I. Introduction to Laser Cutting Machine Wattage
Laser cutting technology has revolutionized the manufacturing and fabrication industries. It offers unparalleled precision, speed, and versatility. At the heart of this technology lies the laser cutting machine's wattage, a critical factor that can significantly influence cutting performance, efficiency, and the range of materials that can be processed.
Understanding the importance of laser cutting machine wattage is essential for optimizing production processes and achieving desired outcomes in various applications.
Definition of Laser Cutting Power
Laser cutting power refers to the amount of energy delivered by the laser to the material being cut, typically measured in watts (W). It represents the power output of the laser equipment and directly relates to the intensity of the laser beam.
Importance of Laser Cutting Machine Wattage
The wattage of a laser cutting machine determines the power output of the laser beam, directly impacting its cutting capabilities. Higher-wattage lasers can cut through thicker and denser materials more quickly and with greater precision, while lower-wattage lasers are typically used for finer, more detailed work on thinner materials.
Selecting the appropriate wattage for a specific application is crucial for achieving optimal results, minimizing material waste, and ensuring operational efficiency.
II. Types of Laser Cutting Machines
Laser cutting technology encompasses various types of machines, each utilizing different laser sources and suited to specific applications. Understanding the distinctions between these machines is fundamental for selecting the appropriate equipment for your cutting needs.
| Criteria | Fiber Laser | CO2 Laser | YAG Laser |
| Power Range (W) | 500 - 40,000 | 30 - 4,000 | 50 - 1,000 |
| Wavelength | 1.064 or 1.55 microns | 10.6 microns | 1.064 microns |
| Materials | Metals, coated metals, some plastics | Organic materials (wood, acrylic, plastics, fabrics, glass) | Metals, ceramics, composites |
| Advantages | - High efficiency - Low maintenance - Long lifespan - Compact size - Excellent beam quality - Fast cutting speeds | - Versatile for non-metals - Good for thick materials - Lower initial cost - Suitable for large-scale cutting | - Strong power output - Exceptional beam quality - Flexibility in operating modes - Wide range of materials - Suitable for medical applications |
| Typical Applications | - Metal cutting and welding - Marking and engraving - Industrial manufacturing - Microelectronics | - Cutting non-metals - Engraving - Packaging industry - Textile cutting | - Cutting and welding thick materials - Medical (ophthalmology, dermatology) - Scientific research - Automotive industry |
III. How Wattage Affects Laser Cutting Performance
Laser cutting is a precise method used in various industries to cut materials with high accuracy and efficiency. The wattage of a laser cutting machine plays a crucial role in determining its effectiveness.
It influences key aspects of the cutting process, including cutting speed, material thickness, and edge quality. Understanding how wattage impacts these factors is essential for optimizing cutting operations and achieving the desired outcomes.
Cutting Speed and Precision
Cutting Speed
One of the most direct impacts of laser wattage is on cutting speed. Higher wattage lasers generate more powerful beams, allowing them to cut through materials faster compared to lower wattage lasers. This increased speed translates to higher productivity and shorter cycle times, making high-wattage lasers suitable for high-volume production environments.
For instance, a fiber laser cutting machine cuts 1mm thick steel: A 1000W laser can cut at speeds of 10.0-13.2 m/min. A 2000W laser can cut at speeds of 25.0-31.0 m/min. The higher power allows the laser to melt and vaporize the material more efficiently, resulting in quicker cuts. In contrast, a lower wattage laser would take longer to achieve the same result, potentially leading to bottlenecks in the production process.
Precision
Achieving high precision requires careful calibration of wattage, especially for intricate designs and fine detailing. Lower-wattage lasers are often preferred for such tasks to maintain control over the thermal impact on the material.
Speed vs. Precision
There is often a trade-off between speed and precision. Higher wattage allows for faster cuts but may compromise the detail and accuracy required for intricate work. Conversely, lower wattage provides finer control but at the expense of cutting speed.
Material Type and Thickness
Material Thickness
The ability to cut through different material thicknesses is another area where wattage plays a crucial role. Higher wattage lasers are capable of cutting through thicker and denser materials with ease. This capability expands the range of materials that can be processed, allowing manufacturers to tackle more demanding projects.
The increased power of higher wattage lasers ensures that the beam can penetrate deeper into the material, maintaining a high-quality cut even at greater thicknesses.
Material Type
- Metals: Cutting metals like steel, aluminum, or titanium demands higher wattage due to their density and heat resistance. Metals require sufficient power to generate the necessary thermal energy to melt and vaporize the material.
- Plastics: Plastics generally require lower wattage compared to metals, but the specific type of plastic can impact the necessary power levels. Thermoplastic materials (e.g., acrylic) often need more precise control to avoid melting or warping.
- Organic Materials: Wood, leather, and textiles are more easily cut with lower wattage lasers. These materials are more susceptible to charring and burn marks, so precise control over power output is essential.

Desired Cut Quality
The wattage of a laser cutting machine directly influences the quality of the cut, including aspects like edge smoothness, burr formation, and heat-affected zones.
Edge Smoothness
- Higher Wattage: Machines with higher wattage can produce smoother edges on thick or dense materials by providing consistent power, reducing the likelihood of jagged edges.
- Lower Wattage: For thinner materials, lower wattage machines can achieve smooth edges without excessive thermal distortion.
Burr Formation
- Reduction of Burrs: Higher wattage allows for cleaner cuts with fewer burrs, reducing the need for secondary processing. This is particularly critical for metal cutting, where post-process deburring can be time-consuming and costly.
- Controlled Power: Lower wattage machines excel in tasks that require minimal burr formation on delicate materials like plastics and thin metals.
Heat-Affected Zones
Minimizing Thermal Impact: Managing heat-affected zones is crucial for maintaining material integrity. Lower wattage machines are effective for delicate materials, whereas higher wattage machines, with proper cooling and speed settings, can minimize thermal impact on thicker materials.
IV. Laser Cutting Machine Wattage Categories
Low Wattage Machines
Low wattage laser cutting machines typically range from 10 watts to 100 watts. These machines are ideal for applications that require delicate and precise work on thinner materials. Common materials processed with low wattage lasers include paper, textiles, thin plastics, and certain types of wood.
Advantages of Low Wattage Machines:
- Precision and Fine Detail: Low wattage machines excel in achieving fine detail while engraving, making them suitable for intricate designs and patterns.
- Cost-Effective: Generally, these machines are more affordable and consume less power, making them economically attractive for small businesses and hobbyists.
