I. Introduction
In contemporary sheet metal fabrication projects, metal bending machines such as hydraulic press brakes, servo-electro press brakes, and CNC press brakes are widely used. However, some special-purpose bending machines, such as finger brakes, remain popular in the metalworking industry.
Although the functions of the press brake are similar to those of the finger brake, their operating principles and bending methods are quite different from each other. Today, I will compare press brake vs finger brake. First, let's watch the video for understanding:
If you’d like to explore in detail how finger brakes work and improve your bending accuracy, check out the Finger Brake Guide: Mastering Bending.
II. What Is Finger Brake?

Box and pan brakes are commonly used to bend thin metal plates made of high-tensile strength materials, such as stainless steel, aluminum, and other alloys. These brakes, also known as finger brakes, work by using a clamping rod with removable steel fingers of varying widths.
Finger brakes are mainly utilized for forming objects like boxes and pans. The fingers are secured in place by thumbscrews, and any unused fingers can be removed before bending. Tightening all thumbscrews and securing the fingers before using pan and box brake to avoid any unwanted bending or deformation is crucial.
In conclusion, box and pan brakes, also known as finger brakes, are specifically designed to bend thin metal plates into objects like boxes and pans by using removable steel fingers and clamping rods.
Key Features
- Segmented Fingers: Adjustable fingers allow flexibility in creating bends of varying widths or shapes. Unused fingers can be removed to accommodate specific designs.
- Clamping Bar: Secures the piece of sheet metal in place during bending.
- Forming Rod and Apron: The apron is lifted manually to create bends; forming rods help achieve specific angles or shapes.
For a broader comparison of machine types, including pan brakes, you can refer to Press Brake vs Pan Brake: Key Differences.
III. What Is Press Brake?

A press brake is a machine commonly utilized in the sheet metal industry for the purpose of bending sheet metal. Place the metal sheet between the punch and die, then the press brake punch will generate the necessary force to bend.
The history of bending machines dates back to the simple cornice brake and has evolved over time to the hydraulic press brake and eventually the CNC press brake.
The CNC (Computer Numerical Control) press brake is known for its accuracy and efficiency in bending metal sheets, achieved through programming. These modern press brakes equipped with CNC are versatile and can achieve complex sheet metal bending, making them widely utilized in industries such as automotive, construction, and aviation.
In the world of metal bending, the press brake can handle types of metal sheet work, has varying bending capacities, and is capable of bending plates of varying lengths and thicknesses.
Key Features
- Frame: Provides structural stability to withstand high forces during bending.
- Ram: Moves vertically to press the punch onto the sheet metal positioned over the die.
- Punch and Die: The upper (punch) and lower (die) tools determine the final bend shape. Available in various profiles for diverse applications.
- Backgauge: Ensures precise positioning of the sheet metal for repeatable bends.
- CNC System: Allows advanced programming for automation and precision in modern press brakes.
IV. What Are the Differences: Press Brake vs Finger Brake
1. Functions
(1) Finger Brake
The finger brake is predominantly utilized for creating boxes, pans, channels, angles, and other similar objects of varying depths and sizes. It also has the capability of creating hemming, processing both open and closed hems and even lighter gauge hems.

The sheet metal finger brake bends the metal to over 130 degrees and then flattens the hem using the apron and presses it firmly against the top of the clamping rod. It is mainly utilized for bending simple workpieces or for prototype design and production.
This sheet metal brake can also be utilized for one-time sheet metal forming for automobile bodies and for HVAC workpieces, as it is capable of performing small, complex angle bends quickly.
(2) Press Brake
In comparison, the press brake offers a more advanced range of functions than the finger brake. There are various types of press brakes, all of which consist of a frame, workbench, ram, tooling, and driving device.
The driving device of the press brake can be manual, mechanical, hydraulic system, servo motor, or pneumatic, resulting in different bending forces exerted on the workpiece. This leads to a tonnage range for the press brake of 40 tons to 1000 tons.
This ability to exert varying forces enables the press brake to bend plates of varying thicknesses without damaging the machine. The length of the press brake's worktable determines the length of the sheet that can be bent.
A smaller press brake can bend shorter plates while a tandem press brake is designed to bend larger workpieces. The press brake's tooling consists of a group of dies with various angles and shapes, including punches (right angle, acute angle, obtuse angle, gooseneck) and dies (U-shape, V-shape, single mode, double mode).
CNC press brakes are equipped with controllers that allow for accurate real-time control of bending angles and times. The backgauge system of the press brake features multiple axes that ensure precise bending accuracy. The complex functionality of the press brake enables it to produce workpieces of diverse and intricate shapes.
