Ⅰ. Cognitive Reframing: What Is a Punch Press and Why It Matters
When people hear “Punch Press,” most immediately think of “a machine that punches holes in sheet metal.” That’s not wrong, but it drastically underestimates its industrial value. In modern precision manufacturing, a Punch Press is far more than a hole‑punching tool; it is more like a metal sculptor wielding thunderous power, often working side‑by‑side with core bending equipment such as a CNC press brake to complete the full sheet‑metal forming workflow.
1.1 Definition and Essence: A Metal Shaper That Goes Beyond Simple Punching
From a strict engineering perspective, a Punch Press is a machine tool that uses instantaneous high pressure to drive precision dies, enabling shearing, punching, or three‑dimensional forming of sheet metal. At its core, it is all about “instantaneous energy release and precisely controlled plastic deformation.”
To quickly grasp how it works, think of the “cookie‑cutter model”:
- Punch: Like the cookie cutter in your hand, it directly contacts the material and defines the final shape.
- Die: Similar to the cutting board or base under the dough, it works with the punch to provide an accurate boundary for fracture or forming.
- Sheet Metal: This is the “dough” waiting to be processed.
- Ram Force: This is the downward force of your hand, but on a vastly different scale—it’s usually measured in tons.
Within this model, the full capability map of a Punch Press opens up:
- Core functions (subtractive processes): Beyond familiar punching and blanking, it can very efficiently perform notching and nibbling—creating complex contours through a series of closely spaced small punches.
- Advanced functions (forming processes): This is its killer feature compared with a laser cutter. It can make flat sheet metal “stand up,” for example by forming ventilation louvers, structural ribs for reinforcement, countersinks for flush screws, and even performing tapping without any welding involved.
1.2 Strategic Role: Where It Fits in the Metal Fabrication Workflow
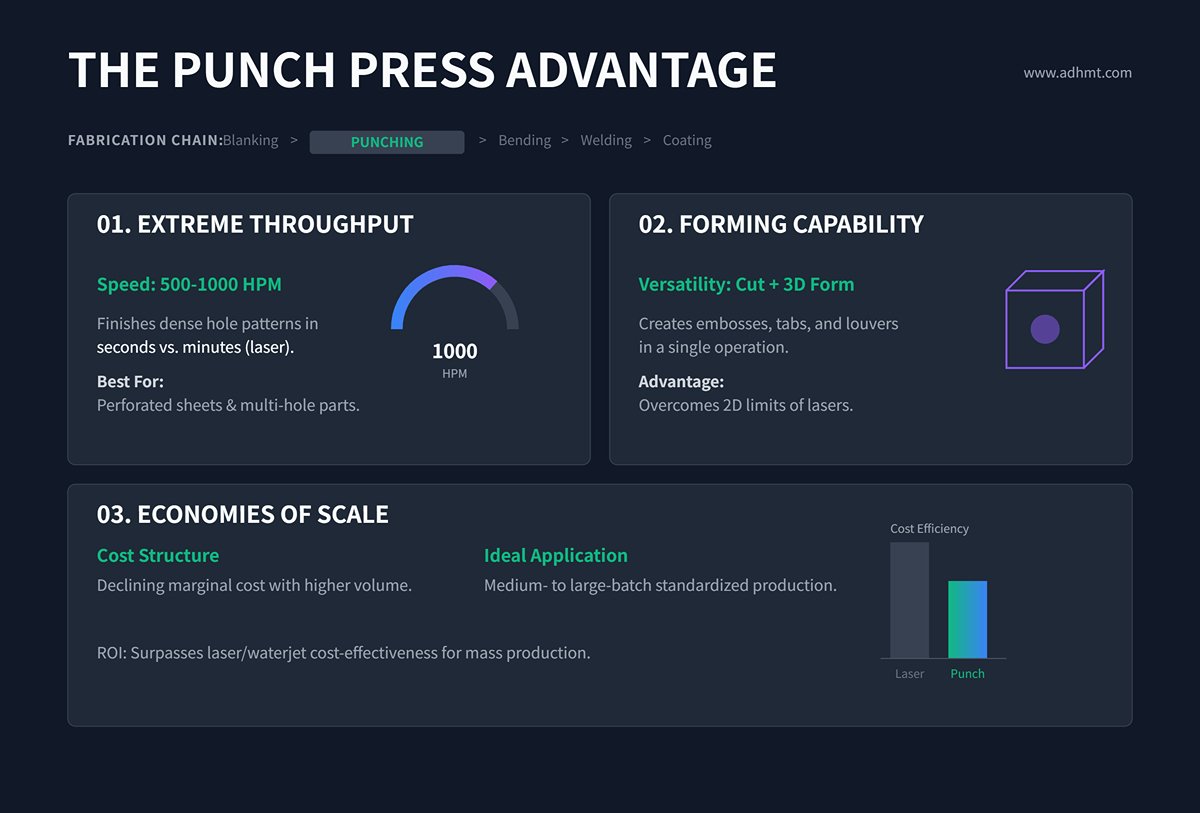
To understand the importance of a Punch Press, you have to look at it in the context of the entire metal fabrication value chain. In a typical sheet metal process flow — [blanking] → [punching/forming] → [bending] → [welding] → [coating] — the Punch Press sits at a pivotal, bridging stage.
Its existence is justified by three irreplaceable competitive advantages:
- Extreme throughput (for dense hole patterns): Suppose you need to produce 1,000 holes of 5 mm diameter on a perforated sheet. A laser cutter has to “draw” 1,000 circles, which may take several minutes. A modern high‑speed Punch Press, however, can reach 500–1000 hits per minute (HPM), finishing the job in mere tens of seconds. For perforated and multi‑hole parts, it is the undisputed efficiency champion.
- Unique forming capability: Laser cutting is fundamentally “thermal melting and separation,” limited to 2D profiles. Once the design includes 3D features like embosses, tabs, louvers, or other raised structures, the laser is powerless. In these cases, the Punch Press is the only solution that can handle both contour cutting and three‑dimensional forming on a single machine.
- Declining marginal cost (economies of scale): This is key for purchasing decisions. While a Punch Press does require upfront investment in tooling, its extremely fast cycle times mean that the higher the volume, the lower the per‑part cost. For medium‑ to large‑batch standardized production, its cost‑effectiveness far surpasses that of laser or waterjet cutting.
1.3 A 30‑Second Cheat Sheet: Punch Press vs. Commonly Confused Machines
Beginners often get lost among different types of “presses” and cutting equipment. Use the comparisons below to draw clean boundaries:
- Vs. Press Brake
- The Punch Press handles everything done while the sheet is still flat (holes, cutouts, local forms).