- Safety: Lower power levels reduce the risk of material damage and are easier to handle, translating to safer operation conditions.
Limitations of Low Wattage Machines:
- Limited Material Thickness: These machines are not suitable for cutting thick or dense materials due to insufficient penetrative power.
- Slower Cutting Speeds: Compared to higher wattage machines, the cutting process is slower, potentially affecting productivity.
- Limited Versatility: Specific applications may fall beyond the capabilities of low wattage machines, necessitating alternatives for certain tasks.
Medium Wattage Machines
Medium wattage laser cutting machines generally have power levels ranging from 100 watts to 500 watts. These machines strike a balance between versatility and operational cost, suitable for a broad spectrum of materials such as metals, thicker plastics, and composite materials.
Advantages of Medium Wattage Machines:
- Versatility: Capable of handling a wider range of materials and tasks, these machines are well-suited for diverse industrial applications.
- Balanced Speed and Precision: Adequate power allows reasonably fast cutting speeds while maintaining precision, balancing both productivity and quality.
- Economical: They offer a middle-ground solution, providing enhanced capabilities without the higher costs associated with high wattage machines.

Limitations of Medium Wattage Machines:
- Moderate Thickness Limitations: While more powerful than low wattage machines, medium wattage lasers may still struggle with extremely thick or tough materials.
- Higher Operational Costs: As wattage increases, so does power consumption and the associated operating costs.
- Complexity in Setup: These machines may require more sophisticated setup and maintenance protocols compared to their lower wattage counterparts.
High Wattage Machines
High wattage laser cutting machines typically operate within the range of 500 watts to 2000 watts. These machines are designed to tackle challenging tasks involving thick or dense materials, such as metals, stone, and high-performance composites.
Advantages of High Wattage Machines:
- High Capabilities: Exceptional cutting power allows for processing thicker and tougher materials with ease.
- Enhanced Productivity: Higher wattage equates to faster cutting speeds, significantly improving throughput in industrial environments.
- Superior Quality: The increased power often leads to cleaner cuts with minimal post-processing, enhancing product quality.
Limitations of High Wattage Machines:
- Higher Cost: Initial investment, as well as operational costs, are considerably higher due to the energy requirements and complexity of the machinery.
- Safety Concerns: Operating high wattage machines entails greater safety risks, requiring stringent safety protocols and trained personnel.
- Energy Consumption: These machines consume more power, impacting operational efficiency and environmental sustainability.
Industrial-grade Wattage Machines
Industrial-grade wattage laser cutting machines generally exceed 2000 watts, capable of reaching beyond 10,000 watts. These machines are used for heavy-duty applications in industries such as automotive, aerospace, and shipbuilding.
Advantages of Industrial-grade Wattage Machines:
- Unmatched Cutting Power: These machines can cut through extremely thick and dense materials with unparalleled ease and precision.
- Maximum Efficiency: Exceptionally high cutting speeds enhance productivity, making them suitable for high-volume production settings.
- Robust Construction: Built to withstand rigorous industrial environments, offering durability and longevity.
Limitations of Industrial-grade Wattage Machines:
- Environmental Impact: High power consumption and associated emissions make it crucial to implement mitigating measures to adhere to environmental regulations.
- Exorbitant Costs: The acquisition, maintenance, and operational costs can be prohibitively high, warranting substantial financial investment.
- Complexity and Maintenance: These machines demand extensive setup, calibration, and continuous maintenance to operate effectively.
V. Selecting the Right Wattage for Different Materials
This section explores the recommended wattages for various materials, including metals, plastics, wood, and fabrics. Understanding these recommendations will help in optimizing your laser cutting processes and ensuring superior results.
Metals

Metals are among the most common materials processed using laser cutting. Due to their density and thermal conductivity, metals require higher wattage lasers to achieve clean cuts.
Steel
- Thin Sheets (up to 1/8 inch): 500-750 watts
- Thicker Plates (up to 0.39 inches or more): 1000-2000 watts
- Example: A 2000-watt laser cutter can efficiently cut through a 20mm (about 0.79 inches) thick steel plate used in automotive manufacturing.
Aluminum
- Thin Sheets: 750-1000 watts
- Thicker Plates: 1000-2000 watts
- Note: Aluminum's reflective properties necessitate the use of fiber or disk lasers to prevent beam reflection and potential damage to the machine.
Copper and Brass
- Range: 500-3000 watts, depending on thickness
- Note: Higher wattages are often required due to high reflectivity and thermal conductivity.
Plastics
Plastics are more sensitive to heat, so lower wattages are generally used to avoid melting or burning the material.
Acrylic
- General Range: 60-150 watts
- Thickness: Suitable for sheets up to 1/2 inch thick
- Note: Lower wattages ensure smooth edges and prevent excessive melting.
Polycarbonate
- Thin Sheets: 100-200 watts
- Thicker Materials: May require higher wattages with careful control of cutting speed and cooling
- Note: Polycarbonate tends to discolor and melt, so precise control is essential.
Wood
Wood is widely used in laser cutting for applications ranging from furniture to decorative items. The appropriate wattage depends on the type of wood and its thickness.
Softwoods
- General Range: 40-100 watts
- Thickness: Up to 1/4 inch
- Note: Higher wattages may be needed for thicker pieces to ensure clean cuts without charring.
Hardwoods
- General Range: 100-200 watts
- Thickness: Up to 1/2 inch
- Thicker Hardwoods: 400 watts may be necessary
- Note: Hardwoods like oak and maple require more power due to their density.
Fabrics
Fabrics are delicate and require careful handling to avoid burning or fraying. Lower wattages are generally preferred to maintain the integrity of the material.
Natural Fabrics
- Range: 30-100 watts
- Materials: Cotton, wool, silk
- Note: These wattages are sufficient to cut through the fabric without causing excessive heat damage.
Synthetic Fabrics
- Range: 50-150 watts
- Materials: Polyester, nylon
- Note: Use the minimum power necessary to achieve a clean cut, reducing the risk of melting or burning.
Practical Considerations
When selecting the right wattage for different materials, consider the following practical tips:
- Material Testing: Conduct test cuts on sample materials to determine the optimal wattage and cutting parameters for your specific application.
- Beam Focus: Ensure proper beam focus for precise cuts. Adjust the focal length of the laser lens based on the material thickness.
- Cooling and Ventilation: Proper cooling and ventilation systems help manage heat generated during cutting, especially for thicker and more heat-sensitive materials.

