When asking, "How much does a press brake cost?" it's crucial to look beyond the initial price. While costs can range from $20,000 for a basic machine to over $500,000 for an automated cell, the sticker price is only the beginning of the story.
This guide demystifies that vast price range by focusing on the Total Cost of Ownership (TCO). We will break down the seven core factors driving the cost—from tonnage and technology to automation—and provide a clear framework for calculating long-term expenses. This will empower you to make a smart investment, ensuring you acquire not just a machine, but a profitable, efficient, and reliable asset for your operation.
I. Breaking the Ice: Quickly Grasp the Price Landscape and Build the Right Mindset
If you’re searching for “How much does a press brake cost?”, you’re at a pivotal point in your decision-making process. But asking this question is a bit like asking, “How much does a car cost?”—the range spans from a budget sedan to a heavy-duty truck, with prices varying dramatically. Giving a single figure is not only irresponsible, it risks misleading you into a poor investment.
The purpose of this chapter is to give you a clear pricing map and completely reshape how you think about equipment costs. We’ll start with a quick price overview, then dive into a concept far more important than the initial purchase price: Total Cost of Ownership (TCO). This understanding will help you avoid some of the most common—and most costly—traps in the industry.
1.1 One-Minute Snapshot: Quick Price Reference for Press Brakes (2024–2025)
This table offers a quick reference based on tonnage, automation level, and market positioning. Keep in mind, this is only a starting point—actual prices can vary by 30% to 50% depending on brand, configuration, technical support, and optional features.
| Investment Level | Common Tonnage/Length | Price Range (USD) | Core Features & Ideal Applications |
|---|---|---|---|
| Entry-Level / Small Workshop | 40–100 tons / 4'–10' | $20,000–$80,000 | Basic hydraulic system, torsion-bar synchronization, simple NC/CNC. Suitable for small batches, prototypes, and repair work. |
| Mid-Range Industrial Production | 100–300 tons / 10'–14' | $80,000–$250,000 | Electro-hydraulic servo synchronization, multi-axis backgauge, mainstream CNC systems. Ideal for larger-scale production with higher demands for accuracy and efficiency. |
| High-Performance / Automated | 200–800+ tons / 10'–20'+ | $250,000–$800,000+ | Fully electric/hybrid drive, automatic tool change, angle measurement, robotic integration. Best for high-precision, high-volume, fully automated production lines. |
Note: Prices listed are for the base machine only and exclude freight, installation, tooling, and special customization costs.
1.2 Beyond the Price Tag: Why Total Cost of Ownership (TCO) Is the Real Decision-Maker
If you focus solely on the prices in the table above, you’re already putting yourself at risk. Professional buyers and successful entrepreneurs evaluate the Total Cost of Ownership (TCO). This is the gold standard because it reveals the actual amount you’ll spend over the machine’s full lifecycle—usually 5 to 10 years.
The purchase price is just the tip of the iceberg.
(Suggested visual: An iceberg, with the small portion above water labeled “Purchase Price” and the much larger submerged section labeled “Energy, Maintenance, Downtime, Labor, Consumables”)
The authoritative formula for TCO is: TCO = Initial Investment + Lifetime Operating Costs – Residual Value
- Initial Investment: This isn’t just the machine’s price—it also includes shipping, insurance, foundation preparation, installation and commissioning, and initial training costs.
- Lifetime Operating Costs: The most overlooked “hidden” cost sink, which includes:
- Energy Consumption: A low-efficiency hydraulic press brake can consume electricity over 10 years equal to its purchase price. High-efficiency electric or hybrid models can cut energy use by up to 50%.
- Maintenance & Consumables: Regular replacement of hydraulic oil, filters, seals, and repairs of critical components. Lower-quality parts mean more frequent replacements and higher maintenance bills.
- Labor & Programming: Machines with advanced CNC systems and offline programming software can dramatically reduce setup time and reliance on highly skilled operators—critical in today’s climate of rising labor costs.
- Downtime Costs: This is the most damaging cost of all. When a low-quality machine fails during a rush job, you lose not only repair expenses but also missed delivery deadlines, client trust, and disruption of your entire production workflow.
