I. Introduction
The press brake is an indispensable machine tool used in the metal processing industry, and the tooling is the "heart" of the machine. Select toolings for press brake correctly can make all the difference between a flawless bend.
The tooling of a standard press brake is divided into two parts. The tooling installed at the top of the ram is called the upper punch, and the tooling installed at the bottom of the worktable is called the bottom die. The upper punch and bottom die, two parts, work together on the metal sheet to complete the bending of the workpiece.
The process of the upper punch of the press brake applying force to the metal sheet on the bottom die is the bending process. The top tool drives the ram to bend the metal sheet through different power sources. The driving sources include mechanical, hydraulic, servo motors, etc.
Choosing the right press brake tooling for the job can not only improve processing accuracy and efficiency but also extend the service life of the die and equipment, reducing production costs. In some situations, the wrong tooling can even damage the machine itself.
This article will start with the importance of choosing press brake tooling, and analyze the key factors affecting the selection, as well as subsequent maintenance and care, to assist in easily press brake tool selection.
II. Standards of Press Brake Toolings
There are different types of high-quality press brake punches and dies. Understanding the anatomy of press brake tools is fundamental for manufacturers aiming for precision and efficiency. You can find detailed specifications and dimensional standards in the Comprehensive Guide to Press Brake Tools.
Standard tooling is also convenient to replace, as the design of tooling parts with standard dimensions is consistent. This eliminates the need to make too many adjustments when replacing the punches and dies, as these toolings are kept in the same position for easy replacement.
The upper parts of the ram of the bending machine require a clamping device for fixing the punches. Clamping fixes the punches in the required position, allowing them to bend the metal plate with the motion of the ram.
Die segmentation can facilitate the bending process of various-sized workpieces. Press brake toolings require very high accuracy, particularly the accuracy of punch tips and die shoulders, as these parts will directly contact the sheet metal during bending.
Punches and dies with high precision can reduce adjustments in the installation process. Incorrect tooling results in more set-up time, additional processes needed to get accurate bends.

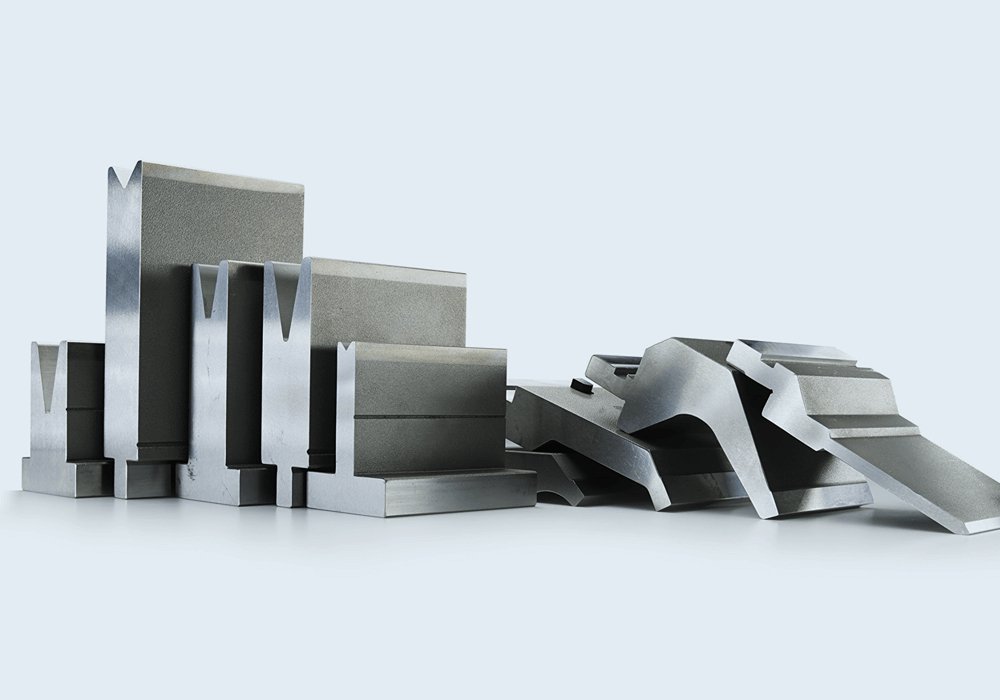
III. Tooling Types
Press brake dies include V-die, U-die, and Z-die, with V-die being the most common. The minimum flange length should be at least 4 times the material thickness; otherwise, the exact bending angle cannot be obtained.
V-die sets with different opening widths match the corresponding punches, allowing the press brake to bend at different angles and materials. In this way, the press brake can bend at different angles and with different materials.
Press brake tooling is classified into 2 types: punch and die.
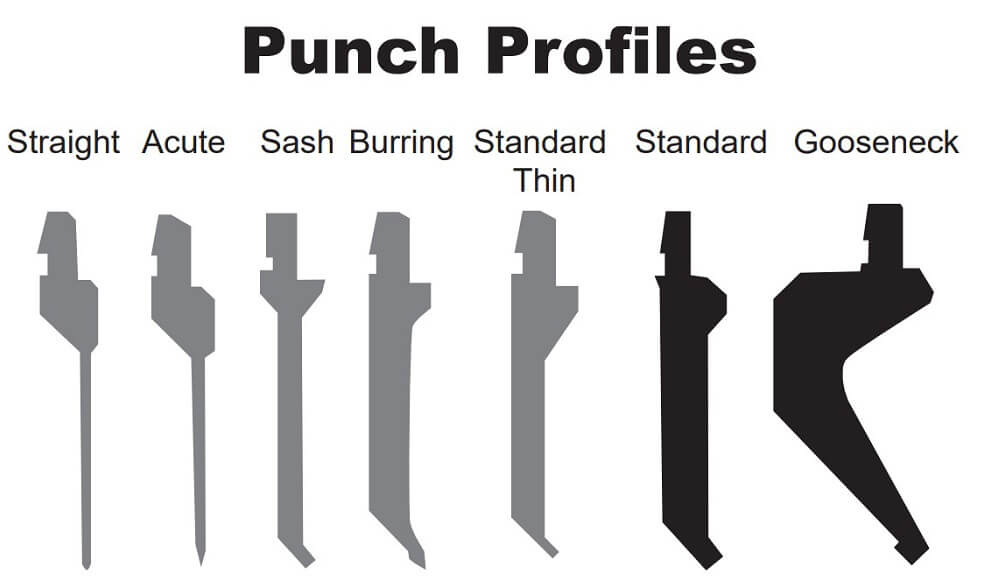
1. Punch Types
- Standard Punch: The most commonly used punch type for general bending. Its thicker body and narrow punch tip exert a higher tonnage that is useful for bending the thickest material.