- The Press Brake is used to bend the sheet along lines, turning it from 2D into 3D (for example, folding it into a box).
- Mnemonic: one deals with “points and surfaces,” the other with “lines and angles.”
- Vs. Stamping Press (conventional press)
- A Punch Press (specifically, a CNC turret punch) is a flexible “Swiss Army knife”, using dozens of standard tools on the turret in different combinations to create various shapes. It is ideal for high‑mix, variable‑batch sheet metal work.
- A Stamping Press is a rigid “production line specialist”, usually paired with expensive, dedicated tooling (high die costs) designed to manufacture one specific automotive or hardware part at massive volumes—on the order of millions of pieces.
- Vs. Laser Cutter
- The Punch Press uses mechanical force, excels at repetitive holes, forming, and batch production, but struggles somewhat with very thick plate and highly complex freeform curves (edges may appear slightly serrated).
- The Laser Cutter uses thermal energy, is outstanding at precision cutting of arbitrary curves and thick materials, and requires no physical tooling. However, for dense perforations and 3D forming, it cannot match the Punch Press in either speed or functionality.
Ⅱ. Inside the Machine: Breaking Down the Core Components and Principles
To truly master a Punch Press, you can’t just look at its cold steel exterior. You need to go inside it—like a surgeon—to see how its “bones,” “heart,” and “muscles” coordinate. It is the millisecond‑level synchronization of these subsystems that makes controlled plastic deformation of hard sheet metal possible.
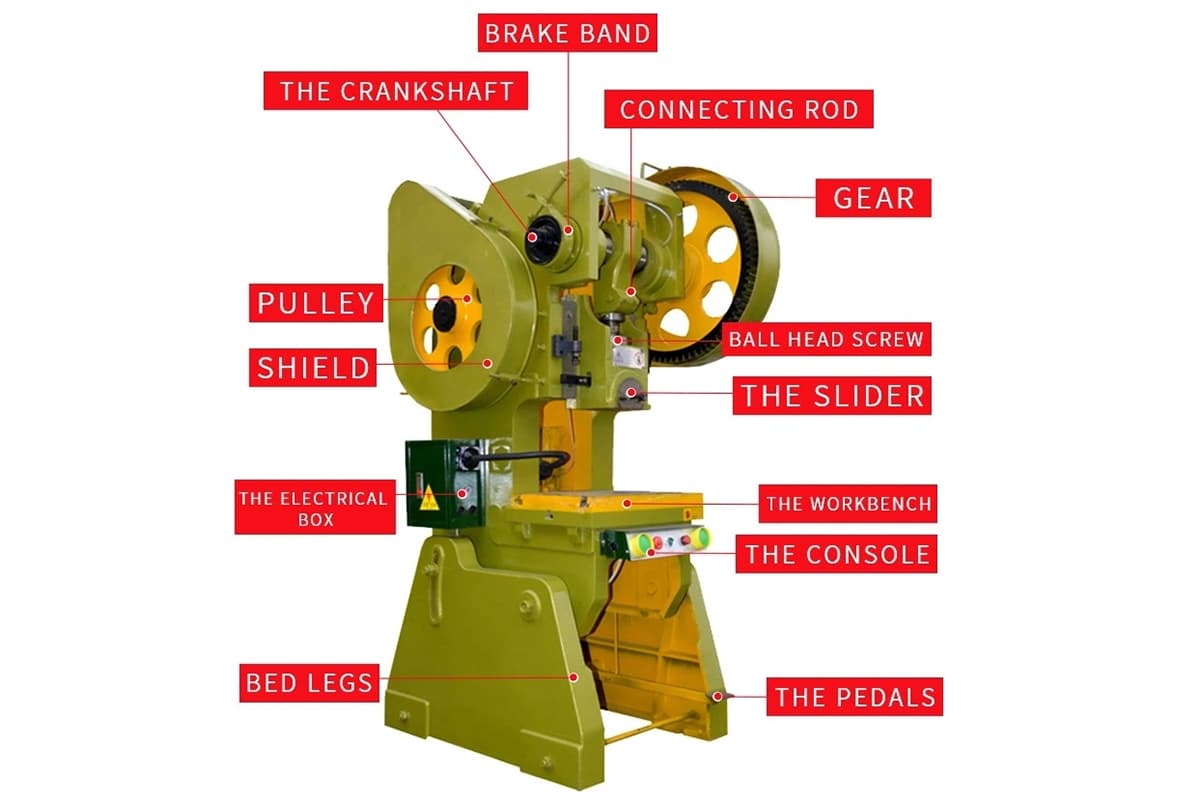
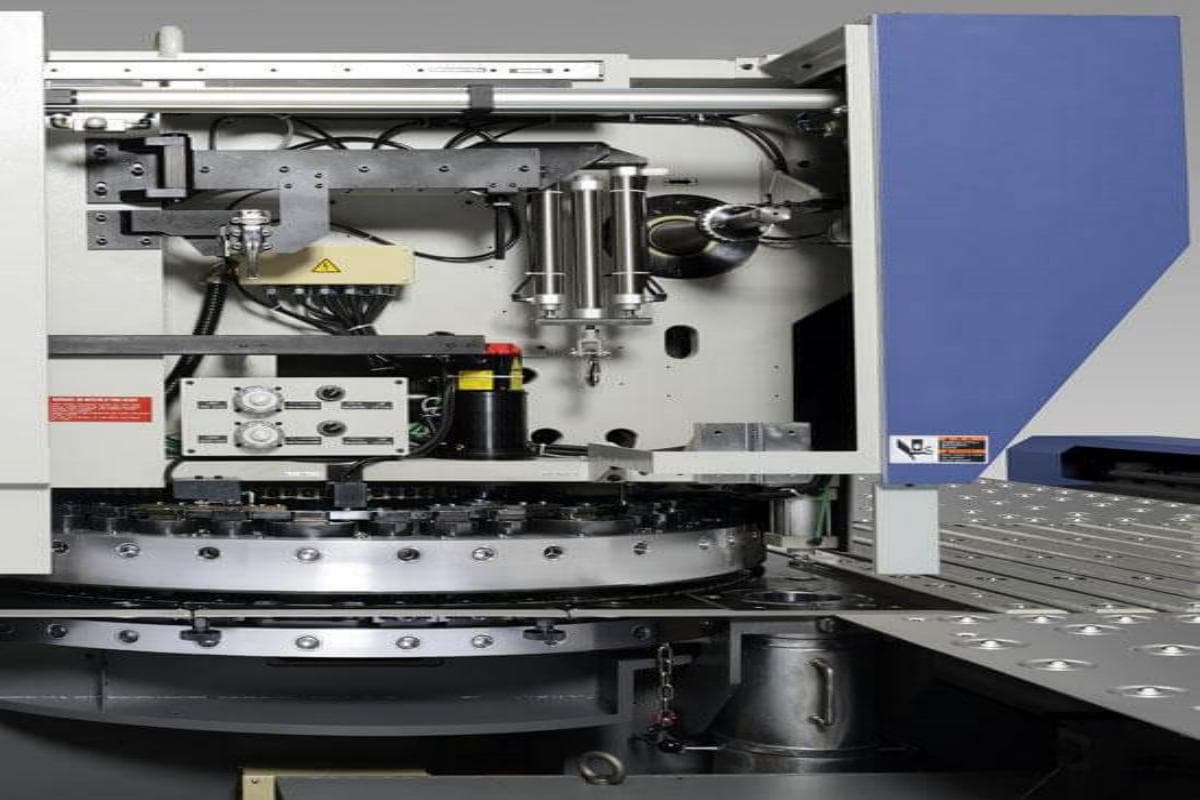
2.1 Core Anatomy: A Guided Tour of the Key Components
Structurally, a Punch Press can be rigorously divided into three major systems: the power source that provides energy, the executive mechanism that transmits motion, and the tooling system that directly contacts the material.
