greater repeatable positioning accuracy and system rigidity. This is a structural, systemic advantage, giving it a natural lead in scenarios that demand extreme precision and efficiency. The correct perspective: high-quality American tooling is a dependable tactical asset, while advanced European systems are a strategic choice aimed at maximizing productivity potential.
Myth Two: “My press brake is American-made, so it can only use American tooling.”
- Reality: Locking your equipment into a single tooling system for life is a self-imposed limitation that modern manufacturing has long since moved beyond.
- Adapters: building bridges between systems: A wide range of proven adapter and conversion clamping systems exists on the market. With the addition of a European-style quick-clamp (manual, pneumatic, or hydraulic) to a traditional American press brake, you can seamlessly use European tooling. This upgrade is often the most cost-effective way to revitalize older machinery and unlock a dramatic leap in productivity.
- Focus investment on capabilities, not purely compatibility: Your decision-making should hinge not on “What tooling fits my machine?” but on “What capabilities do I need for my business?” If you require higher precision, faster tooling changes, and improved safety, upgrading your clamping system to accept European tooling is an obvious strategic move. Compatibility is merely a technical concern; productivity is a business imperative—the former should always serve the latter.
Myth Three: “Quick-change systems are just marketing hype; we don’t need them because we rarely change tools.”
- Reality: This view grossly underestimates the multi-faceted value of modern clamping systems, reducing them to mere “speed enhancers.”
- Value One: Exceptional repeatable accuracy: Quick-change clamps—especially pneumatic and hydraulic types—deliver uniform, consistent, and repeatable clamping force, eliminating the positioning errors that manual bolt clamps often suffer due to variations in operator torque and sequence. Each setup restores the tooling to perfect alignment. This drives a substantial increase in first-pass yield and a sharp reduction in setup time. Even if you change tooling only once a day, the cumulative benefits can be significant.
- Value Two: Built-in proactive safety: As noted earlier, drop-prevention features are integral to European systems. It’s not just about “speed”—it’s about making operations safer. A single incident of tool drop can cause injuries and equipment damage, potentially costing more than several complete clamping systems. Safety is the foundation of all production activities—never a luxury to be compromised.
- Value Three: Readiness for flexible manufacturing: The market is irreversibly shifting toward small-batch, high-variety production. You might not change tooling often today—but what about tomorrow? A high-efficiency tooling system is a capability reserve that ensures your business can take on diverse jobs with ease. Investing in it is an investment in agility and future competitiveness.
4.2 Five Common Pitfalls in Procurement and Implementation
Pitfall One: Focusing on 'steel' over 'systems'—Seeing the trees, missing the forest
- Description: Buyers often fixate on the punch and die themselves (e.g., steel grade, hardness) while overlooking the clamping system. They end up installing finely ground European tooling onto outdated, heavily worn manual bolt clamps.
- Avoidance Guide: Always evaluate and purchase the tooling and clamping system as one integrated whole. Tool accuracy provides the foundation, but the clamping system is the only means to consistently and repeatedly transfer that precision to the workpiece. Pairing a high-precision tool with a mediocre clamp is like fitting a supercar with ordinary household tires—it will underperform.
Pitfall Two: New tools, old habits—Upgrading tooling without upgrading thinking

- Description: After investing in advanced segmented European tooling and quick-clamp systems, the shop still uses outdated workflows, tool storage, and operator practices. Tools are piled randomly, and clamps are tightened by feel, wasting the efficiency advantages of the new system.
- Avoidance Guide: Treat tooling upgrades as an opportunity for process re-engineering. Implement a visual management system for tooling (e.g., labeled modular tool cabinets) and train operators on standardized operating procedures (SOPs). Ensure they understand and can apply new skills such as fast assembly, centerline alignment, and safe handling. Ultimately, tools only deliver value when skilled people use them properly.
Pitfall Three: Ignoring the machine’s health
- Description: Equipping a worn, misaligned press brake—with severe beam parallelism errors and unstable hydraulics—with premium precision tooling, expecting a miracle in product accuracy.