- Acute Angle Punch: Acute punch is used for bending acute angles, generally between 25° to 60°.
- Swan Neck Punches: Typically sturdy but not as strong as other punches due to their uniquely angled shape and unsupported force line on the way to the workpiece. A variation of this style is the gooseneck punch, also used for U profiling.
- Arc Punch: Used for bending arc shapes.
- Bending Knife Punch: Used to avoid multiple bends.
- Forming Punch: Used for one-time forming of complex shapes.
2. Types of Press Brake Dies
Dies also come in a wide range of types. Which you choose will depend on your fabrication needs but you also need to consider the parameters of your press brake.
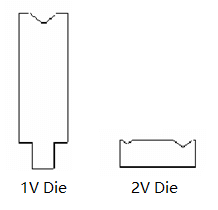
- V-shaped Die: The most common die, divided into single V, double V, and multi-V types.
- U-shaped Die: Used for U-shaped bending.
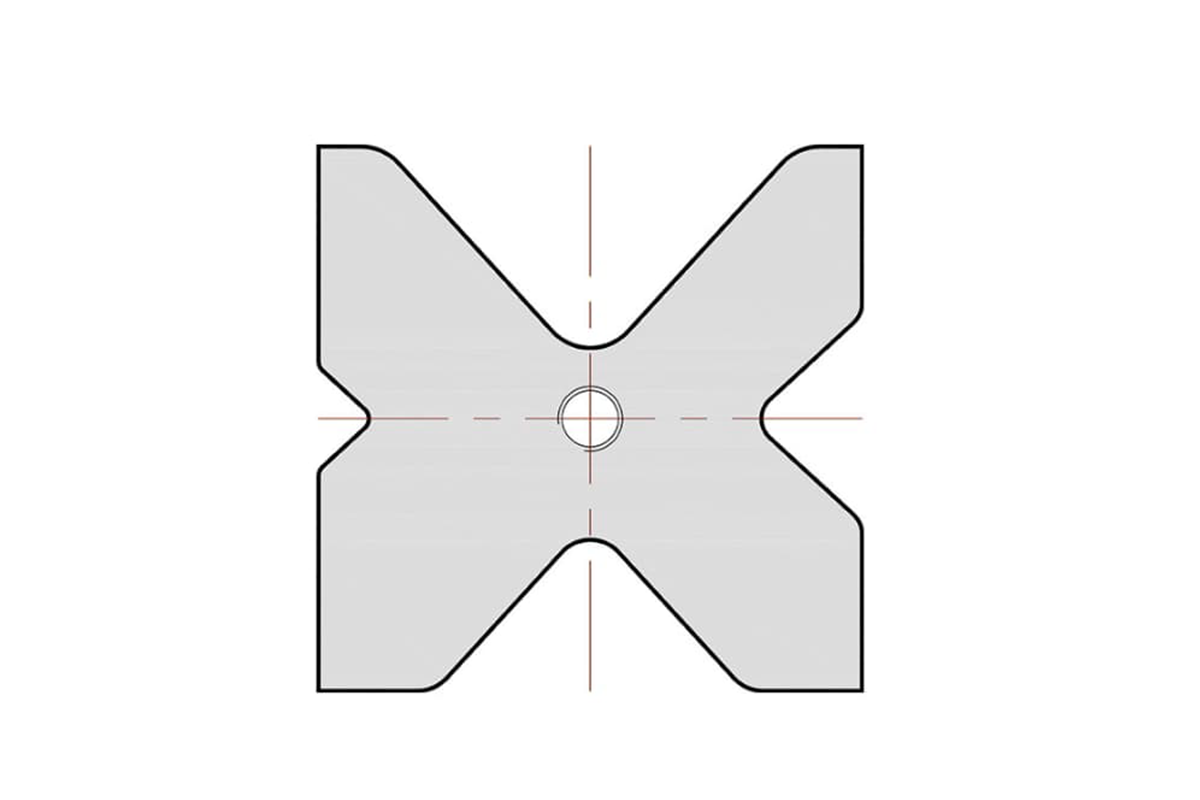
- Four-way Die: All four sides have grooves of different sizes.
- Box Forming Die: Used for bending box-shaped parts.
- Corrugated Forming Die: Used for forming corrugated workpieces.
- Impression-free Die: Includes ball bearing type, flap type, and polyurethane type, which can avoid bending marks.
IV. Press Brake Tooling Styles
1. American Precision Style Tooling
American Precision Style Tooling, featuring a 0.500-inch wide tang, is one of the most traditional and widely used types in North America. This style is known for its straightforward design and ease of use.
(1) Characteristics
- Tang Width and Clamping Mechanism: The tang is 0.500 inches wide, making it compatible with many press brake machines. However, the reduced surface area in the clamping mechanism can affect precision over multiple tool swaps.
- Cost: This tooling is generally more affordable, making it a popular choice for standard operations.
(2) Limitations
- Precision: Over time, the reduced clamping surface may lead to decreased precision.
- Tool Life: Frequent tool changes can shorten the lifespan of the tooling due to wear and tear.

2. European Precision Style Tooling
European Style Tooling, with a 13mm wide tang and a rectangular section groove on the side of the punch facing the operator, ensures high precision and secure locking, making it ideal for CNC press brake operations.
(1) Characteristics
- Tang Design and Clamping Pressure: The 13mm wide tang engages securely with the receiver, providing stable and precise positioning with high clamping pressure.
- Compatibility: This tooling is suitable for CNC press brake operations where precision and repeatability are critical.
3. Wila Trumpf Style Tooling
Wila Trumpf Style Tooling features a 20mm wide tang with grooves on the front and back of the tang. Known for its high-speed changeover mechanisms and precision, it offers several benefits.
(1) Benefits
- Efficiency: High-speed changeover mechanisms reduce downtime during tool changes.