- Power Heart (The Power Source)
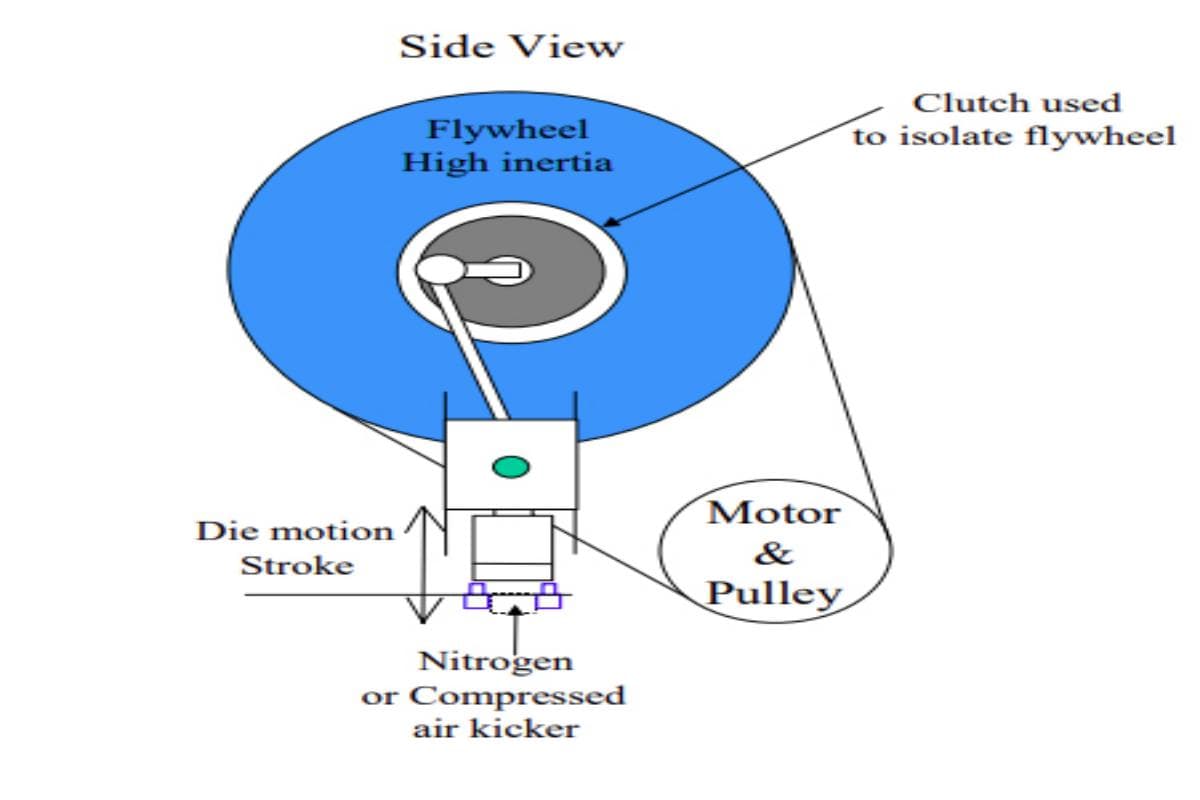
- Flywheel: In traditional mechanical presses, this is a large rotating mass that acts like a “mechanical battery.” The motor keeps the flywheel spinning at high speed to store kinetic energy; once the clutch engages, that rotational inertia is converted into a powerful downward blow. This design delivers tremendous impact but offers limited flexibility.
- Servo Motor: The heart of modern high-end machines. It does away with the bulky flywheel and uses a high-torque servo motor to drive the slide directly. Think of it as evolving from an “uncontrollable sledgehammer” to a “programmable robotic arm,” able to fine-tune speed and force at any point in the stroke. This precise control is what enables ultra-quiet punching and highly complex forming.
- The Executive Body
- Ram / Slide: The direct carrier of force. It holds the upper die and moves it up and down in a reciprocating motion. Its guiding accuracy directly determines the concentricity and alignment quality of the finished parts.
- Bed & Bolster Plate: The “foundation” that withstands thousands of tons of pressure. The bed must have extremely high rigidity and vibration resistance, while the bolster is the heavy steel plate on which the lower die is mounted. Even micron-level deflection of the bed under impact will slash die life exponentially.
- The Tooling Ecosystem
- Punch & Die: The “teeth” of the press. The punch (male die) defines the shape of the hole, while the die (female die) provides the cutting edge.
- Stripper Plate: A component often overlooked by beginners but absolutely critical. After the punch pierces the material, friction can cause the sheet to cling to the punch like a fish hooked on a line. The stripper plate’s job is to peel the material off the punch as the slide retracts, preventing it from being lifted and causing a strip-hanging accident.
2.2 Motion Cycle: The 4 Steps of a Perfect Stroke
What looks like a simple stroke is actually a tightly synchronized physical process. Understanding this cycle is the foundation for troubleshooting stamping problems.
- Positioning & Clamping The CNC system moves the sheet to the target X/Y coordinates with millisecond-level response. At this moment, the clamps must lock the sheet firmly in place, because even the slightest vibration will cause hole position errors.