- Residual Value: A well-maintained machine from a reputable brand can have strong resale value years later. A cheap, unbranded machine may be worth little more than scrap metal.
1.3 Common Misconception: “Lower Price Is Always Better?”
This is the leading cause of failed investments. In industrial equipment, the saying “you get what you pay for” is the absolute truth. Lower prices often hide compromises you won’t see in the showroom—but will feel every day on the shop floor.
The Three Core Flaws of Cheap Press Brakes:
- Compromised Precision and Stability: Low-cost machines often use thinner steel and simplified frame designs, which flex more under full load. This leads directly to inaccurate bend angles and inconsistent product quality. Any savings on purchase price will quickly be lost in scrap rates.
- Reduced Efficiency and Speed: They may use smaller, slower hydraulic systems or servo motors. This means slower ram and backgauge movements, which over time erode your productivity and shop output.
- Weak Reliability and Service: Low prices can’t support a solid global service network or spare parts inventory. When your machine breaks down during a critical job, you may face weeks of waiting for parts and unanswered service calls—a risk no serious business can afford.
Conclusion: Before you begin your buying journey, engrain this mindset: You’re not just purchasing a machine—you’re investing in a production solution and profitability for the next 5 to 10 years. Price is the starting point, but value is the destination. In the next chapters, we’ll break down the key drivers of price to help you pinpoint the press brake that delivers the best value for your needs.
II. Price Deconstructed: The Seven Core Drivers of Press Brake Cost

In Chapter One, we established the strategy of looking beyond the initial price to embrace Total Cost of Ownership (TCO). Now, we’ll go inside the price tag—like an experienced engineer dissecting a precision instrument—to examine the seven core factors that determine the cost of a press brake. Understanding these will give you the ability to read the market and identify true value, ensuring every dollar you invest is razor-sharp.
2.1 Driver One: Tonnage and Bending Length – The Primary Cost Determinants
These are the most fundamental, rigid, and decisive elements in the cost structure of a press brake. They are directly tied to core laws of physics and material science.
- Tonnage: This refers to the maximum force the machine can exert. It’s far more than just a number—it drives an exponential increase in manufacturing costs. A 200-ton press brake is nowhere near just twice the price of a 100-ton model. That’s because to withstand double the stress without the slightest deformation, the machine frame—including uprights and beams—requires exponentially thicker steel plates and more intricate internal reinforcements. This demands more high-grade steel, more complex welding techniques, and longer stress-relief treatments. It also necessitates larger, more precise hydraulic cylinders and a more powerful drive system.
- Bending Length: This determines the maximum sheet width the machine can handle. Adding length poses extraordinary challenges for manufacturers. Keeping a 4-meter beam perfectly straight and rigid to within microns is far more difficult than doing so with two 2-meter beams. A longer frame requires more material and imposes stricter demands on machining equipment, assembly precision, and transportation logistics.
Decision Insight: Tonnage and bending length define the “physical limits” of your purchase. If you undershoot, you’ll miss business opportunities; overshoot, and you’ll pay heavily for “excess capacity” you’ll never use—both in upfront investment and ongoing energy costs. Accurately projecting the material types, thicknesses, and maximum dimensions you’ll process most often in the next 3–5 years is the first step toward optimizing your investment.
2.2 Driver 2: Drive System Technology – Hydraulic vs. Electric vs. Hybrid
If the frame is the skeleton, the drive system is the machine’s “heart.” Its type directly determines performance, efficiency, energy consumption, and price range—and reflects the core technological generation gap.