- Precision: Auto-clamping ensures consistent and precise tool positioning.
4. Bevel Tang Style Tooling
Bevel Tang Style Tooling is designed for newer Amada Style press brakes, featuring a punch tang with an angle to fit properly with the receiving clamp.
(1) Advantages
Secure Fit and Versatility: The beveled tang ensures a reliable and precise fit, reducing the risk of tool slippage. It is also compatible with a wide range of dies, offering flexibility in tooling options.
5. Press Brake Tooling Comparison Table
| Tooling Style | Features | Advantages | Disadvantages |
| Wila Trumpf | 20mm wide tang, compatibility with various press brakes, designed for quick changes and high accuracy | Fast and easy to configure tool lengths, extremely accurate, high-quality finish, suitable for all bending applications | Difficult to adjust bends due to self-seating design |
| European Precision | Modular design, precision engineering, high-quality materials, variety of profiles (V-dies, U-dies, custom shapes) | Enhanced efficiency, improved quality, versatility, cost-effective in the long term | Higher initial investment, higher maintenance costs, requires specialized holders for installation |
| Bevel Tang (Amada) | Angled punch tang for secure fit with receiving clamp; designed for Amada One Touch Punch Holders; available in segmented, full-length, and half-length sizes. | Quick tool changes; high precision; compatibility with Amada press brakes; enhances operational efficiency. | Potential limitations in compatibility with older machines; possibly higher costs for specialized tooling. |
| American Precision | 30-degree acute angle on both punch and die; compatible with older hydraulic and mechanical press brakes; versatile for various bending applications. | High precision; ability to handle various material thicknesses; ease of maintenance; durable and reliable for a variety of tasks. | Higher initial cost; potential limitations in precision for certain applications; may require specialized training for optimal use. |
V. Key Factors to Consider
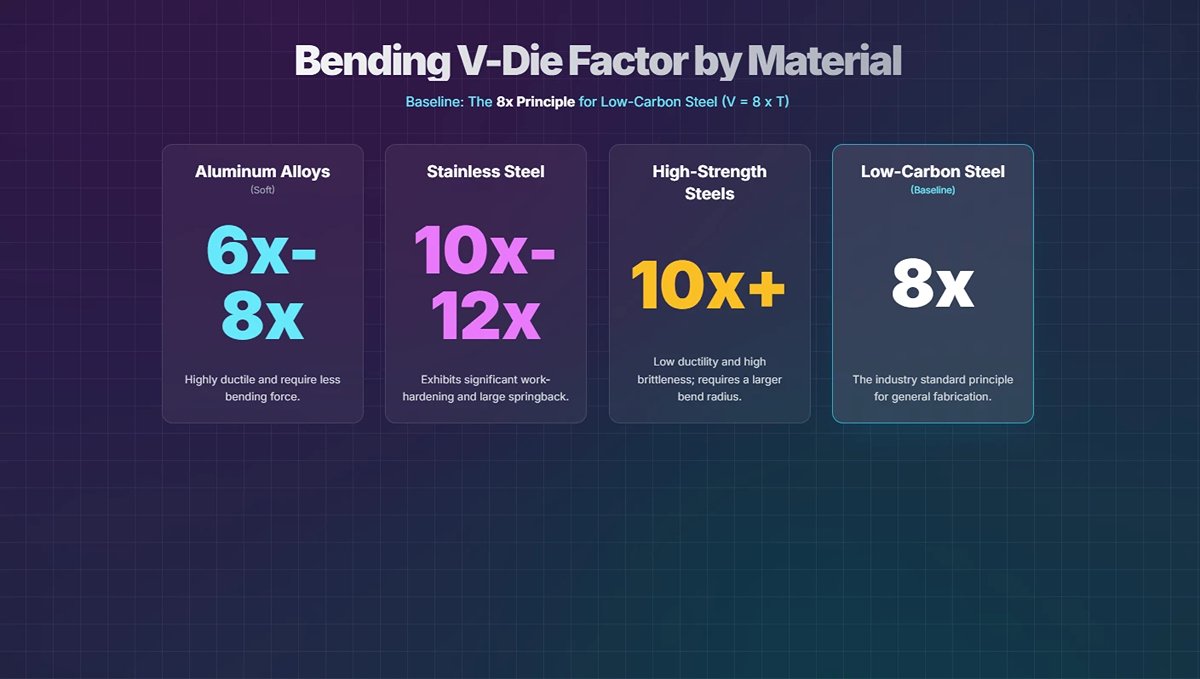
1. The Golden Rule for V-Die Opening (The 8× Principle)
Among all the variables in tooling selection, the width of the lower die’s V-opening is arguably the most influential—one that must be thoroughly understood. Like a silent conductor, it dictates the bend radius, required tonnage, and minimum flange length. The well-known “8× Principle” is the most widespread industry rule of thumb, but true experts recognize it as merely the start of the conversation, not the final answer.
For low-carbon steel with a tensile strength of around 450 MPa, the ideal V-opening width (V) is approximately eight times the material thickness (T), i.e., V = 8 × T.
Following this guideline in air bending, the resulting internal bend radius (IR) will naturally be very close to the material thickness itself (IR ≈ T). This “radius equals thickness” condition is considered optimal—it delivers a tight bend without excessive stress, maintains stability, and keeps springback predictable.
The 8× Principle is based on the behavior of low-carbon steel. Once the material’s “personality” changes, the factor must be adjusted to respect its unique ductility, hardness, and springback characteristics.
- Aluminum alloys (soft grades): Highly ductile and require less bending force. The factor can generally be reduced to 6–8× (V = 6–8 × T).
- Stainless steel: Exhibits significant work-hardening and large springback. Requires greater bending force. The factor should be increased to 10–12× (V = 10–12 × T) to provide enough clearance for material flow and effectively reduce tonnage demand.
- High-strength steels: Low ductility, high brittleness. To prevent cracking on the outer bend surface under high tension, a larger bend radius must be used. Here, factors of 10×, 12×, or even greater are common.
When and why should you “break” the 8× rule?
(1) Achieving large-radius bends
In air bending, the final internal bend radius is dictated primarily by the V-opening width, not the punch tip radius.
