I. Introduction to Press Brake Accident
The press brake is a paramount metal forming device, which is used for bending and forming the metal sheet. There is no doubt that it is vital in the sheet metal fabrication industry because it can provide various types of precise metal components and assembly.
It seems like the press brake operation is simple. In fact, it involves a series of intricate process procedures and technical requirements, thus skilled operators are needed to ensure the production of high-quality goods. As with all heavy machinery, press brakes can be dangerous if used unsafely.
Statistics from the US Department of Labor show an average of 368 amputation incidents caused by press brakes each year. These data only include reported accidents; the actual number may be higher. Main forms of injury: 49% of bending machine accidents result in amputations of the operator's hands or fingers. Other common injuries include strangulation caused by loose clothing and severe cuts caused by moving materials.
This means that the safety of the press brake operation is paramount. Our passage mainly discusses the causes, dangers, measurements, etc., of press brake accidents, I hope it would be beneficial for you to operate the bending machine.
II. Potential Press Brake Accidents
2.1 Strong Power
The press brake machine tool needs strong power to bend solid metal material. If it is dealt with improperly, the operator could be clamped and squeezed by the machine.
2.2 Sharp Metal Edge
Because the metal sheet usually features sharp edges, it may lead to cuts and stabbings. Besides, the slices and small metals will be immersed in the air, which could lead to blindness and cuts. Additionally, the metal will be heated during the metal fabrication, which will result in cuts and burns to the skin.
2.3 Muscle Strains and Back Injuries
In metal spheres, moving the heavy-duty sheet metal and mechanism is a necessary work for workers. If the workers lift, push, or drag the large material or machine improperly or over frequently, they may suffer from neck and back strains and physical stress.
2.4 Automatic Operation
Some press brake machines can be operated automatically. If the press brake operator carelessly puts his hands or body in some dangerous areas, he will suffer from crush and amputation, which are arguably the most horrific and serious injuries in a press brake operation.
2.5 Noises and Vibration
The noises and vibrations are also common dangers in press brake operation. If the operator is exposed to these occasions for a long time, his health will be influenced.
2.6 Refurbished or Used Press Brakes
Purchasing the refurbished or used press brake can indeed save some costs, but it brings extra risks. There is some uncertainty in the operation of the control system and safety device, which also brings unpredictable risks to the operator.
2.7 Typical Operation Procedures
There are also some potential risks in the typical operation procedures. Such as being pinched during positioning. Operators need to know the typical operation procedures because it can help them identify potential risks. The operation usually includes the choice of dies, pressing, and unloading. The operator may be injured in each step.
III. Types of Press Brake Accidents
Understanding the types of accidents that can occur with press brake operations helps in identifying the most vulnerable aspects of the process and implementing targeted preventive measures.
3.1 Crush Injuries
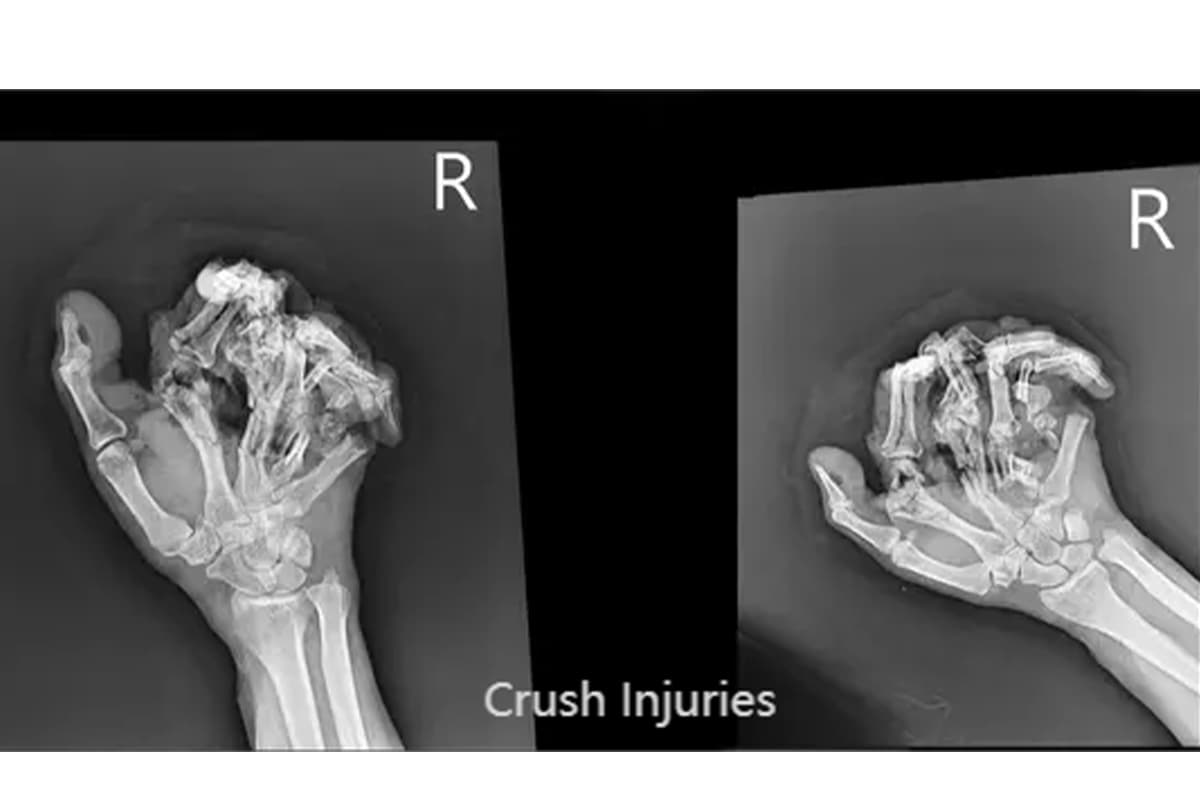
Crush injuries are one of the most common types of press brake accidents. These occur when an operator’s hands or other body parts get caught between the machine's moving parts. Such injuries can result in severe damage, including broken bones and mutilation.
3.2 Lacerations and Amputations
The press brake’s sharp dies and powerful movements can cause deep cuts and, in extreme cases, amputations. Lacerations typically happen when operators handle sheet metal or fail to use safety guards properly. Amputations are more severe and usually result from inadequate safety measures or operational lapses.
3.3 Hearing Loss Due to Noise Exposure
Press brakes can generate high levels of noise, particularly during heavy-duty operations. Prolonged exposure to such noise without adequate hearing protection can lead to permanent hearing damage. It’s crucial for workplaces to implement noise control measures and ensure that operators use hearing protection.
Ⅳ. Dissecting the “Iron Beast”: How the Press Brake Works and Where the Deadly Danger Lies
To truly master a press brake and avoid its risks, one must understand its construction, power source, and every area where danger may lurk—as precisely as a surgeon studying anatomy. The effectiveness of any safety measure is rooted in deep insight into the nature of the hazards.
4.1 Core Mechanics of the Press Brake: The Physics of Force and Forming
At its core, a press brake uses immense mechanical force to plastically deform sheet metal along a predetermined line. This process relies on several key components working in perfect sync—a choreography where power and risk move hand in hand.