| Drive System | Initial Cost | Performance Profile & Business Value |
|---|---|---|
| Conventional Hydraulic | Low | The seasoned industrial workhorse: a proven technology capable of delivering massive tonnage at relatively low cost. Its main drawbacks are high energy consumption (hydraulic pumps often run even in standby, like a car idling) and limited speed and precision. Best suited for heavy-duty work where budgets are tight and cycle speed is less critical. |
| All-Electric Servo | High | The precision efficiency champion: driven directly by powerful servo motors, offering extremely fast cycles (up to 30% shorter), unmatched accuracy, and exceptional energy savings (power is consumed only during movement, cutting energy use by 50–70%). The ultimate choice for high-speed, high-precision processing of thin sheets. However, large-tonnage models are rare and extremely expensive. |
| Hybrid | Medium–High | The intelligent performance balancer: cleverly combines servo motors with a hydraulic system to deliver “on-demand” oil flow. Retains the large-tonnage capability of hydraulics while gaining the speed, quiet operation, and efficiency of servo drives. Currently the mainstream market choice and future trend, offering the best balance between performance and total cost of ownership. |
Decision Insight: Choosing your drive system is effectively choosing your production model and long-term operating costs. The money saved upfront with a low-cost conventional hydraulic may well be outweighed over the next five years by the higher electricity bills it generates.
2.3 Driver 3: CNC Control and Backgauge – The Machine’s Brain and Nervous System
This is the key factor that determines the machine’s “intelligence” and automation potential. A press brake with a powerful brain and responsive nerves can elevate an average operator into a production specialist.

- CNC Control:
- Basic (NC/Simple CNC): Like a powerful calculator—operators must manually input angles, lengths, and other parameters. Programming is complex, setup is time-consuming, and results heavily depend on operator experience. Low cost.
- Advanced (Graphical CNC): Like a supercomputer with AI capabilities—featuring a large touchscreen and 3D graphical interface, allowing engineers to import 3D part models directly. The system can automatically calculate the optimal bending sequence, intelligently recommend tooling, and run virtual simulations to check for interference. Tasks that once took half an hour to program can now be done in three minutes. This is an investment that trades capital for precious time and lower scrap rates.
- Backgauge: The “nerve endings” that position the workpiece.
- Standard 2-Axis (X+R): Controls front–back and up–down movement, meeting 90% of basic bending needs at low cost.
- Multi-Axis (4/5/6+ axes): Adds features like independent left/right Z1/Z2 axis control. Costs rise substantially, but the payoff is in handling complex parts without the operator repeatedly flipping or repositioning the workpiece. For irregular shapes or parts requiring multiple positions, multi-axis systems can multiply efficiency and deliver unmatched consistency.

Decision Insight: Investment in CNC and backgauge systems is a direct investment in “labor efficiency” and “product quality.” The more complex the workpiece and the more frequent the changeovers, the faster the ROI on advanced systems.
2.4 Driver 4: Automation Level and Integrated Functions – The True Measure of Efficiency
This is the leap that transforms a press brake from a “standalone machine” into an “intelligent production unit.” While the cost increase is often exponential, the efficiency gains can be revolutionary.
- Automatic Tool Changer (ATC): A costly robotic arm system that can cut tool change time from 20–30 minutes manually to just 2–3 minutes. For “high-mix, low-volume” production, it’s a core technology for removing bottlenecks and enabling flexible manufacturing.
- Integrated Bending Robots: Coordinating the press brake with industrial robots for fully automated loading, unloading, and bending. This is a major system integration investment, ideal for high-volume, standardized production aimed at creating “lights-out” factories.
- Angle Measurement Systems: Using laser or contact probes to measure sheet angles in real time during bending, instantly feeding data back to the CNC for pressure compensation. This eliminates scrap caused by inconsistent material springback, ensuring the first part is a good part. For industries like aerospace or precision instruments that use costly materials, this is an essential feature.
Decision Insight: Automation investment boils down to a numbers game: will the system’s cost be lower than the sum of labor savings, scrap reduction, and capacity gains it delivers over its expected lifespan?
2.5 Driver 5: Brand, Origin, and Service Network – The Intangible Value Assets
In the industrial world, a brand is far from just a name—it embodies precision, reliability, technological depth, and after-sales commitment.
- Brand Tiers: The market is clearly segmented:
- Top-Tier Brands (Tier 1): Typically from Germany, Switzerland, Japan, or Belgium. They set the industry’s highest benchmarks for precision, durability, and innovation—and command the highest prices.
- Mid-Tier Brands (Tier 2): From Turkey, Italy, the U.S., and leading manufacturers in China and Taiwan. They offer highly competitive performance and quality, making them strong value-for-money options.