- Punching / Plastic Deformation (Penetration) The slide drives the punch to contact the material surface. As pressure rises sharply, the material enters the plastic deformation zone and then exceeds its shear strength. For forming operations (such as louvers), this is the critical phase of material flow; the downstroke speed must be controlled to avoid cracking.
- Fracture & Breakthrough The punch continues downward, completely severing the material fibers. The slug separates from the sheet and falls through the lower die under gravity or vacuum suction. This is the point of maximum noise and vibration.
- Retraction & Stripping After reaching bottom dead center, the slide rapidly returns. At the same time, the stripper plate, backed by strong springs, presses against the sheet surface to ensure the punch is withdrawn smoothly. One cycle ends, and the system immediately prepares for the next feed step.
2.3 The Hidden Parameters That Shape Quality
Beyond the visible hardware, three “invisible” physical parameters act as silent killers of stamping quality.
- Die Clearance This is the single-side gap between the punch outer diameter and the die inner diameter, typically 10%–20% of the sheet thickness.
- If the clearance is too large: The sheet is not just cut—it’s torn. The cut edge develops severe rollover and large burrs.
- If the clearance is too small: A “secondary shearing” effect occurs. The cut face looks bright and smooth, but die wear accelerates dramatically and the required punching force increases sharply.
- Key rule: There is no universal perfect clearance—only the optimal clearance for a specific material and thickness.
- Tonnage This is the maximum pressing force the machine can deliver. Never assume that “more force is always better”; running at full capacity for long periods will permanently degrade machine accuracy.
- Safety margin: Industry practice is to keep a 20%–30% tonnage reserve. If your calculation shows a punching force requirement of 28 tons, you should choose at least a 35-ton press.
- Frame Rigidity This determines whether the press frame will deform under high load.
- C-Frame: An open structure shaped like the letter “C,” accessible from three sides and convenient for die changes. However, at high tonnage it tends to “open up” (gap opening), causing misalignment of the tooling.
- Closed / Gantry (O-Frame): A closed structure shaped like the letter “O,” offering excellent rigidity with virtually no deformation. It is ideal for high-precision, high-strength continuous production, but comes with a higher price tag.

Ⅲ. Core Categories and Technical Schools: Reading the Specs Behind the Performance
When you talk about “buying a punch press,” you’re really choosing a particular technical philosophy. The drive system determines how much brute force and how much control you get, while the structural design determines how flexible the machine is in actual production. Grasping these differences is a key step in moving from novice to expert.
3.1 Classification by Drive Type (The Evolution of Power Sources)
The drive system is the “heart” of the press. It governs how the slide moves, how force is released, and how energy is consumed. Today’s market is dominated by three major technical schools, each representing the industrial wisdom of a different era.
1. Mechanical: The Pure Power School
This is the most traditional and most common type, and it has dominated the industry for the longest time.
- How it works: A large flywheel stores kinetic energy. The motor keeps the flywheel spinning at high speed, and when the operator steps on the pedal the clutch engages. The flywheel’s inertia is transmitted almost instantaneously through the crankshaft to the slide, completing a stroke.
- Core traits: Fast and fierce. The slide follows a fixed motion curve (a sine wave) that cannot be altered. It’s like swinging a sledgehammer: once you start the swing, you must complete the full stroke, and the impact force peaks the moment it hits the material.
- Best suited for: Simple, high-volume punching and blanking. For flat parts that don’t require sophisticated forming control, this is the most cost-effective choice.
2. Hydraulic: The Controllable Fluid School
Hydraulic technology was introduced to overcome the rigidity of mechanical presses that “either run full speed or don’t move at all.”
- How it works: A hydraulic pump delivers high-pressure oil into a cylinder, driving a piston that in turn moves the slide.
- Core traits: Stable and adjustable. The most remarkable feature of a hydraulic press is that it can deliver 100% of its rated tonnage at any point in the stroke (whereas a mechanical press typically reaches full tonnage only within the last few millimeters near bottom dead center). Stroke length and speed are both infinitely adjustable, and the slide can even dwell at the bottom for several seconds to maintain pressure, giving the metal time to flow fully.
- Best-fit applications: Thick plate forming and deep drawing. If you need to produce stainless-steel sinks or deep boxes, the hydraulic press’s slow, steady force prevents the material from tearing—something a mechanical press simply can’t match.
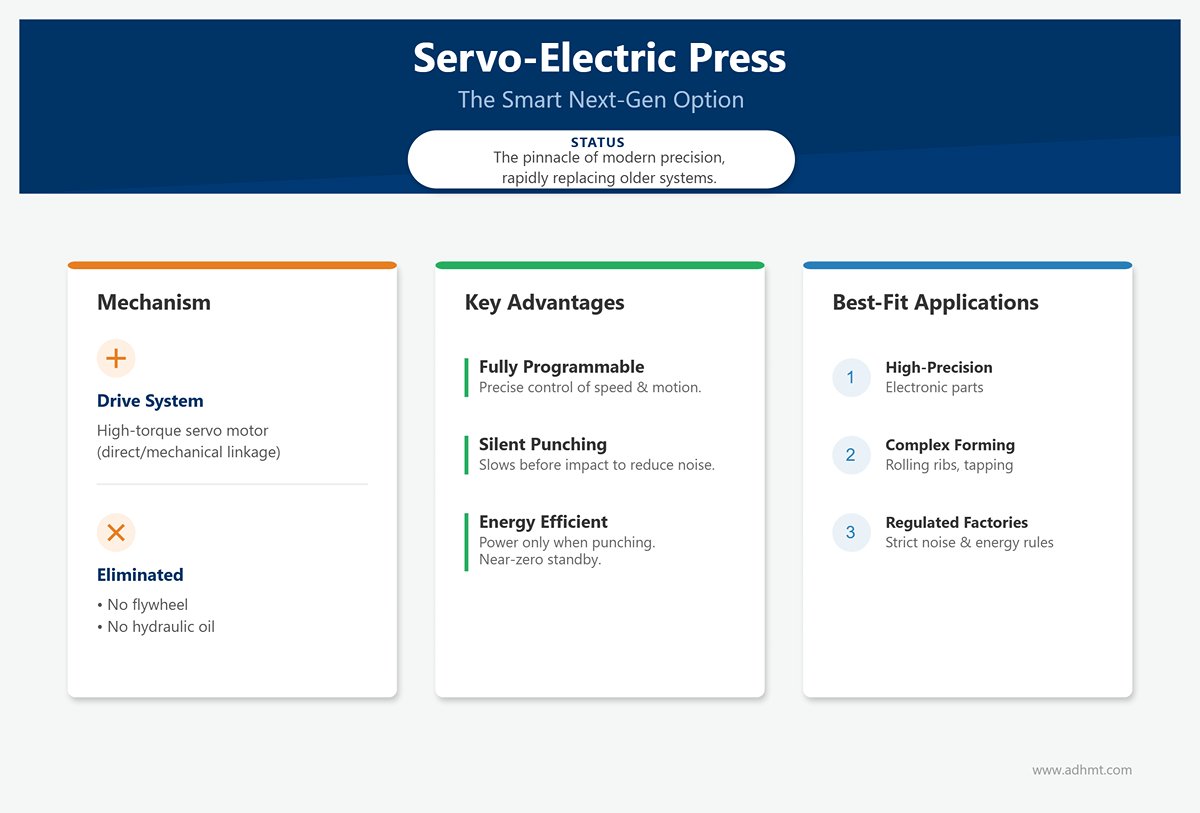
3. Servo-Electric: The smart, next‑generation option
This is the pinnacle of modern precision sheet-metal processing and is rapidly replacing the other two types.