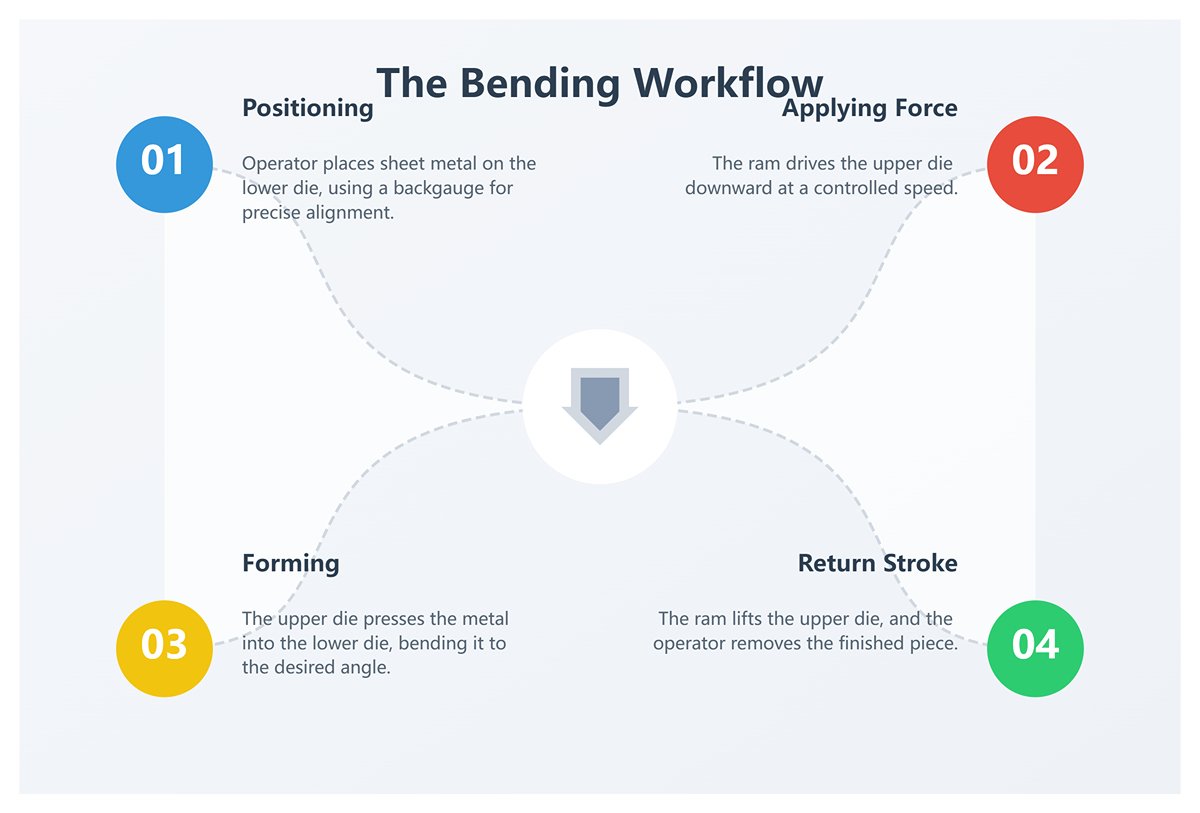
Visualizing the Workflow Picture the process—each step is an orchestration of energy transfer and control:
- Positioning: The operator places the sheet metal on the lower die, with the backgauge system at the rear ensuring precise alignment of the bend location.
- Applying Force: Once the machine is engaged, the ram drives the upper die downward at a controlled speed, exerting tremendous force.
- Forming: The upper die presses into the lower die—often shaped with a V-groove or other profile—forcing the metal to bend to the desired angle and form. In that instant, tons or even hundreds of tons of pressure are focused along a single line.
- Return Stroke: After the bend is complete, the ram lifts the upper die back to its starting position, allowing the operator to remove the finished piece.
Though simple in outline, the machine’s power source and control method fundamentally define its safety characteristics.
Comparing Main Press Brake Types and Their Safety Profiles Different press brake designs have distinct “personalities” and “temperaments,” with vastly different safety margins for operators:
| Feature | Mechanical Press Brake | Hydraulic Press Brake | Servo-Electric Press Brake |
|---|---|---|---|
| Operating Principle | Utilizes a clutch to transfer the massive kinetic energy of a rotating flywheel to a crank, driving the ram through a full press stroke. | Powered by an electric motor driving a hydraulic pump, generating high-pressure fluid to actuate one or more hydraulic cylinders, enabling precise control of ram movement. | Employs high-precision servo motors to directly drive the ram via ball screws or belt systems, eliminating the need for hydraulic fluid. |
| Safety Characteristics | Extremely hazardous: once initiated, the ram’s full stroke cannot be stopped or reversed mid-cycle. Operators have virtually no reaction time to prevent an incident. Long stopping distances make effective safeguarding extremely difficult. | Greater control: ram speed, stroke, and pressure can be finely tuned, with the ability to stop or reverse at any point in the cycle. This provides a solid foundation for modern safety devices such as light curtains. | Highest safety level: ultra-fast response (milliseconds) with micron-level precision. No hydraulic system means zero risk of high-pressure oil leaks or spray. Shortest possible emergency stop distance. |
| Industry Status | Due to inherent high risk, many countries have restricted or phased them out by regulation; still found in older facilities. | The most widely used mainstream type, suitable for a range of bending tasks from thin to thick sheet metal, combining power with flexibility. | A safe, efficient, and energy-saving future trend, ideal for applications demanding extreme precision, speed, and cleanliness—such as electronics and medical device manufacturing. |
4.2 Pinpointing the “Danger Zones”: Mapping Risks Beyond the Point of Operation
The hazards of a press brake extend far beyond the moment the upper and lower dies close. A comprehensive risk map should encompass the machine’s entire working envelope, segmented by hazard severity.
