I. Introduction
The press brake plays a vital role in sheet metal fabrication. It is used for bending and shaping metal sheets, widely used in manufacturing automotive parts, electronic equipment casings, or building structural elements. Its significance also is its excellent accuracy and controllability, which can bend the piece of sheet into a highly precise shape, and keep consistency in mass production.
However, a high-quality press brake itself can’t ensure the best production results. In the metal fabrication industry, each detail is of pivotal importance, which is why press brake accessories should be emphasized.
Press brake accessories are the additional tools to optimize press brake properties, which include but are not limited to blades (used to cut the metal sheet), dies (used to bend the metal sheet), back gauge (used to control the bending angle, and length), clamp (used to fix the metal sheet), support shelves (used to support the metal sheet).
Our passage will discuss the importance of the press brake accessories and their excellent functions in optimizing the properties. Now, let's view a video first:
Ⅱ. Cognitive Reframing: Redefining the Strategic Value of “Essential” Accessories
Before diving into specific hydraulic clamps or laser safety systems, we need to address a more fundamental question: Did you purchase a machine that bends metal, or a production solution that continuously generates profit?
Many procurement departments fall into a common trap—treating the main machine as a capital investment while viewing accessories as optional expenditures. This fragmented mindset often turns expensive CNC press brakes into oversized jacks operating at only 50% of their true potential. In this chapter, we’ll challenge this outdated perception and re-examine what truly qualifies as “essential” from the perspective of ROI (Return on Investment) and OEE (Overall Equipment Effectiveness).
The laser safety system utilizes a laser sensor to monitor the bending area. When the system detects any intruding goods, the machine can be stopped immediately. Thus, the operator can be protected from any injury. Modern systems like the DSP Laser Protection offer a leading example of this crucial safety technology in action.
2.1 The Overlooked Truth: Bare Machine vs. Fully Equipped System
Imagine spending millions on a state-of-the-art fifth-generation stealth fighter jet, but due to budget cuts, it comes without radar or precision-guided weapons—forcing the pilot to aim by sight. It sounds absurd, yet similar situations occur daily in the sheet metal industry.
A “naked” press brake usually offers only the most basic ram movement control. It can bend metal, yes—but that’s merely physical capability. In today’s hyper-competitive manufacturing environment, the real battlefield lies in precision control, tool change speed, and process flexibility.
- The Drain of Hidden Costs: Without a quick-clamping system, operators may spend up to two hours a day tightening bolts during tool changes. At an hourly machine rate of ¥300, that’s ¥150,000 of lost capacity per year—enough to pay for several top-tier hydraulic clamping systems.
- The Limiting Factor of Weak Links: Even if the machine’s ram positioning accuracy is ±0.01mm, without real-time deflection compensation, long parts will still suffer from inconsistent bend angles. In this case, the main machine’s precision is completely held back by cheaper accessory shortcomings.
Therefore, “essential accessories” are not decorative add-ons—they are the keys that unlock the machine’s full performance potential. They act as converters that transform mechanical pressure into commercial profit.
2.2 The Relativity of “Essential”: How Context Defines Necessity
The term “essential” is highly deceptive. No single checklist applies to every factory. Standard configurations often mean mediocrity. Intelligent investment decisions require placing accessory needs within specific production contexts. Let’s examine two typical extremes:
Scenario A: High-Mix, Low-Volume / Job Shop
For job shops handling 20 different orders a day and changing tools 10 times, flexibility trumps all.
- True Essentials: Ultra-fast tool change systems (e.g., Wila or Promecam quick clamps) and smart CNC control platforms.
- Logic: The bottleneck isn’t single-part speed—it’s downtime. Cutting tool change time from 30 minutes to 3 minutes instantly doubles throughput. In this context, time itself becomes “essential.”