Ⅵ. Diving Deeper: How Power Interacts with Material at the Microscopic Level
Most buyers tend to focus on the wattage listed on the spec sheet, while true industry experts pay attention to the interaction between photons, electrons, and the crystal lattice. Laser cutting isn’t a matter of a sharp “blade” physically slicing through material—it’s a millisecond-level dynamic balance between thermal energy input and material removal. Grasping this microscopic process is the foundation for making scientifically sound equipment choices and optimizing your production methods.
6.1 The Three Physical Thresholds of Laser Cutting
Why does adequate power sometimes fail to cut through? Why do thick plates often suffer from blowouts during piercing? The reason lies in three distinct physical energy barriers:
- Melting Threshold: The Onset of Liquefaction — This is the baseline for metal cutting. When the material absorbs light energy, lattice vibrations intensify until atomic bonds break, transitioning the metal from solid to liquid.
- Physical Reality: For metals like stainless steel, merely reaching the melting point isn’t enough. You need sufficient energy density (typically between 104 - 105 W/cm2) to keep the molten pool fluid. If power barely reaches the melting point, the molten metal behaves like viscous “molasses,” preventing the assist gas from clearing it away. The result is stubborn dross accumulation at the bottom of the cut.
- Vaporization Threshold: The Cost of Sublimation — When cutting acrylic, wood, or performing metal marking and cleaning, the goal is for the material to transition directly from solid to gas—or at least partially vaporize—to create recoil pressure that expels molten residue.
- Energy Trap: The latent heat of vaporization is typically more than ten times that of melting. This explains why cutting nonmetals (which rely on vaporization) is inherently slower and more energy-intensive than cutting metals (which require only melting and gas-assisted removal).
- Piercing vs. Cutting: The Most Critical Milliseconds — Most cutting failures don’t occur during the cutting phase but in the instant of piercing.
- Environmental Contrast: During normal cutting, the slit is open, allowing molten material to escape; during piercing, the laser drills into solid material, forcing molten metal and heat to spray upward—a serious threat to costly protective lenses.
- The Role of Peak Power: To prevent lateral heat conduction from collapsing the piercing zone (causing blowouts), you must use high peak power with a low duty cycle in pulsed mode. The goal is to break through in microseconds with an intense energy spike, rather than “slow-cooking” with continuous wave (CW) operation. Many high-power systems still struggle with thick-plate piercing if their modulation performance is poor.
6.2 The Power-Multiplying Effect of Assist Gases
On a microscopic level, assist gases are far more than simple “brooms” sweeping away waste—they act as the laser’s chemical fuel or physical coolant. Without understanding gas properties, you can’t accurately assess power requirements.
Oxygen Cutting (O₂): The Chemical ‘Cheat Mode’ — When cutting carbon steel, oxygen serves as a combustion aid. Once iron is heated to its ignition point, it reacts violently with oxygen in an exothermic oxidation process:
- Nitrogen/Air Cutting (N₂/Air): The Endothermic ‘Hard Mode’ — For stainless steel, aluminum alloys, or bright-finish carbon steel cutting, nitrogen is typically used. As an inert gas, nitrogen adds no chemical heat—in fact, its high-speed flow removes heat through convective cooling.
- Power Threshold: Because there’s no chemical heat contribution and the gas flow cools the cut zone, nitrogen cutting of stainless steel generally requires 2–3 times more laser power than oxygen cutting of carbon steel of the same thickness. The payoff is a clean, oxidation-free bright cut surface suitable for direct welding.
- Gas Flow Dynamics Pitfall: Higher gas pressure isn’t always better. If the nozzle design isn’t optimized for supersonic flow, excessive pressure can create shock waves at the outlet. These act like invisible barriers, preventing gas from properly entering the kerf and sharply reducing slag removal efficiency—explaining why increasing pressure sometimes makes cutting worse.
6.3 Power Challenges in Special Scenarios
Beyond standard materials, certain special working conditions impose far stricter demands on the interplay between power and light.
- High-Reflectivity Materials: The Copper and Aluminum Dilemma — Infrared fiber lasers (1064 nm wavelength) have extremely low absorption (<5%) on solid copper surfaces. The unabsorbed light is reflected back, retracing its optical path. After passing through the focusing system, the reflected energy density multiplies, posing a serious risk of burning out the laser’s internal diode source.
- Solution: Cutting reflective materials requires not only sufficient excess power to force melting but also hardware safeguards such as Faraday isolators or built-in back-reflection protection. Cheaper machines often rely on software-based shutdowns, which trigger frequent stops and make industrial-scale production impossible.
- Composite and Sandwich Panels: Mismatched Melting Points — In structures like steel–polymer–steel panels, the steel’s melting point (~1500°C) far exceeds the polymer core’s decomposition temperature (~300°C). Using continuous high-power waves causes the inner layer to vaporize prematurely, leading to material blistering or rupture.
- Microscopic Strategy: Employ high-frequency pulses with very low average power, combined with high-pressure gas. The laser acts like a surgical scalpel—cutting through the outer steel layer within milliseconds and ending the pulse before heat reaches the polymer core. Gas convection carries away residual heat, enabling precise cutting of steel skins without scorching the inner layer.
Ⅶ. Scientific Selection: A Data-Driven ROI Decision Framework
Returning from the microscopic physics to the macro business level, it’s vital to recognize that choosing a laser cutter isn’t just a technical decision—it’s a rigorous test of capital efficiency. Don’t let glossy vendor presentations cloud your judgment. Remember: buying a machine is a one-time expense, but owning the wrong one is years of ongoing financial “bleeding.” The following methodology uses data and ROI analysis to help you cut through marketing hype and reach the essence of sound business decision-making.
7.1 Demand Profiling: Applying the 80/20 Production Principle
A common pitfall for many business owners is buying an ultra‑high‑power laser machine just to handle the occasional 5% of thick‑plate orders. That “one‑step‑to‑perfection” mindset often turns into an ROI killer.