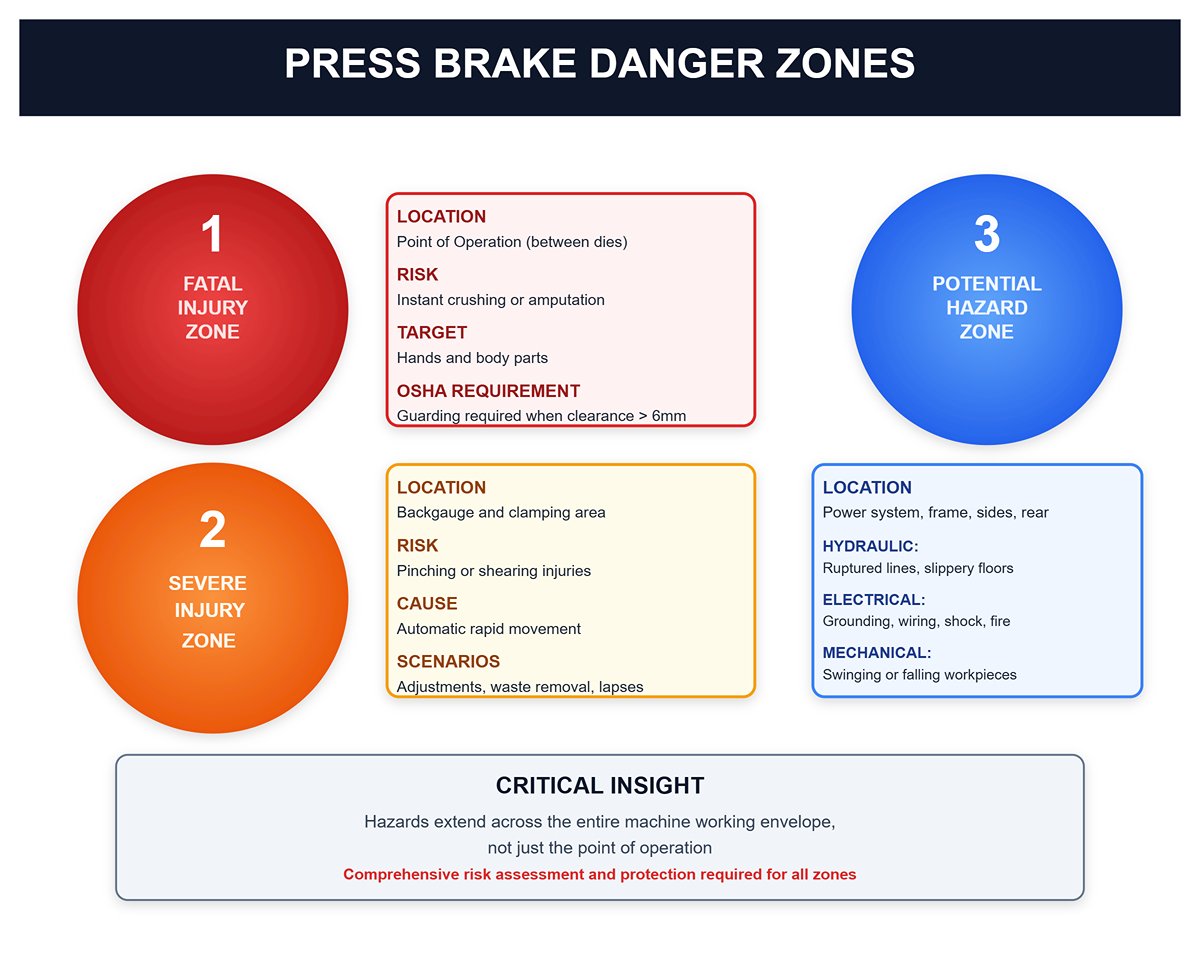
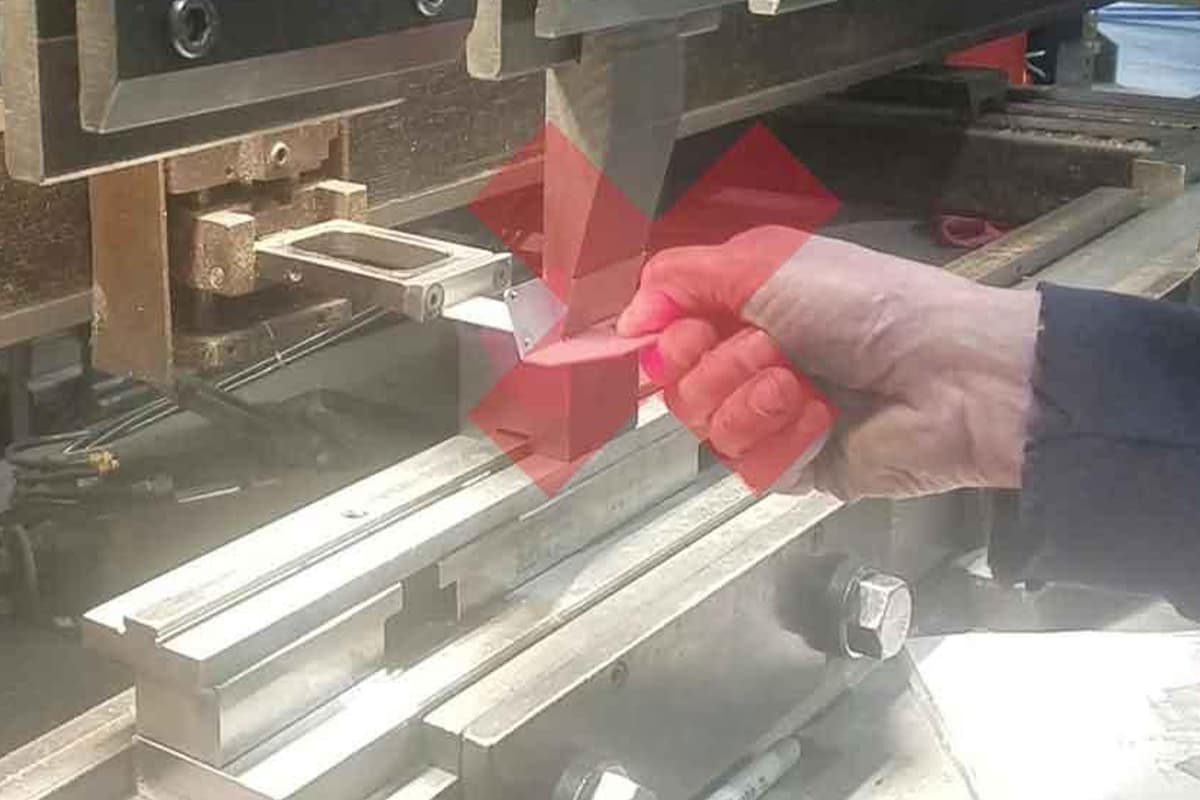
- Level 1 Risk Zone (Fatal Injury): The Point of Operation is the most critical and immediate danger zone—the space between the upper and lower dies where the workpiece is formed. Any body part, especially hands, entering this zone risks instant crushing or amputation. OSHA mandates effective guarding when die clearance exceeds 1/4 inch (about 6 mm).
- Level 2 Risk Zone (Severe Injury): The backgauge and clamping area is another frequent accident site. Under program control, the backgauge system moves automatically, rapidly, and quietly, posing a high risk of pinching or shearing injuries to hands during workpiece adjustments, waste removal, or lapses in attention.
- Level 3 Risk Zone (Potential Hazard): Risks around the power system and machine frame may be less direct but can still be deadly. In hydraulic systems, ruptured high-pressure lines can create slippery floors, leading to falls. In electrical systems, improper grounding or aging wiring can cause electric shock or fires. The sides and rear of the machine are also danger areas due to swinging or falling workpieces.
4.3 [Unique Insight 1] Exposing the “Invisible Killers”: Overlooked Deadly Risks
Beyond the conventional hazards, certain rare but catastrophic “invisible killers” demand heightened vigilance because they often fall outside an operator’s everyday experience.
- Workpiece Ejection: A highly underestimated lethal threat. When bending high-strength, hardened, or brittle materials, if the bend radius is too small or the material has internal flaws, the workpiece may suddenly fracture under extreme stress, shooting out at high speed like a projectile. The material’s natural “springback” stores significant energy, which, if released via fracture, can turn a seemingly harmless sheet into a deadly missile in an instant.
- Die Failure: Dies endure immense pressure as core tooling components. Incorrect installation (misaligned upper and lower dies), prolonged wear, mismatched die combinations, or attempting to bend material beyond the die’s rated capacity can cause sudden cracking or loosening. Shattered die fragments can fly out at high velocity, causing penetrating injuries. Improper die setup is itself a major hazard, potentially leading to uneven loading on the ram and machine damage.
- Hydraulic Oil Injection: Hydraulic systems often operate at pressures of several thousand PSI. Even a pinhole leak in a hydraulic line can release a high-pressure jet of oil capable of penetrating skin, causing High-Pressure Injection Injury. Early symptoms may appear as a small red dot, seemingly harmless, but the toxicity and force can rapidly destroy deep tissue, leading to severe inflammation, infection, or necrosis. Without immediate surgical intervention, the risk of amputation is extremely high, and in severe cases, it can be life-threatening. This is far beyond a simple burn or abrasion.