A rough guideline: the internal radius is about 15–20% of the V-opening width. Therefore, when you need a smooth radius much larger than the material thickness—such as in architectural or decorative panels—the solution is not a bigger-radius punch, but a wider V-opening.
For example, using a V-opening 16× the material thickness will produce a radius roughly 2.5× the thickness. This is an efficient and low-cost way to achieve large radii.
(2) Reducing tonnage demand
Bending tonnage is inversely proportional to the V-opening width. Increasing the opening from 8× to 12× the thickness can reduce the required tonnage by nearly a third. This has significant strategic value in certain situations:
If you need to process thick plate or high-strength steel beyond a press brake’s nominal tonnage rating, an unusually wide V-opening can bring the requirement within the machine’s capacity.
Running equipment at full load for long periods shortens its lifespan. Choosing a slightly wider V (e.g., V = 10T instead of 8T) allows the brake to operate under less stress without significantly affecting accuracy, reducing wear and energy use.
Of course, the trade-off is that a wider V-opening yields a larger bend radius and longer minimum flange length, which must be considered during design.
2. Accurate Tonnage Calculation
Accurate tonnage calculation is essential for safety, prolonging machine and tool life, and ensuring bend quality. Insufficient tonnage fails to form the part, while excessive tonnage is one of the most dangerous and costly mistakes in production—a red line that must not be crossed.
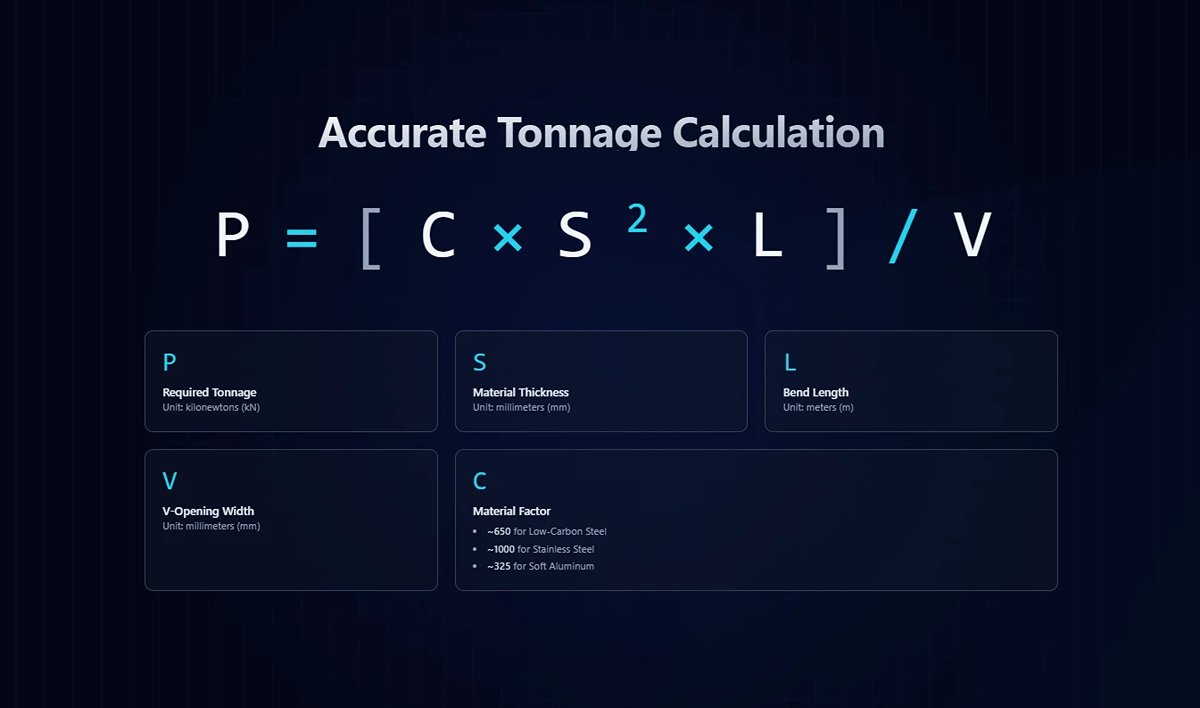
- Practical shop-floor formula: Here’s a commonly used quick-estimate formula for air bending tonnage (metric units):
P = [ C × S² × L ] / V
Where:
- P = Required tonnage (kN, kilonewtons)
- S = Material thickness (mm)
- L = Bend length (m)
- V = V-opening width (mm)
- C = Material factor (approx. 650 for low-carbon steel, 1000 for stainless steel, 325 for soft aluminum)
Overloading is a silent killer with catastrophic consequences:
(1) Permanent machine damage
Irreversible deformation of the press brake frame (arching), and damage to cylinders and the hydraulic system.
(2) Sudden tool fracture
Particularly with tools like gooseneck punches, which already have lower load-bearing capacity, overloading can cause explosive breakage, sending debris flying and posing serious injury risks.
(3) Operator safety hazards
A loss of control during bending presents an immediate danger to the operator.
3. Precise Matching of Bending Methods and Tooling
Bending is not one-size-fits-all. Air bending, bottoming, and coining are three core techniques with vastly different requirements for accuracy, tonnage, and tooling. Using the wrong method-tooling combination is like trying to fish from a tree—it will inevitably lead to poor accuracy or skyrocketing costs.
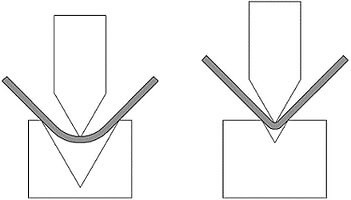
(1) Air Bending
Currently the most common, efficient, and flexible method. The sheet only contacts the punch tip and the two shoulders of the V-die, forming three points of contact. The final angle is determined by the punch’s depth into the V, not by the die’s built-in angle.
- Advantages: Extremely versatile—a single die (e.g., 88° or 85°) can bend from acute to obtuse angles. Requires the least tonnage, with minimal wear on machine and tooling.
- Challenges: Springback is the main enemy. Modern CNC brakes must have precise angle-compensation control, typically by overbending to offset springback.
(2) Bottoming
The punch presses the sheet further into the V-die so its inner surface nearly matches the punch angle, but without fully crushing the material.
- Advantages: Forces the workpiece to conform to the die, greatly reducing springback and delivering highly repeatable angles.