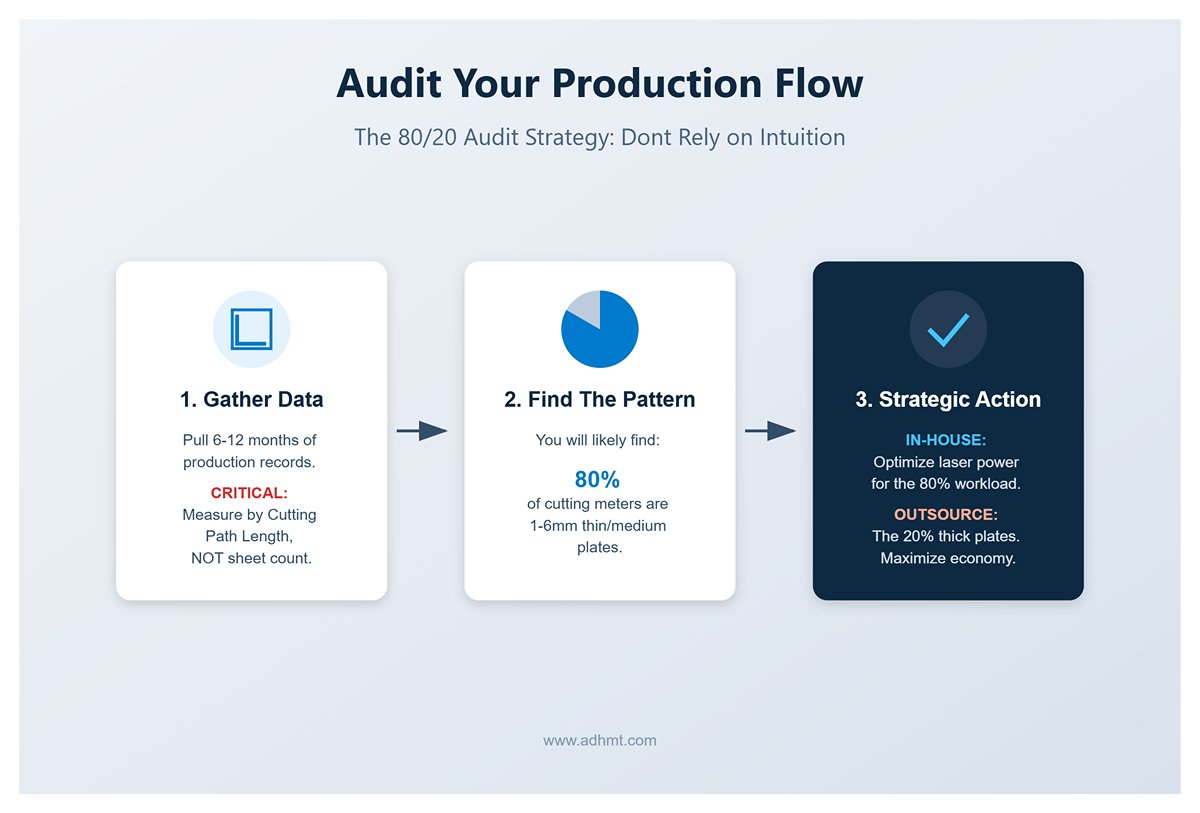
- Audit Your Production Flow (The 80/20 Audit) — Don’t rely on intuition; let the data speak. Pull up 6–12 months of production records and calculate the total cutting length for each material and thickness (note: measure by cutting path length, not the number of sheets). You’ll likely find a universal pattern: 80% of total cutting meters come from 1–6mm thin to medium plates. Decision logic: your laser power should be chosen to serve this 80% of mainstream workload—maximizing efficiency and minimizing cost where it matters most. As for the remaining 20% thick‑plate jobs, if your main machine cuts slower or can’t cut them at all, that’s actually good—it forces you to explore more economical outsourcing options.
- Resist the “1% Temptation” and Define the Outsourcing Tipping Point — When should you invest in your own equipment, and when should you outsource? Use the following Outsourcing Tipping Point model to decide:
Only when:
(Outsourcing price – In‑house direct cost) × Annual thick‑plate volume > Depreciation gap of high‑power equipment + Additional electricity cost + Capital cost, should you consider upgrading to a heavy‑duty machine.
Case Study — Suppose you occasionally need to cut 40mm extra‑thick steel plates and plan to upgrade from a 12kW to a 30kW system (a price difference of about 2 million RMB). If your annual outsourcing cost for 40mm plates is only 500,000 RMB, while the depreciation alone for a 30kW machine reaches 400,000 RMB per year (assuming a 5‑year cycle), plus high electricity, gas, and facility overheads, your self‑cutting cost could exceed outsourcing costs. In this case, insisting on “doing it yourself” isn’t proof of strength—it’s a sign of poor business judgment.
7.2 Power‑Matching Decision Matrix
Beyond the dry technical specs, we built the following three‑dimensional selection matrix based on real‑world efficiency and financial return. Use it to identify the power level that fits your core business scenario:
| Level | Power Range | Core Scenario (80% of Workload) | Key Decision Insight (Counter‑intuitive Wisdom) |
|---|---|---|---|
| Entry Level | 1.5kW – 3kW | Signage, lighting, kitchenware, electrical boxes (1–3mm stainless/carbon steel) | Trap: Don’t expect it to profitably cut 10mm carbon steel. While specs say it “can cut,” the speed is snail‑slow and gas consumption huge—unit cost skyrockets. It’s designed for ultra‑fast thin‑sheet cutting, where its cost‑performance ratio is unbeatable. |
| Gold Efficiency Tier | 6kW – 12kW | Sheet‑metal fabrication, elevator parts, cabinets, agricultural machinery (3–10mm coverage) | The current sweet spot for fiber lasers. 12kW offers the best leverage: cuts 6mm stainless steel twice as fast as 6kW, yet costs only ~30% more. If budget allows, 12kW is the most forgiving, well‑balanced option. |
| Heavy‑Industry Grade | 20kW – 30kW+ | Shipbuilding, steel structures, heavy machinery (20mm+ continuous cutting) | High entry threshold. Its advantage isn’t faster thin‑plate cutting (limited by mechanical acceleration) but the ability to blast through 20mm+ carbon steel with high‑pressure air/nitrogen, replacing plasma systems. However, you need enough thick‑plate orders to feed it—idle depreciation becomes a nightmare. |
7.3 Hidden Costs and Total Cost of Ownership (TCO)
Many factories fail not because they can’t afford the equipment, but because they can’t sustain it. Before signing any contract, calculate the Total Cost of Ownership—not just the purchase price.
- Infrastructure Traps — High‑power machines often demand massive invisible setup costs.
- Power‑grid expansion: A 30kW laser system, including its chiller and dust extractor, can easily exceed 120kVA total load. To unlock full performance, you’ll also need a 16‑bar high‑flow screw air compressor, another electricity guzzler. Is your transformer capacity sufficient? The power‑upgrade fee alone could rival your equipment down payment.
- Compressor black hole: Sales reps rarely mention that maintaining “air cutting” at high power can cost hundreds of yuan in electricity per day. That expense must be counted toward your operating cost.