Ⅴ. Common Causes of Press Brake Accidents
5.1 Human Error
Lack of Training
The press brake operators should be trained professionally. They must know the working principle of the machine, safety regulations, and how to deal with emergent situations. Operators who lack training are easier to make mistakes, causing the accident risks to increase. Essential training should cover:
- Machine Operation: Understanding the working principles of the press brake, including controls and safety features. For example, operators should know how to properly align the metal sheet and set the correct bending parameters.
- Safety Regulations: Familiarity with safety protocols and emergency procedures to handle potential hazards. Proper training can significantly reduce the risk of accidents, as evidenced by industry studies showing a 25% decrease in incidents when comprehensive training programs are implemented.
- Emergency Situations: Knowing how to react promptly and effectively in case of an emergency, such as an unexpected machine malfunction. For instance, operators should be trained to use emergency stop buttons and follow lockout/tagout procedures.
Fatigue and Distraction
long-time operation and fatigue states may make operators couldn’t concentrate, thus making mistakes. What’s more, the distraction factors also include phones and chatting. Factors contributing to fatigue and distraction include:
- Long Working Hours: Extended periods of operation can cause fatigue, reducing alertness and reaction times. Statistics indicate that fatigue-related errors account for approximately 20% of press brake accidents.
- External Distractions: Activities such as phone use, chatting, or noisy environments can divert attention from the task at hand. For example, an operator distracted by a phone call might miss a crucial step in the fabrication process.
- Mental Strain: Continuous focus on repetitive tasks can lead to mental fatigue, increasing the likelihood of errors. Studies show that mental fatigue can reduce cognitive function by up to 30%, making mistakes more likely.
Unpredictable Behavior of Operators
Every press brake operator’s behavior is unpredictable, sometimes he will reach around the safety device or doesn’t obey the operation procedures. This could increase the risk of accidents.
Bypassing Safety Devices
Operators may sometimes bypass safety devices to expedite their work, a practice that is extremely dangerous. Common instances include:
- Removing Guards: Disabling or removing safety guards to speed up the bending process, exposing operators to hazardous moving parts. This practice can lead to severe injuries, as guards are designed to prevent contact with moving parts.
- Ignoring Safety Protocols: Skipping safety checks or not using safety devices like light curtains or presence-sensing devices due to perceived inconvenience. Light curtains, for instance, create an invisible barrier that stops the machine if breached, preventing accidents.
Improper Setting and Maintenance
Human error can also stem from incorrect machine settings and inadequate maintenance. Key issues include:
- Incorrect Machine Setting: it is vital to set the press brake correctly during machine operation. False settings could lead to unstable operation, and bring risk to operators. The operators and maintenance personnel must ensure each parameter of the machine should be set according to the manufacturer’s recommendation.
- Improper Maintenance: maintaining regularly is the key to ensuring the safe operation of the press brake. If the machine is not maintained regularly, there may be some potential risks occur, which may lead to accidents.
Handling Large Metal Sizes
Handling large metal materials presents unique challenges due to their size and weight. Risks include:
- Instability: Large sheets of metal can be difficult to control, increasing the risk of slips or falls. Operators should use appropriate lifting equipment and techniques to manage large materials safely.
- Improper Handling Techniques: Operators need proper training on how to manage large materials safely to avoid injuries. For instance, using team lifts or mechanical aids can reduce the strain and risk of accidents.
5.2 Machine Failure
Equipment Failure
The press brake may cause trouble itself, such as hydraulic system failure, electronic control problems mechanical parts damage, metal splashing, or machine parts quick moving. These failures could occur suddenly and cause the equipment to fail to work, and thus accidents could happen.
- Hydraulic Leaks: Hydraulic leaks can result from worn seals, damaged hoses, or loose connections, leading to a loss of pressure and uncontrolled movements of the press brake.
- Pump Failures: Hydraulic pumps are responsible for maintaining safety system pressure. A malfunctioning pump can lead to inadequate pressure, causing the press brake to operate erratically or fail to perform its intended functions.
- Valve Malfunctions: Valves control the flow and direction of hydraulic fluid. A stuck or faulty valve can result in unexpected movements or failure to stop the press brake, increasing the risk of accidents.
Electronic Control Issues
- Control Panel Failures: Faulty control panels can cause unplanned machine cycles or fail to respond to operator inputs. For example, a malfunctioning control panel might start a bending cycle without warning, putting the operator in danger.
- Sensor Malfunctions: Sensors are used to detect the position of the ram and other critical components. A sensor failure can result in incorrect positioning, leading to improper bending operations and potential accidents.
- Software Errors: Software glitches or programming errors can cause the press brake to operate outside its intended parameters, creating unsafe conditions.
Wear and Aging
Long-term use of a machine may cause machine parts to wear and age, which may lead to its performance and safety. Not replacing the abrasive parts timely and maintaining the machine may lead to incidents.
- Worn-Out Gears: Gears are essential for the movement and alignment of the press brake's components. Worn-out gears can lead to misalignment, causing improper bending and potential machine jamming.
- Damaged Bearings: Bearings facilitate smooth movement of the press brake's parts. Damaged or worn bearings can cause excessive friction, leading to overheating, vibration, and potential mechanical failure.
- Cracked Rams: The ram is a critical component that applies force to the material being bent. Cracks in the ram can compromise its structural integrity, leading to sudden failures and dangerous situations.
5.3 Electrical Hazards
- Exposed Wiring: Damaged or exposed wires can cause electrical shocks or short circuits, posing a risk to operators. Regular inspection and maintenance of electrical systems are crucial to prevent such hazards.
- Faulty Electrical Components: Defective relays, switches, or circuit breakers can lead to unexpected machine behavior.
- Power Surges: Electrical surges can damage sensitive components and lead to erratic machine operation. Surge protectors and proper grounding are essential to safeguard the press brake's electrical systems.
5.4 Workplace Environment
- Limited Space for Movement: A poorly designed workspace may not provide adequate space for operators to move safely around the press brake. This can lead to accidents due to awkward positioning or restricted access to emergency stop buttons.
- Insufficient Lighting: Adequate lighting is essential for operators to perform their tasks with precision. Poor lighting can lead to misjudgments and operational errors, increasing the risk of accidents.
- Cluttered Work Areas: Workspaces that are cluttered with tools, finished parts, and other materials can pose trip hazards and cause workplace injuries. This clutter can also interfere with the smooth operation of the press brake, contributing to potential accidents.
Ⅵ. Press Brake Safeguarding Measures and Precautions
6.1 Operator Training

It is important to ensure each operator has been trained correctly and has been certificated. They should know the working principle, master the operation techniques, and learn to take measures under emergent occasions.
- Machine Operation: Training should cover the working principles of the press brake, including controls, safety features, and proper handling techniques.
- Safety Protocols: Operators must be familiar with safety regulations, emergency procedures, and how to react in case of unexpected situations.
- Continuous Education: Regularly updating training programs to include new safety protocols and technologies helps maintain a high level of safety awareness among operators.
- Wear Proper Equipment: The operator should wear proper safety equipment and protective equipment, such as a safety cap, protective google, protective gloves, etc., to protect themselves from injury.
6.2 Regular Maintenance and Inspection
- Pre-Use Inspections: Operators should check each part of the equipment, including the hydraulic system, circuit, and mechanical structure, thus eliminating hidden dangers and keeping the machine in good condition. For instance, inspecting hydraulic hoses can prevent leaks that might lead to sudden machine failures.