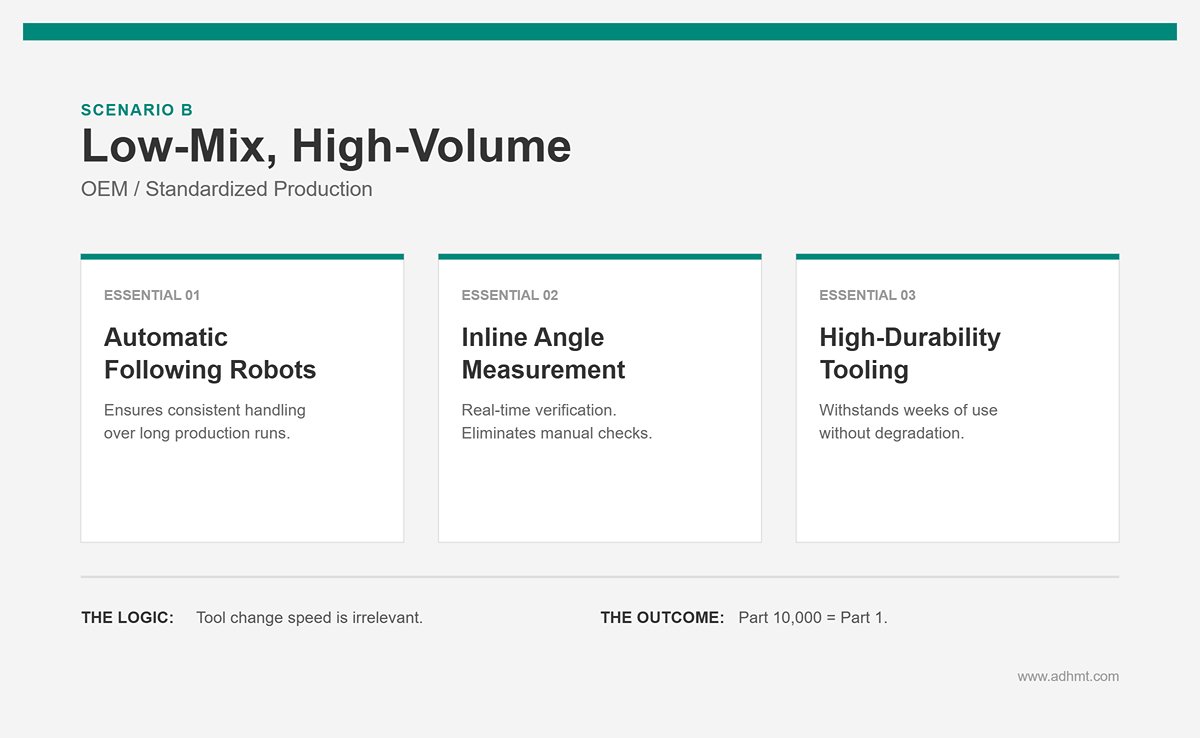
Scenario B: Low-Mix, High-Volume / OEM
Manufacturers producing standardized electrical cabinets or automotive parts may keep the same tooling on the machine for weeks.
- True Essentials: Automatic following robots, inline angle measurement systems, and high-durability tooling.
- Logic: Here, tool change speed is irrelevant. What matters is that part 10,000 has the exact same bend angle as part 1—without manual inspection. Stability becomes the true “essential.”
Strategic Insight: As you read the following chapters, always wear your “production scenario lenses.” Don’t ask whether an accessory is good—ask whether it solves your core bottleneck. Only accessories that eliminate bottlenecks deserve the title of “must-have.”
Ⅲ. Tier One: Non-Negotiable Safety and Fundamentals (Foundation Configuration)
Within the efficiency pyramid of a high-performance bending unit, this foundational tier is the most misunderstood. Many managers regard safety systems as mere compliance burdens and tooling as disposable consumables. Yet in elite sheet metal workshops, this level defines not only compliance but also the physical limits of OEE (Overall Equipment Effectiveness). If a safety system slows every stroke or if the tooling itself introduces dimensional bias, all subsequent CNC automation and compensation systems are built on quicksand.
3.1 Dynamic Laser Guarding Systems
It’s time to abandon the outdated notion that safety devices reduce efficiency—those belong to the era of infrared light curtains. In modern press brakes, dynamic laser guarding systems are the only way to convert safety into speed.
- From “Obstacle” to “Accelerator” Traditional light curtains or single-beam systems force the ram to slow down at least 10mm above the sheet (the Mute Point). That means a large portion of every stroke crawls at low speed—a massive productivity drain when repeated thousands of times daily. In contrast, third-generation imaging systems such as Lazer Safe IRIS or Fiessler AKAS-3P allow full-speed descent until just 2mm—or even 0mm—above the material before switching speeds. This saves 2–3 seconds per cycle, which translates into hundreds of extra production hours annually in a 100,000-cycle shop.
- Solving the “Box Bend” Compliance Dilemma Operators often disable light curtains when bending boxes because sidewalls trigger false stops. Advanced laser guarding systems feature Box Mode, intelligently masking the blocked signal zones, allowing complex bends to be completed safely without system shutdowns. This is true “must-have” safety—technology that removes the incentive to bypass protection.
- Smart Selection Against Interference Beware of low-cost laser sensors. Press brake floors are vibration-heavy environments, where inferior sensors frequently misfire and freeze operations. Always choose systems with adaptive environmental sensing technology to ensure stable operation even under vibration.
3.2 Tooling and Storage Systems
Tooling is not just a chunk of steel—it’s a precision instrument that directly determines final product tolerance. Investing millions in a high-accuracy machine only to equip it with cheap planed dies is like putting tractor tires on a Ferrari.
- Precision Grinding vs. Conventional Planing: The Invisible Cost of Tolerance — The gap in tolerance is often the hidden root of most quality issues. Precision-ground dies control center height tolerances within ±0.01mm, ensuring consistent bending angles even when combining dies of different lengths. In contrast, planed dies have tolerances around ±0.1mm, which leads to uneven angles along long workpieces and forces operators to waste time shimming with tape or paper to achieve level bends. Moreover, hardness equals lifespan: dies must be laser-hardened across the entire body or at least the working surface to 56–58 HRC. Unhardened dies will see their edge radius degrade within six months of use, altering the bending coefficient (K-factor) and rendering all unfolding calculations unreliable.
- Segmented Die Strategy: Flexibility Like LEGO® — If you’re still buying full-length 835mm or 3200mm dies and cutting them yourself for short parts, you’re wasting both material and precision. A standard “golden segmentation set” is essential for multi-variety production. Typical segment sizes include 10mm, 15mm, 20mm, 40mm, 50mm, 100mm, and 200mm. This modular approach lets operators assemble any desired length—in 5mm increments—within minutes, perfectly adapting to boxes, enclosures, and irregular components. The result is dramatically improved process flexibility and reduced setup time.