- Entry-Level Brands (Tier 3): Extremely price-attractive, but may compromise on frame rigidity, core component quality, and long-term precision retention.
- Service Network: Often underestimated, yet one of the most critical value drivers. A brand that can respond within 24 hours in your region and maintain a local spare parts inventory offers value far beyond the price difference of the machine itself. Imagine this: during peak production season, your machine goes down for a day while you wait for a spare part to be shipped from overseas—the resulting loss could be catastrophic.
Decision Insight: When you invest in a reputable brand, you’re not just buying a machine—you’re securing a dependable production partner and a form of “business insurance” against costly downtime.
2.6 Driver Six: Tooling and Clamping Systems – The Often Overlooked Cost Factor
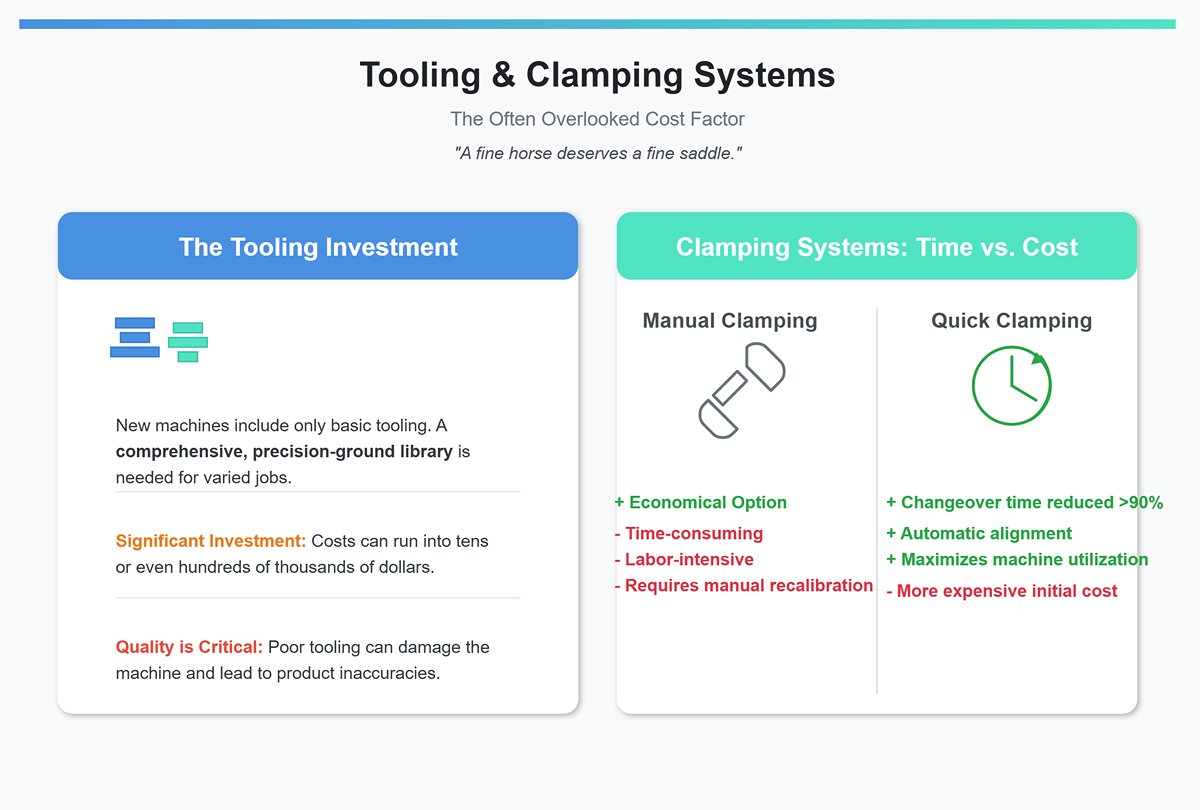
The saying goes, “A fine horse deserves a fine saddle.” A machine’s full potential can only be unleashed with high-quality tooling and efficient clamping systems. This is the “hidden cost” in procurement budgets that’s most easily overlooked.
