I. Introduction
In the arena of precision manufacturing, laser cutting is a decisive battleground that determines both production efficiency and ultimate profitability. Yet most enterprises, upon entering this field, find themselves trapped in an “impossible triangle” formed by speed, quality, and cost—each constraining the others, seemingly never achievable in perfect balance. The mission of this guide is to break through that impasse using rigorous data and deep industry insight, transforming what appears to be an unsolvable paradox into a clear, quantifiable return-on-investment (ROI) equation.
1.1 The Core Challenge: Why 90% of Procurement Decisions Suffer from “Power Anxiety”
“Should I go with 6kW or 12kW?” “How long will it take to recover the cost of a 15kW system?”—behind such questions lies a widespread industry sentiment: power anxiety.
This anxiety stems from a common yet misleading assumption: Power = Speed = Efficiency = Profit. Such linear thinking has turned 90% of purchasing decisions into an arms race, blindly chasing ever-higher power ratings. The reality, however, is far more nuanced. While higher power can deliver dramatic cutting speed improvements on thicker plates, it also entails exponentially higher upfront investment, electrical consumption, gas costs, and stricter maintenance demands.
If your core business focuses on processing sheets below 10mm, a 12kW “powerhouse” may spend most of its life underutilized—its high operating costs quietly eroding profitability. In contrast, a well-tuned 6kW system might represent the true “sweet spot” for balancing cost and efficiency. At its core, “power anxiety” reflects a lack of decision-making data and an oversight of total cost of ownership (TCO). It pushes companies to pay a steep opportunity cost for performance they rarely need.
1.2 Our Commitment: From Rough Estimation to Data-Driven, Precision Investment
This guide rejects vague approximations like “roughly,” “probably,” or “about right.” Instead, it presents an unprecedented, authoritative dataset covering the entire power range of Raycus lasers from 1000W to 15000W, based on empirical testing.
You will no longer rely on sales talk or fragmented information. Instead, you’ll step into a new dimension of evidence-based decision-making:
- Precise Quantification: Access exact cutting speed parameters (m/min) across various metals—carbon steel, stainless steel, aluminum—and thickness levels.
- Cost Modeling: Learn to calculate the true cost per meter of cut, factoring in electricity, gas, nozzles, lenses, and every other variable expense.
- Efficiency Comparison: Visually compare how equipment of different power levels perform on your core processing tasks—evaluating both efficiency and payback period.
Our goal is to empower you to move from being a passive equipment purchaser to a strategic decision-maker who actively controls production costs and accurately forecasts ROI.
1.3 Why Focus on Raycus? An Inside Look at a Market Leader’s Technical Strength and Value Advantage
When it comes to fiber lasers, Raycus is a name that cannot be ignored. Our choice to make it the core case study of this analysis is deliberate—grounded in its global leadership and exceptional value proposition.
- Technological Leadership: As the first Chinese company to industrialize and publicly list fiber laser production, Raycus consistently invests about 10% of its annual revenue in R&D. Its deep expertise in anti-high-reflection cutting, beam mode control, and ultra-high-power stability ensures reliable performance even on challenging materials like copper and aluminum.
- Market-Proven Reliability: A vast market share stands as the ultimate stress test. From small workshops to large automobile plants, Raycus lasers have run around the clock across tens of thousands of production lines worldwide, earning an industry-wide reputation for durability and stability.
- Outstanding Cost Efficiency: Thanks to fully vertically integrated production—from optical components to complete systems—Raycus combines world-class technology with highly competitive pricing. This democratizes access to peak production efficiency, enabling more enterprises to power growth through rational investment.
To focus on Raycus is to focus on the market’s mainstream choice—its performance data are representative, and its cost models closely reflect real-world business conditions.
1.4 [Value Dimension Upgrade] Beyond Speed: The Four Pillars of Laser Investment ROI
Speed is only the tip of the iceberg. A successful laser investment’s ROI rests on four fundamental pillars. The following sections will build a full evaluation framework around them.
- Cutting Quality (Quality): More than aesthetics, this is economics. A smooth, burr-free, highly vertical cut eliminates or reduces the need for secondary finishing such as grinding or deburring—saving substantial labor and time costs while boosting hidden profit margins.
- Gas Consumption (Gas Cost): As the second-largest operating expense after electricity, the type and flow of assist gas directly impact daily costs. The cost difference between nitrogen, oxygen, and air cutting can surpass a factor of ten. We’ll demonstrate how to optimize gas strategies to save tens of thousands annually while preserving quality.
- Power Consumption (Energy Cost): Photoelectric conversion efficiency is the heartbeat of a laser. When combined with efficient chillers and air systems, it forms an energy-saving ecosystem. We’ll quantify the true power consumption across various power levels, clarifying your long-term energy expenditure.
- Maintenance Cycle (Uptime): Stable operation time is the lifeline of production. We’ll dissect the full maintenance structure—from routine servicing to core component replacement (e.g., protective and focus lenses)—showing how preventive maintenance minimizes unplanned downtime and ensures performance consistency.
Now, let’s begin—from the most critical dataset: cutting speed. Step by step, we’ll construct your customized, data-driven investment analysis system for laser cutting.
II. Fundamentals of Fiber Laser Cutting Machines
1. Cutting Principle
A fiber laser cutting machine utilizes a high-energy-density laser beam to heat, melt, or vaporize material, enabling high-precision cutting. Its core operating principles include the following stages:
(1) Laser Generation
Through fiber lasers, which use fibers doped with rare-earth elements (such as erbium or ytterbium) as the gain medium and semiconductor pump sources for excitation, a high-intensity, highly coherent laser beam is generated.
(2) Energy Transmission
Unlike traditional CO₂ lasers, fiber lasers transmit the laser beam directly to the cutting head via flexible optical fibers. This results in a simpler, more stable optical path with virtually no maintenance required.
(3) Laser Focusing and Cutting
The laser beam is focused through a lens into a tiny, high-energy-density spot that strikes the surface of the material, instantly melting or vaporizing the local area. Simultaneously, high-pressure assist gases (such as oxygen, nitrogen, or air) blow away molten material and debris, forming a clean cut.
(4) CNC and Automation
A computer numerical control (CNC) system precisely directs the movement of the cutting head, enabling automatic cutting of any shape or complex structure.
2. Key Components
| Component | Primary Function |
|---|---|
| Fiber Laser | Generates high-energy laser beam; determines cutting capability and efficiency |
| Cutting Head | Focuses and guides the laser; adjusts nozzle/height; directly affects cut quality |
| Control System | Controls movement and power; defines operational accuracy and automation |
| Machine Structure | Ensures overall stability and precision |
| Servo Motors | Provides high-precision motion control |
| Optical Elements | Transmit and focus laser; protect the optical path |
| Cooling System | Maintains temperature stability; extends equipment lifespan |
| Assist Gas System | Helps with cutting, slag removal, and cooling |
| Cutting Bed | Supports materials; impacts cutting efficiency and product quality |
| Safety Devices | Protect operators and equipment |
The fiber laser is often referred to as the "heart" of a fiber laser cutting machine—serving as the core energy source. Its output power, beam quality, and stability directly determine critical indicators such as cutting speed, maximum cutting thickness, and edge quality, making it the decisive factor in the overall performance of the equipment. All the power and precision in laser cutting originate from the laser itself; other components like the cutting head and control system are designed around and operate in support of the laser.
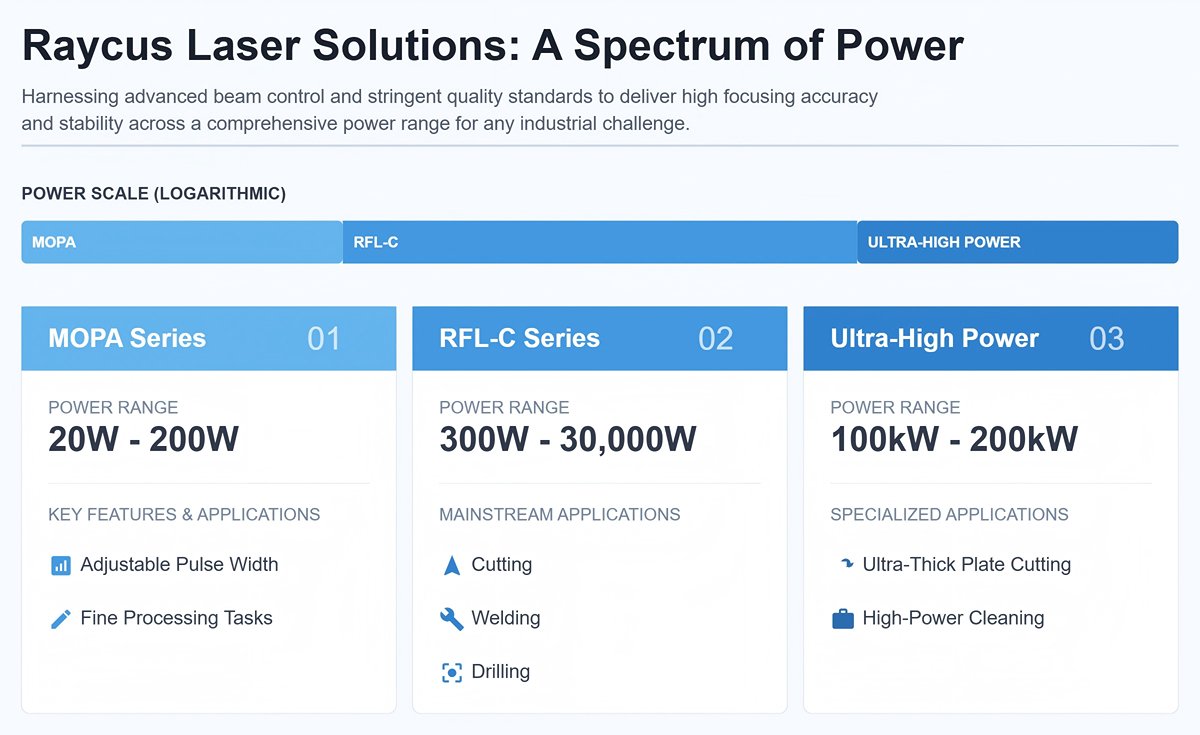
Raycus ensures high focusing accuracy and stability through advanced beam control techniques and stringent quality standards. Their lasers cover an exceptionally wide power range suitable for various industrial scenarios:
- MOPA Series: Power from 20W to 200W, with adjustable pulse width, ideal for fine processing tasks.
- RFL-C Series: Power from 300W to 30,000W, widely used for mainstream applications such as cutting, welding, and drilling.
- Ultra-High Power Series: Power from 100,000W to 200,000W, specifically designed for ultra-thick plate cutting and high-power cleaning.
For more detailed information on the components of laser cutting machines, please refer to How Laser Cutting Machine Work.
Ⅲ. Raycus Laser
1. Power Range and Scalability
Raycus Laser demonstrates impressive technical strength and market adaptability through its extensive power coverage.