2. Structures and Working Principles
(1) Finger Brake
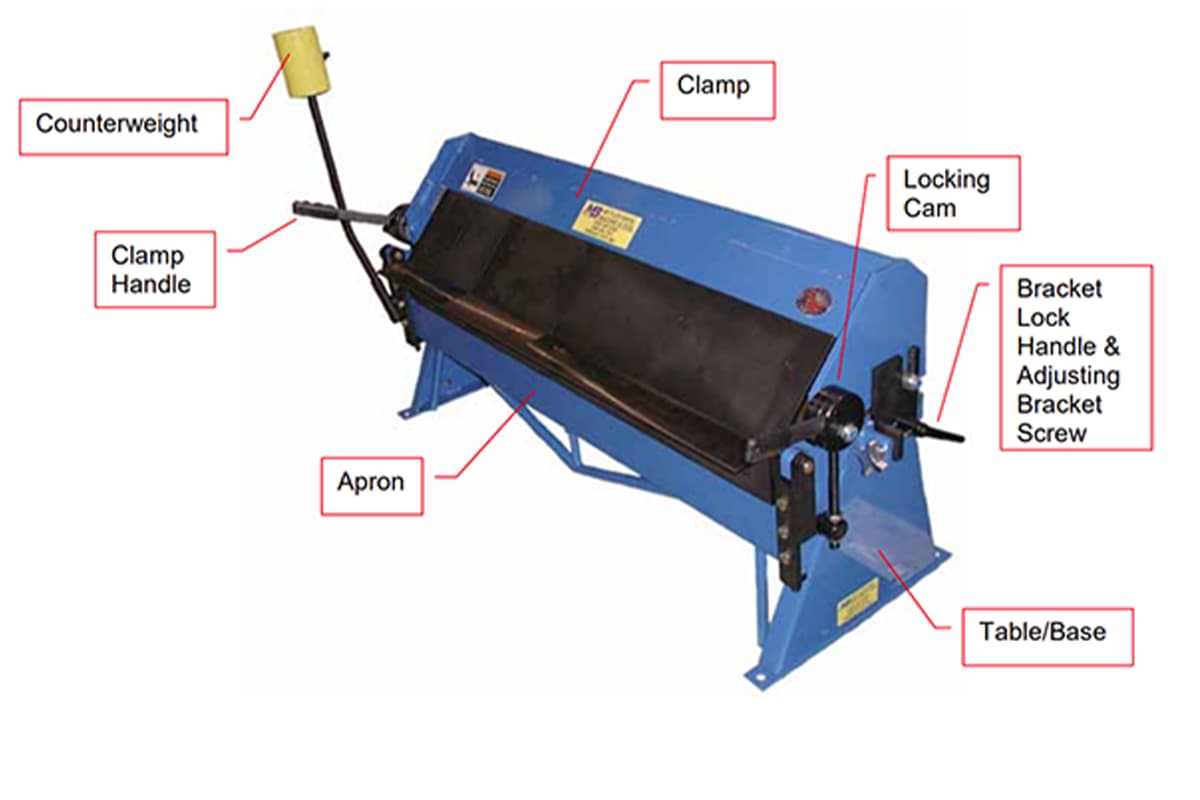
The finger brake is mainly composed of a frame, a forming rod, and a clamping mechanism and is manually operated. The body is made of heavy steel and the steel plate structure ensures that the bending angle will not be affected, even under full load.
The machine also features super-heavy truss rods and supports for minimal deflection and powerful operation. The finger brake is equipped with an extended handle and an apron stop for repeated bending and a replaceable bushing to mitigate wear.
The key difference between the finger brake and the press brake is that its clamping rod is equipped with removable fingers. These fingers can be disassembled or rearranged to bend a metal plate or modify a part of the formed workpiece.
The finger brake is manually operated by the operator and can be operated by one or two operators, depending on the size of the workpiece. To complete the forming of boxes, pans, and other objects, the workpiece can be fixed using screws, rivets, welding, or other fixing processes.
To bend a sheet of metal, the clamping rod is opened by pushing the clamp handle to the back of the machine. The metal sheet is placed in the opening between the clamp finger and the work table, and the grip handle is pulled forward to fix the material in place. The baffle is then pulled up and the metal sheet is bent to the desired angle.