- Tooling: New machines typically come with only the most basic standard tooling. To handle varying thicknesses, materials, and bending angles, you’ll need to build a comprehensive precision-ground tooling library—an investment that can run into tens or even hundreds of thousands of dollars. Poor-quality tooling can cause severe wear or damage to your expensive machine and lead to substandard product accuracy.
- Clamping Systems:
- Manual Clamping: The most economical option, but every tooling change requires the operator to manually tighten screws and recalibrate—time-consuming and labor-intensive.
- Quick Clamping (Hydraulic/Pneumatic): More expensive, but with the press of a button, the system clamps and automatically aligns all tooling within seconds. This can reduce tooling changeover time by over 90%, making it a key factor for maximizing utilization in factories with frequent job changes.
Decision Insight: When budgeting, allocate at least 10%–20% extra for tooling and clamping systems. This is a high-value investment that directly translates into improved production efficiency.
2.7 Driver Seven: Accuracy, Safety, and Energy Standards – The Price of High Performance
These factors mark the dividing line between machines that are merely usable and those that are truly exceptional. They reflect the manufacturer’s commitment to detail and directly influence both product quality and operator experience.
- Accuracy: Achieving higher repeat positioning accuracy (for example, improving from ±0.05mm to ±0.01mm) requires precision ball screws, linear guides, optical scales, and more advanced, faster-reacting crowning systems. Such high-precision components cost significantly more than standard industrial-grade parts.
- Safety: Machines that meet the highest international safety standards (such as EU CE certification) must be equipped with costly safety light curtains or laser protection systems. These advanced systems can instantly halt operation before hazards occur, protecting operators. Their smart design also balances safety and efficiency when working on small, complex parts, avoiding unnecessary stoppages.
- Energy Efficiency: Machines featuring energy-saving technologies such as variable frequency drives, servo motors, and intelligent standby modes come with a higher upfront cost. However, this “green premium” will pay for itself through substantial electricity savings over the years.
Decision Insight: Investing in accuracy, safety, and energy efficiency is a commitment to long-term business sustainability. It impacts your product’s competitiveness, employee well-being, and your company’s social responsibility.
Once you understand these seven key drivers, you’re no longer a passive price-taker—you become an active value analyst. In the next chapter, we’ll use this knowledge to map out the press brake market across different budget tiers, helping you identify the machine that best fits your investment range.
III. Budget Planning: A Market Map of Press Brakes by Investment Level
In the previous chapter, we dissected the seven cost-driving factors behind press brakes. Now, we’ll put theory into practice by creating a clear “investment map.” Choosing a press brake is essentially defining your company’s “capability quadrant” in the sheet metal processing landscape. Your budget will determine which quadrant you can enter and the “rules of the game” you’ll operate under.
3.1 Entry-Level / Small Workshop ($20,000 – $80,000)
Investment Focus: Acquire basic bending capability and make the leap from zero to one.
This price range is where countless entrepreneurial journeys begin. It serves as the entry ticket into sheet metal processing for small businesses, prototyping studios, repair shops, or as supplementary equipment in large factories for simple, non-core tasks.
- Target User Profile: Start-up metal workshops, product prototype developers, in-house maintenance departments.
- Typical Machine Configuration:
- Frame & Drive: Tonnage typically ranges from 40–160 tons, with lengths of 8–10 feet (about 2.5–3 meters). Drive systems are almost always the traditional torsion bar hydraulic type—a mature and reliable technology, though limited in efficiency and precision.
- Brain & Nerves (CNC & Backgauge): Equipped with entry-level NC or 2D control systems (such as the common Estun E21/E300 series). These function more like digital manual controllers, requiring operators to input angles, lengths, and other parameters directly at the machine. They lack graphical programming or automatic calculation capabilities. The backgauge is typically a basic 2-axis (X+R), and in some cases, the R-axis (vertical movement) may be manually adjusted.
- Efficiency Accessories: Almost always uses labor-intensive manual tooling clamping. Usually absent or equipped with only the simplest mechanical manual crowning, meaning that achieving perfectly consistent angles on long workpieces depends heavily on operator skill and repeated adjustments.