- Cost Per Watt vs. Cost Per Meter — A fascinating paradox:
- Cost Per Watt: When power doubles (e.g., 6kW → 12kW), electricity doesn’t double—usually increases by only ~60%, since chillers and machine base loads dominate total consumption. In other words, the higher the power, the cheaper the energy per unit output.
- Cost Per Meter (Key Metric): Although a 12kW machine’s hourly operational cost (electricity + gas + consumables) is about 50% higher than a 6kW unit, its cutting speed on 10mm stainless steel is three times faster. Result: the cost per meter is actually 40% lower.
- Prerequisite: This formula only holds if your machine is fully utilized. Insufficient orders will quickly let depreciation swallow up all the speed‑based profit.
- Consumable Risk Factor — Low‑power machines are forgiving; high‑power lasers are far more delicate. At extreme energy density, nozzles, ceramics, and protective lenses wear out exponentially faster. A single misstep on a 30kW head can burn thousands of yuan in optics instantly. Thus, operator skill and workspace cleanliness are invisible but critical cost components.
💡 Expert Tip: For startups buying their first machine, 6kW offers the best survival odds and lowest risk. For established factories expanding capacity, 12kW currently provides the most dominant efficiency leverage. Unless you have long‑term, stable bridge or shipbuilding contracts, think twice before stepping into the 30kW class.

Ⅷ. Operational Excellence: The Art of Power Management
Purchasing the machine completes only half of the investment. The true differentiator lies in how you operate—extracting maximum performance from every watt through meticulous process control. This isn’t just about pressing “Start”; it’s a micro‑level orchestration of optics, thermodynamics, and fluid mechanics. Hardware sets the floor for performance, but operational mastery defines the ceiling of profitability.
8.1 Breaking Limits: High‑Efficiency Cutting with Low‑Power Machines