(1) Broad Power Spectrum
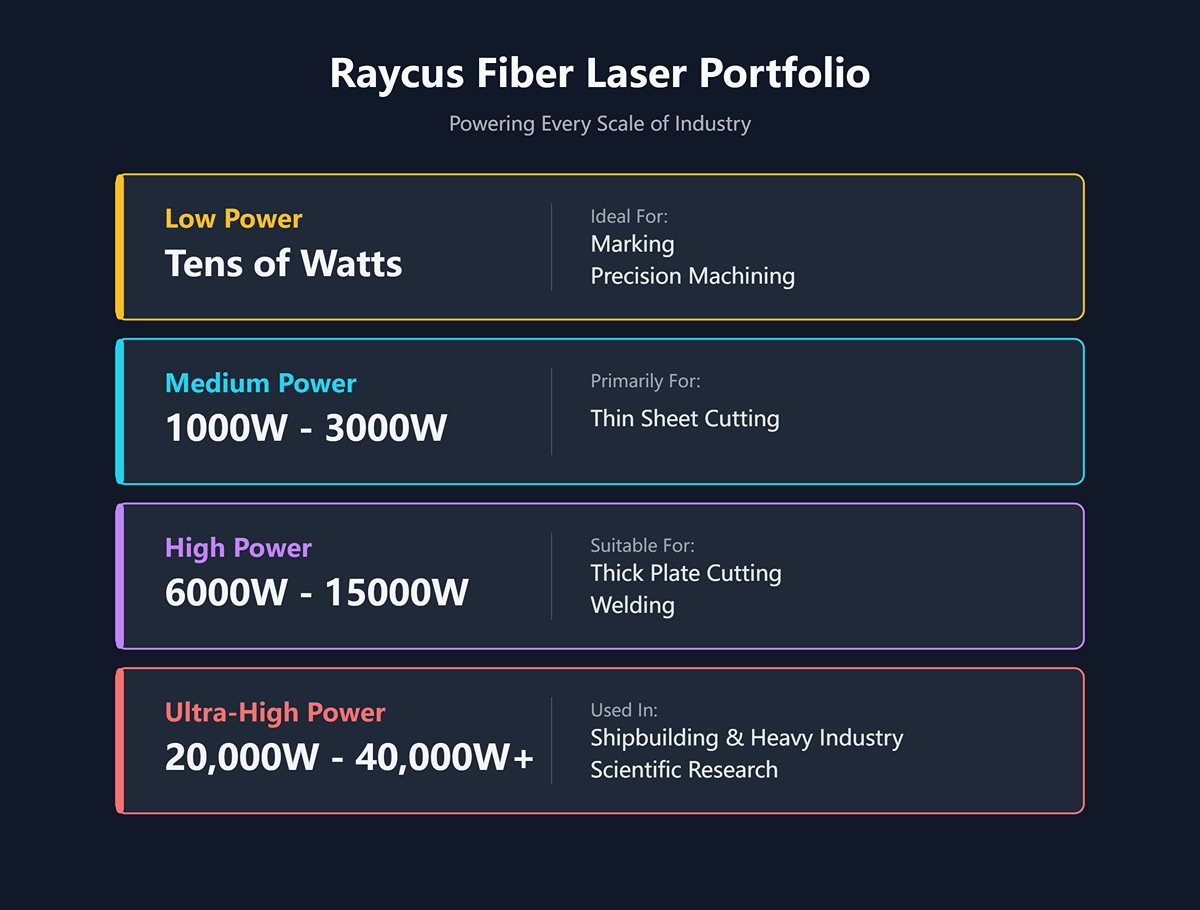
Raycus offers a full range of fiber lasers, spanning from low-power models (tens of watts, ideal for marking and precision machining), to medium-power lasers (1000W-3000W, primarily for thin sheet cutting), high-power variants (6000W-15000W, suitable for thick plate cutting and welding), and even ultra-high-power systems (20,000W-40,000W and beyond, used in industries such as shipbuilding, heavy industry, and scientific research). This comprehensive product portfolio enables Raycus to meet the diverse needs of various industries and applications, ensuring that both small workshops and large-scale heavy industry enterprises can find the right solution.
(2) Outstanding Scalability
The realization of high-power lasers largely depends on the scalability of their technical architecture. Raycus adopts a "multi-single-mode module beam combining" strategy. This means their high-power lasers are assembled by combining multiple independent, standardized medium-power modules (for example, each module provides 2kW or 3kW) using fiber beam combiners. The advantages of this architecture are as follows:
| Advantages | Core Value and Benefits |
|---|---|
| Rapid Launch of High-Power Products | Higher power products can be quickly launched by increasing the number of modules, significantly shortening the R&D cycle. |
| Excellent Cost Control | Modular production brings economies of scale, reducing unit manufacturing costs and maintaining product price competitiveness. |
| Extremely High System Reliability | The failure of a single module does not affect the overall system, allowing equipment to operate in a degraded mode, strongly ensuring production continuity. |
2. Photoelectric Conversion Efficiency and Its Impact on Operating Costs
Photoelectric conversion efficiency is one of the core indicators of laser performance and directly affects the user’s long-term operating expenses.
Raycus lasers, particularly their high-power series, generally achieve photoelectric conversion efficiencies exceeding 35%, with some flagship models reaching over 40%. This level is on par with internationally leading brands such as IPG.
(1) Efficiency of Single-Module Lasers
In the high-power segment, Raycus’s single-module technology demonstrates superior efficiency. For instance, their 12kW single-module continuous wave (CW) fiber laser, powered by next-generation high-brightness fiber technology, boasts a photoelectric conversion efficiency clearly marked above 40%—the highest value among publicly available data today.
(2) Efficiency of Multi-Module Lasers
Multi-module lasers, a mature solution for achieving ultra-high power output, also maintain high efficiency. For example, their 20kW multi-module laser attains a photoelectric conversion efficiency of approximately 35% when operating at full power.
(3) Direct Impact on Operating Costs:
1) Reduced Electricity Costs: High efficiency means less electrical energy is wasted as heat. For companies operating around the clock, this translates into annual savings of tens of thousands of yuan in electricity bills.
2) Lower Cooling System Load: Less waste heat reduces the demands on the cooling system. This not only allows for the use of lower-capacity, more cost-effective chillers, but also means the chillers themselves consume less electricity, further cutting operational costs.
3. Beam Quality, Power Stability, and Anti-High-Reflection Technology
These three metrics collectively determine the processing quality, stability, and application range of the laser.
(1) Beam Quality
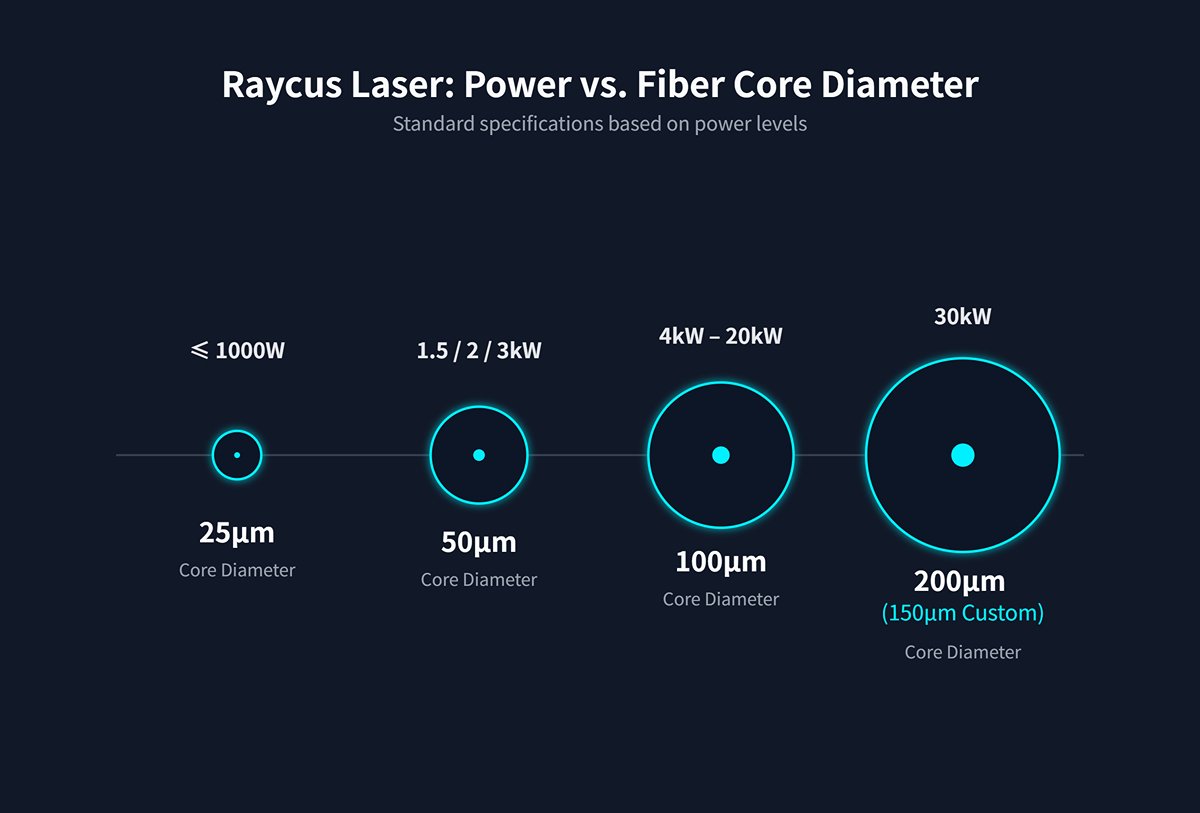
The beam quality of a laser is closely linked to the core diameter of its output fiber. Under the same conditions, a smaller core yields better beam quality, higher power density, and greater penetration capability.
Raycus lasers are equipped with standard fiber core sizes according to their power levels as follows:
- 1000W and below: Standard core diameter is 25μm.
- 1500W / 2000W / 3000W: Standard core diameter is 50μm.
- 4kW – 20kW: Standard core diameter is 100μm.
- 30kW: Standard core diameter is 200μm, with a 150μm customizable option.
(2) Power Stability
This refers to the fluctuation range of output power during prolonged operation. Raycus lasers typically maintain power stability within ±1% to ±2%. Such high stability guarantees consistent processing results, eliminating issues like irregular cut surfaces or uneven weld depths caused by power fluctuations—crucial for large-scale, high-quality industrial manufacturing.
(3) Anti-High-Reflection Technology
When processing highly reflective materials like copper, aluminum, or brass, a significant amount of reflected light can return to the laser and potentially damage core components. Raycus has developed mature anti-high-reflection technology.
Their lasers integrate multi-stage optical isolators and reflection detection/protection systems. If excessive reflected light is detected, the system instantly responds by adjusting power output or shutting down the laser, effectively safeguarding the laser source. The maturity of this technology enables Raycus lasers to safely and reliably process a wide range of highly reflective materials, greatly expanding their applications in industries such as new energy and hardware manufacturing.
4. Technological Innovation
Raycus not only competes on traditional performance metrics but also drives application-oriented technological innovation.
(1) Advanced Cooling Technology
Beyond optimizing photoelectric conversion efficiency at the source to reduce heat, Raycus has thoroughly enhanced its internal thermal management system. With precise fluid simulation design, the internal water-cooling channels of each module are optimized to ensure rapid and even heat dissipation at high power densities. The intelligent temperature control system precisely regulates the temperature of each section, ensuring stable operation in various environmental conditions and under different workloads, thereby extending the laser’s service life.