- Lean Storage: Eliminate the Waste of Searching — Studies show that operators waste 15–20% of their workday searching for dies, matching upper and lower dies, or inspecting for damage. Implementing die cabinets with coded locations—or integrated storage systems like the Wila ToolStation—reduces search time to zero and prevents edge chipping caused by careless stacking. Such systems protect what are, in essence, precision instruments, and turn organization into a key contributor to quality.
3.3 Basic Positioning and Emergency Stop Devices
This section is about operator confidence. A worker who operates in fear can never achieve peak efficiency.
- Three-Position Foot Switch — A perfect blend of ergonomics and safety logic, this device is a non-negotiable baseline configuration. A compliant foot switch must feature three logical positions:
- Light Press: Ram descends.
- Release: Ram stops immediately (used for alignment adjustments).
- Hard Press (Panic/Emergency): The critical “panic position.” When a dangerous situation occurs—such as a finger caught in the tooling—the body’s instinct is to tense up and press down harder. A conventional switch would continue the downward motion, worsening the accident. The three-position switch instead triggers an emergency return, instantly lifting the ram. This is not just a feature—it’s a lifesaver.
- Physical Interlock Safety Line — Ensure side and rear doors are equipped with interlocks compliant with OSHA/CE standards. This isn’t only about regulatory compliance; it’s to prevent maintenance staff, cleaners, or other non-operators from inadvertently entering hazardous zones while the machine is running. Opening any safety door must forcibly cut or release hydraulic power—an essential act of respect for human life.
Ⅳ. The Second Level: The Efficiency Revolution—Rapid Tool Change and Automation (The ROI Champion)
If the first level of safety and tooling determines whether you can produce a part, the second level determines whether you can profit from it. In sheet metal fabrication economics, the biggest silent killer of profitability is Non-Productive Time. When a multimillion-dollar machine sits idle while an operator loosens bolts, adjusts backgauges, or manually programs the controller, it becomes a bleeding asset.
This chapter focuses on accessory upgrades that eradicate wasted time by transforming the SMED (Single-Minute Exchange of Dies) concept from theory into tangible productivity. For managers pursuing maximum ROI, these accessories are not optional—they are mandatory investments.
4.1 Quick-Change Clamping Systems: Turning Die Changes from Manual Labor into Financial Assets
In traditional workshops, die changes are long, sweaty, wrench-filled operations. Operators loosen each clamp screw, slide out the old die, insert the new one, and retighten—all of which takes over 30 minutes on average and risks damaging dies due to uneven tightening forces.
From “Turning Screws” to “One-Touch Locking” — Quick-change clamping systems (such as Wila’s New Standard or European-style quick clamps) compress this mechanical cycle into mere seconds.
- Mechanical Quick Clamps — Lever or cam mechanisms allow operators to lock an entire die row by simply pressing a button or flipping a handle. For small and medium-sized manufacturers with limited budgets but frequent die changes (five or more per day), this is a high-profit investment that typically pays for itself within 3–6 months.
- Hydraulic/Pneumatic Automatic Clamping — The core of automated production lines. Controlled via system commands or foot switches, hydraulic or pneumatic circuits enable fully hands-free locking. Beyond speed, the key advantage is uniform clamping pressure along the entire length, eliminating angular deviations caused by inconsistent manual tightening.

Vertical Loading: The Underrated Duo of Safety and Efficiency — The hidden strength of modern quick-clamp systems lies in their vertical loading capability. Traditional dies slide in from the machine’s side, requiring two operators for long (3-meter) dies and exposing them to collision risks. Vertical loading lets operators insert dies directly from the front and engage them securely using a Safety Click mechanism. This eliminates awkward side sliding, prevents accidental drops that could harm operators or damage expensive die holders, and combines productivity with genuine ergonomic safety.
4.2 Intelligent CNC Backgauge Systems: Upgrading from “Measure Twice” to “Geometry Engine”
The backgauge is not just a piece of metal that stops the sheet—it defines the machine’s coordinate system. Low-end single- or dual-axis gauges restrict processing capability and are often the main cause of high scrap rates in complex parts.
The Logic Behind Axis Count: How It Shapes Part Geometry and Investment Decisions
- 4-Axis Standard (X, R, Z1, Z2) — The modern baseline for precision fabrication. The X-axis controls forward and backward movement, the R-axis adjusts height (for accommodating flange variations), and independent Z1/Z2 axes allow the two fingers to move separately left and right. Without independent Z-axis control, operators must manually reposition fingers for asymmetrical parts—a costly inefficiency in mass production.
- 6-Axis Advanced Setup (+X1, X2, R1, R2): When dealing with taper bends or complex three-dimensional profiles, a 6-axis backgauge allows the left and right fingers to move independently in both the X (front–back) and R (up–down) directions. Although the initial investment is higher, it enables the production of parts that previously required custom fixtures—or were simply impossible to fabricate—significantly expanding the range of jobs a shop can take on.