(2) Press Brake
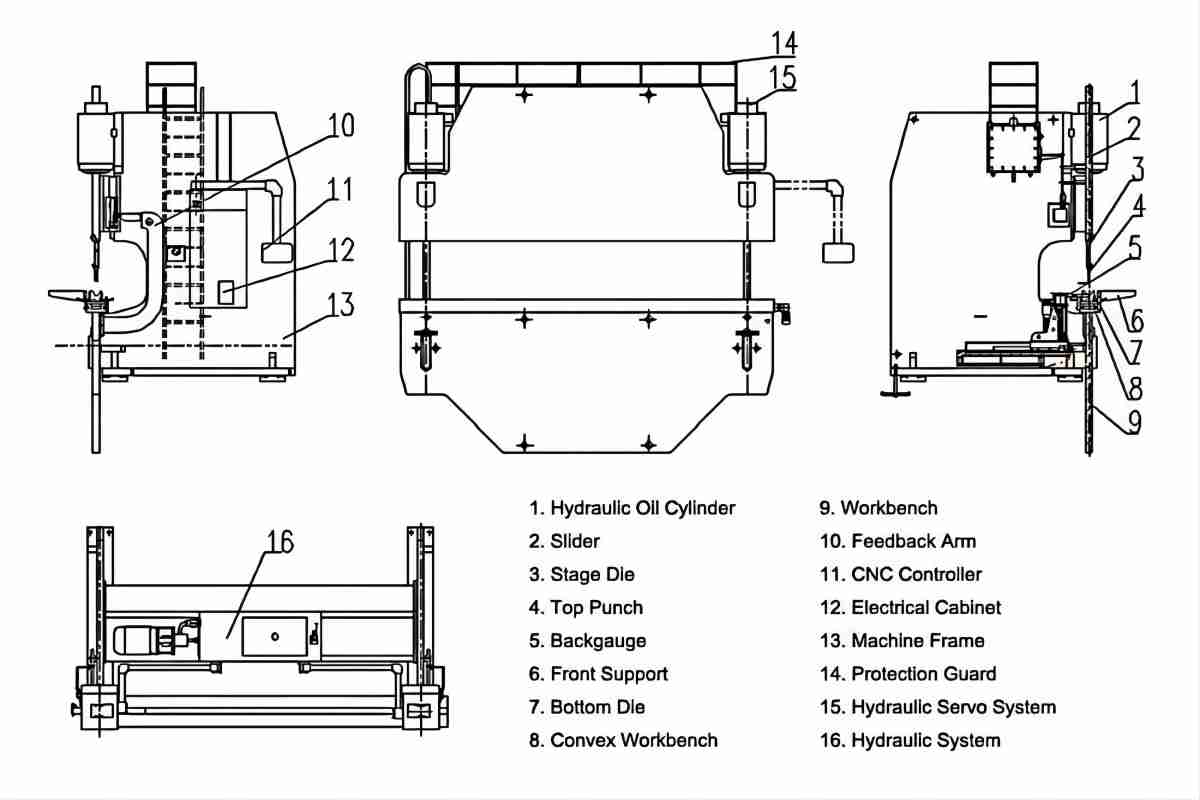
Although there are many types of press brakes, their structures are generally similar and consist of a frame, worktable, ram, toolings, electrical control box, and power system. The CNC press brake is equipped with additional features, such as a controller, backgauge, light curtain protection, and crowning device.
To use the press brake, the sheet metal must be placed on the worktable and secured, and then the machine is started. The upper die presses the metal sheet onto the lower die, driven by the ram, and then returns, completing a stroke.
The press brake operates through the combined efforts of the controller and the operator, performing repeated bending. A variety of toolings can be interchanged to produce workpieces of different shapes and designs.
3. Comparison Between The Press Brake and Finger Brake
| Feature | Press Brake | Finger Brake |
| Maximum Bending Force | Up to 3000 tons | Up to 50 tons |
| Working Table Length | 4 feet to 14 feet | 2 feet to 12 feet |
| Maximum Sheet Thickness | Up to 1 inch (25.4 mm) | Up to 0.25 inch (6.35 mm) |
| Bending Angle Range | 0° to 180° | 0° to 135° |
| Material Compatibility | Steel, Aluminum, Stainless Steel,etc. | Steel, Aluminum, Copper, etc. |
| Control System | CNC, Manual, Hydraulic | Manual, Pneumatic |
| Accuracy | ±0.01mm | ±0.1 mm |
| Speed | Up to 20 bends per minute | Up to 10 bends per minute |
| Tooling Options | Wide range of dies and punches | Adjustable fingers for custom bends |
| Power Requirement | 220V/380V,3-phase | 110V/220V, single-phase |
| Weight | 1 ton to 50 tons | 200 kg to 2 tons |
| Application Scenarios | Large-scale manufacturing, automotive parts, heavy machinery components | Custom metal fabrication, small batch production, repair shops |
| Cost | Higher initial investment and maintenance costs | Lower initial investment and maintenance costs |
| Flexibility | High, suitable for complex and high-precision bending | High, suitable for frequent setup changes and custom bends |
| Portability | Heavier, usually fixed installation | Lighter, easier to move and set up |
4. Operational Differences
Control Systems
Press brakes feature manual, CNC, or hydraulic control systems. CNC-controlled press brakes enable precise, programmable bends and store sequences for production efficiency. Hydraulic systems add force and precision for intricate tasks.