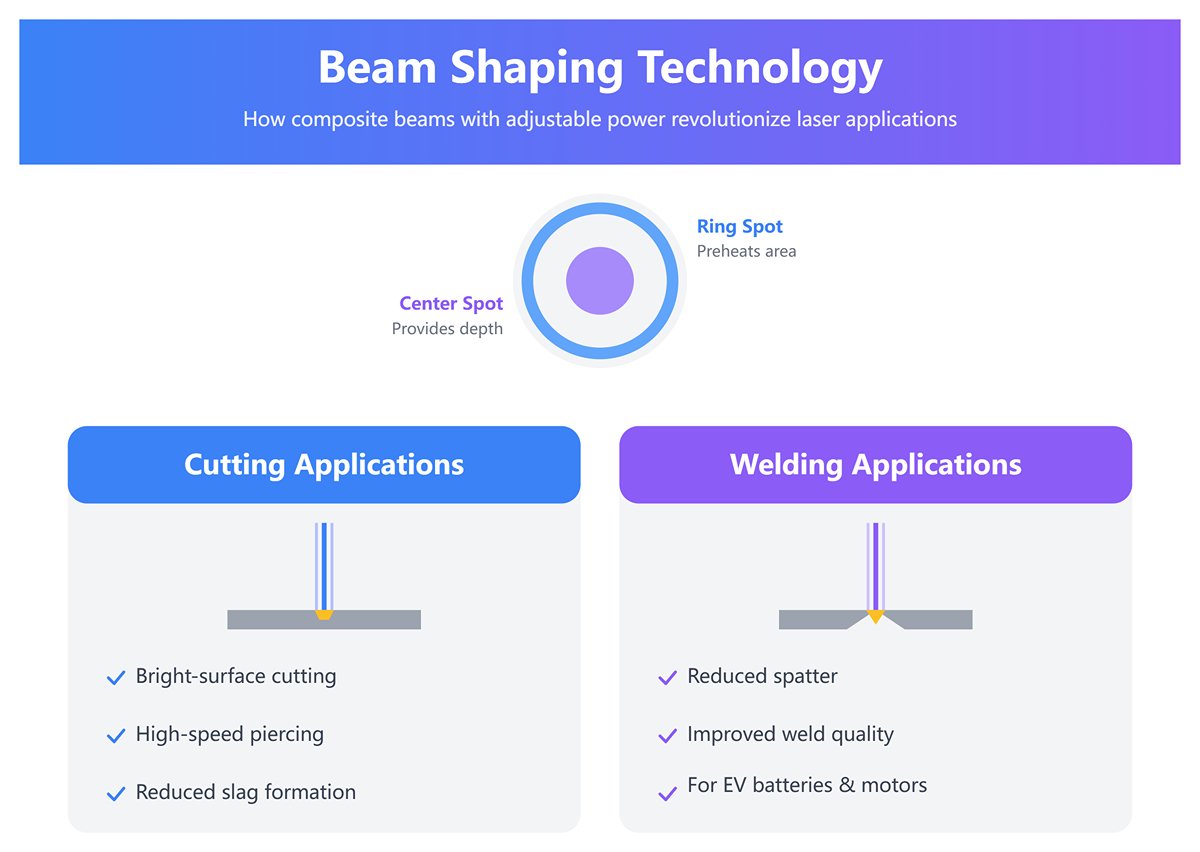
(2) Beam Shaping Technology
Beam shaping represents a key direction in current laser technology development. Raycus has introduced lasers featuring adjustable spot technology, capable of delivering a composite beam with both a central spot and a ring-shaped spot. The power of the center and ring spots can be independently controlled.
1) In cutting applications: This enables bright-surface cutting of thick plates, high-speed piercing, and reduced slag formation.
2) In welding applications: The ring spot can preheat the welding area while the central spot achieves the required weld depth, effectively reducing spatter and improving weld formation quality. This is especially beneficial for precision welding in fields such as new energy vehicle batteries and motors.
Ⅳ. Analysis of Fiber Laser Cutting Speed
1. Main Factors Affecting Fiber Laser Cutting Speed
(1) Laser Power
Laser power is one of the key factors influencing cutting speed. Higher power yields a greater energy density in the laser beam, resulting in faster cutting speeds and the ability to cut through thicker materials. However, excessive power can overheat or burn the material, negatively impacting the quality of the cut.
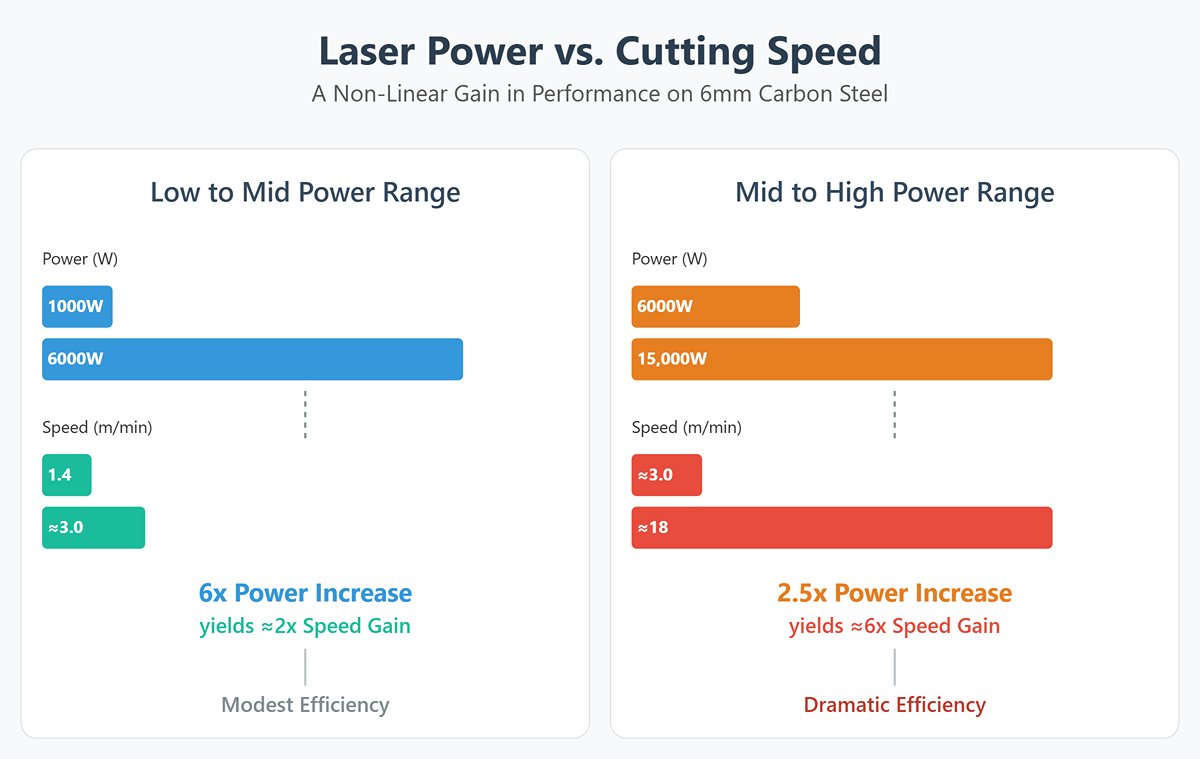
As laser power increases, cutting speed grows dramatically in a nonlinear fashion. Doubling the power can more than double the speed, especially when moving into higher power ranges. For example, when cutting 6mm thick carbon steel, increasing the power from 1000W to 6000W (a sixfold increase) raises the speed from 1.4 meters per minute to 2.7–3.2 meters per minute (roughly a twofold increase). However, boosting the power from 6000W to 15,000W (a 2.5-fold increase) accelerates the speed to 17–19 meters per minute, representing a sixfold improvement in performance.
This phenomenon indicates that higher power levels do more than simply add energy—they fundamentally alter the physical characteristics of the cutting process. At greater power densities, material vaporizes more efficiently, and the plasma generated in the kerf can be managed more effectively, significantly increasing the ejection speed of molten material.
(2) Focal Length
Focal length determines the diameter of the focused laser beam and its energy density. A shorter focal length produces a smaller spot size, increasing energy density and cutting speed, but comes with a shorter depth of focus and higher demands on equipment stability. A longer focal length is better suited for cutting thicker materials, though cutting speed may be somewhat reduced.
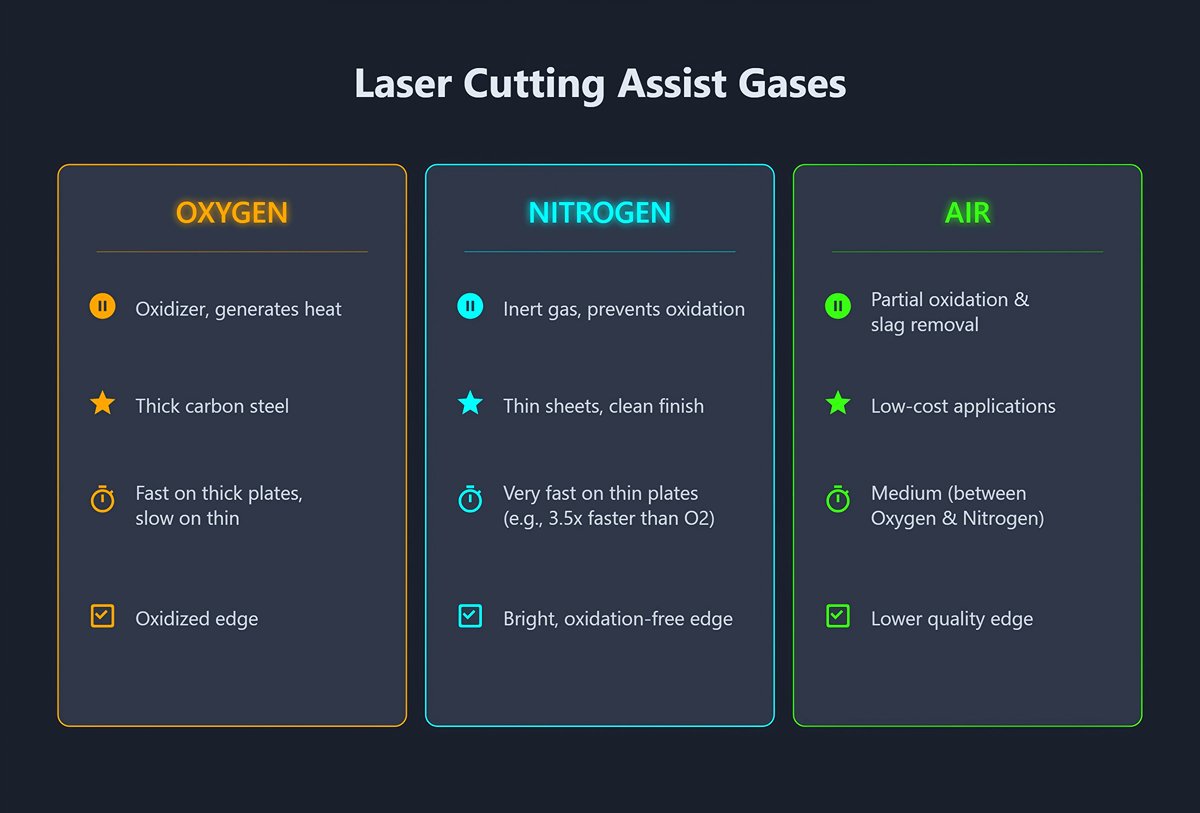
(3) Assist Gas
The type, pressure, and purity of assist gas significantly impact the cutting result. Common assist gases include oxygen, compressed air, and nitrogen.