- What You Get: A rugged, reliable “productivity tool” capable of bending sheet metal to your specifications—sufficient for most simple, small-batch jobs. With limited capital, you gain the core capability to start operations.
- What You Sacrifice: Time and efficiency. The machine’s performance ceiling is almost entirely dependent on the operator’s skill. Programming, calculations, and trial bends all consume valuable machine time. Changeovers are measured in hours, not minutes. In short, you trade the operator’s time and higher scrap risk for a lower initial equipment investment.
3.2 Mid-Range Industrial Production ($80,000 – $250,000)
Investment Focus: Pursue efficiency and precision to build a true profit center.
This is the main battlefield for professional sheet metal fabrication and the most competitive segment in the market. Every dollar invested here aims to achieve the leap from merely “capable” to “high-quality and high-speed,” transforming the press brake from a piece of equipment into a highly efficient, predictable profit generator.
- Target User Profile: Professional sheet metal manufacturers and OEM suppliers seeking consistent output and exceptional precision.
- Typical Machine Configuration:
- Frame & Drive System: Typically rated between 100–300 tons, with a working length of 10–14 feet (approximately 3–4 meters). The drive mechanism is upgraded to an electro-hydraulic servo-synchronized system (Electro-Hydraulic Servo), or even a more energy-efficient hybrid system (Hybrid System), delivering an optimal balance of speed, precision, and power consumption.
- The Brain & Nervous System (CNC & Backgauge): This is where the true value lies in this class. Most models feature powerful 3D graphical CNC controllers—industry benchmarks such as DELEM DA-66T, ESA S640, or Cybelec ModEva. Engineers can import 3D part designs directly from their office computers, and the CNC will automatically simulate the process, generate the optimal bending sequence, suggest tooling, and avoid collisions. A 4-axis backgauge (X+R+Z1+Z2) comes standard, enabling easy handling of tapered edges, angled flanges, and other complex parts without the need for secondary positioning.
- Efficiency Accessories: Hydraulic or pneumatic quick-change tool clamping systems are now standard, cutting die changeover times from nearly an hour to just a few minutes. Also standard is the CNC-controlled automatic crowning system (CNC Crowning), ensuring perfectly consistent angles across the entire length of the workpiece.
- What You Gain: A true "mother machine" for productivity. It significantly reduces reliance on operator experience by shifting complex process calculations to the intelligent CNC system. Setup times drop sharply, scrap rates plummet, and overall production rhythm and output far exceed entry-level machines.
- What You Give Up: A higher upfront capital outlay. You also become part of an "ecosystem"—to unlock its full potential, you’ll need to invest in offline programming software, hire highly skilled engineers, and implement more refined production management practices.
3.3 High-Performance / Automated Production Line ($250,000 – $800,000+)
Investment Focus: Embrace automation to achieve extreme efficiency, lights-out manufacturing, and absolute process control.
Welcome to the world of Industry 4.0. Here, the investment target is no longer just a machine, but a fully integrated bending cell. Its mission is to eliminate all uncertainty and wasted time in production, paving the way for the "lights-out factory" vision.
- Target User Profile: Large OEMs, automotive manufacturers, aerospace companies, and any industry leaders that demand ultimate consistency and traceability in high-volume production.
- Typical Machine Configuration:
- Frame & Drive System: At the core is typically a full-electric press brake (Full Electric Press Brake) designed for maximum speed and precision.
- Full Automation Integration:
- Automatic Tool Change Library (ATC): Much like a scene from a sci-fi movie, the machine can automatically swap out a complete set of upper and lower dies within minutes, following program instructions.
- Industrial Robots: Handle every stage—from loading raw material, flipping and positioning workpieces during bending, to final palletizing—enabling uninterrupted 24/7 production.
- Process Monitoring Sensors: Include automatic angle measurement systems for real-time correction during bending, sheet thickness detection, and double-sheet detection, ensuring every product meets exacting quality standards.