- Avoidance Guide: Before making a major tooling system investment, conduct a thorough machine accuracy inspection and assessment. If the press brake’s base performance is compromised, no amount of expensive tooling can compensate. The correct sequence is to repair, recalibrate, or upgrade the machine first—then match it with suitable tooling systems.
Pitfall Four: Sticking to the comfort zone of a single brand
- Description: Relying exclusively on one tooling brand over the long term leads to path dependence and a lack of awareness of emerging technologies, materials, and cost-effective alternatives.
- Avoidance Guide: Maintain openness by regularly conducting technical and commercial evaluations of major tooling suppliers in the market. Encourage multiple vendors to address your current production challenges. Healthy competition helps control costs while ensuring ongoing exposure to cutting-edge industry technology and ideas.
Pitfall Five: Owning the physical asset but not its digital file
- Description: Upon receiving new tooling, buyers inspect only the physical product but fail to request or create complete digital documentation from the supplier.
- Avoidance Guide: In procurement contracts, specify that suppliers must provide precise 2D/3D digital models for every set of tooling. These files enable offline programming and bending simulations, dramatically improving programming efficiency and allowing interference issues to be identified before bending begins. In the Industry 4.0 era, a tool’s “digital twin” is as essential as its physical form.
4.3 Selected Expert FAQs
Q1: I want to use European tooling on my traditional American press brake. What are the most critical steps?
- A: There are three critical steps. First, precisely measure your machine’s key parameters, including the upper beam interface dimensions, open height, and stroke. Second, choose the right adapter or replacement clamping system to ensure full compatibility between your press brake and the selected European-style tooling. Third, check the height—European tooling is typically taller than American tooling, so you must confirm there’s enough clearance for loading and unloading workpieces after installation. It’s highly recommended to carry out this assessment with a professional tooling system supplier.
Q2: Why are my bend angles still inconsistent even when using high-precision European tooling?
- A: This is a classic systemic issue. High-precision tooling guarantees the geometry of the tooling itself, but the final bend angle is the result of multiple factors. Troubleshoot in the following order: 1) Material consistency – Are the thickness, hardness, and springback coefficient stable within the same batch of sheet material? 2) Machine repeatability – Is the backgauge and ram positioning accurate and consistent? 3) Tonnage settings – Have you employed an angle measurement system or adaptive compensation to counteract variations in springback? Tooling is foundational, but it cannot solve every problem on its own.
Q3: As a small or mid-sized company with limited budget, is there a balanced upgrade option?
- A: Absolutely. A highly cost-effective approach is a “hybrid” upgrade. You don’t need to replace all your tooling at once. Start by investing in a high-quality European quick-clamping system, then purchase only a few sets of the most frequently used European punches and dies—those with the highest precision requirements. For less common tasks with lower accuracy demands, you can continue using your existing American tooling via adapters. This way, you achieve significant gains in efficiency and precision in your core production processes with minimal upfront investment.
V. Conclusion: Start Optimizing Your Bending Process Today
Ultimately, the choice between American and European press brake tooling is a strategic investment that defines your manufacturing capabilities, not merely a consumable purchase. The distinct engineering philosophies—the robust simplicity of American tools versus the integrated precision of European systems—set different limits on accuracy, speed, and efficiency.
Your decision should therefore be guided by Total Value of Ownership (TVO) rather than initial price, viewing tooling as a profit-generating asset. True success requires a systems-thinking approach, ensuring seamless integration between your tooling, press brake, and operational workflows to maximize your return on investment.
The future of bending lies in intelligent, data-driven automation. At ADH, we are at the forefront of this revolution. Our team of experts is ready to help you navigate these complex decisions, from conducting a TVO analysis on your current operations to designing a fully integrated tooling solution tailored to your specific needs. For a comprehensive look at our innovative offerings, we invite you to download our Brochures.
Ready to transform your bending process from a cost center into a competitive advantage? Contact us today to schedule a consultation with one of our tooling specialists.