Finger brakes have simpler manual controls, relying on physical adjustments for straightforward tasks. Their simplicity allows flexibility in bending diverse shapes.
Set-Up and Operation
Setting up a press brake, especially CNC or hydraulic models, requires specialized knowledge for precise alignment and calibration. These machines handle heavy workloads and intricate patterns.
Finger brakes, with simpler manual setups, are ideal for smaller tasks and diverse batches, offering versatility for frequent custom setups.
Maintenance Requirements
Press brakes require frequent maintenance, including hydraulic system checks, lubrication, and CNC software updates, to ensure precision and longevity.
Finger brakes, with simpler mechanics, need less intensive upkeep but still require regular checks on bending fingers and mechanical parts to prevent wear.
5. Geometric Adaptability (The Defining Difference)
This is not just about “what can be bent,” but “what can be bent easily.”
- The Physical Barrier of Boxes and Deep Enclosures
- Limitations of the Press Brake: Traditional press brakes are constrained by punch geometry. The standard gooseneck die typically provides a clearance height of 150–200mm. Once your box depth exceeds this, the ram will collide with the side walls. While extended “high-leg” tooling can solve this, it compromises system rigidity and adds cost.
- The Finger Brake’s Territory: Thanks to its C-frame structure and modular finger tooling, the folding machine is inherently designed for box fabrication. By simply removing interfering fingers, it faces virtually no depth limitation (bounded only by throat depth, often several meters). For deep-box applications, its advantage is overwhelming.
- Complex Shapes and Inner Angles
- Extremely Short Flanges: The Press Brake follows the “V-die rule,” where the minimum flange length is roughly 0.7 times the die opening width. To achieve shorter flanges, a narrower V-die is needed—dramatically increasing required tonnage per meter.
- Offset (Z-Shaped) Bends: This remains a stronghold for the Press Brake. A folding machine’s beam typically has a physical thickness of 10–15mm; if the distance between two reverse bends is smaller, the beam simply cannot fit. In contrast, a Press Brake equipped with offset dies can complete the form in a single stroke.
6. Material Thickness and Surface Quality
This is a contest between “brute-force precision” and “gentle mastery.”
The Thickness Showdown: Tonnage vs. Rigidity
- Press Brake (The King of Thick Plates): Driven by hydraulic vertical force, as long as the tonnage is sufficient (e.g., 400 tons or more), bending 20mm or even 50mm steel plates is effortless. Its only true limitation lies in the machine’s total tonnage.
- Finger Brake (The Thin Sheet Specialist): With its cantilevered bending beam, the physical rigidity determines that it can hardly withstand the enormous stress of thick plates. 4mm (mild steel) is typically the threshold—anything thicker causes invisible elastic deformation of the beam, resulting in an incomplete bend angle at the center.
Surface Marring: The Cost of Scratches
- Press Brake: This forming method forces the sheet into a V-die, where the material’s radius slides under high pressure along the die’s shoulders. Inevitably, it leaves two deep gray "die marks" on stainless steel or aluminum sheets. To remove these, factories often face high polishing costs or must continuously purchase polyurethane protective films.
- Finger Brake: It uses an “enveloping” forming motion—the sheet is locked by the clamping beam, and as the bending beam rotates upward, the tooling and sheet surface remain stationary relative to each other. This zero relative movement makes it the ideal method for mirror-finish stainless steel, brushed panels, and pre-coated materials.

7. Precision Control Mechanisms
One achieves accuracy through trial and adjustment; the other achieves it through calculation.
- Press Brake: Battling Springback and Deflection
The accuracy of mainstream air bending depends heavily on the ram’s pressing depth (Y-axis). Even minor variations in a material’s tensile strength can change the springback amount.
More challenging is the “banana effect”—the ram slightly arches upward at the center under load, causing the middle bend angle to be larger than intended. High-end models must therefore include an expensive crowning system, which not only raises the purchase cost (about 10–15% of total price) but also adds maintenance complexity.