- Challenges: Requires significantly more tonnage than air bending. Die angles must match bend angles exactly (e.g., a 90° bend needs a 90° die), reducing flexibility.
(3) Coining
A forceful precision method. The punch drives the material into the V-die with immense pressure—five to ten times higher than air bending—fully imprinting the die geometry into the sheet.
- Advantages: Delivers the highest accuracy, nearly eliminates springback, and can produce very sharp internal corners.
- Challenges: Requires enormous tonnage, placing extreme demands on press brake rigidity and tool strength. Rapid tool wear is common. Due to its high cost and strain on equipment, it is rarely used in modern manufacturing.
Comparison of the three bending methods:
| Feature | Air Bending | Bottoming | Coining |
|---|---|---|---|
| Working Principle | Three-point contact, with angle determined by stroke depth | Sheet is pressed into the V-die but not fully bottomed out | Extremely high pressure forces material to completely fill the die |
| Accuracy / Repeatability | Moderate, heavily dependent on CNC’s angle compensation capability | High, with minimal springback | Extremely high, virtually no springback |
| Required Tonnage | Low (baseline ×1) | Medium to high (about 2–4× that of air bending) | Very high (often 5–10× or more than air bending) |
| Springback Control | Primary challenge, addressed through overbending compensation | Small and consistent springback | Nearly zero springback |
| Tooling Requirements | Punch angle must be slightly less than 90° (e.g., 88°, 85°) to offset springback | Tooling angle must match the target workpiece angle (e.g., 90° for 90°) | Tooling angle matches target angle, requires extremely high strength |
| Flexibility | Very high—a single set of tooling can produce multiple angles | Low—one die set per angle | Extremely low—no flexibility |
| Typical Applications | Most modern CNC bending, especially for small-batch, multi-variety production | High-volume production requiring excellent repeatability | Specialized tasks such as precision parts with extremely small radii or complete springback elimination (rarely used today) |
| Impact on Equipment / Tooling | Minimal wear, long service life | Moderate wear | Severe wear, extremely high rigidity required for equipment |
4. Bending Angle and Force
Accurate calculation of the bending angle and required force is essential for successful operations. Different methods like air bending, bottom bending, and coining each have unique force and angle requirements. Ensure the required bending force is within the press brake's capacity to avoid damage.
5. Tonnage Requirements
Matching tooling with the press brake's tonnage capacity is vital for efficiency and tool longevity. Ensure the press brake can handle the required tonnage to avoid overloading. Choose tooling that can withstand the maximum tonnage to prevent wear or breakage.
6. Tool Profile and Load Limits
The tooling profile must suit the job, and both the tool and press brake load limits must be considered. Some profiles are stronger and better suited for specific applications, like V-dies for various angles. Ensure the tooling can handle the maximum load to avoid deformation.
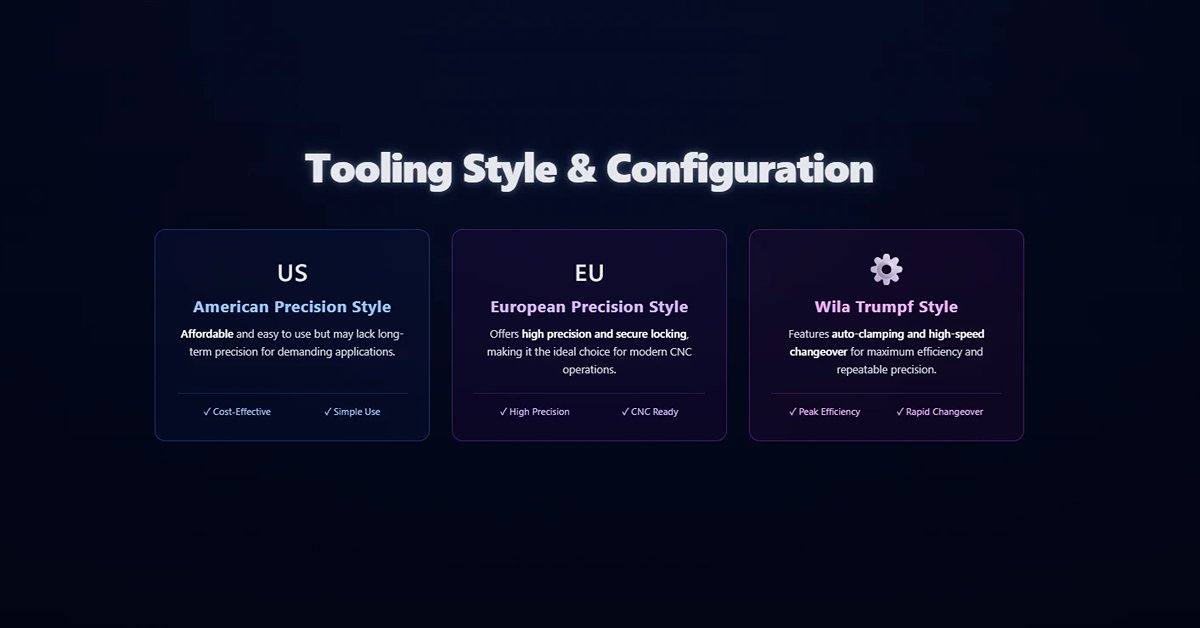
7. Tooling Style and Configuration
Different tooling styles offer various features and benefits, so choose one that matches the press brake machine and tasks.
- American Precision Style: Affordable and easy to use but may lack long-term precision.
- European Precision Style: Offers high precision and secure locking, ideal for CNC operations.
- Wila Trumpf Style: Features auto-clamping and high-speed changeover for better efficiency and precision.
8. Machine Compatibility
Ensure the tooling system is compatible with the press brake machine. Check that the tool mounting options fit the press brake machine. Determine if any modifications or adapters are needed for proper installation.
9. Safety and Durability
Safety and durability are crucial in punch and die selection to minimize risks. Invest in high-quality, durable tooling materials. Ensure correct tool fitting to prevent accidents and ensure consistent performance.
10. Accuracy and Precision
High accuracy and precision in tooling are essential for consistent results. Look for precision-ground tools and self-centering capabilities for better accuracy.