The Subtle Art of Backgauge Fingers Never underestimate the importance of finger tip design. A high-quality finger system should feature replaceable contact heads, and ideally insulated ones if sensors are used. For stainless steel or aluminum panels with decorative finishes, polyurethane or nylon “soft-touch” caps are essential to prevent surface scratching during positioning. Such seemingly minor details often determine whether a product ends up as a premium piece—or a reject.

4.3 Offline Programming Software: Turning “Think at the Machine” into “Plan in the Office”
If the previous two aspects improve physical efficiency, offline programming software enhances cognitive efficiency. Having a highly paid, skilled technician stand idle at a press brake, sketching, calculating bend sequences, and trialing setups on the controller, is one of the most costly forms of waste in factory management.
The Predictive Power of the Digital Twin Leading offline software suites (such as Delem Profile-T, Metalix, or AutoPOL) can import 3D models and create a fully synchronized virtual environment that mirrors the real machine.
- Manufacturability Verification: Before a single sheet of steel is cut, the software can tell you whether the punch will collide with the clamp or whether a box can actually be formed. This shifts the cost of trial and error from expensive physical materials to a cost-free digital simulation.
- Collision Avoidance and Automatic Optimization: The software automatically calculates the best bending sequence, avoiding interference from the backgauge or part collisions during springback. This not only protects the machine but also empowers less-experienced operators to produce perfect parts by simply running validated programs.
Data Connectivity: The First Step Toward Industry 4.0 The true value of offline programming lies in connecting the press brake to the factory’s digital ecosystem. Once the engineering team completes programming in the office, the data can be transmitted directly to the machine via a local network. This eliminates downtime for on-machine programming and enables traceable, standardized production data—ensuring every operator runs the same verified, optimized process parameters. It’s the essential step from “craft-based fabrication” to “digital manufacturing.”
Ⅴ. Tier Three: Mastering Precision — Ending Trial Bends and Springback (Quality Assurance)
This chapter isn’t about technical specs alone—it addresses the two biggest sources of anxiety for production managers: unpredictable trial scrap and costly rework. At this level, the focus shifts from “making the part” to “making it right the first time.” What you’re really investing in isn’t hardware—it’s process certainty.
5.1 Mechanical / Hydraulic Crowning Systems
If a press brake is like a bow, then the crowning system is the sight that ensures every shot hits the target. Neglecting it is the main cause of center-angle deviation in long parts—such as 90° at the ends but 92° in the middle.
In-Depth Physics: The Nemesis of the “Canoe Effect” When a press brake applies tens or even hundreds of tons of force, the ram and bed inevitably undergo slight elastic deformation, bowing upward in the middle—a phenomenon commonly known as the “Canoe Effect.” This means the center of the sheet receives less pressure than the ends. The crowning system’s purpose is to preemptively create a precisely calculated convex curve in the bed, counteracting this natural deflection to ensure consistent bending angles across the entire length.
Choosing Your Approach: Stability or Precision?
- Mechanical Wedge Crowning:
- Principle: Driven by an electric motor, two rows of precision wedges inside the bed slide against each other to generate the required upward curve.
- Advantages: Exceptional rigidity and long-term stability. Once calibrated, the mechanical structure maintains accuracy over years of use, with no risk of oil leakage or seal failure. This is the preferred solution for high-end heavy-duty press brakes.
- Trade-offs: Adjustment speed is slower than hydraulic systems, and prolonged high-frequency use may cause slight wedge wear—requiring periodic lubrication.
- CNC Automatic Hydraulic Crowning:
- Principle: A series of short-stroke hydraulic cylinders embedded in the bed lift it in real time according to the required bending force.
- Advantages: Real-time response and dynamic correction. Some advanced systems use zoned cylinders for localized compensation, ideal for off-center bending.
- Trade-offs: The structure is more complex and demands high hydraulic cleanliness and seal integrity. Any internal leakage or seal aging will cause compensation drift with oil temperature, increasing maintenance costs.
Configuration Threshold: When Is It a Must-Have?
- Non-Negotiable Requirement: If your press brake exceeds 100 tons or has a bending length over 3 meters, crowning is not optional—it’s essential. At that scale, deflection is too significant to mask with makeshift fixes like tape or paper shims.
- For High-Tensile Steel or Stainless Steel Lines: Even a compact 2-meter / 80-ton machine should include crowning when processing stainless or high-yield-strength steels. The harder the material, the greater the need to counteract deflection effectively.
5.2 Real-Time Angle Measurement and Correction Systems
Among all press brake accessories, this is one of the most expensive investments (e.g., Lazer Safe IRIS Plus, Data M LaserCheck). Yet it tackles the sheet metal industry’s most unpredictable variable: material batch inconsistency.
Eliminating Springback: Turning “Craftsman’s Intuition” into “Algorithmic Logic” Different batches of sheet metal—even different grain directions within the same sheet—exhibit variations in tensile strength and springback. Traditionally, operators had to rely on experience, performing multiple trial bends and adjustments, often scrapping the first part. Real-time angle measurement systems revolutionize this workflow:
- The ram descends for the initial bend.
- A laser or contact probe instantly reads the actual bend angle.
- The ram slightly retracts while the system calculates the material’s true springback.
- The CNC automatically computes the compensation and performs an overbend.
- The final part is formed—perfectly—without any manual intervention, ensuring the first piece is a good piece.