1)Assist gas type
2) Assist Gas Pressure
If the pressure is too low, molten metal cannot be completely or promptly blown away from the cut, resulting in slag accumulation at the bottom of the cut and, in severe cases, the inability to cut through the material.
While higher pressure can enhance the removal force, it may also introduce negative effects. Excessive pressure can overcool the cutting area, especially during oxygen cutting, where it may reduce the combustion-supporting effect and thus lower the cutting speed. Furthermore, too much pressure can cause turbulent airflow, leading to a wider kerf, rougher cut surfaces, and unnecessary increases in gas consumption.
3) Assist Gas Purity
Gas purity is crucial for maintaining process stability and achieving high-quality cuts, yet it is often overlooked.
Impurities in oxygen, such as moisture or oil, can weaken its exothermic reaction with metal, reducing the energy available for cutting and directly impacting the maximum cutting speed and thickness.
For nitrogen cutting where an oxide-free surface is required, purity is even more critical. Even trace amounts of oxygen or moisture can cause minor oxidation along the cut edge, resulting in loss of the bright metallic finish and negatively affecting subsequent welding quality and product appearance.
In industrial practice, gases used for high-quality laser cutting typically require a purity of at least 99.95%, and often 99.99% or higher. Ensuring the entire gas delivery system—from the source to the cutting head—is clean and properly sealed is essential to maintaining this level of purity.
(4) Nozzle-to-Workpiece Distance
The distance between the nozzle and the workpiece affects the effectiveness of assist gas delivery and slag removal. If the distance is too great, gas kinetic energy is wasted, reducing cutting efficiency; if too close, molten slag may splash, impacting cut quality.
(5) Material Properties
Material type, thickness, surface reflectivity, and thermal conductivity all influence cutting speed. For example, highly reflective materials require higher laser power to achieve effective cutting.
2. Raycus-Specific Cutting Speed Data
(1) Raycus/Carbon Steel/1000W–4000W
Carbon steel is one of the most commonly used materials in manufacturing workshops. When cutting thicker sections, oxygen (O₂) is typically used as the assist gas, facilitating the cutting process through exothermic reactions that enhance both cutting speed and maximum thickness.
For thinner sheets (less than 3mm), nitrogen (N₂) or compressed air can be used for faster, cleaner cuts, though this approach demands higher laser power. The table below provides detailed information on these parameters:
| Material | Thickness (mm) | Speed (1000W) (m/min) | Speed (1500W) (m/min) | Speed (2000W) (m/min) | Speed (3000W) (m/min) | Speed (4000W) (m/min) |
| Carbon Steel (O2/N2/Air) | 1 | 5.5/10 | 6.7/20 | 7.3/25 | 10/35 | 28-35 |
| 2 | 4 | 5 | 5.2/9 | 5.5/20 | 12-15 | |
| 3 | 3 | 3.6 | 4.2 | 4 | 4-4.5 (1.8KW) / 8-12 | |
| 4 | 2.3 | 2.5 | 3 | 3.5 | 3-3.5 (2.4KW) | |
| 5 | 1.8 | 1.8 | 2.2 | 3.2 | 2.5-3 (2.4KW) | |
| 6 | 1.4 | 1.5 | 1.8 | 2.7 | 2.5-2.8 (3KW) | |
| 8 | 1.1 | 1.2 | 1.3 | 2.2 | 2-2.3 (3.6KW) | |
| 10 | 0.8 | 1 | 1.1 | 1.5 | 1.8-2 (4KW) | |
| 12 | - | 0.8 | 0.9 | 1 | 1-1.2 (1.8-2.2KW) | |
| 14 | - | 0.65 | 0.8 | 0.9 | 0.9-1 (1.8-2.2KW) | |
| 16 | - | 0.5 | 0.7 | 0.75 | 0.7-0.9 (2.2-2.6KW) | |
| 18 | - | - | 0.5 | 0.65 | 0.6-0.7 (2.2-2.6KW) | |
| 20 | - | - | 0.4 | 0.6 | 0.55-0.65 (2.2-2.6KW) | |
| 22 | - | - | - | 0.55 | 0.5-0.6 (2.2-2.8KW) | |
| 25 | - | - | - | - | 0.5 (2.4-3KW) |
(2)Raycus/Carbon Steel/6000W-15000W
| Material | Thickness (mm) | 6000W Speed (m/min) | 8000W Speed (m/min) | 10000W Speed (m/min) | 12000W Speed (m/min) | 15000W Speed (m/min) |
| Carbon Steel (O2/N2/Air) | 1 | 30-45 | 35-45 | 40-45 | 50-60 | 50-60 |
| 2 | 20-25 | 30-35 | 35-40 | 40-45 | 45-48 | |
| 3 | 3.5-4.2 (2.4KW) | 20-25 (12-14) | 25-30 | 30-35 | 30-38 | |
| 4 | 3.3-3.8 (2.4KW) | 15-18 (7-8) | 18-20 | 20-26 | 26-29 | |
| 5 | 3-3.6 (3KW) | 10-12 (5-6) | 13-15 | 15-18 | 20-23 | |
| 6 | 2.7-3.2 (3.3KW) | 8-9 (4.5-5) | 10-12 | 10-13 | 17-19 | |
| 8 | 2.2-2.5 (4.2KW) | 2.3-2.5 (4KW) | 7-8 (5-5.5) | 7-10 | 10-12 | |
| 10 | 2.0-2.3 (5.5KW) | 2.3 (6KW) | 2-2.3 (6KW) | 2-2.3 (6KW) | 2-2.3 (6KW) | |
| 12 | 1.9-2.1 (6KW) | 1.8-2 (7.5KW) | 1.8-2 (7.5KW) | 1.8-2 (7.5KW) | 1.8-2 (7.5KW) | |
| 14 | 1.4-1.7 (6KW) | 1.6-1.8 (8KW) | 1.6-1.8 (8.5KW) | 1.6-1.8 (8.5KW) | 1.6-1.8 (8.5KW) | |
| 16 | 1.2-1.4 (6KW) | 1.4-1.6 (8KW) | 1.4-1.6 (9.5KW) | 1.5-1.6 (9.5KW) | 1.5-1.6 (9.5KW) | |
| 18 | 0.8 (6KW) | 1.2-1.4 (8KW) | 1.3-1.5 (9.5KW) | 1.4-1.5 (10KW) | 1.4-1.5 (10KW) | |
| 20 | 0.6-0.7 (6KW) | 1-1.2 (8KW) | 1.2-1.4 (10KW) | 1.3-1.4 (12KW) | 1.3-1.4 (12KW) | |
| 22 | 0.5-0.6 (6KW) | 0.6-0.65 (8KW) | 1.0-1.2 (10KW) | 1-1.2 (12KW) | 1.2-1.3 (15KW) | |
| 25 | 0.4-0.5 (6KW) | 0.3-0.45 (8KW) | 0.5-0.65 (10KW) | 0.8-1 (12KW) | 1.2-1.3 (15KW) | |
| 30 | - | 0.2-0.25 (8KW) | 0.3-0.35 (10KW) | 0.7-0.8 (12KW) | 0.75-0.85 (15KW) | |
| 40 | - | 0.1-0.15 (8KW) | 0.2 (10KW) | 0.25-0.3 (12KW) | 0.3-0.35 (15KW) | |
| 50 | - | - | - | - | 0.2-0.25 (15KW) | |
| 60 | - | - | - | - | 0.18-0.2 (15KW) |
(3) Raycus/Stainless Steel/1000W-4000W
When cutting stainless steel, high-pressure nitrogen (N2) is typically used as the standard assist gas. This effectively prevents oxidation and produces clean, bright cut edges that are easy to weld directly. For thin sheets where edge quality is not a top priority, compressed air serves as a cost-effective and viable alternative. As the power of modern laser equipment continues to increase, the practicality of air cutting is also improving. Please refer to the table below for specific data:

| Material | Power | 1000W | 1500W | 2000W | 3000W | 4000W |
| stainless steel(N2) | Thickness | Speed | Speed | Speed | Speed | Speed |
| (mm) | (m/min) | (m/min) | (m/min) | (m/min) | (m/min) | |
| 1 | 13 | 20 | 28 | 28-35 | 30-40 | |
| 2 | 6 | 7 | 10 | 18-24 | 15-20 | |
| 3 | 3 | 4.5 | 5 | 7-10 | 10-12 | |
| 4 | 1 | 3 | 3 | 5-6.5 | 6-7 | |
| 5 | 0.6 | 1.5 | 2 | 3-3.6 | 4-4.5 | |
| 6 | - | 0.8 | 1.5 | 2-2.7 | 3-3.5 | |
| 8 | - | - | 0.6 | 1-1.2 | 1.5-1.8 | |
| 10 | - | - | - | 0.5-0.6 | 1-1.2 | |
| 12 | - | - | - | - | 0.8 |
(4)Raycus/Stainless Steel/6000W-15000W
| Material | Power | 6000W | 8000W | 10000W | 12000W | 15000W |
| Thickness | Speed | Speed | Speed | Speed | Speed | |
| (mm) | (m/min) | (m/min) | (m/min) | (m/min) | (m/min) | |
| stainless steel(N2) | 1 | 30-45 | 40-50 | 45-50 | 50-60 | 50-60 |
| 2 | 25-30 | 30-35 | 35-40 | 40-45 | 45-50 | |
| 3 | 15-18 | 20-24 | 25-30 | 30-35 | 35-38 | |
| 4 | 10-12 | 12-15 | 18-20 | 23-27 | 25-29 | |
| 5 | 7-8 | 9-10 | 12-15 | 15-18 | 18-22 | |
| 6 | 4.5-5 | 7-8 | 8-9 | 13-15 | 15-18 | |
| 8 | 3.5-3.8 | 4-5 | 5-6 | 8-10 | 10-12 | |
| 10 | 1.5-2 | 3-3.5 | 3.5-4 | 6.5-7.5 | 8-9 | |
| 12 | 1-1.2 | 2-2.5 | 2.5-3 | 5-5.5 | 6-7 | |
| 16 | 0.5-0.6 | 1-1.5 | 1.6-2 | 2-2.3 | 2.9-3.1 | |
| 20 | 0.2-0.35 | 0.6-0.8 | 1-1.2 | 1.2-1.4 | 1.9-2.1 | |
| 22 | - | 0.4-0.6 | 0.7-0.9 | 0.9-1.2 | 1.5-1.7 | |
| 25 | - | 0.3-0.4 | 0.5-0.6 | 0.7-0.9 | 1.2-1.4 | |
| 30 | - | 0.15-0.2 | 0.25 | 0.25-0.3 | 0.8-1 | |
| 35 | - | - | 0.15 | 0.2-0.25 | 0.6-0.8 | |
| 40 | - | - | - | 0.15-0.2 | 0.4-0.5 | |
| 45 | - | - | - | - | 0.2-0.4 |
(5)Raycus/Aluminum/1000W-4000W
Aluminum’s high reflectivity and excellent thermal conductivity make it a challenging material to cut. Achieving and maintaining the cutting process requires a high laser power density. Nitrogen (N2) is used as an assist gas to prevent oxidation and ensure a clean cut surface. The cutting speeds are detailed in the table below:

| Material | Power | 1000W | 1500W | 2000W | 3000W | 4000W |
| Thickness | Speed | Speed | Speed | Speed | Speed | |
| (mm) | (m/min) | (m/min) | (m/min) | (m/min) | (m/min) | |
| Aluminum (N2) | 1 | 10 | 20 | 20 | 25-30 | 25-30 |
| 2 | 5 | 6 | 10 | 15-18 | 16-20 | |
| 3 | 1.5 | 2.5 | 4 | 7-8 | 10-13 | |
| 4 | - | 0.8 | 1.5 | 5-6 | 6-7 | |
| 5 | - | - | 0.9 | 2.5-3 | 4-5 | |
| 6 | - | - | 1.5 | 1.5-2 | 2.5-3 | |
| 8 | - | - | 0.6 | 0.6-0.7 | 1-1.3 | |
| 10 | - | - | - | - | 0.8 |
(6)Raycus/Aluminum/6000W-15000W
| Material | Power | 6000W | 8000W | 10000W | 12000W | 15000W |
| Thickness | Speed | Speed | Speed | Speed | Speed | |
| (mm) | (m/min) | (m/min) | (m/min) | (m/min) | (m/min) | |
| Aluminum(N2) | 1 | 35-45 | 40-45 | 45-50 | 45-50 | 48-52 |
| 2 | 20-25 | 25-30 | 25-30 | 30-35 | 35-38 | |
| 3 | 14-16 | 22-25 | 20-25 | 20-25 | 25-27 | |
| 4 | 8-10 | 12-15 | 18-20 | 18-20 | 20-22 | |
| 5 | 5-6 | 8-10 | 14-16 | 14-16 | 15-17 | |
| 6 | 3.5-4 | 6-7 | 8-9 | 10-12 | 12-14 | |
| 8 | 1.5-2 | 3.5-4 | 5-6 | 6-8 | 8-9 | |
| 10 | 1-1.2 | 2-2.5 | 4-4.5 | 4-6 | 5-7 | |
| 12 | 0.6-0.7 | 1.6-2 | 1.6-2 | 2-3 | 2.5-3.5 | |
| 14 | 0.4-0.6 | 1-1.2 | 1.2-1.5 | 1.5-2.5 | 2-3 | |
| 16 | 0.3-0.4 | 0.8-1 | 1-1.2 | 1.3-2 | 1.5-2.5 | |
| 20 | - | 0.5-0.6 | 0.6-0.8 | 0.8-1.2 | 0.8-1.2 | |
| 25 | - | 0.4-0.5 | 0.5-0.6 | 0.5-0.7 | 0.5-0.7 | |
| 30 | - | 0.2 | 0.25-0.45 | 0.4-0.5 | 0.4-0.5 | |