11. Ease of Setup and Use
Choose tooling that is easy to set up and use to improve productivity. Quick-change tooling options and user-friendly adjustments reduce downtime.
12. Cost and Value
Balance the cost and value of the tooling for long-term investment. Consider the initial cost, but prioritize value and performance. Include maintenance expenses in the long-term value assessment.
13. Supplier Support and Service
Choose a reputable supplier that offers excellent support and service. Ensure the supplier provides technical assistance, training, and prompt support.
VI. Consideration for Tooling Selection
1. Bending Material
The type of metal you want to bend is an important factor. The thickness of the metal determines the die opening, bending radius, and bending angle.
For example, some steels have greater strength and resistance than others, and this resistance is called the tensile strength (UTS) of the metal. The tensile strength of metals is different, which requires different strength molds.
In addition, the length of the metal plate determines how many toolings are required. Another factor is the thickness of the metal. Tools designed for sheet metal may not be suitable for thicker materials and may cause premature wear or damage to tools and press brakes.
2. V Opening and Radius of Material
When bending sheet metal, if the thickness and metal type are the same, there is not only one V-die opening size. The sheet metal must not be lost during bending.
If the internal radius is less than the thickness of the metal plate, the plate will be stretched, leading to workpiece deformation.
A radius greater than the thickness of the sheet will not cause deformation. When choosing the perfect V-die opening, we should not only avoid radius deformation but also choose a smaller radius.
3. The rule of 8
There is a rule of thumb applicable to the V-opening of press brake dies, known as the rule of 8. The rule of 8 is based on 60,000 PSI tensile cold-rolled steel and stipulates that the V-opening die shall be eight times the thickness of the bending material.
The rule of 8 applies to most bending processes. Within the specified tonnage range, an internal radius approximately equal to the thickness of the material can be produced.
However, this is not a perfect law, because the factor will increase or decrease with the variation of the material thickness. As a result, the width of some V-die openings is 6 times, 10 times, or even 12 times the thickness of the material.
Thicker plates usually require a V-opening of 10 times the thickness to distribute the force over a larger area and avoid cracks in the plate due to its reduced ductility.
Before determining the press brake dies, first determine the thickest and thinnest metal sheet to be bent, and use the rule of 8 to determine the correct size of the V dies.
Select the smallest V die and double its size to determine the next V die until the maximum mold is reached. If an exact match cannot be found, the dimensions should be rounded to the nearest available mold.
After selecting the right set, learning How to Install Press Brake Dies is the crucial next step for safe and accurate bending.
4. V opening affects the radius of the bending material
The V opening of the press brake dies affects the radius of the bending material. In general, it is ideal for the internal radius of the material to be equal to its thickness.
If the inner radius is less than 1 thickness, it means that the material extracted from the radius disappears. In plate bending, if the inner radius is less than 1 thickness, a "side bulge" can appear at the bend.
The larger the V-die opening, the larger the radius of the metal plate. However, the tensile strength of the material will also affect the radius. On a given V-die opening, the stronger the material, the greater the radius.
On mild steel, the bending radius (R) is usually 1/8 of the V-die opening, resulting in the following formula: R = V/8. However, this rule will vary for different metal types.
5. Minimum Length of the Flange or Leg
When selecting V-shaped dies, it's important to pay attention to the flange length or leg required by the workpiece. During bending, the sheet metal must always be in direct contact with the shoulder of the die.
If the flange length is less than the specified amount, it will fall into the V-shaped opening, leading to inaccurate bending results. Therefore, the larger the V-shaped opening, the larger the minimum flange or leg required on the metal plate.
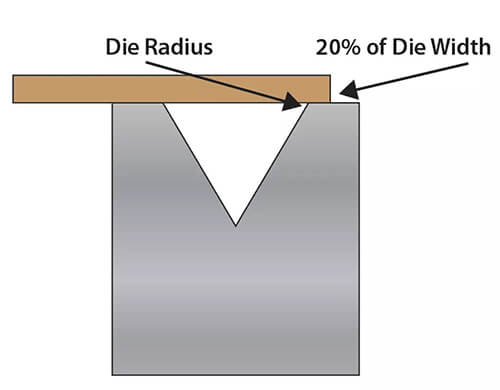
The minimum flange formed by a V-die is about 70% of the opening of the standard V-die, while an acute angle die can reach 110% or more of the V-die opening.
Before determining the minimum flange length, the sheet metal should be placed on the die, so that the material contacts the die shoulder at a point equal to 20% of the V-die opening.
VII. Specific Case Analysis of Selecting Press Brake Dies
1. Tooling selection for processing stainless steel plates
The factory needs to process the 304 stainless steel plates with a thickness of 2 mm, a bending angle of 90°, and a bending length of 1000 mm. Considering the high solidity of stainless steel, spring back occurs (parts of materials return to their original shapes after bending because of elastic deformation).
Thus, the R4 v-shaped mouth dies (the contact surface between the upper punch and bottom tool shows v-shaped, and the radius of the v-shaped mouth is 4 mm).
At the same time, SKD11 material (a high-quality, high carbon high chromium tool steel) is chosen to improve the abrasiveness and lifespan of the press brake. After trial processing, the size accuracy and surface quality of the press brake have achieved the requirements.
2. Tooling selection for processing aluminum alloy plate
Automative equipment factory needs to process 6061-T6 aluminum alloy plate with a bending angle of 120° and plate thickness of 3 mm. Due to the softness of aluminum alloy material, there will be indentation and peeling ( Partial bulges on the surface of the material).
After testing, the R8 U-shaped mouth die (the contact surface between the upper punch and bottom die shows U shaped, U-shaped mouth radius is 8 mm) is chosen, and the surface of the die is carried out with nitriding treatment (a surface heat treatment process that can improve the surface hardness of the die).
Meanwhile, the bending force is decreased properly during bending, and the die surface is painted with lubricating oil. The final surface of the aluminum alloy plate is smooth and clean, with no obvious deflection.
VIII. Material Selection for Press Brake Tooling
The material of the tooling is an important factor in improving the quality of the workpiece and extending the service life of the tooling. The material cost of toolings varies depending on factors such as workpiece material and bending accuracy.
1. Steel Grades for Press Brake Tooling
Selecting the right steel grade for press brake tooling is crucial for ensuring optimal performance, durability, and compatibility with specific bending tasks. Below are some commonly used steel grades along with their properties and applications.