Application Benchmarks
- High Tensile Steel Applications: This is where such systems truly shine. The springback behavior of high-strength steel is notoriously unpredictable and varies from batch to batch. Trial-and-error by hand is extremely costly—scrapping just one crossbeam can mean hundreds of yuan lost.
- High Mix / Low Volume Production: When you’re switching between 50 different product types in a single day, there’s simply no time for a “first-piece inspection” for each one. What you need is a machine that not only bends but also inspects its own results automatically.
The Cost and Trade-off of Closed-Loop Control It must be said honestly: adding a measurement loop comes at the expense of speed. Because the process now includes “press–measure–calculate–repress,” each bending cycle typically increases by 20%–30%. Decision advice: If your production focuses on simple 90° mild-steel boxes and your top priority is cycle time, skip this feature. But if you work with high-value, tight-tolerance precision parts or costly materials, the scrap savings will far outweigh the time loss.
5.3 Linear Scales and Position Feedback
Many buyers pay attention only to the brand of the linear scale (e.g., Heidenhain, GIVI) while overlooking the far more critical installation method.
Direct vs. Indirect Measurement: Why the “C-Frame” Matters
- The Low-End Trap (Side-Plate Installation): Many budget machines mount the linear scales directly onto the side frames of the press brake. Under full load, these side plates stretch microscopically like a dynamometer. As a result, the scale reads not only the ram movement but also the frame deformation, meaning the data no longer reflects the true position of the ram relative to the bed. These “false readings” inevitably cause bending depth errors.
- The High-End Solution (Independent C-Frame): True precision comes from mounting the scales on an independent reference C-frame. This frame is anchored only to the lower bed and isolated from all bending forces. No matter how the main structure flexes, the scale always measures the actual distance between the ram and the lower die seat, completely eliminating the influence of frame deformation.

Precision Grade Selection In air bending, the bending angle depends entirely on the ram’s penetration depth (Y-axis position). To maintain ±0.5° angle accuracy, the repeatability of the Y1/Y2 axes must be within ±0.005 mm (5 microns). Conclusion: For precision work, you must specify high-resolution scales mounted on an independent C-frame. This is the physical foundation that allows independent control of the left and right cylinders and keeps the ram level even under off-center loading. Without this foundation, any high-level CNC algorithm is just wishful thinking.
Ⅵ. Fourth Level: Ergonomics and Large-Part Assistance (Sustainable Productivity)
When building a high-efficiency bending unit, this layer is often misclassified as a “comfort feature” and left for last—or cut entirely. But for experienced plant managers, it’s an investment in sustainable productivity. Bending is not just machine motion—it’s deep human–machine collaboration. If an operator is constantly battling the weight of heavy sheets, by 4 p.m. fatigue will inevitably drive up scrap rates and slow down production.
This section explores how ergonomic accessories can free operators from heavy physical strain, allowing them to focus on process monitoring while solving the physical challenges of handling large workpieces.
6.1 Sheet Followers: Investing in Operator Health and Yield Rate
For manufacturers working with large thin sheets (such as elevator doors, large cabinets, or building façades) or heavy plate material, sheet followers are not a luxury—they’re essential to maintaining stable production.
Pain Point Solution: Preventing Both Physical and Financial Loss When a 3‑meter sheet swings upward during bending, the overhanging section creates enormous torque. If operators must support it manually, they need exceptional strength to match the ram’s speed (often >10 mm/s), and uneven support easily causes “gravity kinks” or back bending at the die line. These unwanted creases or curves are the leading cause of scrap in large visible parts. The core value of sheet followers lies in acting like tireless mechanical arms—they provide perfectly synchronized bottom support throughout the bending cycle (from 0° to 90° or even smaller angles). This eliminates sag‑induced distortion and ensures geometrically flawless results.
Hidden Gain: Turning Two Operators into One This is the most persuasive ROI (Return on Investment) argument.
- Traditional Setup: Bending a 40‑kg long sheet usually requires one lead operator plus one or even two assistants to lift and position the material. This multiplies labor costs and increases the risk of part distortion caused by unsynchronized movements.
- With Sheet Followers: A single operator can handle the job effortlessly. The machine carries all the weight and tracks the motion dynamically, while the operator simply positions the sheet.
- Cost Calculation: Assuming an assistant’s annual salary is about ¥80,000, an entry-level follower system typically pays for itself within 1–1.5 years through labor savings alone—without even factoring in reduced injury compensation or turnover costs from preventing back strain.
Selection Criteria: Balancing Speed and Rigidity
- Lightweight High-Speed Arms (<100 kg per arm): Ideal for appliance and cabinet manufacturing. The key metric is dynamic response speed—the follower’s angular velocity must match the ram’s full-speed downstroke and return. If the press brake has to slow down to wait for the follower, the investment defeats its purpose.
- Heavy-Duty Arms (>300 kg per arm): Designed for construction machinery and specialty vehicle manufacturing. The critical factor here is hydraulic system rigidity. When the sheet flips upward, the system must withstand the surge of inertial force without nodding or vibrating—otherwise, these oscillations transfer directly to the part, causing angle deviations.