| 35 | - | - | 0.2-0.3 | 0.3-0.4 | 0.3-0.4 | |
| 40 | - | - | 0.15-0.2 | 0.25-0.3 | 0.25-0.3 | |
| 50 | - | - | - | - | 0.2-0.25 |
(7)Raycus/Brass/1000W-4000W
Due to their high reflectivity at a wavelength of 1.06 micrometers, brass and copper have long been considered among the most challenging metals to process with lasers. To achieve stable cutting of these materials, laser systems must possess robust back-reflection isolation capabilities to effectively prevent reflected laser light from damaging the source. For assist gases, nitrogen (N2) is required. Compared to steel, laser cutting of brass and copper is slower and supports a more limited range of thicknesses. The following are the relevant parameters for cutting brass with Raycus fiber lasers:
| Material | Power | 1000W | 1500W | 2000W | 3000W | 4000W |
| Thickness | Speed | Speed | Speed | Speed | Speed | |
| (mm) | (m/min) | (m/min) | (m/min) | (m/min) | (m/min) | |
| Brass(N2) | 1 | 9 | 15 | 18 | 20-28 | 25-28 |
| 2 | 2 | 5 | 8 | 10-15 | 12-15 | |
| 3 | 0.8 | 1.8 | 3 | 5-6 | 7-8 | |
| 4 | - | - | 1.3 | 2.5-3 | 4-5 | |
| 5 | - | - | 0.8 | 1.8-2.2 | 2.5-3 | |
| 6 | - | - | - | 0.8-1 | 2-2.5 | |
| 8 | - | - | - | - | 0.8-1 |
(8)Raycus/Brass/6000W-15000W
| Material | Power | 6000W | 8000W | 10000W | 12000W | 15000W |
| Thickness | Speed | Speed | Speed | Speed | Speed | |
| (mm) | (m/min) | (m/min) | (m/min) | (m/min) | (m/min) | |
| Brass(N2) | 1 | 30-40 | 30-40 | 35-40 | 35-45 | 38-40 |
| 2 | 18-20 | 25-27 | 22-27 | 30-35 | 32-37 | |
| 3 | 12-14 | 15-18 | 15-20 | 18-22 | 20-24 | |
| 4 | 8-9 | 10-11 | 12-15 | 15-18 | 16-19 | |
| 5 | 5-5.5 | 7-8 | 10-11 | 12-15 | 13-16 | |
| 6 | 3.2-3.8 | 6-6.5 | 6-7 | 8-10 | 9-11 | |
| 8 | 1.5-1.8 | 2.5-3 | 4-5 | 5-7 | 6-8 | |
| 10 | 0.8-1 | 1-1.5 | 3.5-4 | 4-5 | 5-6 | |
| 12 | 0.6-0.7 | 0.8-1 | 1.6-2 | 1.8-2 | 2-2.2 | |
| 15 | - | 0.7-0.8 | 0.7-0.9 | 0.8-1 | 1.3-1.4 | |
| 18 | - | - | - | - | 1-1.2 | |
| 20 | - | - | - | - | 0.6-0.7 |
If you're interested in learning more about the technical specifications of this equipment, we recommend checking out the latest Brochures for more detailed information.
Ⅴ. Strategic Power Selection Guide: Four Steps to Identify Your Ideal Laser Power
Selecting the right laser power is a strategic investment—it will profoundly influence your production efficiency, operating costs, and competitiveness over the coming years. By following this four-step method, you can build a data-driven decision model that precisely aligns with your business needs, turning procurement from a game of chance into a well-aimed, calculated strike.
5.1 Step One: Demand Profiling – Precisely Define Your Core Processing Matrix
Before considering power levels, you must clearly and quantitatively answer the following three questions to create your “processing demand profile”:
- What are your core materials? (e.g., 70% carbon steel, 30% stainless steel)
- What is your main thickness range? (e.g., 80% of production uses sheet below 6mm, while 20% occasionally requires cutting 16mm plate)
- What is your estimated monthly output? (e.g., processing 50 tons of steel per month or cutting 10,000 parts)
Insider Insight: Many companies focus on the thickest material they might ever cut, even though such jobs account for less than 5% of their total workload. Choosing a high-power laser solely to cover this 5% can leave 95% of everyday operations running inefficiently—like “using a racehorse to pull a cart.” The smarter strategy is to prioritize the best cost-performance for your 80% core production. For occasional thick-plate jobs, outsourcing often makes better financial sense.
5.2 Step Two: Efficiency Calculation – Determine Required Cutting Speed Based on Target Output
Convert your production goals into specific cutting speed requirements—let the data guide you.
- Calculate Total Cutting Length: Use CAD software to precisely measure the total contour length of typical parts.
- Set a Production Rhythm: Define how many parts must be completed per hour or per day.
- Back-calculate Required Speed:
- Required speed (m/min) = (Total cutting length per part (m) × Hourly output) / 60
- Consider Overall Efficiency: Keep in mind that real-world efficiency also accounts for loading/unloading, piercing, and machine acceleration/deceleration. Typically, actual efficiency (OEE – Overall Equipment Effectiveness) equals 60–80% of pure cutting time.
Compare the calculated required speed with the performance matrix from Section 2 to shortlist power levels capable of meeting your production targets.
5.3 Step Three: Quality Standards – Define Requirements for Cut Surface, Verticality, and Heat-Affected Zone
Cut quality directly determines product competitiveness and downstream processing costs. Establish your standards based on the final application of the parts.
| Quality Grade | Cut Surface Requirements | Verticality Requirements | Heat-Affected Zone (HAZ) | Typical Applications | Recommended Power Selection |
|---|---|---|---|---|---|
| Precision Grade | Bright, oxidation-free surface requiring no secondary treatment | Very high, tolerance <0.1mm | Minimal | Aerospace, precision instruments, high-end décor | Prefer higher power (e.g. 12kW+) combined with refined process settings for high-speed, high-quality results |
| Industrial Grade | Minor dross, acceptable for light grinding | Standard tolerance | Small HAZ permitted | Machinery manufacturing, steel structures, automotive parts | Choose a cost-effective power range that meets speed needs—6–8kW is ideal for medium and thick plates |
| Basic Grade | Oxidation and dross acceptable | Low precision requirement | No special HAZ control | Basic fabrication, non-appearance parts | Lower power (1–3kW) or oxygen cutting preferred for maximum cost efficiency |
Insider Insight: Verticality isn’t determined only by laser power—it’s also heavily influenced by the optical configuration (focal length) and focus position of the cutting head. Using a longer focal length head with slower cutting speeds can deliver better perpendicularity on thick plates than high-power, high-speed setups. So, if verticality is your top priority, don’t blindly chase speed.
5.4 Step Four: Cost Modeling – Assess Initial Investment and Total Cost of Ownership (TCO)
A sound investment decision should go beyond the initial equipment purchase price (CAPEX) and focus on the total cost of ownership (TCO) throughout its operational lifespan.
TCO = Initial Investment + (Electricity Cost + Gas Cost + Consumables + Maintenance Labor – Production Revenue) × Service Years
- Initial Investment (CAPEX): High-power systems are considerably more expensive. A 12kW machine may cost 1.5 times—or even more—than a 6kW model.
- Operating Costs (OPEX):
- Electricity: A 12kW laser consumes far more power at full load than a 6kW one. If most of your operations regularly require only 4kW of output, the extra capacity leads to unnecessary standby and cooling energy costs.
- Gas Consumption: Higher power means higher cutting speed and greater gas pressure/flow rate, significantly increasing gas usage.
- Maintenance and Consumables: Optical components (protective lenses, nozzles, ceramic rings) in high-power lasers endure heavier stress and wear more quickly, raising both replacement frequency and cost.

Insider Insight: You can easily build an Excel-based model to compare 6kW vs. 12kW systems—input pricing, expected production, material thickness distribution, and our performance data to simulate TCO over 3–5 years. You may be surprised: for operations focused on thin to medium plates, a costlier 12kW machine can end up with a higher five-year TCO than two 6kW units combined. The latter setup also offers greater flexibility and resilience—one machine can keep running while the other undergoes maintenance.
5.5 [Pitfall Alert] The “Power Redundancy” Trap – Why More Isn’t Always Better
“Power redundancy” refers to purchasing laser capacity far above daily operational needs—often to handle rare thick-plate jobs or to chase top theoretical cutting speeds. This is a frequent procurement misstep, and the hidden costs are far higher than you might expect.
- The efficiency trap at low load: High-power lasers suffer reduced photoelectric conversion efficiency when operating far below their rated output. For example, running a 12kW laser at just 3kW is less energy-efficient than using a native 3kW machine—meaning every watt of actual cutting power costs you more in electricity.
- A narrower process window: The intense energy density of a high-power laser can actually shrink the tuning range when cutting thin sheet metal. This demands greater operator skill, as even minor misadjustments can result in overheating, burn marks, or warping.
- Idle capital lock-in: The hundreds of thousands—or even millions—extra spent on an oversized laser could instead be invested in automated loading/unloading systems, superior dust extraction, or an additional low-power machine to boost production flexibility. Such investments often yield far better returns than raw power upgrades alone.