- How it works: It eliminates the flywheel and hydraulic oil and instead uses a high-torque servo motor to drive the ram directly (or via a simple mechanical linkage).
- Key characteristic: “Fully programmable”. This is the real game changer—you can program the ram’s motion almost like you edit a video. Need the ram to drop quickly, then slow down right before touching the sheet to cut noise (silent punching), then rebound slightly and press again for a complex forming step? A servo press can do all that through software. It also only consumes power at the moment of punching; standby power consumption is close to zero.
- Best-fit applications: High-precision electronic parts, complex forming processes (such as rolling ribs and tapping), and modern factories with strict noise and energy-consumption requirements.
3.2 Classification by structural design
If the drive type determines the “force,” then the structural design determines “how the tooling is managed.”
CNC Turret Punch Press
This is standard equipment in modern sheet-metal shops and is often called the “Swiss Army knife of sheet processing.”
- Structural features: Between the punch and the die shoe sits a large rotating disc called the turret. This turret is preloaded with dozens of different tools (typically 20–50+ stations) in various shapes and sizes.
- Advantages: Exceptional flexibility. The CNC system commands the turret to index rapidly, switching tools automatically in a matter of seconds. This allows the machine to punch round holes, square holes, louvers, and many other features on a single sheet with no manual intervention. It is the undisputed champion for “high-mix, low-volume” production.
Single-Station Press (Single Station / Gap Press)
- Structural features: Only one working position; it can hold just one tool set at a time.
- Advantages: Highly specialized. Tool changes are more cumbersome, but the construction is simple, rigid, and inexpensive. It’s typically used with progressive dies for large-scale production of a single part, or as a supplement to a turret punch—dedicated to very large holes or parts that won’t fit in the turret.
3.3 [Decision Matrix] Final showdown of the three drive types
To help you quickly lock in on the right machine type, we’ve put the three main drive technologies through a tough comparison across six core dimensions:
| Dimension | Mechanical | Hydraulic | Servo-Electric |
|---|---|---|---|
| Speed / Productivity | ⭐⭐⭐⭐⭐ (Very high) Uses flywheel inertia for extremely fast strokes | ⭐⭐⭐ (Moderate) Limited by the flow rate of hydraulic fluid | ⭐⭐⭐⭐ (High) Slightly slower than mechanical in theory, but very fast with optimized stroke control |
| Accuracy & Flexibility | ⭐⭐ Fixed stroke, little room for fine adjustment | ⭐⭐⭐⭐ Adjustable stroke and pressure | ⭐⭐⭐⭐⭐ (Excellent) Micron-level control with fully programmable motion profiles |
| Forming Capability | ⭐⭐ Impact is too sharp; material is prone to cracking | ⭐⭐⭐⭐⭐ (Best-in-class) Full tonnage across the entire stroke; ideal for deep drawing | ⭐⭐⭐⭐ Excels at complex, precise forming; slightly inferior to hydraulic for ultra-deep drawing |
| Maintenance Cost | Low Simple, robust mechanism | High Oil leaks, temperature control, and seal aging are constant headaches | Low No hydraulic system—only the motor and ball screw need regular care |
| Energy Use (TCO) | High Flywheel must keep spinning even when idle, wasting energy | Medium–High Pump must maintain system pressure | Very low Power on demand; typically 50%+ more energy efficient than hydraulic |
| Ideal Use Cases | Simple piercing, blanking, washer production | Thick plate (>6 mm), deep boxes, large body panels | Precision sheet metal, louver / countersink-intensive parts, mixed production environments |
💡 Expert insight: Ten years ago, the choice might have been genuinely difficult. Today, unless you’re dealing with very thick plate (go hydraulic) or huge volumes of very simple washers (go mechanical), a servo-electric turret punch press is effectively the “default choice” for most sheet-metal shops. Although the initial purchase price is higher, its energy savings, low maintenance, and phenomenal process versatility typically pay back the price difference within 2–3 years.
Ⅳ. Competitive Technologies & Process Trade-offs: Punch Press vs. Laser Cutting
In a modern sheet-metal shop, the debate over “Punch press or laser cutter?” never really goes away. This isn’t a simple matter of which is better—it’s a deep trade-off involving efficiency, cost, flexibility, and process limitations. As a decision-maker, if you don’t understand their underlying economics and physical differences, it’s very easy to make a costly mistake in equipment investment.
4.1 The efficiency–cost game: Which one really saves money?
To crack this puzzle, you can’t just look at the sticker price. You have to consider total lifecycle cost and sensitivity to geometric features.
- Shape complexity: point vs. line
- Regular hole patterns (Punch territory): For standard shapes such as round, square, and oblong holes, the punch press is the clear winner. It follows a “one hit, one feature” logic. For example, punching a 10 mm round hole takes only a few tens of milliseconds, whereas a laser has to trace the entire circumference like a light pen, taking several times longer. The more holes there are, the more the punch’s advantage scales—almost exponentially in applications like perforated sheet.
- Irregular contours (Laser territory): When you’re dealing with complex free-form curves, sharp corners, or non-standard shapes, the laser cutter has an overwhelming edge. No tooling is required—just load the DXF file and cut. The punch press, in contrast, either “has no suitable tool” or needs an expensive custom die.
- “Breakeven Point” theory: the core economic model for purchasing decisions.
- Laser cutting: Zero tooling cost, but high marginal cost (gas, electricity, and slower cycle times). Best suited for prototyping, R&D, and small batches (typically fewer than 500 pieces).