When your 3 kW machine is tasked with cutting mid‑thickness plates such as 12 mm carbon steel—materials usually handled by a 6 kW system—continuous cutting head‑on will only lead to excessive burning or incomplete penetration. At this point, we need to apply the “leverage” of physics to break through the power barrier.
- Pulse Modulation Magic: Piercing Point by Point
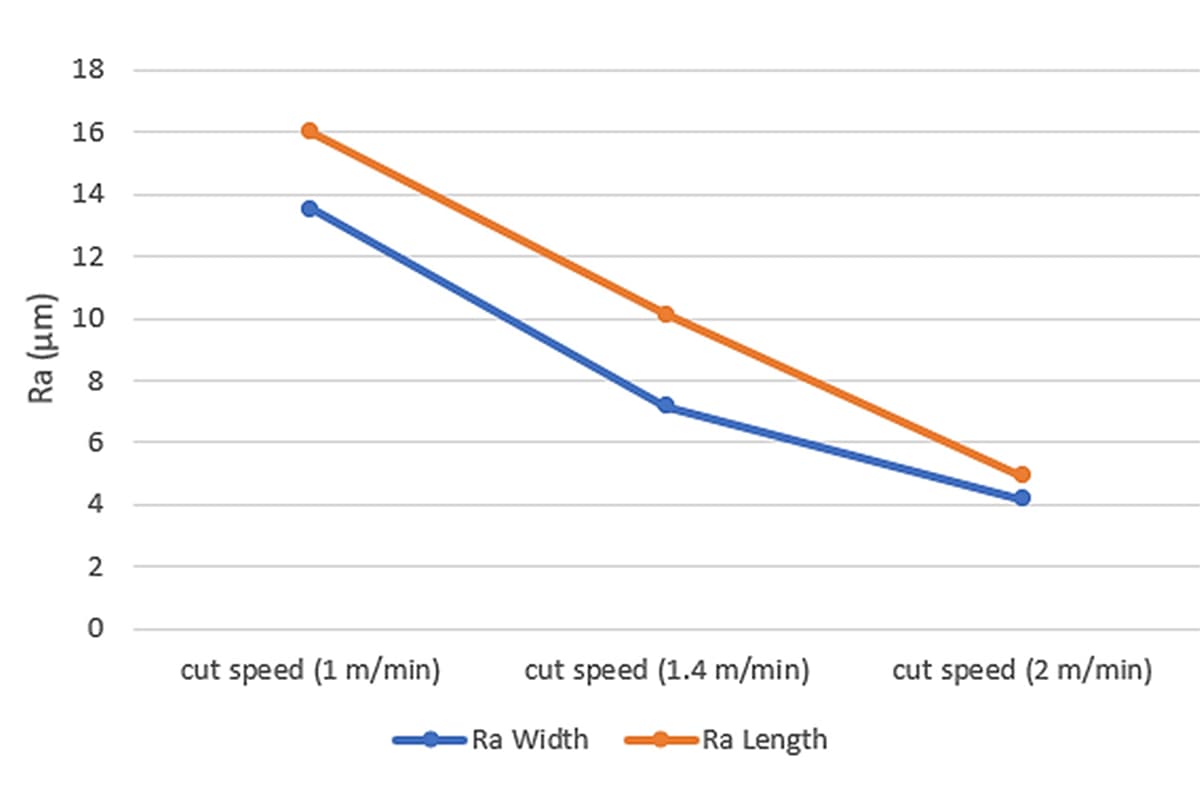
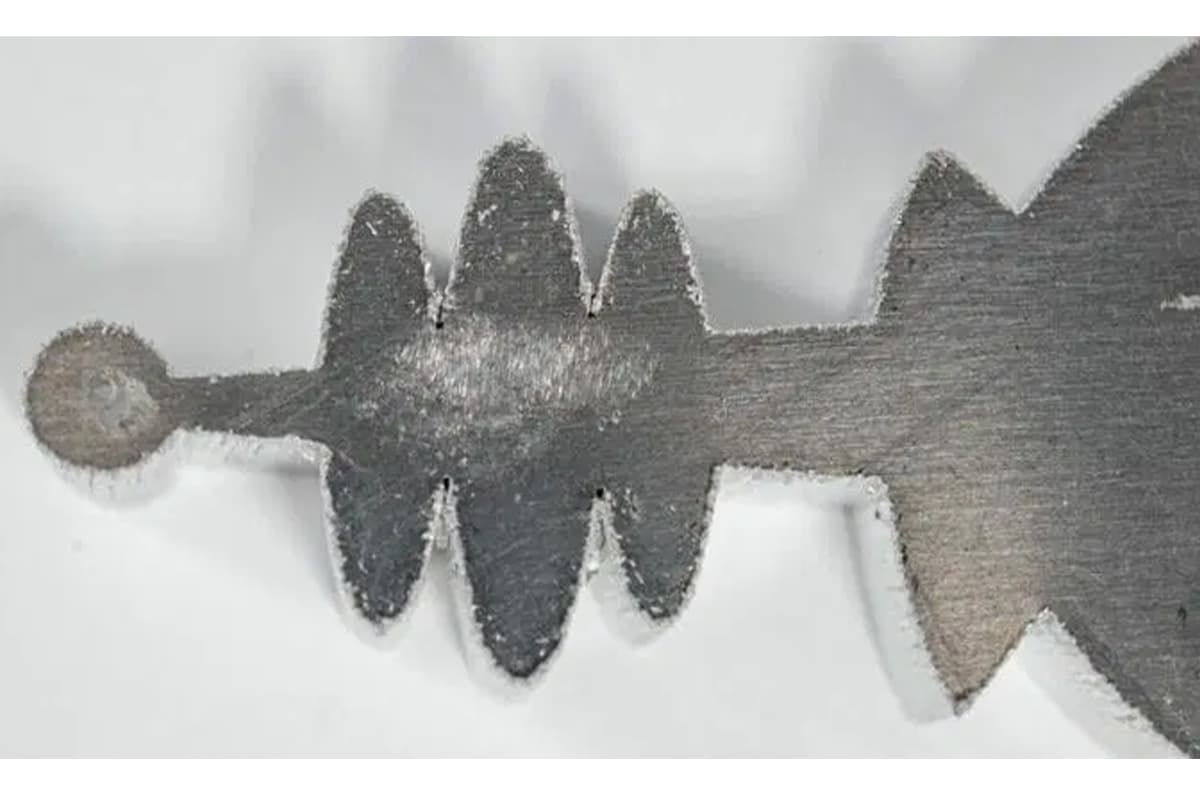
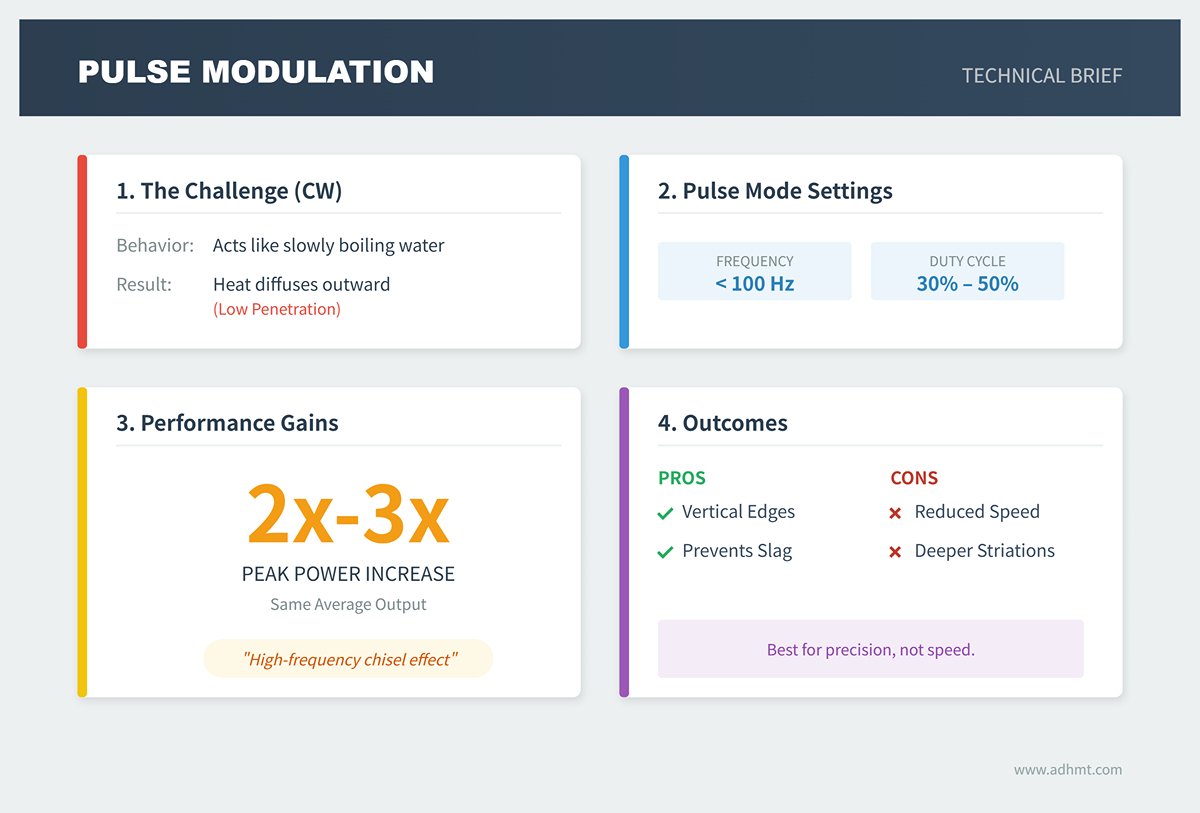
- Physical Principle: When power is insufficient, a continuous wave (CW) behaves like slowly boiling water—heat diffuses outward rather than penetrating effectively. Switching to pulse mode with a low frequency (<100 Hz) and reducing the duty cycle to 30%–50% concentrates energy bursts instead of steady heating.
- Practical Outcome: This configuration can boost the peak power of each pulse by two‑ to threefold without increasing average output. The laser beam becomes a high‑frequency chisel, breaking through metal with intense instantaneous energy rather than accumulated heat. Although cutting speed drops and the surface shows deeper striations, it ensures vertical edges and prevents slag buildup caused by excessive heat accumulation.
- Deep Focus Management: The Negative Defocus Strategy
- Operational Logic: For thin sheets, the focal point is usually on the surface (zero focus). But when a lower‑power machine is used for thicker plates, negative defocus (−3 mm to −5 mm) allows the focal point to penetrate into the material.
- Fluid‑Dynamic Advantage: Negative defocus not only drives energy deeper into the plate, but also creates a funnel‑shaped beam spread within the material, widening the kerf. A wider kerf opens up a passage for assist gas, preventing the “gate‑closing effect” (slag blocking the bottom airflow) and ensuring molten material is efficiently blown out.
- Aerodynamic Compensation Mechanism
- When light energy alone cannot instantly vaporize metal, kinetic energy must step in. Using a supersonic Laval nozzle with nitrogen pressure above 16 bar generates shock‑wave‑driven high‑velocity gas flow. The resulting shear force forcibly strips away molten metal—a classic tactic of trading wind power for light power.