- Finger Brake: The Triumph of Geometric Rigidity
It relies on the rotation angle of the bending beam rather than the pressing depth, meaning it’s insensitive to sheet thickness tolerance. Set a 90° bend, and the machine rotates exactly 90° (plus the rebound factor).
High-end models feature a “beam-in-beam” structure, ensuring consistent angles along the entire length and eliminating the need for any crowning compensation system.
8. Production Efficiency and Cycle Time
Don’t just look at how fast a single bend occurs—consider how long it takes to complete one finished part.
- Single Bend Speed vs. Overall Cycle Time
For simple L-shaped parts, the Press Brake’s ram moves up and down in only 0.2 seconds—speed wins easily.
But with panels requiring four or more bends, the advantage flips instantly. On a Press Brake, the operator must flip or rotate the sheet after each bend. For a 2-meter panel, this “flip” can take two workers 5–10 seconds.
On a Finger Brake, the sheet lies flat on the worktable, and most operations require only planar rotation. Fully automated models can even bend in both directions. Actual data shows that for large, complex panels, the overall efficiency of a Finger Brake is typically 30–50% higher.
- Setup Time
Finger Brake systems adjust finger spacing via software, allowing product changeovers in just a few minutes. By contrast, replacing and calibrating a full set of heavy dies on a Press Brake often requires 15–30 minutes of downtime.
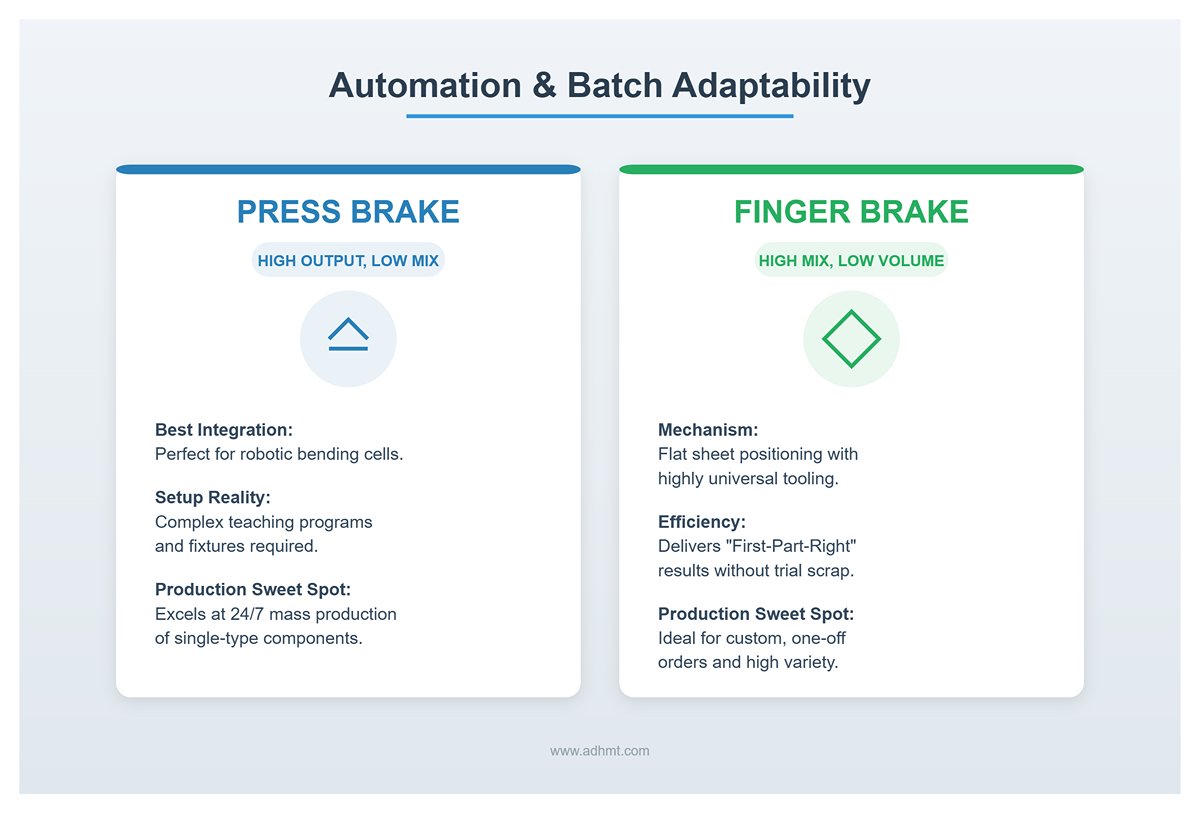
9. Automation and Batch Adaptability
- Press Brake: Best for “High Output, Low Mix”
It’s the perfect companion for robotic bending cells. Although teaching programs and fixtures are complex, once configured, it excels at 24/7 mass production of single-type components.