- Punch press processing: High tooling/setup cost, but extremely low marginal cost. Once the machine is dialed in, the per-part processing cost drops to a very low level.
- Decision threshold: There is a clear break‑even volume between the two processes. Industry experience shows that once the batch size of a single part exceeds 1,000–2,000 pieces, the total cost of punching drops well below that of laser cutting. The larger the batch, the stronger the economies of scale for punch presses.
- Hidden constraints of material properties
- Highly reflective materials: Laser cutting machines—especially CO₂ lasers (fiber lasers perform better but are still at risk)—are notoriously sensitive to high‑reflectivity materials such as copper and aluminum. Back‑reflection can damage the laser source. A punch press, by contrast, relies on purely mechanical shearing and is completely unaffected by reflectivity, making it the first choice for copper busbars and aluminum sheet.
- Hardness and thickness: Lasers excel at cutting high‑hardness steels and thick plate (20 mm and above), while punch presses are limited by tonnage and tool strength, and are typically confined to thin and medium‑thickness sheet below 6–8 mm. Machining high‑strength steel on a punch press will also significantly shorten tool life.
4.2 Irreplaceable capabilities: What a laser simply cannot do
This contest is about more than just cutting speed; it is a competition across dimensions. Laser cutting is, by nature, a two‑dimensional thermal cutting process, whereas a punch press is a three‑dimensional cold‑forming process. The following domains are “no‑go zones” for laser cutting:
- 3D forming: With dedicated tooling, a punch press can instantly transform sheet metal from flat to three‑dimensional, eliminating the need for secondary welding or bending:
- Louvers: Ventilation features used for cabinet cooling can be formed in a single hit on a punch press; a laser simply cannot produce them.
- Ribs: Raised stiffening features pressed into thin sheet dramatically increase structural rigidity at very low material cost.
- Countersinks: Conical recesses for flat‑head screws; lasers can only cut holes, not form the tapered surface.
- Extrusions / drawn flanges: Material is drawn up around a hole to create a standing collar, providing additional thread engagement for tapping—critical for fastening in thin sheet.
- Surface‑conditioning operations
- Marking / stamping: Punch presses can rapidly emboss part numbers, logos, or alignment marks directly into the part, at speeds far beyond those of laser engraving.
- Coining / flattening: Applying high pressure to locally flatten material, relieve internal stress, or achieve extremely tight flatness.

Insight: If your only goal is to “cut out” flat profiles, a laser may well be the better choice. But if your products incorporate a large number of three‑dimensional features, a punch press can eliminate subsequent drilling, tapping, welding, and other secondary operations—this is where the real cost and efficiency gains lie.
4.3 The trend: Combined machines—the ultimate solution
When faced with a choice between “either‑or,” high‑end manufacturers have arrived at an ultimate answer: the punch‑laser combination machine.
This “beast‑class” machine integrates a servo turret punch press and a fiber laser cutting head into a single frame. Its operating logic is elegantly simple:
- Punch first: Use the punch head to process all standard holes, tapping, and 3D forming (louvers, countersinks) at lightning speed.
- Then cut: Use the laser head to flexibly cut all complex outer contours and non‑standard internal features.
Core value:
- No secondary clamping: All operations are completed in a single setup with extremely high accuracy, eliminating cumulative positioning errors and handling costs from moving parts between different machines.
- Maximum flexibility: You get the forming capability and perforation efficiency of a punch press, plus the contouring flexibility of a laser.
Although the upfront investment for a combination machine is substantial, for modern sheet‑metal shops targeting high‑mix, medium‑to‑low volume, and complex processes, it is often the only real path to breaking conventional process constraints and achieving true all‑in‑one manufacturing.
Ⅴ. Practical selection guide: How to choose your first punch press
Knowledge only creates value when it leads to sound decisions. Purchasing an industrial‑grade punch press typically requires an investment of hundreds of thousands or even millions in capital. Choosing the wrong machine is not just a waste of money; it can become a long‑term bottleneck on your production capacity. This chapter cuts through the maze of technical specs and gives you a proven, field‑tested decision framework to help you avoid costly trial and error.

5.1 Five fundamental questions before you buy
Before you speak with any sales representative, hold an internal requirements workshop with your team and answer the five core questions below—honestly. These answers will form the backbone of your RFQ (Request for Quotation).
Material properties: What are you going to process?
- Material hardness: Are you working with standard mild steel, very high shear‑strength stainless steel, or soft and gummy aluminum? Different materials impose fundamentally different requirements on press tonnage and tool coatings.
- Maximum thickness: What is the thickest sheet you plan to run? Remember, a punch press’s capacity is not linear—punching 6 mm steel requires far more than double the impact force needed for 3 mm.
- Sheet size: Are your most common stock sizes 1250 × 2500 mm or 1500 × 3000 mm? This directly determines the throat depth and travel of the machine’s worktable and axes.
Product characteristics: What kind of parts will you make?
- Are they mostly simple 2D punched profiles and cut‑offs, or do they involve a large number of louvers, ribs, flanges, tapping, and other 3D forming operations?
- If it is the latter, you must pay special attention to the machine’s forming height control and whether it supports dedicated forming stations (such as up‑forming stations).
Output expectations: What is your production mode?
- Is it high‑mix, low‑volume? For example, handling dozens of different orders each day, with only a few hundred pieces per order. This strongly points toward a CNC turret punch press with fast tool‑change capability.
- Or is it low‑mix, high‑volume? For example, producing a single automotive part continuously for months, with total output in the millions. In that case, a high‑speed mechanical press with a progressive die (transfer / progressive tooling) is the correct solution.
Accuracy requirements: Where is your tolerance red line?
- Are your customers satisfied with a standard ±0.1 mm tolerance, or are you serving precision electronics customers who demand ±0.02 mm?
- Tight tolerances mean you should choose a machine with extremely rigid closed‑frame (O‑frame) construction and give priority to servo drives to eliminate thermal drift errors found in hydraulic systems.
Budget structure: How much are you really prepared to spend? (From a TCO perspective)
- Do not fixate only on the machine’s purchase price (Acquisition Cost). Savvy buyers always calculate the Total Cost of Ownership (TCO) instead.
- Hidden costs include: tooling maintenance (turret punch tooling is relatively standardized and inexpensive), energy consumption (servo punches typically use over 50% less power than hydraulic models), and downtime/repair costs.