8.2 Taming the Beast: Fine‑Tuning High‑Power Systems
Machines rated at 12 kW and above are beasts of immense destructive potential. If not properly controlled, that power will undermine processing quality. Mastering such equipment is not about making it “faster,” but about keeping it “steady.”
- Power‑Speed Coupling: Eliminating Overburn
- Pain Point: When cutting sharp corners or intricate contours, the CNC system must slow down to maintain path accuracy. If the laser continues delivering full rated power, the energy density skyrockets, rounding corners or even ruining the entire sheet.
- Control Strategy: Activate the controller’s “power‑speed follow” (analog control) feature. Define a linear or S‑curve so that when cutting speed drops to 50%, laser power automatically decreases to about 40%–50%. This ensures a constant energy density on the material regardless of speed changes—the secret to crisp, perfectly sharp corners.
- Dynamic Zoom Piercing
- Risk Phase: Most failures occur during the piercing moment. Direct high‑power impact causes severe back‑spatter.
- Technical Countermeasure: Use an auto‑focus cutting head to enlarge the spot (raise focus) during piercing, reducing energy density to form a large molten pool for safe breakthrough. Once pierced, the focus instantly shifts downward, shrinking the spot for high‑density rapid cutting. This technique can shorten piercing time for thick plates by over 60% and greatly extend protective lens life.
- Beware of Thermal Lensing
- The Invisible Killer: At high power, even minute heat absorption by optical lenses changes their refractive index and shape, causing unintended focus drift. You may set focus at −1 mm, but after ten minutes it drifts to +2 mm, blackening the cut or failing to penetrate.
- Maintenance Rule: High‑power systems must use ultra‑low‑absorption quartz lenses and closely monitor cooling water temperature and flow. If cutting starts well but deteriorates after an hour, first investigate thermal lensing.
8.3 Preserving Power: Maintenance Against Degradation
Laser output isn’t constant—it follows a wear curve much like an engine’s performance over time. Proper maintenance can keep annual power decay within 1%–3%, while neglect may cut power by half in a single year.
- The 0.5% Cleanliness Rule for Optics
- Critical Detail: At multi‑kilowatt power levels, even one speck of dust on a protective lens can cause an extra 0.5% absorption—equivalent to 50–100 W of heat trapped on the lens surface. That’s enough to crack the lens within seconds and potentially destroy expensive collimators or fiber connectors (QBH).
- Operational Red Line: Never replace lenses directly in the cutting area. Establish a dust‑free replacement standard: all lens changes must occur in a dedicated clean space or within an acrylic dust shield, and operators must wear finger cots.

- Source Lifespan Management and Connector Protection
- Fiber Lasers: Although pump sources have a theoretical lifespan of up to 100,000 hours, the weakest link is the fiber connector (QBH/Q+). Never connect or disconnect under power or before full cooling—any stray reflection or dust particle can burn the connector, leading to costly repairs.
- CO₂ Lasers: For users still operating CO₂ systems, monitor gas aging closely. RF tubes require periodic gas purity checks; when power drops noticeably, return the unit for re‑gassing rather than increasing current, which accelerates electrode wear.
- Annual Power Check‑up
- Don’t Blindly Trust the Display: The “100% power” shown on the screen is merely a control signal—it doesn’t guarantee rated energy output at the nozzle.
- Data Correction: Rent a professional high‑power laser power meter once a year for verification. If a 6 kW unit measures only 5,200 W after three years, update the process library accordingly—reduce cutting speed to match true output rather than blaming operator skill. Data‑driven maintenance is the only path to stable performance.
Ⅸ. Industry Landscape: Power Configuration Scenarios
To make decision‑making more tangible, we’ve selected three representative industry profiles to illustrate how successful companies optimize configuration for maximum profitability. These are not mere anecdotes—they’re proven market‑tested business models.
9.1 Case A: Advertising Signage & Maker Spaces (The Hybrid Player)
For advertising companies and small maker studios, operations are highly fragmented: they need to cut both fine acrylic lettering (non-metal) and stainless-steel lightbox casings (metal). The traditional approach—buying two separate machines—takes up space and doubles maintenance costs. A single fiber laser, while fast on metal, cannot cut transparent materials due to wavelength penetration, whereas a CO₂ laser is too slow on metal and consumes costly consumables.
- Ultimate Configuration: 130W CO₂ Glass Tube + 1.5kW Fiber Hybrid Head. This type of “dual-mode” or “hybrid cutting” machine is a game-changer for this niche market. It typically integrates two optical paths on the same gantry, or employs a specially designed hybrid cutting head.
- Real-World Performance:
- Non-Metal Processing: Using the 130W CO₂ mode to cut 20mm acrylic results in a crystal-clear, flame-polished edge, eliminating the need for manual polishing entirely.
- Metal Breakthrough: Switching to the 1.5kW fiber mode slices through 1–2mm stainless steel and galvanized sheets in seconds—over five times faster than legacy YAG solid-state lasers—while consuming only one-third of the power.
- ROI Analysis: As the machine’s total cost is relatively low (well below that of a standard industrial fiber laser) yet covers 99% of the materials used in advertising production, the payback period is extremely short—typically just 6–9 months.
9.2 Case B: Sheet Metal Processing Center (The Job Shop Strategist)
For contract manufacturers (job shops), the biggest challenge lies in unpredictable orders. One day they might need to cut 10,000 pieces of 1mm electrical cabinet backplates; the next, 500 pieces of 16mm embedded structural plates. A single piece of equipment can hardly maintain cost efficiency for both high-speed thin-sheet cutting and heavy-plate production.
- Combination Strategy: The “6kW + 12kW” Power Duo. Instead of buying two 8kW machines and compromising across all tasks, a high-low power pairing delivers far greater flexibility and cost control.
- Real-World Performance:
- 6kW Workhorse (Profit Harvester): Handles all thin sheets under 5mm. The logic: when cutting 1mm material, the speed difference between a 6kW and a 12kW unit is negligible (limited by machine acceleration), but the 6kW’s hourly operating cost—electricity, nozzles, lens wear—is about 30% lower. Running it continuously for high-volume orders delivers extreme cost efficiency.
- 12kW Flagship (Technological Moat): Dedicated to 6–25mm plates and all air cutting jobs. The logic: leveraging the 12kW’s high energy density with high-pressure air enables cutting 10mm carbon steel three times faster than traditional oxygen cutting, producing bright, burr-free edges. This high–low pairing offers more operational flexibility than two identical machines and reduces total energy consumption by over 20%.