(1) Chromium Molybdenum Steel (Chromoly)
Chromium molybdenum steel, often referred to as Chromoly, is highly regarded in the industry for its exceptional strength, corrosion resistance, and long service life. These properties make it suitable for a wide range of press brake applications, including heavy-duty bending operations.
(2) T8, T10, 42CrMo, and Cr12MoV Steel
T8, T10, 42CrMo, and Cr12MoV steels are known for their high strength and hardness. They are especially effective for heavy-duty bending operations where precision and durability are critical.
- T8 and T10: Renowned for their high hardness, making them ideal for applications requiring sharp, wear-resistant edges.
- 42CrMo: Offers a balance of toughness and hardness, suitable for high-stress applications.
- Cr12MoV: Provides excellent wear resistance and toughness, making it a preferred choice for precision tooling.
For a deeper dive into how to choose the best material for your specific needs, our Press Brake Die Material offers more detailed information and comparisons.
2. Alloy Materials
Alloy materials enhance certain properties like hardness, wear resistance, and toughness in press brake tooling. Commonly used alloys include:
(1) Low Alloy Tool Steel
Low alloy tool steel often contains elements like tungsten carbide and cobalt, making it hard and wear-resistant. This combination results in a material that is ideal for high-frequency and high-precision bending tasks.
(2) Steel Combined with Carbide
This material combines the hardness and abrasiveness of carbide with the toughness and workability of steel. It offers a balance between these properties, making it suitable for applications where both wear resistance and toughness are required.
3. High-Performance Materials
For demanding applications, high-performance materials are preferred. These include:
(1) High-Speed Steel (HSS) and Cemented Carbide
High-speed steel (HSS) and cemented carbide are known for their high hardness levels, making them ideal for high-precision and high-wear applications. Though more expensive, they provide longer die life and better overall performance.
(2) Tungsten Carbide
Tungsten carbide is valued for its high wear resistance and durability. It is often chosen for its cost-effectiveness relative to its performance, making it suitable for demanding bending operations.
4. Key Material Properties
When selecting the right material for press brake tooling, consider several key properties:
(1) Hardness
Hardness is crucial for maintaining sharp edges and resisting wear. Materials like HSS and cemented carbide are preferred for their high hardness levels, essential for high-precision applications.
(2) Toughness
Toughness is vital to prevent die cracking and deformation under high stress. Materials such as low alloy tool steels and Chromoly are known for their excellent toughness.
(3) Wear Resistance
Materials with high wear resistance, such as carbide and high-speed steels, are essential for high-volume operations to ensure the tooling lasts longer and maintains its performance over time.
5. Selection Criteria
Choosing the right material for press brake tooling involves evaluating several criteria:
(1) Type of Material Being Processed
The choice of tooling material should be tailored to the type of metal being bent. For example:
- Aluminum: Requires tooling with sharper angles and radii to prevent material wrapping around the tool.
- Carbon Steel: Needs tooling with broader angles and larger radii to accommodate the material's rigidity.
- Stainless Steel: Requires tooling that can handle its hard nature without compromising on the bend angle or causing surface damage.
(2) Production Volume and Precision
For high-volume operations, materials like carbide or high-speed steels are preferable due to their superior wear resistance and durability. For projects requiring tight tolerances, precision tooling is essential to meet the design specifications of the end product.
(3) Cost Considerations
The selection process must balance performance needs with cost constraints. Carbon tool steels are affordable and durable, making them suitable for standard bending tasks, while high-performance materials like HSS and cemented carbide are more expensive but offer longer die life and better performance.
(4) Compatibility with Press Brake Machine
The tooling must be compatible with the specific press brake machine being used, considering factors such as clamping style, maximum tonnage, and working length to ensure secure fitting and optimal performance.
Generally speaking, high-quality tool materials include hardened steel, high-speed steel (HSS), and tungsten carbide. Hardened steel is durable, wear-resistant, and can withstand large weights. High-speed steel is wear-resistant, has a long service life, and has a higher cost than hardened steel. And tungsten carbide is the highest in quality and cost.
IX. Proper Maintenance and Storage
The toolings of the press brake need correct maintenance and storage to extend its service life and ensure bending quality.
1. Proper Handling and Cleaning
Proper handling and cleaning of press brake tooling are crucial for maintaining its performance and extending its lifespan. Press brake operators should always wear gloves to prevent oils and residues from their hands from causing damage.
After each use, thoroughly wipe down the tooling with a cleaner or isopropyl alcohol to remove any residues, resins, or metal particles that might cause wear and tear. Wipe them with a soft cloth, and use an anti-rust spray regularly. An abrasive pad can help remove any flakes or coatings left behind by materials like mild steel or aluminum.
2. Storage Practices
Effective storage practices are essential for protecting press brake tooling from damage and corrosion, ensuring tools are securely placed in cabinets made of metal or semi-solid materials. Fix and isolate each punch and die with foam or plastic.
Avoid wooden cabinets, as they can introduce moisture and cause corrosion. For convenience, store the cabinet near the press brake. If tools are used across multiple machines, consider using a mobile cabinet.
Vertical storage systems can save floor space and enhance storage capacity, featuring configurable shelves, adjustable separators, and safety mechanisms to prevent multiple shelves from opening at once.
3. Maintenance Protocols
Regular maintenance is crucial for ensuring the longevity and performance of press brake tooling. Regular inspections help identify signs of wear, damage, or deformity early on, preventing significant problems that could affect performance and damage the workpiece.
Cleaning tools after each use to remove residues and prevent contamination and rust is essential. This ensures the tools are ready for the next job and maintains their condition. Regular grinding may be necessary to keep the tooling edges sharp and precise.
4. Lubrication
After cleaning, lightly rub down the tools with a lubricant before storing them to protect against corrosion and ensure they remain in good condition, ready for their next use.
5. Machine and Tool Compatibility
Ensure the tooling is compatible with the press brake machine's parameters, such as clamping style, maximum tonnage, and working length. This compatibility prevents damage and ensures efficient operation.
6. Safety and Operational Practices
To preserve tooling and ensure safety, park the press brake ram in the bottom position when not in use, resting its weight on blocks rather than the tooling. At the end of each workday, wipe down back gauges, guides, and other surfaces with a dry cloth.