5.2 Essential Sizing & Calculation Tools
Tonnage is the single most critical hard metric when selecting a press. Undersize it and you risk incomplete punching or machine damage; oversize it and you waste money and increase impact loads on the foundation. The simplified industry-standard formula is:
- Perimeter of punched profile: for a round hole, diameter×3.14; for a square hole, side length x 4.
- Material shear strength (rule-of-thumb values):
- Aluminum: approx. 20–25 kg/mm²
- Low-carbon steel: approx. 35–45 kg/mm²
- Stainless steel (304): approx. 60–70 kg/mm²
[Practical Example] Suppose you need to punch a 20 mm diameter round hole in a 2.0 mm thick 304 stainless steel sheet. What press tonnage is required?
Calculate the perimeter:
Apply the formula:
⚠️ Sizing Pitfall Alert (Safety Margin Rule): The 7.5-ton result is a theoretical limit. In real-world production, you must reserve a 20%–30% safety margin to protect the die cutting edges and extend machine life.
Proper selection:
In other words, even for such an unassuming little hole, the instantaneous punching force at that station is close to 10 tons. Never run your machine at 100% of its rated capacity for long periods—that is a fast track to accelerated wear and depreciation.
5.3 Purchasing Decision Tree
Based on the above analysis, we can outline three clear purchasing paths to help you quickly narrow down the right type of press:
- Path A: The Flexible Fabricator’s First Choice
- Profile: processes thin sheet under 3 mm + products involve multiple hole sizes and forming operations + frequent changeovers + high precision requirements.
- ✅ Recommended solution: CNC servo-electric turret punch press
- Why: This is the mainstream solution in modern sheet metal shops. Servo drive delivers excellent energy efficiency and forming accuracy, while the turret design solves the pain of frequent tool changes.
- Path B: The Heavy-Duty Workhorse for Thick Plate
- Profile: frequently processes plate thicker than 6 mm + needs to produce deep boxes or deep-drawn parts + production is not highly speed-sensitive.
- ✅ Recommended solution: Hydraulic single-station press
- Why: A hydraulic system can deliver constant full tonnage throughout the entire stroke, with adjustable speed to reduce severe vibration during thick-plate punching and prevent tearing during deep drawing.
- Path C: The Money-Maker for High-Volume Production
- Profile: annual volume in the millions for a single part number + relatively simple geometry + extreme sensitivity to cost per piece.
- ✅ Recommended solution: High-speed mechanical press + progressive die
- Why: Although upfront die development is expensive, production speeds of 600–1000 SPM (strokes per minute) can drive per-piece cost down to the absolute minimum—a textbook example of economies of scale.
Ⅵ. Pitfall Guide: Operational Errors, Safety & Maintenance
Once you understand the theory and selection criteria for presses, the real challenge begins in day-to-day operation. For beginners, seemingly minor mistakes or oversights can lead to costly equipment damage, scrap parts, or even serious safety incidents. This chapter reveals the kind of “insider know-how” that manuals often gloss over, helping you build sound operational instincts.
6.1 Four Common Misconceptions Every Beginner Must Avoid
These misconceptions are widespread across the industry and are often the underlying cause of dies and presses being “retired” far earlier than they should be.
- Misconception 1: “More tonnage is always better” (The ‘Bigger is Better’ Fallacy)
- Flawed belief: Choosing a press with tonnage far above the calculated requirement will make the machine “work more easily” and last longer.
- Reality: Overspecifying tonnage is a form of “brute-force waste.” While a safety margin is essential, using a significantly oversized press for very thin material or tiny parts means the impact energy during punching cannot be effectively absorbed by the workpiece—it is reflected back into the frame and foundation instead.
- Expert advice: After adding a 20%–30% safety margin, choose the tonnage that best matches your typical workload. If you must punch small holes on a large press, always shorten the stroke and reduce the pressure (for hydraulic/servo presses), or use stepped/segmented punching to spread the load.
- Misconception 2: “As long as it punches through, the die is fine”
- Flawed belief: Only caring whether the hole goes through, with no concern for cut-edge quality.
- Reality: In a “healthy” punching process, the cut surface should show a clearly defined shear zone and fracture zone, with minimal burr. If the edge is rough, heavily collapsed, or has large burrs, then even if the hole is through, it signals incorrect die clearance or severely worn cutting edges. This kind of “brute-force punching” generates large side loads, which over time will permanently degrade the accuracy of the slide guides.
- Misconception 3: “CNC is always better than manual”
- Flawed belief: Blindly worshipping automation, assuming a CNC turret punch is more efficient in every situation.
- Reality: Overall efficiency depends on the specific job. For simple, repetitive hole punching (for example, punching a single center hole in 5,000 identical washers), a skilled operator running a basic pneumatic press equipped with mechanical stops will often achieve higher total throughput (including programming and setup time) than a CNC turret punch. CNC’s real strengths are flexibility and handling complex profiles, not winning a race on single-hole cycle time.
- Myth 4: “Ignore the slug problem”
- Misconception: Believing that all punched-out slugs will simply fall away on their own and don’t need special attention.
- Reality: Slug pulling is the number-one “silent killer” of tooling and finished parts. Because of vacuum suction, oil film adhesion, or residual magnetism in the tooling, slugs that should have dropped can instead “jump” back onto the sheet surface. On the next stroke, that tiny slug acts like a hardened anvil, instantly chipping expensive punches and even causing reverse impact loads on the machine’s leadscrews.
- Solution: Use special punches with ejector pins, or select slug-hugger dies designed to prevent slug pull-back.
6.2 Life-Saving Rules
Press machines are highly efficient, but they are also among the most dangerous pieces of equipment in metalworking. Engrave the following three rules into your day-to-day operating mindset.
Light curtains — your last line of defense
- Never bypass them: Any attempt to bypass, disable, or short-circuit the light curtain is literally gambling with your life.
- Test every day: Before starting the machine each day, you must insert a test rod (never your hand) into the light-curtain zone to verify that the ram stops instantly, within milliseconds. The light curtain’s response time must be precisely matched to the ram’s braking distance.
Two-hand control logic
- Synchronization is non‑negotiable: The two start buttons on the operator panel must be designed in an anti-bypass configuration—both hands must press their buttons within 0.5 seconds of each other or the ram will not move.
- Stop mid-stroke: At any time before the ram completes its downstroke, if either hand releases its button, the ram must immediately stop or return. This physically eliminates the possibility of a hand entering the die area mid-cycle.
LOTO (Lockout/Tagout)
- More than just an E‑stop: For any die change, maintenance, scrap removal, or when entering the machine frame, you must not rely solely on the emergency stop button.