6.2 Front Support Systems and Auxiliary Tools: Efficiency in the Details
Compared with the large, coordinated motion of sheet followers, front support systems often seem simple and are easily overlooked. Many shops still rely on basic homemade stands. However, modern front supports play an irreplaceable role in reducing setup time.
Sliding Front Arms: Don’t Let Positioning Waste Your Time A well-designed support system must offer true mobility.
- The necessity of linear guides: Avoid fixed support frames that require loosening screws just to reposition. A proper front support arm should run on precision linear guides, allowing the operator to slide it effortlessly with a single push of the finger to match different sheet widths.
- Parking station design: A feature often missing in low-end setups. When working with small parts that don’t require front support or performing complex bending sequences, the arms should be able to slide to both ends of the press brake or fold away to the machine’s sides, completely clearing the workspace. If the arms become an obstacle for the operator, the design has failed.

Lift-assist and reference alignment: true quality lies in perfect levelness
- Logic of fine height adjustment: The lower die height of a press brake is not constant (for instance, switching from a V8 to a V60 die can result in a height difference of several centimeters). If the front support height cannot be precisely adjusted accordingly, the sheet may tilt forward or backward when fed in, leading to inaccurate backgauge positioning and bending deviations. Therefore, front arms equipped with a handwheel fine-tuner or CNC-controlled height adjustment are the physical foundation for consistent bending angles on long sheets.
- Function expansion: Advanced front supports come with a front gauge and measurement scale. For oversized sheets exceeding the backgauge travel (e.g., over 1000 mm), using the stopper on the front support as a reference point is the only cost-effective way to handle large-format bending.
Ⅶ. Decision Matrix: The Ultimate Configuration Strategy by Industry Scenario
This is the “strategic finale” of the entire guide. If the first five chapters taught you to understand the tools, this one teaches you how to deploy them. Most procurement failures stem not from buying poor-quality machines, but from misalignment—pursuing speed where it’s not needed, or locking down flexibility where it’s essential.
My goal is to help you calculate two crucial figures: the visible explicit cost (equipment purchase price) and the far more dangerous implicit cost (long-term inefficiency and lost opportunities caused by configuration errors).
7.1 Industry-Specific Configuration List
There is no such thing as the “best” press brake—only the most profitable configuration. To move beyond generic advice, we’ve broken down industry needs into three representative scenarios and offer proven “golden combinations” tested in real-world production.
| Industry Scenario | Core Pain Points & Strategic Goals | Must-Have Configurations | Pitfalls & Optional Recommendations |
|---|---|---|---|
| Precision Sheet Metal / Job Shop (Cabinets, Enclosures, High-Mix Low-Volume, Contract Manufacturing) | Pain Points: Tool changeover time exceeds bending time; excessive scrap during first-piece setup. Goal: Maximum process flexibility and ultra-short changeover time. | 1. 6-Axis Backgauge (X1/X2, Z1/Z2, R1/R2): Essential for complex, asymmetrical parts—eliminates manual repositioning of back fingers. 2.Mechanical/Hydraulic Quick-Clamp System: The most cost-effective upgrade when changing tools more than five times a day. 3. Offline Programming Software: Shift trial-and-error from the shop floor to the office, ensuring the machine only performs value-adding actions. | Pitfall: Avoid heavy sheet followers for small parts—their response time can’t keep up with high-speed bending. Recommendation: Add LED die-position indicators on long press brakes to show tool setup positions and prevent operator errors. |
| Automotive Components / OEM (Brackets, Structural Parts, Single Model High Volume) | Pain Points: Inconsistent batch quality; demanding cycle times. Goal: Zero-defect output and readiness for automation. | 1. Real-Time Angle Measurement System (e.g., LaserCheck): Closed-loop control eliminates batch-related springback differences, ensuring the first and ten-thousandth parts are identical. 2. Robot Interface: Reserve electrical/software interfaces now to accommodate future robotic integration. 3. High-Speed Hydraulic/Servo System: Every 10 mm/s gain in approach or return speed translates into significant throughput over millions of cycles. | Pitfall: No need for overly complex backgauges (typically only a few bends), but ultra-high repeatability (±0.005 mm) is non-negotiable. Recommendation: Add an automatic lubrication system to minimize downtime. |
| Heavy Industry & Construction Machinery (Beams, Thick Plates, Extra-Long Parts) | Pain Points: Significant deformation under load; high operator fatigue; safety risks. Goal: Operator safety and precision forming of large workpieces. | 1. Heavy-Duty Sheet Follower: A life-saving safety feature and prerequisite for single-operator handling of long sheets. 2. Mechanical Wedge Crowning Compensation: More stable and durable than hydraulic systems under long-term high loads, with no risk of oil leakage. 3. Extended Throat Depth: Prevents wide sheets from hitting the machine’s side frames—avoid the “big press brake that can’t bend wide parts” scenario. | Pitfall: Linear scales must be mounted on independent C-frames; otherwise, side-frame deflection under load causes major angle deviations. Recommendation: Add heavy-duty magnetic lifters to assist with material loading. |
7.2 ROI Calculation in Practice: Convincing Finance with Data
When presenting to management or preparing budgets, stop using vague terms like “improving efficiency.” Instead, quantify value through ROI (Return on Investment) and PP (Payback Period) models.