5.6 [Decision Tool] Power Selection Decision Tree: One chart to match you with the ideal power range
Based on your core processing mix and quality requirements, simply follow the chart to quickly identify the most suitable power range for your needs.
(This is a simplified example of a decision flowchart)
What is your primary material thickness?
- ≤ 6mm (thin sheet focus) → Go to 3.6.1
- 6mm - 20mm (medium-to-thick sheet focus) → Go to 3.6.2
- ≥ 20mm (thick plate / extreme fabrication) → Go to 3.6.3
5.6.1 1000W–3000W: The master of fine thin-sheet work and small-batch variety
- Core strengths: Low initial investment, ultra-low running costs (electricity and gas), small footprint, and flexible process tuning. Exceptional cost-performance and precision quality when cutting thin sheets under 3mm.
- Ideal for: Advertising signage, kitchen and bathroom fittings, enclosures and cabinets, and precision sheet metal workshops handling small batches of varied products.
- Not suited for: Operations with frequent medium-to-thick plate cutting or extremely high throughput demands.
3.6.2 4000W–8000W: The “all-round value champion” for medium-to-thick plate production
- Core strengths: The perfect all-rounder—capable of high-speed, high-quality thin-sheet cutting while delivering excellent efficiency and stable results on 6–20mm material. This is the most mainstream and widely adopted power range on the market today.
- Ideal for: Construction machinery, steel structures, automotive manufacturing, and most comprehensive sheet metal fabrication plants. Covers over 90% of processing needs, offering the optimal balance between capacity and cost.
- Selection tip: If you foresee expanding into thicker materials in the future, 6kW or 8kW models will give you greater business flexibility.
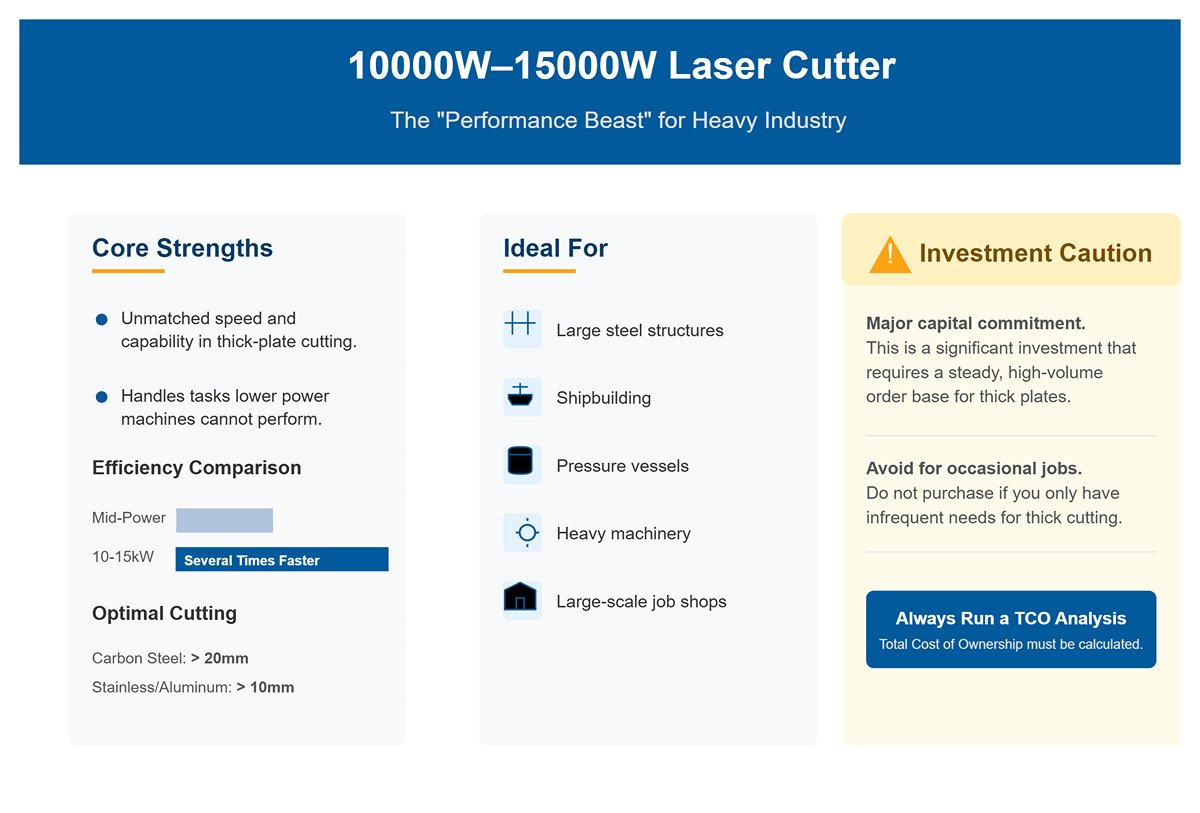
5.6.3 10000W–15000W: The “performance beast” for heavy manufacturing and extreme thick-plate cutting
Investment caution: This is a major capital commitment that only makes sense with a steady, high-volume thick-plate order base. Avoid buying for occasional thick-plate jobs. Always run a TCO analysis before deciding.
Core strengths: Unmatched speed and capability in thick-plate cutting. When processing carbon steel above 20mm or stainless steel/aluminum above 10mm, efficiency can be several times higher than mid-power machines—handling cutting tasks that lower powers simply cannot.
Ideal for: Large steel structures, shipbuilding, pressure vessels, heavy machinery manufacturing, and large-scale job shops chasing maximum throughput.
Ⅵ. In-depth ROI Analysis: How long until your equipment pays for itself?
Introducing an advanced laser cutting system into your production line is a significant capital investment. However, true decision-makers view this not as an expense, but as an investment. A successful investment is ultimately measured by its ability to deliver sustained, substantial, and predictable returns for the business. This section will break down the often vague concept of “payback” into a clear, actionable financial analysis framework—transforming “it seems cost-effective” into precise, quantifiable figures that allow you to confidently present the strategic value of this purchase in the boardroom.
6.1 Total Cost of Ownership (TCO) model: More than just the purchase price
Outstanding procurement decisions begin with looking beyond the sticker price. The Total Cost of Ownership (TCO) is the only accurate way to assess the real cost of equipment—it’s like a financial CT scan, revealing every cost element from purchase through operation to maintenance.
TCO = Fixed Costs + (Variable Costs + Labor & Maintenance Costs) × Service Life
6.1.1 Fixed costs: Equipment depreciation and facility expenses
These costs occur as a one-time outlay at purchase or are amortized over set periods, forming the foundation of the investment.
- Equipment purchase cost: This is not just the price of the laser cutting unit itself, but the total of an integrated system—covering an industrial-grade chiller, high-quality air compressor (with dryer and filters), dedicated voltage stabilizer, and efficient fume extraction system.
- Facility and infrastructure costs: Often underestimated “hidden costs.” These include reinforcing the shop floor to support the machine’s weight, upgrading high-voltage power supply and wiring, and installing ventilation and exhaust systems that meet environmental regulations.
- Software licensing and training: Includes purchasing or subscribing annually to advanced CAD/CAM nesting software (e.g., CypCut, SigmaNEST), as well as comprehensive operational and process training to ensure your team can maximize the equipment’s potential.
- Depreciation: Under standard accounting rules, equipment as a fixed asset loses value annually. Industrial-grade laser systems are typically depreciated over 5–10 years, making this a key metric for evaluating long-term investment value.
6.1.2 Variable costs: Electricity, gas consumption, consumables (lenses/nozzles)
These costs are directly tied to every minute of machine operation and are critical for determining daily operational efficiency and profit margins.
- Electricity: Laser cutters are power-hungry, and total consumption goes beyond the laser’s rated output. Total power consumption ≈ Laser power / electro-optical conversion efficiency + chiller power + machine and control system power + auxiliary equipment power. For example, a 6kW Raycus laser with ~40% efficiency typically consumes 50–60 kWh in total when running at full load.
- Gas consumption: This is usually the second-largest variable cost after electricity, with wide cost variations. Oxygen for cutting carbon steel is relatively cheap, but high-purity nitrogen for stainless steel or aluminum—needed to achieve a bright, clean finish—can cost over 10 times as much. Gas cost = hourly gas consumption (strongly influenced by nozzle size and gas pressure) × operating hours × gas unit price.
- Consumables: The “ammunition” of production—how you manage them directly affects cost and operational stability.
- Protective lenses: Their cleanliness directly impacts the safety of the cutting head. Depending on the material processed (e.g., zinc vapor from galvanized steel) and shop cleanliness, lifespan can drop from hundreds of hours to just a few dozen.
- Nozzles: These front-line components endure contact with molten slag and high-pressure gas, wearing out most frequently. Different nozzle sizes and types suit different cutting processes, making them a core consumable.
- Ceramic rings: Relatively durable, but as precision sensing parts, any impact or contamination can cause failure and downtime.
6.1.3 Labor and maintenance costs: Operation, programming, and preventive care
People are the most valuable asset in your production system, and also a major cost component.
- Operator and programmer wages: Includes salaries, benefits, and ongoing training for machine operators, loading/unloading staff, and process engineers responsible for CAD work, nesting, and process optimization.
- Preventive maintenance: The “insurance premium” for reliable operation. Covers labor hours for daily, weekly, and monthly upkeep, plus parts like lubricants and water filters.
- Repair costs and downtime losses: Any unscheduled stop carries two costs: direct expenses for parts and service, and the more damaging indirect losses from delayed orders, missed deadlines, or lost customers.
[Insider insight]: Always run a TCO analysis—you’ll likely discover a surprising truth: over a typical 5–7 year lifespan, total variable, labor, and maintenance costs often exceed the original purchase price. This means a machine with slightly higher upfront cost but better electro-optical efficiency, optimized gas usage, and easier maintenance (e.g., a Raycus laser with smart monitoring and diagnostics) may yield a significantly lower TCO than a “cheaper” alternative.
6.2 Payback period (ROI) calculation and industry benchmarks
The payback period is the most straightforward metric for knowing when your investment will “return to base.” It distills complex financial analysis into one powerful question: How long will it take?
Payback period (months) = Total initial investment / Monthly net profit
Where,
Monthly net profit = Monthly additional revenue (or cost savings) – Total monthly operating costs
- Total initial investment: The sum of all fixed costs detailed in section 5.1.1.
- Monthly additional revenue: If the equipment is used to increase production capacity, this figure represents the extra order revenue generated by the new machine.
- Monthly Cost Savings: When the equipment replaces older processes (such as plasma or flame cutting) or eliminates the need for outsourced processing, this figure represents the direct monthly expenses saved after replacement.
- Total Monthly Operating Cost: The sum of all variable expenses and labor-related maintenance costs incurred each month.
Industry Benchmark: For high-value, production-focused investments like laser cutting equipment, the generally accepted ideal payback period ranges between 18 and 36 months. If your calculations yield a period significantly shorter than 18 months, it signals a highly attractive “must-invest” opportunity. If it exceeds 36 months, exercise caution—reassess your alignment with business needs, cost model, and market outlook to identify potential investment risks.
6.3 [Case Studies] ROI in Action Across Different Industries
Theory must ultimately be tested in practice. The following three real-world cases from different industries vividly illustrate how ROI analysis can drive strategic decision-making.