- Finger Brake: Best for “High Mix, Low Volume”
Since the sheet is positioned flat and the tooling is highly universal, it’s inherently suited to high-mix, low-volume production. For custom, one-off orders, the machine delivers a “first-part-right” result without any trial scrap.
Ⅴ. Economic Evaluation and Decision Modeling: ROI Analysis
At the purchasing table, most people focus solely on the sticker price of the machine. Seasoned factory owners, however, know that the real costs lie beneath the surface—in hidden downtime during die changes and in piles of wasted material. This section strips away marketing fluff and examines total cost of ownership (TCO) to give you a clear, data-backed financial picture.
5.1 Uncovering Hidden Costs (TCO Analysis)
1. The Tooling Black Hole
- Press Brake (Constant Bleeding): This isn’t a one-time investment. A precision-ground 4-meter die set typically costs $20,000–$50,000. Worse yet, because press brakes rely on friction forming, the die radius wears down over time, causing angle drift. To maintain accuracy, you’ll need costly regrinding or replacement every 3–5 years. And since different thicknesses and radii require different tooling, you’ll inevitably end up building a massive—and expensive—tool inventory.
- Finger Brake (One-and-Done Solution): Thanks to its “enveloping forming” principle, there is virtually no relative sliding between the tool and the sheet, resulting in almost zero wear. A standard set of segmented fingers is usually included, offering exceptional versatility that covers about 95% of bending requirements—from sharp to obtuse angles. Over its life cycle, tooling costs are typically only one-tenth of those for a Press Brake, and it’s common for a single set to last 10–15 years.
2. Labor Leverage — This is the most pronounced financial difference between the two systems. Take, for example, a factory processing 3-meter sheet-metal components. Here’s how labor costs compare over a five-year period:
- Press Brake: Typically requires two operators—a lead operator to control the machine and an assistant to support the sheet and prevent deformation. In effect, you’re paying double wages for single-unit output.
- Finger Brake: Because the sheet lies flat and is supported by the machine’s back-gauge system, a single operator can easily handle even large panels.
- Cost Breakdown: If each worker’s total annual cost is $60,000, using a Finger Brake saves that amount every year. Over five years, labor savings alone could cover the purchase of an entirely new machine. On top of that, Finger Brakes’ rapid tooling changeovers (saving about 25 minutes daily) unlock roughly $10,000 in additional annual production value.

3. Scrap Rate and Trial Costs
- Press Brake: The first piece of every batch is often treated as a “test part” to fine-tune ram depth and back-gauge positioning. For high-value stainless steel or pre-coated sheets, these cumulative trial costs can be surprisingly high.
- Finger Brake: With “what-you-see-is-what-you-get” simulation software and a bending logic independent of sheet thickness, modern folding machines often achieve “First Part Good” results—reducing scrap rates by more than 90% and directly boosting profit margins.
5.2 Procurement Decision Matrix (Weighted Scoring Table)
To make your decision more data-driven, score the following dimensions based on your actual production conditions.
| Evaluation Dimension | Weight | Favors Press Brake (Score 1–3) | Favors Finger Brake (Score 7–9) |
|---|---|---|---|
| Sheet Thickness | 40% | > 6mm (structural steel, heavy industry) | < 4mm (enclosures, decorative panels, HVAC) |
| Workpiece Size | 20% | < 1m (small brackets, stamped parts) | > 2m (doors, long channels, covers) |
| Shape Complexity | 15% | Very small flanges, continuous Z-bends, embossing | Deep boxes, closed edges, large-radius forming |
| Surface Requirements | 15% | Mild steel (tool marks acceptable) | Mirror stainless, color-coated sheets (zero-scratch finish) |
| Operator Skill Level | 10% | Skilled, high-wage technicians | Entry-level or semi-skilled operators |
Decision Guidelines:
- Total < 4 points: Choose Press Brake. Your business relies on strength and thickness—hydraulic bending remains the unquestionable choice.
- Total > 6 points: Choose Finger Brake. Your profits come from surface area and efficiency—folding machines deliver superior productivity and ROI.
- Between 4–6 points: Consider a dual-machine strategy—use a Press Brake for heavy structural parts and a Finger Brake for thin-sheet enclosures to achieve optimal line performance.