Calculation formula:
Case Study: A Medium-Sized Sheet Metal Plant Implements Quick-Clamp System + Offline Programming
- Background: The plant operates three press brakes, averaging eight tool changes per day, with a scrap rate of around 2%.
- Investment:
Mechanical quick-clamp (Wila/Promecam type, ¥30,000) + offline programming license (¥20,000) = Total ¥50,000. - Benefit Analysis:
- Capacity release (explicit): Traditional tool change = 30 minutes; quick-clamp = 3 minutes. Daily savings:
8 × 27 = 216minutes (3.6 hours).
At ¥150/hour machine rate, daily gain = ¥540. - Scrap elimination (explicit): Offline simulation removes first-piece trial waste. Previously, ~3 sheets wasted per day (material + cutting cost ¥50/sheet). Daily gain = ¥150.
- Opportunity cost (implicit): The saved 3.6 hours can be used to produce higher-margin orders, conservatively adding ¥300/day in profit.
- Capacity release (explicit): Traditional tool change = 30 minutes; quick-clamp = 3 minutes. Daily savings:
- Result:
- Total daily benefit: ¥540 + ¥150 + ¥300 = ¥990.
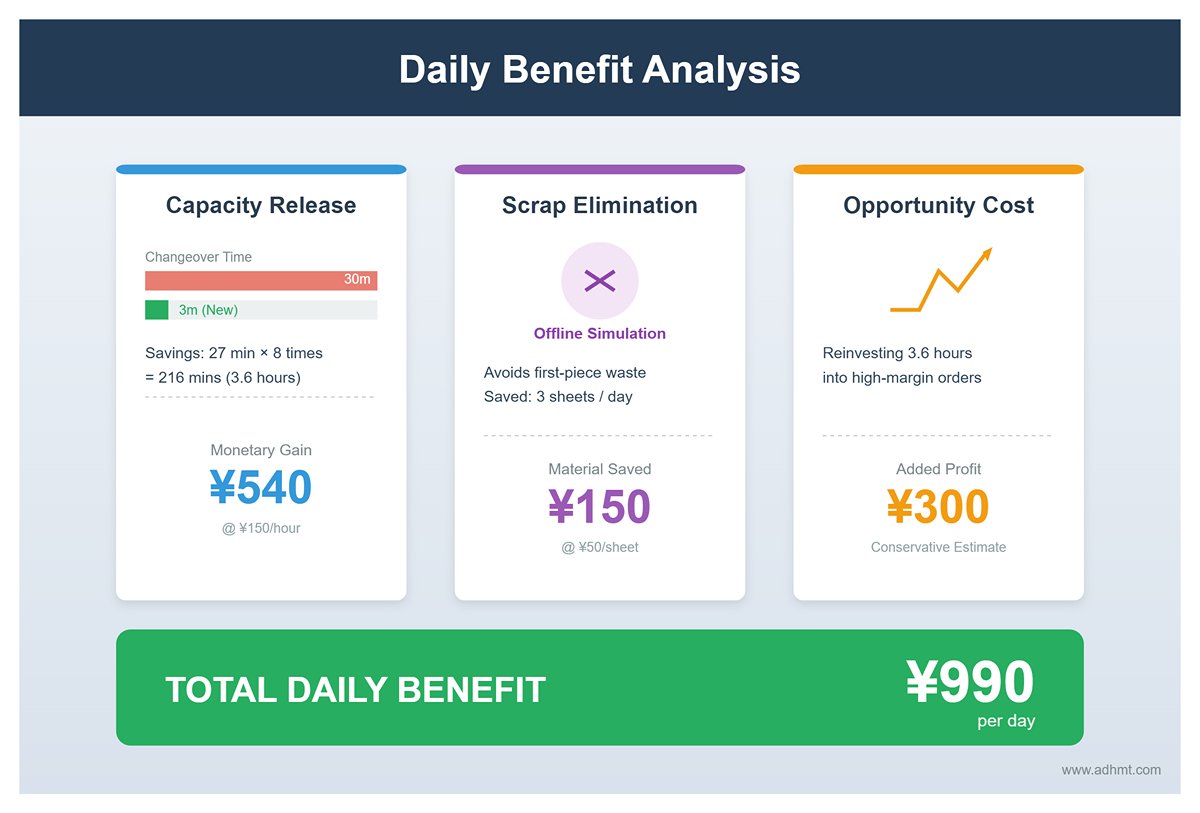
- Payback Period:
Conclusion: What seems like an expensive investment of 50,000 yuan pays for itself in less than a quarter. From that point onward, every single day this set of accessories generates pure profit for the company. That’s the difference between an asset and a consumable.
7.3 Procurement Pitfalls and Full Lifecycle Considerations
Before signing the technical agreement, make sure to review the following checklist—each item represents hard-earned lessons paid for by countless factories.
1. The Irreversibility of “Factory Pre-installed” vs. “Post-installation Upgrades” Some accessories must be chosen at the time of purchase, as retrofitting them later can be prohibitively expensive or even technically impossible:
- Must be factory pre-installed: Axis configuration (e.g., 6-axis backgauge), built-in mechanical deflection compensation system, independent C-frame linear scales, and enlarged throat depth or opening height. These involve the casting and core structure of the machine body and are nearly impossible to modify later.