6.3.1 Automotive Industry: How a 6kW Laser Paid for Itself in 18 Months
- Background: A supplier of automotive body panels and chassis reinforcements, working primarily with 1–4 mm cold-rolled and high-strength steel. In the past, to meet urgent delivery deadlines, the company had to outsource certain rush or thick-plate orders at high cost.
- Investment: Purchase of a well-balanced 6kW Raycus laser cutting machine, with total investment—including all supporting equipment—around RMB 1 million.
- Revenue Analysis (vs. Outsourcing):
- Eliminating Outsourcing Costs: By bringing all parts production in-house, the company saved approximately RMB 80,000 per month in outsourcing fees and logistics costs.
- Boosting Capacity and Flexibility: The 6kW machine’s high-speed cutting allowed the company to handle more complex rush orders, adding RMB 30,000 in monthly profit.
- Monthly Gross Return = RMB 80,000 + RMB 30,000 = RMB 110,000.
- Cost Analysis:
- With round-the-clock operation, including electricity, gas, consumables, and additional labor, total monthly operating costs came to about RMB 55,000.
- ROI Calculation:
- Monthly Net Return = RMB 110,000 – RMB 55,000 = RMB 55,000.
- Payback Period = RMB 1,000,000 / RMB 55,000 per month ≈ 18.2 months.
- Strategic Value: Beyond recovering its investment in a year and a half, the company gained full control over production and quality, improved its response time to OEMs by more than 48 hours, and built a new competitive barrier.
6.3.2 Sheet Metal Processing: How a 3kW Laser Cut Overall Operating Costs by 30%
- Background: A typical small-to-medium-sized sheet metal workshop specializing in custom enclosures and cabinets for various industries, working with over 90% 0.8–2 mm stainless and carbon steel sheets. Their equipment included an aging 1500W CO₂ laser.
- Investment: A strategic upgrade to a 3kW Raycus fiber laser to reduce costs and increase efficiency.
- Cost Savings Analysis (New vs. Old Equipment):
- Electricity Revolution: With a photoelectric conversion efficiency of ~40% compared to ~10% for CO₂ lasers, fiber lasers are four times more efficient. This alone saved about RMB 15,000 per month in electricity costs.
- Zero Maintenance Advantage: Fiber lasers feature an all-solid-state, maintenance-free design, eliminating the frequent gas refills, lens cleaning, and optical path adjustments required by CO₂ lasers. This saved about RMB 5,000 per month in maintenance labor and spare parts.
- Efficiency-Driven Savings: Cutting speeds improved nearly threefold, enabling an 8-hour shift to complete work that previously took two days. This significantly reduced per-unit labor and facility costs, lowering overall operating expenses by more than 30%.
- Strategic Value: In thin-sheet processing, replacing outdated equipment with a high-efficiency fiber laser is the most direct and effective way to cut costs and boost output. This “small investment” upgrade not only improved cash flow but also allowed the company to win more orders with lower prices and faster delivery times in a competitive market.
6.3.3 Heavy Machinery: How a 12kW Laser Cut Delivery Lead Times by 3 Days by Replacing Plasma Cutting
- Background: A heavy machinery manufacturer producing excavator and crane booms, requiring extensive cutting of 16–25 mm Q345B and other thick steel plates. The production line primarily used plasma cutting.
- Pain Point: While plasma cutting equipment is inexpensive, it delivers poor precision, large heat-affected zones, and heavy slag. All cut parts required a secondary processing stage—hours of manual grinding by a dedicated team—seriously slowing production flow.
- Investment: A strategic decision to purchase a 12kW high-power Raycus laser cutting machine.
- Value Analysis (Beyond Cost Savings):
- Process Revolution—Eliminating Secondary Processing: The 12kW laser produces smooth, high-verticality cuts on thick plates, with accuracy consistently within ±0.2 mm. Parts can go straight to robotic welding stations, eliminating grinding, deburring, and secondary machining.
- Time Is Money—Lead Time Reduced by 3 Days: Removing secondary processing dramatically shortens the production cycle. For a typical boom order, delivery lead time was cut by an average of three days.
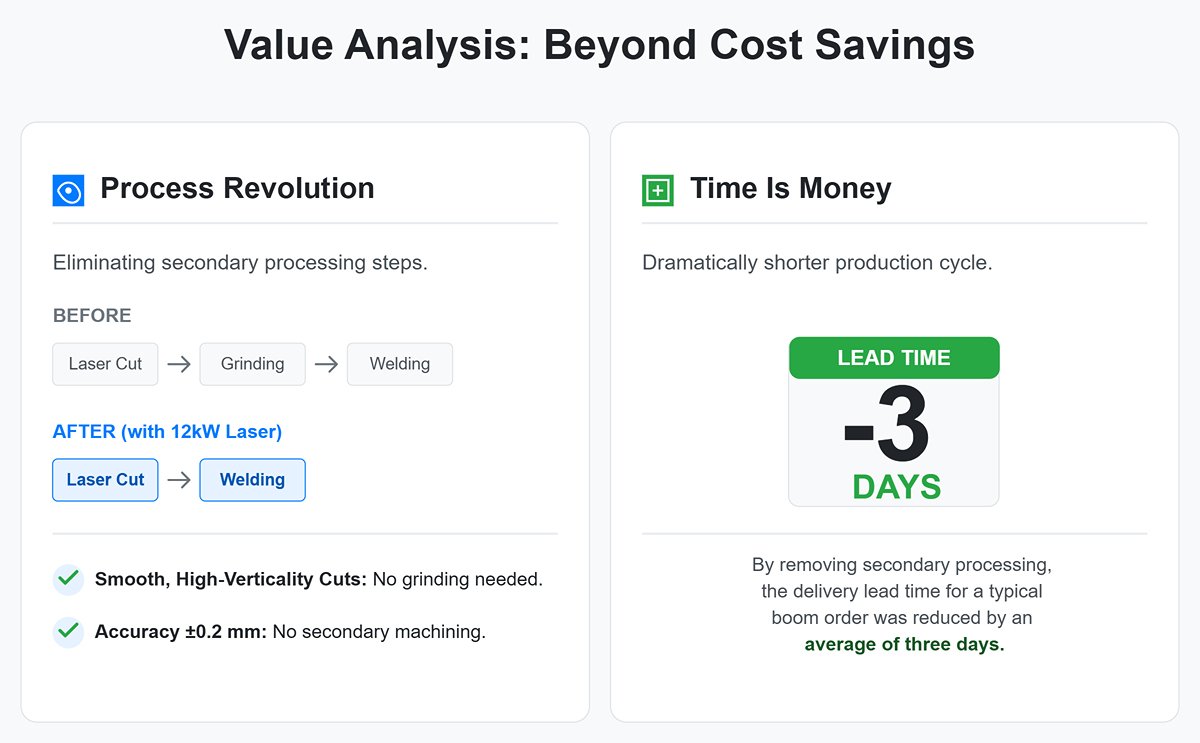
- [Little-Known Insight]: For this manufacturer, the CEO’s ROI focus went far beyond “how much we save on grinding wheels each month.” Shorter lead times translate into faster cash flow, higher customer satisfaction, and a decisive edge in bids by offering quicker delivery. This 12kW laser’s core value lies in its role as a strategic tool for reshaping production processes—helping the company build a competitive advantage in rapid, high-quality delivery that traditional cost models cannot fully capture.
Ⅶ. Equipment Maintenance & Lifespan Management: The Key to Sustained Cutting Performance
Integrating a brand-new laser cutting machine into your production line is like adding a flagship vessel to your fleet. Yet even the strongest flagship requires meticulous upkeep to navigate the stormy seas of the market and maintain peak performance. A one-time investment becomes an asset that demands long-term, disciplined management. Neglecting maintenance is effectively allowing your valuable investment to depreciate rapidly under the erosion of time, turning what should be a razor-sharp “laser sword” into a dulled, corroded blade.
This chapter is not a cold, technical manual but a philosophy of hands-on equipment management distilled from countless world-class production sites. It provides a systematic and practical maintenance strategy to ensure your Raycus laser continues to deliver stable and efficient cutting performance every single day throughout its theoretical lifespan of 100,000 hours—as sharp and powerful as the first time you switched it on.
7.1 Preventive Maintenance: Five Habits to Extend the 100,000-Hour Lifespan of Your Raycus Laser
A fiber laser’s 100,000-hour service life is not an unconditional guarantee—it is a reward earned by those who practice disciplined and scientifically guided maintenance. The following five habits may appear simple, yet they are critical. Integrating them into your daily production routine is the only way to transform theoretical longevity into tangible economic value.
Strictly Manage the “Water of Life” — Constant Temperature and Purity in the Cooling Circuit
A laser is like a precision-engineered brain, extremely sensitive to temperature. Its cooling system serves as the central air conditioner, and any neglect can cause it to “overheat” or even “shut down.”
- Absolute Purity of Water Source: Never use tap water, mineral water, or any liquid containing ions. Impurities in such water form scale inside the laser’s intricate channels, much like plaque clogging blood vessels. This leads to localized overheating and ultimately permanent damage to key laser components. Use only deionized or distilled water, replace it thoroughly every 3–6 months, and clean the water tank and filters at the same time.
- Absolute Temperature Stability: The laser’s electro-optical conversion efficiency is highly sensitive to temperature. Follow Raycus’ official recommendations and keep the chiller water between 22–25°C, with fluctuations no greater than ±1°C. Unstable temperatures can cause power output variations and directly impact cutting speed consistency.
Keep Optical Lenses Immaculately Clean — Protect the Final Bastion of Energy
A single tiny speck of dirt on any optical lens—especially the protective lens at the bottom of the cutting head—can instantly become a heat-absorbing “black hole” under kilowatt-level laser irradiation. This often leads to lens cracking or even the destruction of the expensive focusing lens assembly behind it.
- Make Pre-Startup Inspection a Daily Ritual: Checking the protective lens should be the very first thing you do before powering up. Remove the lens and inspect it under light for dark spots, oil stains, or hazy film.
- Master Proper Cleaning Techniques: Always use anhydrous ethanol or specialized lens cleaner along with medical-grade lint-free swabs. Wipe from the center outward in a spiral motion, gently and carefully, to avoid secondary contamination.
Ensure Dry and Clean Assist Gas — The Invisible Guardian of Cutting Quality
If the laser is the “sword,” then assist gas is its driving “force.” Invisible contaminants such as oil, moisture, or dust in the gas line are the hidden culprits behind rough or discolored cut edges.
- Perform Regular “Health Checks” on the Air Supply System: The affordability of air cutting depends on a high-performance air treatment setup. Check the refrigerated dryer weekly and drain condensate and oil from the air tank and all filters in the chain.
- Monitor Bottle Gas Purity: For users performing mirror-finish cuts with nitrogen, always source gas from reputable suppliers. Each drop in purity level increases the time and speed sacrifices needed to achieve the same finish—often exponentially.
Maintain a Stable Working Environment — A “Greenhouse” for Your Laser
Precision instruments require nurturing environments. Harsh conditions act as accelerants of aging and failure.
- Control Temperature and Humidity: Keep the workshop temperature between 15–30°C and relative humidity below 60%. During humid seasons, beware of condensation inside the laser’s optical components—a silent but deadly threat.
- Ensure Power Stability: Lasers are power-hungry and highly sensitive to voltage quality. Equip them with a high-performance voltage regulator that matches the required power rating. Severe voltage fluctuations are like repeated electric shocks to the laser’s heart, potentially damaging power modules and delicate internal electronics.