- Scheduled Maintenance: Follow a structured maintenance schedule that includes lubrication of moving parts, calibration of sensors, and thorough inspection of hydraulic hoses and seals. Regular maintenance prevents malfunctions and reduces the risk of accidents.
6.3 Safety Devices and Guarding
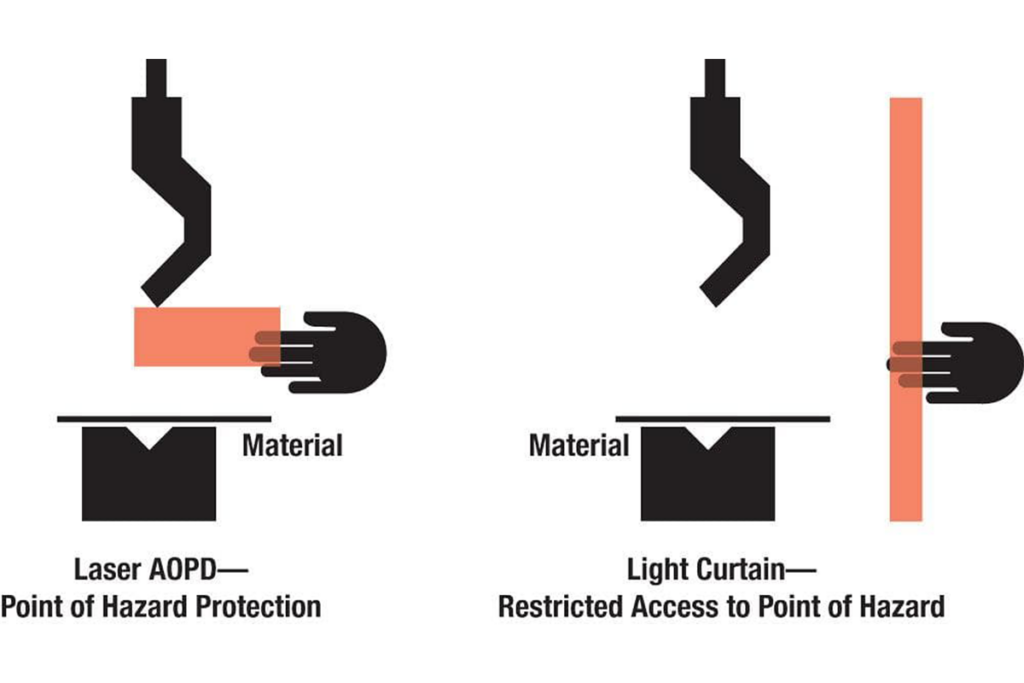
- Light Curtains: These devices use infrared beams to detect the presence of an operator's hands in the danger zone and stop the machine if the zone is breached. They are crucial in preventing hand injuries. For example, light curtains can stop the machine within milliseconds, significantly reducing the chance of injury.
- Two-Hand Control Devices: These require both hands to operate the machine, ensuring that the operator's hands are away from dangerous areas during the bending process. This reduces the risk of accidental activation. In practice, this means the machine will only engage when both control buttons are pressed simultaneously.
- Barrier Guards and Interlocking Guards: These physical barriers prevent contact with moving parts. Interlocking guards can disable the machine when opened, adding an extra layer of safety.
- Presence Sensing Devices: These devices detect an operator in the danger zone and prevent the machine from operating if the zone is occupied, ensuring that the operator is always in a safe position.
- Pullback and Restraint Devices: These devices limit the operator's movement to keep them away from hazardous areas during machine operation.
6.4 Safe Operating Procedures
Adhering to strict operating procedures can significantly reduce the risk of accidents:
- Pre-Operation Checks: Ensure all safeguarding devices and emergency stops are functioning correctly before starting the machine.
- Workpiece Preparation: Properly prepare the workpiece to ensure it fits the size and flatness requirements for safe bending.
- Material Knowledge: Understand the material properties, such as thickness and tensile strength, to determine the appropriate machine settings and tonnage requirements.
- Correct Machine Settings: Always set the press brake according to the manufacturer's recommendations to avoid unstable operation.
6.5 Clear Work Area and Personal Safety
Maintaining a clear work area and personal safety practices are crucial for preventing accidents:
- Tidy Workspace: Keep the work area free of obstructions to avoid tripping hazards and ensure smooth operation.
- Avoid Distractions: Operators should avoid distractions, such as using phones or engaging in conversations, during machine operation. Focus is essential to prevent mistakes.
- Address Fatigue: Operators should take regular breaks to avoid fatigue, which can impair judgment and reaction times.
6.6 Compliance with Safety Standards
Compliance with industry safety standards is necessary to ensure a safe working environment:
- OSHA and ANSI Standards: Adhering to OSHA 29 CFR 1910 and ANSI B11.3-2012 standards ensures that press brakes are operated safely and that all necessary safeguards are in place.
- Regular Audits: Conduct regular safety audits to ensure compliance with safety requirements and identify areas for improvement.
6.7 Lockout/Tagout Procedures
Lockout/tagout procedures are critical during maintenance to prevent accidental machine activation:
- Disconnect the power source to the press brake.
- Apply lockout devices to energy-isolating devices.
- Attach a tag to the locked-out device indicating the reason for the lockout.
- Verify isolation by attempting to start the machine to ensure it does not operate.
- Perform the necessary maintenance or repair work.
- Remove lockout devices and tags only after ensuring the area is clear and safe to resume operation.
6.8 Noise and Vibration Control
Noise Control Strategies
The most effective way to control noise is through the elimination or substitution of noisy processes. For example, replacing older, noisier press brakes with newer models designed to operate more quietly can significantly reduce noise levels.
Implementing engineering controls can effectively reduce noise exposure. Erecting sound barriers around press brake machines can help contain noise within a designated area. Using materials that absorb sound, such as acoustic panels, can reduce the overall noise level in the workspace.
While personal protective equipment (PPE) such as earplugs and earmuffs can reduce noise exposure, they should be used in conjunction with engineering controls for maximum effectiveness.
Vibration Control Strategies
Designing equipment with vibration-damping features and installing engine mountings can reduce vibration exposure. Providing operators with anti-vibration gloves can reduce the impact on their hands and arms. Continuous monitoring of noise and vibration levels is essential for identifying and addressing issues promptly.
Ⅶ. Case Studies of Press Brake Accidents

Case Study 1: Fatal Injury from High Tensile Steel Plate Ejection
In March 2023, a tragic accident occurred at a metal fabrication workplace involving a hydraulic press brake. The operator was working with a 10 mm high tensile steel plate using punch and die tooling. During the bending process, the steel plate fractured along the bend line and was violently ejected, striking the operator and causing fatal injuries.
Key Factors
- Material Properties: High tensile steel has lower ductility, making it more susceptible to brittle failure and rapid ejection when subjected to bending forces.
- Incorrect Tool Selection: The tooling and machine settings were not appropriately selected for the material being processed, increasing the risk of catastrophic failure.
- Lack of Control Measures: The absence of additional control measures, such as automatic plate lifters, meant that the operator was in close proximity to the bending zone, heightening the risk of injury.
Lessons Learned
- Material Selection: Proper assessment of material properties is essential to ensure the correct tooling and settings are used.
- Enhanced Safeguards: Implementing control measures like automatic plate lifters can keep operators at a safe distance from the bending zone, reducing the risk of injury.