9.3 Case C: Heavy Industrial Steel Fabrication (The Heavy Hitter)
This sector mainly processes 20–40mm high-strength steels (such as H-beam flanges and excavator arms). Historically, plasma cutting dominated—capable but messy. The process left heavy slag, required about five workers for post-grinding, and produced tapered holes that often misaligned bolts, drastically reducing assembly efficiency.
- Disruptive Configuration: 30kW Ultra-High-Power Fiber Laser. For these users, the goal of investing in a 30kW laser isn’t merely to “cut through,” but to eliminate post-processing altogether.
- Real-World Performance:
- Deburring Transformation: A 30kW laser can cut 30mm carbon steel with virtually no slag. Parts come off the table ready for welding, effectively eliminating five grinding positions, saving hundreds of thousands in annual labor costs.
- Precision Revolution: Plasma-cut holes typically have a 2–3mm taper, whereas multi-kilowatt lasers keep it within 0.3mm—boosting assembly efficiency tenfold and removing the need for on-site reaming.
- Cost Analysis: Although a 30kW system carries high depreciation, when factoring in savings on labor, floor space, and secondary processing, the overall manufacturing cost per part drops by 40%. It’s a textbook example of “investing capital to buy efficiency.”
Ⅹ. Wattage and Laser Cutting Applications
Industrial Manufacturing
Industrial manufacturing is one of the primary sectors that benefit from laser cutting technology. High wattage lasers are particularly advantageous in this industry due to the need for rapid and precise cutting of robust materials.
Automotive Industry

- Typical Wattage: 1000-3000 watts
- Applications: Cutting and welding car body components, exhaust systems, and other metal parts.
- Benefits: High wattage lasers provide the speed and precision needed for efficient mass production and strict tolerances. By significantly reducing cutting times, high wattage lasers help manufacturers lower production costs and increase output efficiency. This technology also enhances product quality by ensuring consistent and clean cuts, which is essential for the durability and safety of automotive parts.
Aerospace Industry
- Typical Wattage: 2000-6000 watts
- Applications: Cutting high-strength alloys and composite materials used in aircraft and spacecraft manufacturing.
- Benefits: The ability to cut through thick and dense materials with high precision maintains the structural integrity required in aerospace applications. Laser cutting's precision ensures compliance with strict aerospace safety standards, reducing the risk of material failure during flight. This technology also supports the production of complex geometries that are often necessary in aerospace design.
Art and Design
The art and design sector often utilizes laser cutting for creating intricate patterns and detailed pieces. Lower wattage lasers are typically sufficient for these applications, especially when working with thinner, more delicate materials.
Decorative Arts
- Typical Wattage: 50-150 watts
- Applications: Cutting and engraving on materials such as paper, wood, acrylic, and fabric.
- Benefits: Enables artists to achieve fine details and complex designs with smooth edges, enhancing the aesthetic quality of the finished pieces.
Jewelry Making
- Typical Wattage: 100-200 watts
- Applications: Cutting and engraving precious metals and gemstones.
- Benefits: Provides high precision and control, allowing for the creation of intricate and delicate jewelry pieces. This precision not only enhances the beauty of the designs but also ensures the durability and wearability of the jewelry.
Medical Uses
The medical industry relies on laser cutting technology for the production of medical devices and instruments. The required wattage varies based on the material and complexity of the components being manufactured.
Medical Device Manufacturing
- Typical Wattage: 150-500 watts
- Applications: Cutting and shaping medical-grade metals and plastics for devices such as stents, surgical tools, and implants.
- Benefits: High precision and clean cuts are essential for ensuring the safety and functionality of medical devices. For example, laser cutting is used to manufacture intricate components of stents and surgical tools, ensuring high precision and reliability. This technology also supports the production of custom and patient-specific devices, improving patient outcomes.
Custom Prosthetics
- Typical Wattage: 100-300 watts
- Applications: Cutting and engraving materials used in custom prosthetics, including polymers and composites.
- Benefits: Allows for the customization of prosthetics to meet individual patient needs, ensuring a perfect fit and comfort. This customization process is crucial for enhancing the quality of life for prosthetic users, as it ensures better functionality and comfort.
Educational Applications
Educational institutions use laser cutting technology as a teaching tool and for various academic projects. Lower wattage lasers are typically sufficient for these applications, providing a balance between functionality and safety.
Academic Projects
- Typical Wattage: 30-100 watts
- Applications: Cutting and engraving materials such as cardboard, wood, and acrylic for prototypes, models, and other educational projects.
- Benefits: Enables students to learn about laser technology and its applications while creating tangible projects that enhance their understanding. By engaging in hands-on projects, students gain practical experience with cutting-edge technology, fostering innovation and problem-solving skills.
Research and Development
- Typical Wattage: 100-300 watts
- Applications: Experimental cutting and engraving for research purposes, including material science and engineering studies.
- Benefits: Provides the flexibility to explore new materials and cutting techniques, fostering innovation and discovery. This hands-on experience is invaluable for students and researchers, allowing them to test hypotheses and develop new technologies.
Ⅺ. FAQs

1. Is higher wattage always better in laser-cutting machines?
While higher wattage machines offer advantages in speed and material versatility, they are not always the best choice for all applications. Excessive power can lead to increased thermal damage, impurities in cut quality, and higher operational costs.
Therefore, the selection should consider the material type, thickness, and the specific requirements of the cutting application. Balancing wattage with the precise needs of the task ensures efficiency without compromising quality.
2. Are there safety risks associated with higher-wattage laser cutters ?
Yes, higher wattage laser cutters pose significant safety risks due to their powerful beams, which can cause severe injuries, burns, and eye damage if not properly managed. Proper safety measures are essential:
- Operator Training: Ensure comprehensive training for all operators.
- Personal Protective Equipment (PPE): Use laser safety glasses and other protective gear.
- Machine Safety Features: Implement interlocks and emergency stop mechanisms.
- Controlled Environment: Maintain restricted access and proper ventilation.
3. Can lower-wattage laser cutters be upgraded to higher wattages?
Upgrading a laser cutter’s wattage involves significant modifications, including the installation of a more powerful laser source and potentially upgrading other machine components like power supplies and cooling systems.
Such upgrades are complex and costly, often making it more feasible to invest in a new machine better suited to higher power needs. Consultation with the manufacturer is advised to explore viable upgrade options.