- Suitable for later addition: Quick-change clamps, offline programming software, basic infrared safety curtains, and lightweight front supports. If the budget is tight, these can be deferred.
2. Compatibility Traps: Don’t Let Accessories Become Isolated Islands
- Tooling interface standards: If your factory already has existing machines, ensure the new machine’s clamping system (European, American, or new standard) remains consistent. Otherwise, you’ll need to build a separate mold inventory for the new machine—doubling your stock costs and losing interchangeability.
- Robot interface protocols: When purchasing a “Robot Ready” model, confirm not only the hardware connections (IO/EtherCAT) but also the openness of the software protocol. Many manufacturers provide the physical interface but later charge tens of thousands of yuan for a “software license” to enable communication.
3. The “Soul Question” in Supplier Evaluation When assessing suppliers, don’t just ask about “after-sales service.” Instead, ask:
- “Do you maintain a local inventory of key control system spare parts (e.g., Delem, Cybelec)?”
- “If a linear scale or servo drive fails, do you only replace it, or do you have board-level repair capabilities?”
For imported or high-end components, repair cycles often take a month or more. If there’s no local spare parts support, a multimillion-yuan machine could be idled by a 5,000-yuan sensor failure—an unsustainable loss for any company. The security of the accessory supply chain is just as critical as the performance of the accessories themselves.
Ⅷ. FAQs
1. What are the essential press brake accessories for beginners?
For those new to press brake operations, starting with the fundamental accessories is crucial. Essential accessories include:
- Standard Tooling Sets: Beginners should start with a basic set of punches and dies, such as standard V-dies, to handle most common bending tasks.
- Backgauge Systems: A manual backgauge system will help operators understand the importance of accurate positioning and gradually transition to automated systems.
- Safety Equipment: Basic safety mechanisms, including light curtains and emergency stop buttons, are critical for safe operation.
- CNC Control Units: While not mandatory for absolute beginners, basic CNC control units can help them learn about automation and precision.
2. How do I select the right tooling accessories for my press brake?
Choosing the correct tooling accessories involves several considerations:
- Material Type and Thickness: Different materials and thicknesses require specific punches and dies. For instance, thick metal sheets might need more robust tooling to avoid damage.
- Bending Requirements: Identify the types of bends you need (e.g., V-bends, Z-bends) and select tooling designed for those specific tasks.
- Compatibility: Ensure the tooling is compatible with your press brake model and can withstand the machine’s tonnage capacity.
- Quality and Durability: Selecting high-quality, durable tooling from reputable manufacturers can improve performance and longevity, reducing long-term costs.
3. What safety measures are recommended for press brake operations?
Ensuring operator safety is paramount in press brake operations. Recommended safety measures include:
- Light Curtains: These create an invisible barrier around the machine and stop operation if breached, preventing injuries.
- Safety Barriers: Physical barriers that restrict access to hazardous zones during operation.
- Emergency Stop Buttons: Easily accessible buttons that immediately halt machine operations in case of an emergency.
- Regular Safety Training: Continuous training and safety drills for operators to familiarize them with safety protocols and emergency procedures.
4. How can advanced backgauge systems improve my manufacturing process?
Advanced backgauge systems, especially those that are CNC-controlled, offer several improvements:
- Precision: Automated backgauges accurately position the metal sheet for each bend, reducing errors and rework.
- Efficiency: They speed up the setup process and cycle times, enhancing overall productivity.
- Complex Bending: Multi-axis backgauges enable the creation of complex bend sequences with high accuracy.
- Consistency: Automated systems ensure consistent results across numerous parts, essential for mass production.
5. How do hydraulic accessories enhance the overall performance of press brakes?
Hydraulic accessories, such as clamping and crowning systems, offer multiple performance benefits:
- Quick Tool Changes: Hydraulic clamping systems facilitate fast and secure tool changes, reducing downtime.
- Uniform Pressure Distribution: Hydraulic crowning systems adjust in real-time to compensate for bed deflection, ensuring consistent bending results.
- Increased Clamping Force: Hydraulic clamps provide a stronger, more reliable hold compared to manual methods.
- Efficiency: Overall, they enhance operational efficiency by minimizing setup times and ensuring high-precision bends. To explore compatible hydraulic solutions, you can refer to the manufacturer’s brochures for detailed configurations and specifications.
Ⅸ. Conclusion
Press brake accessories are of pivotal importance in achieving precise bending, reducing waste, and improving the final product quality. It is necessary to choose the right accessories to ensure the best properties and safety.
Some important press brake accessories include punch and die, back gauge, crowning, and tool clamping system. Press brake accessories must be compatible with the press brake model to ensure the best performance and security.
Follow the manufacturer's instructions related to press brake accessories maintenance, thus ensuring the accessories work in good condition. The future of press brake accessories is exciting, the advancement of technology will bring about an industry revolution.
With the use of robotic and artificial, the press brake improves efficiency and accuracy, thus increasing the press brake automatic technology. Besides, the role of IoT and Industry 4.0 in press brake accessories is also expected to increase as sensors and data analytics are integrated to optimize the bending process. For enterprises looking to upgrade their bending capabilities, it’s worth exploring the benefits of a CNC Press Brake or contact us for tailored equipment recommendations and expert consultation.