Case Study 2: Fatal Accident from Ejected Steel Lug
On January 24, 2005, a 39-year-old press brake operator suffered fatal injuries from head and chest trauma after being struck by a 920-pound steel lug ejected from the machinery. The incident occurred when the lug edge slipped off the back of the V-shaped bottom die and was ejected from the press brake.
Key Factors
- Workpiece Support: The large size of the lug required it to be supported on the forks of a forklift, positioned in front of the press brake. Improper support and alignment contributed to the ejection of the workpiece.
- Training and Procedures: Although general safety training was provided, there was a lack of task-specific training and adherence to safe work procedures.
Lessons Learned
- Proper Workpiece Support: Ensuring proper alignment and support of large workpieces during the bending process is crucial to prevent ejection and subsequent injuries.
- Task-Specific Training: Comprehensive, task-specific training is essential to ensure operators understand the unique risks associated with different operations and how to mitigate them.
Ⅷ. From Compliance to Culture: Building a Sustainable Safety Ecosystem
If earlier chapters focused on constructing the physical and procedural "hardware" of safety, this chapter aims to forge the organization's "soul." In a truly safe workplace, protection does not originate from slogans on walls or thick rulebooks—it flows through every decision, embedded in every person’s mindset. When safety evolves from a task one follows to an instinct one lives by, the goal of zero accidents moves from aspiration to attainable reality. To achieve this, we must go beyond mere regulatory compliance and carefully cultivate a sustainable safety ecosystem—one that integrates management and frontline employees, systems and psychology, policy and culture.
8.1 Building a Strong Safety Culture: The Driving Force Beyond Regulations
Safety culture represents a collective belief—“this is how we do things here.” It’s an invisible yet powerful force that prevents accidents more effectively and enduringly than any rule or penalty. Such a culture cannot be imposed; it must be jointly created.
- Management Commitment: The Visible Power of Action The foundation of safety culture starts with unwavering commitment from top management—commitment that must be visible, tangible, and measurable.
- Visible Investment of Resources: Allocate clear budget commitments toward upgrading outdated equipment, introducing advanced safety technologies (such as laser guarding on all press brakes), and implementing immersive, high-quality training. When employees see with their own eyes that the company is literally investing in their safety, they will believe—deep down—that safety is a genuine priority.
- Effective Implementation of the “Safety Veto Power”: This represents one of the strongest cultural signals. When safety conflicts with deadlines or cost control, management must always choose safety—without hesitation. For example, if a press brake’s light curtain triggers intermittent alarms that may delay a critical order, managers should fully support halting production for inspection and publicly commend the employee who initiated the stop. Such decisions communicate unmistakably across the organization: no objective outweighs the value of human life.
- Employee Empowerment: Stop Work Authority (SWA) This policy radically shifts safety responsibility from top-down enforcement to shared accountability. SWA formally grants every employee—regardless of position—the unconditional authority and duty to stop any work upon perceiving immediate danger, without fear of punishment or retaliation.
- Implementation Essentials: The company must formalize this policy through documentation, full-staff training, and public declaration, ensuring every employee understands and feels encouraged to use it. Management must visibly support and protect employees who exercise SWA—even if it turns out to be a false alarm—by expressing gratitude for their vigilance and sense of responsibility. This practice breaks the silent cycle of “fear of criticism” or “not wanting to cause trouble,” stopping countless potential hazards before they materialize.
- Positive Reinforcement: Reward Those Who “Raise Concerns” Traditional safety systems often lean heavily on punishing rule violations, whereas an outstanding safety culture emphasizes recognizing compliance and proactive action. Research in organizational behavior consistently shows that positive reinforcement shapes lasting behavior far more effectively than punishment.
- What to Reward: Recognize employees who “raise concerns” constructively. For instance, create a “Golden Eyes” Safety Award that honors those who report near misses, identify major hazards, or propose successful safety improvements. Frame a reported issue—like a missing cover on a foot switch—not as a management failure, but as a valuable, free lesson that prevented a potential finger injury.
- How to Reward: Rewards don’t always have to be monetary. Public recognition ceremonies, customized “Safety Hero” badges, or a special lunch with the general manager can be even more motivating. Such symbolic acknowledgments often strengthen employees’ pride, belonging, and long-term commitment to safety far more effectively than cash incentives.
8.2 Regulatory Compliance and Risk Assessment
Building on a strong cultural foundation requires a clear, rigorous, and continuously improving institutional framework. Culture provides the motivation; the system provides the roadmap.
- Core Regulatory Interpretation: Understanding the Safety Philosophy Behind the Law
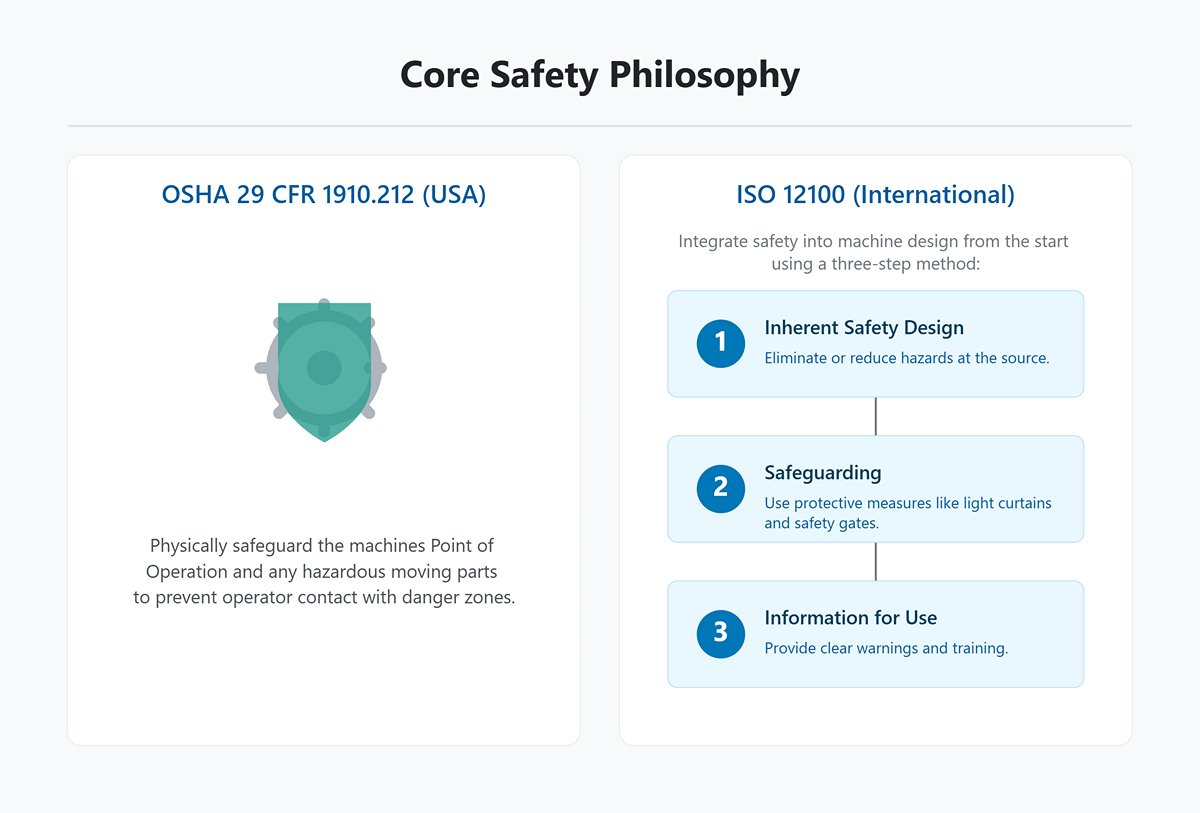
Leading global safety regulations share a remarkably consistent philosophy: - OSHA 29 CFR 1910.212 (United States): This is the cornerstone of machinery guarding standards. Its core principle states that any machine’s Point of Operation—or any rotating or reciprocating part posing a hazard—must be physically safeguarded to prevent an operator’s body parts from entering the danger zone.