Establish an Operation Log — Your “Black Box” and Health Record This is one of the most overlooked yet valuable habits. Record key machine parameters daily—material type/thickness, power settings, cutting speed, gas pressure, coolant temperature, and protective lens replacement dates. When performance slowly declines, this log becomes an essential diagnostic tool for both you and the service engineer, allowing quick differentiation between genuine laser degradation and other systemic issues.
7.2 Troubleshooting Common Issues: Cutting Speed Suddenly Dropping? Start with These Four Checks
When faced with a sudden drop in cutting speed—a common yet frustrating issue—avoid panic or immediately blaming the laser itself. A skilled technician, like a seasoned doctor, knows to follow a logical “outside-in, easy-to-hard” diagnostic sequence. By working through the four steps below, you can pinpoint and resolve over 90% of such problems efficiently.
Step One: Inspect the “Front Line” — Optics Path and Nozzle This is where issues most frequently occur and are often easiest to fix, making it your first stop in troubleshooting.
- Protective Lens: Is it burned, contaminated, or installed upside down? This is the primary suspect in sudden speed loss. Replace it with a brand-new protective lens and test again.
- Nozzle: Has it deformed due to a mild collision, become blocked by spatter, or been replaced with the wrong type or aperture size? An unsuitable nozzle disrupts airflow patterns, severely impairing cutting efficiency.
- Beam Alignment: Is the laser beam emerging precisely from the center of the nozzle? Use the “tape test” to check. If the beam is off-center, the laser energy and assist gas cannot act coaxially, dramatically reducing efficiency. Recalibrate the optical path if needed.
Step Two: Examine the “Lifeline” — Gas Supply System Gas flow fuels the cutting action; any issue here will directly slow performance.
- Gas Pressure: Do the software settings match the actual gauge readings? Check whether cylinders are nearly empty or if there are minor leaks along the line that aren’t visible to the naked eye.
- Valve Operation: When switching gases or adjusting pressure in the software, listen carefully for clean “click” sounds from the solenoid valves and observe whether gauge readings react linearly. This helps you determine whether solenoid or proportional valves are functioning properly.
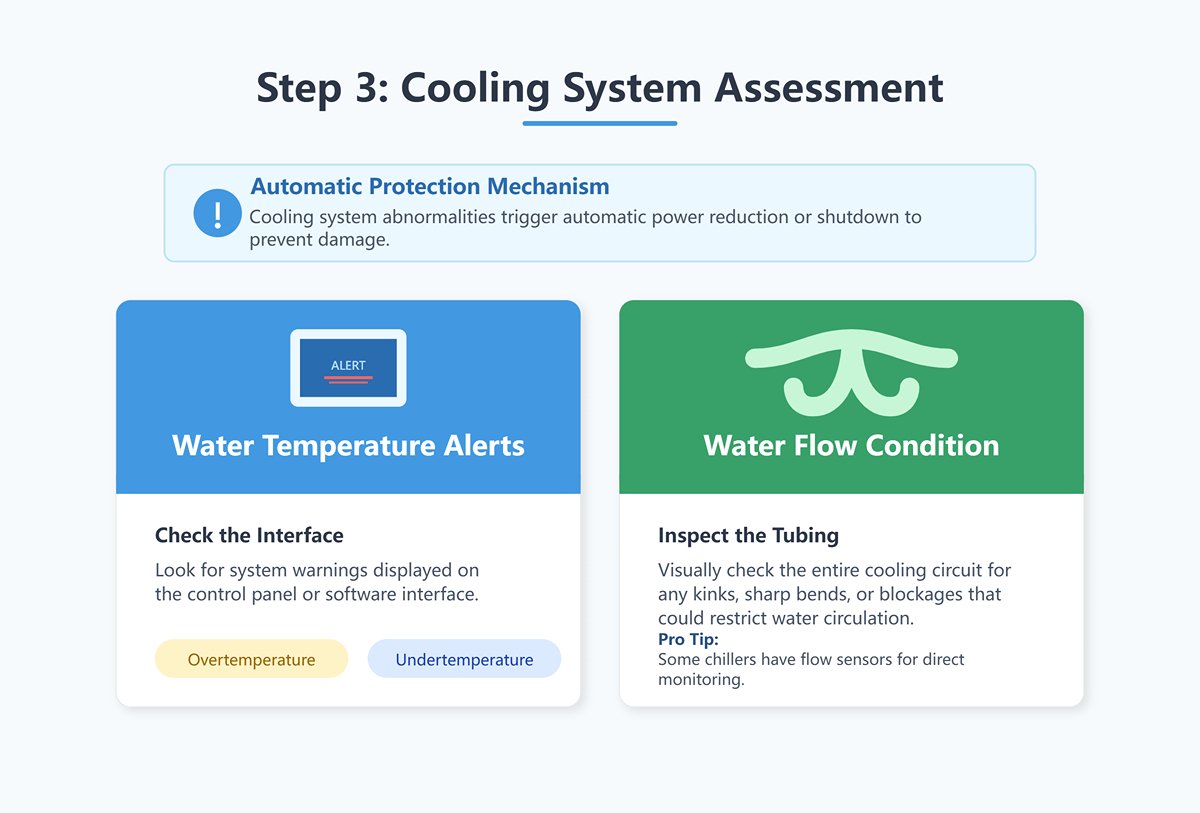
Step Three: Assess the “Circulatory System” — Cooling Circuit Any abnormality in the cooling system will trigger the laser’s built-in protection mechanisms, which automatically reduce power output or stop operation to prevent damage.
- Water Temperature Alerts: Does the interface display warnings of overtemperature or undertemperature?
- Water Flow Condition: Check for kinks or sharp bends in the tubes that might restrict circulation. Some advanced chillers feature flow sensors that allow direct monitoring of water flow status.
Step Four: Inspect the “heart” — the laser unit itself
Only after you have completely ruled out all the above external issues should you turn your attention to the laser source. At this point, do not attempt to dismantle it yourself. The correct approach is to contact Raycus or your equipment supplier and have their certified engineers use remote diagnostic software to directly access the laser’s internal operating data, real-time output power curves, and historical alarm logs. This is the only scientifically reliable way to determine whether the laser is experiencing genuine power degradation.
[Insider Insight]
A frequently overlooked culprit is the optical fiber (QBH) linking the laser to the cutting head. If this “energy artery” is bent beyond its specified minimum bend radius during installation, or if dust contaminates the connectors at either end during plugging/unplugging, significant transmission losses can occur. This means that even if the laser is outputting at 100% power, only about 90% of that energy may reach the cutting head, leading to a noticeable drop in cutting speed.
7.3 Managing Core Components: How Protective Lenses, Cooling Systems, and Beam Alignment Affect Speed
Understanding how these critical components influence speed can shift you from being a reactive “repair technician” to a proactive “system manager.”
- Protective Lens — the speed “goalkeeper”
Its role is to shield the expensive focusing lens assembly from molten spatter and smoke during cutting. Once contaminated, the protective lens absorbs laser energy meant for cutting, quickly heating up. This triggers a destructive physical phenomenon known as the thermal lens effect—the lens subtly deforms because its center becomes hotter than its edges, effectively adding an irregular lens into the optical path. This shifts the focal point and distorts the beam profile, sharply reducing the energy density delivered to the workpiece, which in turn causes cutting speed to plummet. - Cooling System — the laser’s “thermostat”
Around 60% of a fiber laser’s electrical input is converted into heat, which must be efficiently and consistently removed by the cooling system. If cooling performance falters and water temperature rises, the pump efficiency of the laser crystal drops, reducing output power. Worse still, unstable water temperature can cause thermal deformation of the laser resonator, triggering mode shifts and degrading beam quality (M²). This means that even if the power reading appears unchanged, the beam’s focus and energy concentration may be severely compromised, resulting in a dramatic loss of cutting performance. - Beam Alignment — the energy “guidance system”
The ultimate goal of beam alignment is to ensure that the high-energy laser passes precisely through the center of each optical element and emerges perfectly coaxial with the assist gas stream from the nozzle. Even the slightest misalignment can cause: 1) part of the beam to be blocked or reflected by the nozzle’s inner wall, wasting energy; and 2) the assist gas to lose its symmetrical, stable flow, reducing its ability to efficiently blow away molten debris. Together, these effects increase dross, prevent full penetration, and force you to slow the cutting speed to compensate.
7.4 The Value of Raycus Official Technical Support and Genuine Spare Parts
Over the long-term operation of your equipment, you will inevitably face decisions about replacement parts. What may seem like a simple cost choice is, in reality, a strategic decision that directly impacts production stability.
- The “invisible” value of genuine parts
- Protective Lens: Raycus’ original lenses use ultra-pure quartz substrates, precision double-sided anti-reflective coatings, and damage thresholds tested to match their laser power ratings. In contrast, cheap aftermarket lenses may contain impurities or uneven coatings, potentially burning through within hours under high power. The small amount you save could result in catastrophic damage to a focusing lens assembly worth tens of thousands.
- Nozzle: Genuine nozzles, typically made from high-conductivity copper, feature optimized internal smoothness and orifice geometry refined through fluid dynamics simulations and extensive testing to produce the most stable, efficient airflow. Copycat nozzles may look similar but differ in precision; tiny machining errors can disrupt airflow, making it nearly impossible to achieve optimal cutting results, no matter how much you adjust.
- The “game-changing” advantage of official technical support
When faced with complex technical challenges, Raycus engineers and authorized service partners hold a unique advantage no third-party repair shop can match—remote diagnostic access. They can look beyond surface symptoms and directly read dozens of key parameters from your laser’s control board, pinpointing the root cause with the precision of a seasoned doctor reading a CT scan, rather than relying solely on trial-and-error inspections.
[Ultimate Insight]
Choosing aftermarket parts may save a small amount on a single purchase, but it exposes you to the enormous risk of unplanned downtime—a disruption that can derail your production schedule. The cost of a low-quality lens failure isn’t just the repair bill; it includes missed delivery deadlines, damaged customer trust, and the idle costs of your entire production line. From a Total Cost of Ownership (TCO) perspective, using genuine parts and seeking official technical support is not an expense—it’s the most cost-effective insurance policy you can buy to protect your investment and ensure sustained, reliab
Ⅷ. Conclusion
Fiber cutting technology has unquestionably become the cornerstone of modern metal processing With its outstanding efficiency, precise cutting accuracy, and remarkable flexibility, this technology has profoundly transformed a range of industries, from precision electronics manufacturing to large-scale machinery production.
This article systematically outlines the fundamental principles and core components of fiber laser technology, with a particular focus on the key advantages of Raycus in terms of photoelectric conversion efficiency, beam quality, power stability, and resistance to high-reflection materials. Comprehensive quick-reference tables for cutting parameters, power selection guides, and industry application analyses clearly demonstrate that choosing laser power tailored to specific application scenarios is crucial to increasing cutting speed, ensuring processing quality, and ultimately maximizing economic returns.
Therefore, for any manufacturing enterprise aiming to enhance production efficiency, costs effectively, and expand business horizons in a highly competitive market, making informed decisions about laser power selection, thoroughly understanding process parameters, and deploying cutting solutions centered around Raycus lasers—supported by comprehensive cost-benefit analysis constitutes a wise and forward-looking strategic choice.
If you have specific project requirements, feel free to contact us get a free quote and learn more about the best equipment configurations for your needs.
