- The Brain & Nervous System (CNC & Backgauge): A top-tier, fully open control system that seamlessly integrates with the factory’s MES (Manufacturing Execution System) and ERP (Enterprise Resource Planning) platforms, enabling real-time production data uploads and remote task assignments.
- What You Gain: A production engine with near-perfect predictability. It offers unparalleled throughput, virtually zero human error, and complete digital insight into—and control over—the entire manufacturing process. This is a strategic investment designed to secure long-term, overwhelming market advantage.
- What You Give Up: Flexibility and a substantial upfront investment. Such systems are highly optimized "special-purpose" setups for specific part families or mass production and cannot match the adaptability of a standalone press brake for handling small-batch or one-off jobs.
At this point, you have the ability to align your purchase with your budget and strategic objectives, positioning yourself precisely within the broader market. But the buying decision is far from complete—your initial investment is just the tip of the iceberg. In the next chapter, we’ll dive below the surface to explore how to calculate the “5-Year Total Cost of Ownership (TCO)”—the metric that will ultimately determine your success.
IV. Diving into Costs: A Practical Guide to Calculating 5-Year Total Cost of Ownership (TCO)
By now, you’ve learned how to position yourself in the market based on budget. But true professionals don’t rely on a map—they use financial MRI scans: the Total Cost of Ownership (TCO) analysis. This tool cuts through shiny metal exteriors and tempting price tags to reveal how a machine will truly impact your balance sheet over the next five years. This chapter is your hands-on guide to mastering this critical skill.
4.1 TCO Calculation Formula: The Golden Rule of Investment Decisions
Forget complex financial models—the core logic of TCO is refreshingly straightforward. It distills the lifetime cost of an asset into three key variables:

TCO = Initial Investment (I) + Long-Term Operating Costs (O) – Residual Value (R)
- Initial Investment (I): The total one-time expense you incur to acquire and commission the machine.
- Long-Term Operating Costs (O): All ongoing expenses required to keep the machine running efficiently over its intended lifecycle—typically 5 years or 10,000 operating hours.
- Residual Value (R): The amount you can recover in the used equipment market when the asset’s lifecycle ends.
The power of this formula lies in its ability to shift your mindset from that of a "buyer" to an "investor," extending your focus from immediate expenditure to long-term value returns.
4.2 Part One: Explicit Initial Investment Checklist (I)
This is the visible portion of the iceberg—relatively transparent, yet often hiding "associated costs" that catch first-time buyers off guard. A professional budget should include all of the following:
- Equipment Purchase Price: The core of the contract, determined by the seven key drivers outlined in Chapter 2.
- Taxes and Financing Costs: Includes sales tax and import duties (if applicable). If using lease financing, the total interest accrued over 5 years must be factored into the initial investment.
- Transport and Rigging Costs: An unavoidable fixed expense. A 100-ton press brake can weigh 8–10 tons, requiring specialized teams and heavy equipment for long-distance transport and precise workshop installation.
- Installation, Commissioning & Training: Premium brands often bundle these services into the sale price, while some suppliers treat them as optional extras. Ensure the scope and standards are clearly defined in the contract.
- Infrastructure Upgrades: Is your workshop truly ready? This may involve constructing specially reinforced foundations to support the machine’s weight or upgrading your power system to handle the motor’s output requirements.
- Initial Tooling and Software Investment: The machine itself is merely a platform. You’ll need to purchase a set of high-precision molds for your core product lines right away. Additionally, the offline programming software that accompanies advanced CNC systems is a critical upfront investment. It allows you to transfer programming work from the machine to the office, dramatically improving equipment utilization.
Initial Investment (I) = (1) + (2) + (3) + (4) + (5) + (6)
4.3 Part Two: Hidden Long-Term Operating Costs (O)
Welcome to the submerged part of the iceberg. This is where the line between a simple purchase and a strategic investment is drawn—and where low-cost equipment often conceals a financial black hole. The following analysis covers a five-year span, or roughly 10,000 working hours.