5.3 Buyer’s Pitfalls: Critical Mistakes to Avoid
Myth 1: “Bigger Tonnage Is Always Better” (The Tonnage Trap) — Many managers instinctively buy 200-ton machines to bend 1mm sheets, assuming higher tonnage means durability. In reality, oversized machines have slower ram speeds, higher energy consumption, and greater inertia, making them inefficient for thin materials. Worse, prolonged low-load operation can cause hydraulic oil to run too cool, affecting servo valve precision.
Recommendation: Choose a capacity about 1.2× your maximum thickness requirement—avoid over-specifying.
Myth 2: “A Folding Machine Is Just a Manual Tool” (The “Manual” Myth) — Don’t be misled by outdated perceptions. Modern CNC folding machines (e.g., Schröder, RAS) often offer greater automation and intelligence than traditional press brakes.
- Automatic Sequencing: The software automatically determines the only non-interfering bending sequence, preventing collisions between the workpiece and the machine.
- Graphical Programming: Operators simply sketch the profile on a touchscreen, and the machine generates the program—no G-code knowledge required. Training a new operator takes half a day, compared to two weeks for a skilled press brake technician.

Myth 3: Underestimating the Risks of Used Machines — The second-hand Press Brake market hides a major trap: permanent ram deformation. If the previous owner consistently bent short parts in the center, the ram may have developed a sag that causes center angles to open wider than the ends—an issue standard compensation can’t fix.
Recommendation: Always check ram parallelism with a dial indicator before purchasing, or consider used folding machines instead—their simpler mechanics make wear easier to correct and calibrate.
Chapter Summary: Choosing a Machine Is Choosing a Business Model
Press Brake = “Addition”: It solves complexity through more—more tooling investment, more manpower, and more operator skill. It’s ideal for deep fabrication, high-value, heavy-structure operations.
Finger Brake = “Subtraction”: It creates profit through less—less setup time, less labor dependence, and less scrap loss. It’s built for fast throughput, large panels, and appearance-critical production.
Don’t ask which machine is more advanced—ask yourself: Do you make money by mastering heavy, complex bends, or by maximizing thin-sheet efficiency?
Ⅵ. Operations and Maintenance: From Beginner to Expert
In the full equipment lifecycle, procurement is just the “honeymoon phase.” The quality of the long “marriage” depends on daily operation and maintenance. Many business owners calculate ROI solely based on depreciation, overlooking the biggest variable—people. The difference in operational skill and maintenance philosophy between Press Brakes and Finger Brakes directly determines whether your workshop relies on craftsmanship or systemized process control.
6.1 Skill Threshold and Training Pathways: The Line Between Art and Science
If metal bending were a form of cooking, the Press Brake would be the intuitive flair of Chinese stir‑frying, while the Finger Brake would resemble the precision and consistency of Western baking.
Press Brake: A high‑threshold, experience‑driven technology—Operating a CNC press brake is essentially like piloting a precision instrument that demands perfect coordination between human and machine.
- Hidden knowledge barriers: A competent operator is far more than a button‑pusher—he or she must think like a process engineer. Given a blueprint, the operator visualizes the bending sequence to avoid part‑machine collisions (Collision Check), adjusts the K‑factor based on material batch variations, and estimates springback through accumulated experience.
- Talent development challenge: In practice, training a skilled press brake technician capable of handling complex, non‑standard parts independently can take 3–6 months or even longer. Companies often face the dilemma of “hard to hire, harder to retain.” When a seasoned master leaves, both output and quality rates can fluctuate dramatically.
- Trial‑and‑error cost: For newcomers, every press brake cycle carries risk. An incorrect flat pattern calculation or a back‑gauge misalignment might mean scrapping three parts to get one right—an invisible cost that can be fatal in small‑batch production.
Finger Brake: A low‑threshold, software‑driven technology—The design philosophy of the folding machine (especially modern CNC folding systems) is simple: let the machine think, and let the operator execute.
- WYSIWYG (What You See Is What You Get): Thanks to graphical programming interfaces, operators no longer need to communicate through tedious G‑codes. By sketching the profile on a touchscreen, the system automatically generates an interference‑free bending sequence. As the industry saying goes: “If you can draw it, you can fold it.”
- Rapid onboarding: Since the sheet lies flat on the worktable and is positioned automatically by the back‑gauge or manipulator, the operator merely “feeds” the machine. This intuitive workflow compresses training time to just 3–7 days.
- Eliminating reliance on steady hands: When processing long panels, the folding machine doesn’t require the operator to physically support the sheet during bending. This removes angle deviations caused by fatigue or unsteady handling.