- Physical isolation: You must switch off the machine’s main power supply, lock the switch with your own personal lock, and attach a tag clearly marked with your name and a warning. This ensures that only you, with your key, can re-energize the machine—completely preventing someone else from accidentally starting it while you are inside.
6.3 Basic Maintenance Checklist
Good maintenance not only extends equipment life; it is also the foundation for maintaining stamping accuracy and tight tolerances.
- Daily checks
- Scrap removal: Empty the scrap bin. Pay special attention to fine chips accumulating around the lower die shoe, and prevent them from entering the guideways.
- Pressure monitoring: Check that the air supply pressure (typically > 0.5 MPa) or hydraulic system pressure is in the green zone. Low air pressure can cause clutch slippage or weak stripping.
- Lubrication system: Confirm that the automatic lube pump oil level is normal and that critical moving parts (such as ram guideways) have a visible oil film.
- Weekly checks
- Tool cutting edges: Use a fingernail or a magnifier to inspect the cutting edges of frequently used dies. At the first sign of chipping or rounding, regrind immediately. Remember: running a press with dull tooling is the harshest abuse you can inflict on the machine.
- Fastener inspection: Check die-clamping bolts, backup plate bolts, and foundation bolts for any sign of loosening. The high-frequency vibration of stamping makes screws especially prone to backing out.
- Leak inspection: On hydraulic presses, check all line connections for oil seepage; on pneumatic systems, listen carefully for air leaks.
- Quarterly checks
- Leveling: Recheck the machine’s level. Foundation settling can cause slight frame distortion, which directly shortens guideway life.
- Drive system: Check motor belt tension (for mechanical drives), or inspect the coupling backlash on servo-driven systems.
- Fluid analysis: For hydraulic presses, take an oil sample and check cleanliness and viscosity. Contaminated oil loaded with metal particles is the prime cause of sticking and failure in hydraulic valves.
VII. What Is A Punch Press Used For
A punch press can improve efficiency, save energy, and reduce costs, and doesn't require highly skilled operators. The punch press can process a variety of workpieces through a range of tooling and techniques, including blanking, stamping, deep drawing, trimming, fine blanking, riveting, and extrusion. The workpieces produced using a punch press are used in a range of products such as aircraft, ships, computer cases, cabinets, sockets, and more.
1. Automotive Industry
In the automotive industry, precision and efficiency are paramount. A leading automotive manufacturer implemented a high-speed punch press to streamline the production of car body panels. The punch press, equipped with advanced CNC controls, allowed for rapid and precise punching of complex shapes and patterns.
This not only reduced the cycle time but also minimized material waste. The integration of automated material handling systems further enhanced productivity by reducing manual intervention. As a result, the manufacturer achieved a significant reduction in production costs and an improvement in product quality, setting a new benchmark in the industry.

2. Electronics Manufacturing
Electronics manufacturing often requires the production of intricate and delicate components. A prominent electronics company adopted a servo-electric punch press to produce metal enclosures for their devices.
The servo-electric technology provided superior control over the punching process, ensuring high precision and repeatability. The punch press was integrated with a robotic arm for automated loading and unloading of workpieces, which significantly reduced downtime.
This setup enabled the company to meet the high demand for their products while maintaining stringent quality standards. The flexibility of the punch press also allowed for quick changeovers, accommodating various product designs with minimal setup time.
3. Aerospace Sector
The aerospace sector demands components that meet rigorous safety and performance standards. An aerospace parts supplier utilized a hydraulic punch press to manufacture structural components for aircraft.
The punch press's high tonnage capacity allowed for the processing of thick and high-strength materials, essential for aerospace applications. The use of a hydraulic system provided the necessary force and precision to create complex geometries and tight tolerances.
Additionally, the punch press was equipped with a tool monitoring system to ensure consistent quality and prevent tool wear. This implementation not only enhanced the supplier's production capabilities but also ensured compliance with the stringent requirements of the aerospace industry.
4. Construction Equipment Manufacturing
Manufacturers of construction equipment often deal with large and heavy workpieces. A construction equipment manufacturer employed a tandem punch press system to produce chassis components for their machinery.
The tandem setup, consisting of two synchronized punch presses, allowed for the simultaneous processing of large metal sheets, significantly increasing throughput. The punch presses were integrated with a conveyor system for efficient material handling, reducing the need for manual labor and minimizing the risk of workplace injuries. This approach enabled the manufacturer to meet the growing demand for their equipment while maintaining high standards of safety and efficiency.

5. Consumer Goods Production
In the consumer goods sector, speed and versatility are crucial. A leading producer of kitchen appliances implemented a turret punch press to manufacture metal parts for their products. The servo drive turret punch press, with its multiple tool stations, allowed for rapid tool changes and the production of various part geometries in a single setup.
The integration of a CAD/CAM system streamlined the design-to-production process, enabling quick adjustments to product designs. This flexibility allowed the company to respond swiftly to market trends and customer demands, maintaining a competitive edge in the fast-paced consumer goods market.
VIII. Conclusion
In this article, we have discussed a punch press's definition, composition, characteristics, application, working principle, etc. By now, you should have a good understanding of the punch press and its various components.
Punch presses are one of the essential pieces of equipment in the metal fabrication industry. Whether it's a C-frame or a portal frame punch press, they can efficiently perform various processing tasks such as punching and cutting. Mechanical and hydraulic punch presses each have their advantages and can be selected according to specific production requirements.
With the continuous advancement of technology, the application of CNC punch presses is becoming more and more widespread, greatly improving production efficiency and processing accuracy.
As a metal processing equipment manufacturer with more than 40 years of experience, ADH Machine Tool is always committed to providing customers with high-quality and high-performance products such as press brakes, shears, and laser cutting machines. If you are interested in our products and services, please feel free to contact us at any time. Our professional team will be dedicated to serving you.
IX. FAQs
1. What types of operations can a punch press perform?
A punch press can perform a variety of operations, including punching and perforating, bending and forming, extruding and creating knockouts, tapping and embossing, complex bends and dimple treads, as well as slotting and piercing.
These versatile machines are essential in metal processing, particularly in sheet metal fabrication, and can be automated with CNC-controlled turret punch presses for increased precision and efficiency.
2. What are the benefits of using a punch press?
The benefits of using a punch press include high precision and repeatability, rapid production speed and efficiency, versatility in handling various materials and shapes, economic advantages due to optimized power consumption and reduced operating costs, customizability to meet specific industry needs, enhanced safety features, and automation for increased productivity.
These advantages make punch presses essential tools in the manufacturing sector, especially for industries requiring high-volume production of precise and consistent parts.