Energy Consumption — The Ongoing Bleed
- Calculation Formula:
Motor Power (kW) × Daily Operating Hours × Annual Workdays × 5 Years × Load Factor × Electricity Rate ($/kWh) - Decision Insight: This equation must be part of your decision-making. A conventional 100-ton hydraulic press brake (motor approx. 11 kW) compared with an all-electric servo model of the same tonnage (average power draw around 4 kW) can yield significant savings. Even accounting for partial loading, the five-year energy cost difference can reach tens of thousands of dollars—enough to pay for a premium quick-clamping system or a complete tooling library.
Routine Maintenance and Consumables — Predictable Expenditures
- Key Components: Hydraulic oil (typically replaced every 4,000–6,000 hours), high-pressure/return/suction filters (every 6–12 months, depending on usage and oil cleanliness), seal kits, and rail lubricants.
- Practical Tip: When negotiating, ask suppliers for a detailed “5-Year Recommended Maintenance Plan and Spare Parts Price List.” This document provides invaluable data for comparing long-term ownership costs across different brands.
Repairs and Spare Parts — Quantifying Risk
- Risk Assessment: This directly measures equipment reliability. Top-tier brands may require only 1–2% of the machine’s value per year for such costs, while low-cost, unproven models often face exponentially higher failure risks in key components such as hydraulic valves, servo motors, and optical scales—potentially reaching 5–10% per year or more.
Labor and Training — The Efficiency Factor
- Operator Cost: A machine equipped with 3D graphical CNC and offline programming enables a mid-level technician to perform tasks that once demanded a senior expert. You save not only on salary differentials but also on recruitment difficulty.
- Setup Time Cost: Suppose a skilled operator earns $40/hour. A machine with manual clamping and a basic NC system requires 30 minutes per tool change, four times daily—two hours total, or $80 in hidden cost. In comparison, a model with quick clamping and an advanced CNC might complete the same changes in just 20 minutes, costing about $13. Over five years, this difference can be substantial.

Downtime Costs — The “Nuclear Weapon” of TCO
- This is the most destructive—and most often overlooked—cost. When your machine breaks down during peak production, the real loss extends far beyond repair expenses.
- Quantification Formula:
Annual Downtime Hours × Hourly Lost Production Value - Opportunity Loss Calculation: Assume the machine generates $200 of value per hour (revenue minus material cost). If an unreliable model suffers 40 hours of downtime per year—less than an hour a week—you lose $8,000 annually. A high-quality model, with only 5 hours of downtime, would lose $1,000. Over five years, the $35,000 gap in downtime losses alone can easily outweigh the initial purchase price difference.
Cost of Quality — The Payoff of Precision
- Components: Costs arising from scrap due to accuracy drift or poor repeatability; rework time and labor to correct misaligned angles; and potential customer claims or reputation damage caused by out-of-spec deliveries. A high-precision machine acts as a firewall against all these issues from day one.
Five-Year Operating Cost (O) = (1) + (2) + (3) + (4) + (5) + (6)
Finally, estimating Asset Residual Value (R) reflects the ultimate return of brand equity. After five years, a well-maintained unit from a top global manufacturer may retain 40–60% of its original value, while lower-tier or poorly maintained machines can depreciate to below 15%.
Now, insert your calculated values for I, O, and R into the formula. The resulting figure—TCO—is the only true metric that reveals how sound and responsible your investment decision really is.
V. Conclusion
When purchasing a press brake, shift your focus from the initial price to its long-term strategic value by considering three core pillars. First, evaluate the total cost of ownership (TCO), recognizing that hidden operational costs like maintenance and downtime far outweigh the upfront price tag. You can also review detailed Brochures from reputable manufacturers to better understand specifications, lifecycle costs, and potential savings.
Second, invest in the capabilities required for the next three to five years to support future growth without overspending on unnecessary features. If you are unsure about which configuration aligns with your production roadmap, you can contact us for tailored advice. Finally, view the supplier as a long-term partner whose after-sales service and support are as critical as the machine's performance, providing essential insurance against costly production interruptions.
Approached this way, a press brake becomes not just a fixed asset, but a strategic investment that generates continuous profit and strengthens your competitive advantage. For more technical details and product comparisons, explore our latest Brochures or contact us to discuss your specific operational needs.