6.2 Maintenance Essentials: The Temper of Hydraulics vs. the Composure of Electrics
The difference in power sources—hydraulic drive vs. all‑electric/mechanical drive—creates two entirely distinct maintenance ecosystems.
Hydraulic Press Brake: The high‑maintenance “hot machine”—Most press brakes still rely on hydraulic systems for their tonnage, making them inherently sensitive and fluid‑dependent.
- The “hot‑cold” syndrome: Hydraulic oil is extremely temperature‑sensitive. When starting cold in the morning, the high viscosity can cause smaller bend angles; after hours of work, heat‑induced pressure changes can make angles larger. High‑end facilities often install temperature‑control systems or enforce daily warm‑up routines.
- The battle against leaks and grime: Oil leakage is the inevitable fate of hydraulic systems—it’s only a matter of time. Seals degrade, valves stick, and constant inspection is required.
- Core calibration: The most critical maintenance tasks involve crowning compensation and ram parallelism calibration. Once the machine frame deforms even slightly, specialized technicians with laser interferometers must perform on‑site adjustments—an expensive and time‑consuming process.
Electric/Mechanical Finger Brake: The low‑maintenance “cool machine”—Modern Finger Brakes typically use servo motors driving ball screws or linkages, making their upkeep more akin to that of precision machine tools.
- All‑electric stability: No hydraulic oil means no thermal drift. With closed‑loop servo control, as long as the motor and encoder are healthy, the first and ten‑thousandth bend should, in theory, be equally precise—a crucial advantage for high‑consistency batch production.
- Minimal maintenance checklist: Beyond periodic greasing of screws and guide rails and clearing metal debris from the table, there’s little else that needs attention.
- Structural calibration: Folding machines mainly focus on the zero‑angle reference of the folding beam. Most modern models feature built‑in auto‑calibration routines; operators can simply run a short self‑check at shift changes to reset the system.
Chapter Summary: If you have an experienced technical team and a limited budget, the Press Brake’s versatility and lower upfront cost are compelling. But if you struggle with labor shortages, aim for simplified management, and value long‑term low maintenance, the Finger Brake represents the more forward‑looking investment.

Ⅶ. FAQs
1. What are the advantages and disadvantages of using a press brake compared to a finger brake?
Press brakes are faster and more automated, ideal for high-volume tasks with precise bends. Finger brakes, though slower and manual, are flexible for small batches or custom pieces, suitable for specialized projects but less precise.
2. How do the costs of operating a press brake differ from those of a finger brake?
Operating a press brake typically involves higher upfront and maintenance costs, particularly CNC models. However, they can improve efficiency and productivity, offsetting the initial investment.
Finger brakes, being less complex and often manually operated, involve lower operating costs, making them suitable for smaller shops or custom work where high production speeds are not necessary.
3. Which type of brake is more suitable for precision metalworking: press or finger brake?
For precision metalworking, press brakes are more suitable due to their multi-axis control systems, which ensure accurate bends and repeatability. Their advanced technology is beneficial for projects requiring high tolerances. Finger brakes, though versatile, may not achieve the same level of accuracy as press brakes for complex, precision work.
4. Can you explain the differences between press brakes and the finger brakes, and pan brakes?
Press brakes use hydraulic or mechanical processes to bend metal and are often automated for precision tasks. Finger brakes are versatile in handling intricate bends and allow for various sheet widths.
Pan brakes are similar to finger brakes but include a clamping bar that bends the sheet, primarily used for making boxes and pans with straightforward designs.
5. What are some common applications for a press brake in metal fabrication?
Today's press brakes are widely used in automotive, aerospace, and heavy machinery industries. They are ideal for manufacturing components like brackets, frames, and panels that require precise bends.
The versatility of press brakes allows them to accommodate a broad range of metal sizes and thicknesses, making them indispensable in large-scale production environments. If you’re exploring equipment for such applications, our brochures offer detailed examples and case studies.
Ⅷ. Conclusion
This article highlights the comparison between a press brake and a finger brake and outlines their respective strengths and weaknesses. Despite advancements in press brake technology, finger brakes continue to be widely utilized in the sheet metal industry.
Consider choosing an ADH CNC Press Brake if your company requires a high-performance press brake to enhance productivity. My company, ADH Machine Tool, specializes in manufacturing machines for the sheet metal industry. For further information, please feel free to contact us.
This article highlights the comparison between a press brake and a finger brake and outlines their respective strengths and weaknesses. Despite advancements in press brake technology, finger brakes continue to be widely utilized in the sheet metal industry.