Use safety features like locking enclosures and lock-out mechanisms to prevent loss and ensure operator safety during tool access and storage.
X. Overcoming the Challenges of Complex Materials and Unusual Geometries
1. Bending Strategies for Special Materials
Every metal has its own “personality.” The highest mastery in bending lies in understanding and respecting these characteristics—guiding them with the right tools and strategies rather than forcing them into submission.
(1) High-Strength Steels (HSS/AHSS)
Materials like Hardox and Weldox are renowned for their extreme strength and substantial springback—an engineer’s worst nightmare. Trying to force them into a tight radius with sheer power is both futile and dangerous, often leading to cracking or overloading your equipment.
Tool Selection:
1) Extra-Large V-Openings: The golden rule for high-strength steels is to go big—breaking the standard 8× rule in favor of 10×, 12×, or even 15× material thickness. This provides ample space for the metal to flow into a larger, healthier natural radius while dramatically reducing tonnage requirements and protecting your press brake.
2) High-Strength, Wear-Resistant Tooling: Use tools that have been deeply hardened and offer exceptional load capacity—this is non-negotiable.
3) Acute-Angle Punch with Large-Radius Die: Pair an acute punch (80° or less) with a wide-radius lower die to intentionally overbend, compensating for significant springback. Remember—the final radius is determined by the V-opening width, not by the punch tip.
(2) Stainless Steel and Aluminum Alloys
Both materials share a tendency for surface scratching and galling, with aluminum alloys bringing the additional headache of cracking.
Tool Selection:
1) Polyurethane Protective Film: Placing a durable protective film over the V-opening isolates the workpiece from direct contact with steel tooling. This is the most cost-effective entry-level solution.
2) Nylon/Polyurethane Inserts: Nylon blocks fitted into steel die holders are more durable than film, with better angle stability—especially suited for high-volume automated production.
3) Roller Dies: The premium solution. Hardened steel rollers in the V-shoulders replace sliding friction with rolling contact, reducing scratch risk to a theoretical minimum.
4) Preventing Aluminum Cracking: Beyond using larger V-openings (6–8× rule) and bigger bend radii, one often-overlooked factor is tool surface finish. Tools polished to a fine mirror finish substantially reduce friction and surface tensile stress, effectively minimizing cracking.
5) Mirror-Finish / Film-Coated Materials: For materials with zero tolerance for surface damage, top-tier protective measures are essential. Polyurethane films, nylon inserts, and roller dies ensure the valuable surface never contacts hard metal tooling during bending.
2. Solutions for Complex Geometries
When blueprints call for more than a simple V-bend, specialized tooling can become a true force multiplier—condensing what would have been multiple steps into a single precise forming process.
(1) Hemming
Hemming creates safe, smooth, and structurally reinforced sheet edges. The conventional two-step process—first bending to a sharp angle (typically 30°) with an acute punch, then swapping in a flattening die—suffers from low efficiency and cumulative alignment errors.
Efficiency breakthrough: Spring-loaded two-stage hemming dies complete the process in a single stroke. The punch first bends to 30°, then, as it continues downward, the spring element activates to flatten the edge. No tool change, no re-positioning—just a single, precise, and highly efficient cycle.
(2) Offset Bends (Z-Bends)
When a stepped (Z-shaped) form is required, traditional practice involves two separate bends—complex, error-prone positioning.
Single-step solution: Offset punch-and-die sets, whose unique geometry creates two opposing bends in one hit, instantly producing a perfect Z-bend. This is invaluable for overlapped sheet metal assemblies.
(3) Tall Profiles & “Window” Bending
1)Tall Profile Challenge: On the last bend of a four-sided box, the three pre-bent walls can easily collide with the press beam or standard punch body. The solution is an extended-height gooseneck punch, providing the extra clearance needed to eliminate interference.
2)“Window” Bending Challenge: When bending in the middle of a sheet with pre-formed flanges on both sides, a full-length tool would clash with those flanges. Segmental tooling solves this brilliantly: the operator simply removes a short section of the die at the interference point, creating a “window” where the punch can work only where needed—avoiding any collision perfectly.
XI. FAQs
1. What are the key factors to consider when selecting press brake tooling?
When selecting press brake tooling, several key factors must be considered to ensure optimal performance, safety, and efficiency.
- The material thickness and type, as different materials require specific dies to achieve the desired bend without damage.
- The bending force and tonnage requirements must match the press brake's capacity to avoid equipment damage.
- Tooling configuration, including the style and size of punches and dies, must be suitable for the specific bending operations.
- Compatibility with the press brake machine, accuracy, and precision of the tooling are crucial for consistent results.
- Durability, ease of setup, and use are important to minimize downtime and enhance productivity.
- Cost and value considerations, safety, and the support and service provided by the supplier are also essential factors.
2. How do different tooling styles (American, European, Wila Trumpf) differ?
- American Precision Style has a 0.50-inch tang width with basic clamping.
- European Precision Style uses a 13mm tang with rectangular groove clamping for better precision.
- Wila Trumpf Style features a 20mm tang with dual grooves and auto-clamping, combining accuracy with quick changes.
3. What is the best material for press brake tooling?
Chromium Molybdenum Steel (Chromoly) is the best material for press brake tooling, offering superior strength and corrosion resistance. High-quality tool steels like T8, T10, and 42CrMo are also excellent choices for their hardness and wear resistance.
XII. Conclusion
The toolings of the press brake impact the shape and quality of the bending workpiece. Select suitable toolings for the material before bending. Determine the die's shape, angle, and opening size based on the workpiece. Correct tooling and material use enhance bending accuracy.
They affect the bending angle, internal radius, flange length, and workpiece appearance. Correct tooling improves efficiency, reduces cost, prevents deformation, and ensures operator safety.
Tooling manufactured by reliable brands addresses denting and deformation issues. Branded tools offer better honing and longer life. If unsure about press brake or tooling choice, contact ADH Machine Tool. If unsure about press brake or tooling choice, feel free to contact us.
With over 40 years of expertise in press brake manufacturing, we deliver premium-quality bending machines along with complete, tailored bending solutions. Discover our full product portfolio in our official brochures.
