- ISO 12100 (International): This standard defines the overall principles of machinery safety design and risk assessment methodology. It mandates integrating safety into machine design from the very beginning, following a three-step process: 1) Inherent Safety Design (eliminate or reduce hazards at the source), 2) Safeguarding and Complementary Protective Measures (e.g., light curtains, safety gates), and 3) Safety Information for Use (clear warning labels and comprehensive training).
- Shared Foundational Logic: All these standards are built on one fundamental assumption—safety cannot depend solely on operators “staying vigilant.” Human beings tire, lose focus, and make mistakes. Therefore, machines must be designed with robust engineering controls that make it inherently difficult for accidents to occur.
- Employer Responsibility & Legal Risk: The Definitive Proof of Due Diligence As an employer, the law requires you to fulfill your “Due Diligence” obligations—meaning you must take every reasonable and practical measure to protect your employees. In the unfortunate event of an accident, courts and regulatory bodies will focus heavily on your documentation: Have you conducted regular, systematic risk assessments? Are your equipment maintenance and safety inspection records complete? Are employee training logs comprehensive and traceable? Are your SOPs updated regularly and effectively communicated? A robust, meticulously maintained documentation system is your strongest defense against liability—potentially saving you from crippling fines or even criminal charges.
- How to Conduct an Effective Press Brake Safety Risk Assessment This is not a one-off task, but a continuous improvement cycle (Plan-Do-Check-Act):
- Identify Hazards: Systematically inspect every part of the machine (operating points, back gauge, power system, tooling) and every operational stage (normal production, tooling changes, maintenance, routine cleaning). Brainstorm and list all potential hazards that could cause injury.
- Assess Risk: For each hazard, evaluate its risk level from two dimensions: Risk = Likelihood of occurrence x Severity of consequences. For example, “unguarded pinch point” injuries have catastrophic consequences (amputation/fatality) and a high likelihood of occurring, making them an “extreme” risk that demands immediate action.
- Implement Controls: Prioritize controls based on risk level, starting from the highest. Strictly follow the internationally recognized Hierarchy of Controls: Elimination > Substitution > Engineering Controls > Administrative Controls > Personal Protective Equipment (PPE). For example, to prevent pinch point injuries, installing a laser guarding system (engineering control) takes precedence over simply telling operators to “be careful” (administrative control) or requiring gloves (PPE).
- Document & Review: Record the entire assessment process, results, and adopted controls in detail. Any time the machine is modified, production processes change, or a near-miss occurs, the risk assessment must be immediately reviewed and updated.
8.3 [Unique Insight 4] ROI Perspective: Why Safety Is the Best Business Decision
Many managers mistakenly view safety as a “necessary cost” that competes with production efficiency—a fundamentally flawed and dangerous perception. In reality, in modern manufacturing, safety is a high-return strategic investment.
- Accident Costs vs. Safety Investment: A Deal No CFO Should Refuse Let’s run the most conservative calculation:
- The True Cost of an Accident: As noted earlier, a severe crush or amputation injury can cost up to $100,000 in direct expenses (medical care, compensation). Indirect costs (production downtime, equipment damage, legal action, regulatory fines, reputational harm, morale loss) often range from 4 to 10 times the direct cost, easily pushing the total beyond $1 million.
- Safety Upgrade Investment: Outfitting an older hydraulic press brake with a top-tier laser guarding system that meets the highest safety standards costs roughly $25,000.
- ROI Analysis: Investing $25,000 to prevent a potential $1 million catastrophic loss yields an astounding 3,900% potential return. From a purely financial standpoint, this is one of the smartest investments a business leader can make.

- The Added Value of Safety: Profit Beyond Cost Avoidance World-class safety management delivers benefits well beyond loss prevention—it creates tangible, measurable value:
- Improved Production Efficiency: Compared to older guarding devices, modern laser safety systems (AOPD) allow the ram to approach the workpiece at higher speeds, switching to safe speed only during the final hazardous stroke. This can shorten each bending cycle by 15% to 30%, which over time translates into significant gains in output and delivery capacity.
- Boosted Employee Morale & Lower Turnover: Employees can clearly feel the company’s respect and care for their lives. Working in a safe, reliable, and respectful environment greatly increases engagement, satisfaction, and loyalty, directly reducing the high costs associated with turnover and retraining.
- Enhanced Brand & Client Trust: A company with an exceptional safety record is far more likely to win the trust and contracts of top-tier global clients. Increasingly, major corporations include EHS (Environment, Health, Safety) performance as a decisive compliance metric in supplier audits. A strong safety reputation is a powerful asset that attracts quality customers and top talent—an edge in fierce market competition.
Ⅸ. Emergency Preparedness & Post-Accident Response: Minimizing Harm and Impact
While our ultimate goal is to build an unbreakable zero-accident system, a truly mature safety leader must be fully prepared for the worst-case scenario. When an accident strikes, a professional, efficient, and compassionate response mechanism can not only save lives and reduce injury but also determine whether an organization can truly recover from the trauma, learn from it, and emerge stronger. This is not an admission of failure—it is the highest demonstration of responsibility and resilience.
9.1 Accident Scene: The Golden 30 Seconds Emergency Response Protocol
The seconds and minutes immediately after an accident—the “golden time”—can decide whether the injured survives. Panic is the greatest enemy; clear, instinctive response steps are the lifeline. All personnel on site must internalize the following actions until they become second nature.
- Step 1: Hit the Emergency Stop and Cut Power (0–5 seconds) The person closest to the machine has one primary and sole duty: strike any visible emergency stop button with full force. This should be an automatic, instinctive reaction.
- Critical Prohibition: Never attempt to pull the trapped victim free by hand. The machine may still be under immense hydraulic or mechanical pressure, and any reckless movement could cause far worse tearing or crushing injuries.
- Simultaneous Action: While pressing the emergency stop, immediately shout for help (“Someone’s hurt! Help now!”) to alert the area supervisor and trained first-aid personnel as quickly as possible.
Step 2: Assess the injury, administer first aid, and call professional medical help (5–30 seconds) — Only once you are certain that all energy sources have been fully shut down and the machine is completely inactive should a professionally trained first aider carefully approach the injured person.
- Evaluate the injury: Quickly check the victim’s consciousness, breathing, and main injury sites. In cases of severe crushing injuries, do not remove the object causing compression unless you are certain it will not lead to uncontrollable bleeding. In such cases, it is best to maintain the current situation and wait for fire or medical professionals equipped with specialized tools.
- Control bleeding: For amputations or severe arterial bleeding, every second counts. Immediately apply direct pressure to the wound using the cleanest available dressing or cloth (such as a work uniform). If direct pressure fails, consider using a professionally applied tourniquet above the wound (closer to the heart), but be sure to clearly record the time it was applied and inform subsequent medical personnel.
- Call for support: Assign a clear-headed individual to dial emergency medical services (e.g., 120 in China or 911 in the United States). During the call, remain calm and clearly inform the dispatcher of: ① Exact location of the incident (e.g., “XX Company, XX Workshop, Machine No. XX”); ② Type of incident (“Press brake crushing injury”); ③ Condition and number of victims (“One person’s hand crushed, conscious/unconscious, heavy bleeding”).
Step 3: Preserve the scene and secure evidence for the investigation (after 30 seconds) — While awaiting professional rescue and throughout the subsequent investigation, the accident scene must be protected as meticulously as a crime scene, preserving its original state.
- Establish a perimeter: Immediately evacuate all non-essential personnel and set up a clearly marked isolation zone around the accident area using warning tape or physical barriers.
- No touching: Strictly prohibit anyone from moving, touching, or “cleaning up” the machine, workpieces, control panels, or any oil spills or blood stains on the floor. These seemingly chaotic details are vital clues for uncovering the truth and preventing future tragedies. Use a mobile phone to take photos and videos from multiple angles to begin securing preliminary evidence.
9.2 Accident Investigation: From “Whose fault was it?” to “Where did the system fail?”
The sole, paramount purpose of an accident investigation is to identify systemic root causes and permanently correct them—not to find a convenient scapegoat. A “no-blame” investigation culture is the only path to genuine safety. Targeting individuals only drives employees to hide future hazards out of fear; targeting the system empowers everyone to act as safety sentinels.
- Applying root cause analysis tools
- The “5 Whys” Method: A straightforward yet powerful technique that drills down to the core of a problem by repeatedly asking “Why?” until the underlying cause emerges.
- Question 1: Why was Xiao Wang’s hand crushed? → Because the slider unexpectedly descended while his hand was between the upper and lower dies.
- Question 2: Why did the slider descend unexpectedly? → Because while adjusting the workpiece, his right foot inadvertently pressed the foot switch.
- Question 3: Why could the foot switch be pressed unintentionally? → Because the foot switch had no physical guard and was placed too casually, close to a walkway used for regular movement.
- Question 4: Why was an unguarded foot switch allowed to be used in production? → Because when the company purchased this second-hand equipment, “Foot switch must meet current safety standards” was not a mandatory acceptance criterion, and routine safety checklists failed to identify this specific hazard.
- Question 5: Why did both our procurement standards and safety inspections fail? → Because our safety management system lacks a risk assessment process covering the entire equipment lifecycle—from purchase and installation to daily operation—leaving gaps in accountability. (At this point, we have uncovered the management root cause: a systemic flaw)
- Fishbone Diagram Analysis: This tool helps systematically examine all possible causes of an accident across multiple dimensions—typically Man, Machine, Material, Method, Environment—presenting them in a single diagram to reveal interrelated key factors and prevent oversights.
- Formulating and tracking Corrective and Preventive Actions (CAPA) — An investigation report without a concrete action plan holds no value. The final deliverable must be a clear CAPA report.
- Corrective Actions: Direct steps to address problems that have already occurred—essentially “closing the barn door after the horse has bolted.” For example: Immediately install ISO 13853-compliant protective guards on all foot switches of the same type across the facility.
- Preventive Actions: Measures based on root cause analysis to prevent similar issues in other equipment or processes—proactive risk mitigation. For example: Revise equipment procurement standards to mandate safety ratings for all control devices; update safety inspection checklists and provide specialized training for all safety officers.

Each measure must have a clearly assigned responsible person and completion deadline, with the safety department tracking progress until permanent closure is confirmed.
9.3 [Unique Insight 5] Human Care: Psychological Recovery and Team Rebuilding After an Accident
The damage caused by an accident extends far beyond visible physical injuries. Invisible psychological wounds can inflict deeper and longer-lasting harm on the organization. A truly exceptional safety system must treat human care as equally important as technical repairs.
- Psychological trauma intervention for affected employees and witnesses (PTSD) — Whether it is the injured employee or colleagues who witnessed the accident, both may develop Post-Traumatic Stress Disorder (PTSD). Symptoms may include:
- Flashbacks: Uncontrollable, repeated mental replay of the traumatic scenes from the accident.
- Hypervigilance: Extreme tension, heightened startle responses, and intense fear triggered by normal press brake noises or similar situations.
- Avoidance behaviors: Instinctively avoiding the accident site, or even refusing to return to the workshop entirely.
- Negative emotions: Persistent guilt (“If only I had…”), self-blame, anger, or emotional numbness.
Management must fully understand that these reactions are normal physiological and psychological responses to trauma—not signs of weakness or overreaction.
- Key Action: The company has an immediate responsibility to implement a professional Employee Assistance Program (EAP) or engage qualified psychological counseling services, offering confidential, one-on-one support to all affected employees, including witnesses. For those who have been injured, providing top-quality medical care is essential, but so is ongoing psychological support and a carefully structured plan to help them recover and reintegrate into the workplace.
- Management Communication Strategies to Restore Team Trust and Sense of Security: A serious incident can tear a hole in the fabric of team trust, allowing fear, doubt, and insecurity to spread like a contagion. In such moments, the way leaders communicate will directly determine whether the team spirals into collapse or finds a path to renewal.
- Communicate quickly, openly, and consistently: While safeguarding the injured employee’s privacy, management should promptly inform all staff of the basic facts of the incident, the steps being taken in response, and the company’s commitment to supporting the injured colleague. A vacuum of information only fuels rumors and anxiety.
- Lead with empathy, not defensiveness: The first words from management should be, “We are deeply saddened by what has happened, and we stand firmly with our injured colleague and their family,” rather than, “The company has fulfilled all legal obligations.” Genuine empathy is the only adhesive strong enough to rebuild trust.
- Facilitate team emotional processing: At an appropriate time, arrange a professionally led team meeting where staff can safely express their feelings, fears, and questions. This creates an outlet for collective emotional release and helps restore team cohesion.
- Ensure complete transparency of investigation findings and corrective actions: Once the CAPA plan is finalized, formally share with all employees the systemic issues identified in the investigation, along with the company’s concrete commitments and actions to prevent such incidents from ever happening again. Let employees witness firsthand that their pain has led to real, positive, and lasting change. This is the only way to rebuild faith in the company’s safety commitment—and the most meaningful way to honor the injured colleague.
Ⅹ. Technological Innovations in Press Brake Safety
Technology advancement in safety: through intelligent approaches, safety monitoring ability can be improved effectively, thus accident risks can be decreased. For manufacturers seeking to upgrade equipment with modern safety features, exploring advanced press brake models can be a practical step toward achieving these improvements.
Innovation of safety equipment and regulation: the application of new safety equipment such as three-dimensional safety light curtains and infrared scanning. Besides, the safety door can prevent the workers from walking into dangerous areas, thus ensuring the safety of workers. Additionally, the operator can be trained in a safe and virtual environment to improve operating skills and safety awareness via VR and AR technology. For detailed specifications and visual references on such equipment, you can check our latest brochures to better understand available solutions.
Future trend: metalworking machines learning and artificial intelligence can play a paramount role in identifying and preventing hazards, which can achieve “predictive protection” and “zero accident” goals. There also will be more remote monitoring and operation skills to be used to reduce the contact risks between the operator and machine. If you would like to discuss how these future trends can be implemented in your facility, feel free to contact us for tailored advice and support.
















