I. Reframing Perception: The Strategic Role of Laser Technology in Modern Manufacturing
1.1 Technological Evolution and Core Definition: From “Mechanical Force” to “Photon Surgery”
Laser cutting is not merely an application of thermal energy—it represents a revolutionary leap in manufacturing, from contact-based mechanical cutting to non-contact photon-level processing. Understanding this shift is fundamental to assessing its advantages and limitations.
- Path of Technological Transition: Earlier metalworking processes relied mainly on mechanical stamping, which uses physical shear force, or plasma cutting, characterized by coarse thermal melting. The former is constrained by tooling cost and lead time, while the latter suffers from high thermal distortion and rough edges. The introduction of lasers (LASER – Light Amplification by Stimulated Emission of Radiation) elevated energy density to the 106–109 W/cm2 range. This was not just an upgrade in tools—it marked a dimensional improvement in precision, moving from millimeter to micrometer accuracy.
- Core Principle Breakdown:
- Beam Generation and Focusing: At the heart of a laser cutter lies the conversion of electrical energy into light energy, which is then concentrated through precision optical lenses into a focal point merely 0.1–0.2mm in diameter. The resulting energy density instantly heats the material to its vaporization point.
- The Role of Assist Gas: Once the beam melts the metal, high-pressure assist gas (typically nitrogen or oxygen) is coaxially ejected to blow away the molten material. Fluid dynamics plays a crucial role here—the nozzle design determines whether clean, slag-free cutting can be achieved even under 20kW of power.
- Fundamental Differences Between Two Major Technologies:
- CO2 Laser (Gas-Based): Utilizes a 10.6μm wavelength in the far-infrared spectrum. Its photons are easily absorbed by organic materials (such as acrylic or wood) but highly reflected by cold metal surfaces, resulting in a relatively low electro-optical conversion efficiency (around 10%).
- Fiber Laser (Solid-State): Operates at a 1.06μm near-infrared wavelength—only one-tenth that of CO2—allowing much higher absorption by metal lattices (3–5 times greater). This physical advantage explains why fiber lasers dominate thin-sheet metal processing and have become the mainstream choice in today’s market. To explore real-world applications of fiber technology, check out the Single Table Fiber Laser Cutting Machine for compact operations or the Double Table Fiber Laser Cutting Machine for high-volume production.
1.2 Why Laser Cutting Matters: More Than a Tool—It’s a Supply Chain Accelerator
In the era of Industry 4.0 and smart manufacturing, the laser cutter is no longer just a piece of equipment—it has evolved into a strategic control valve for enterprise supply chains.
- Breaking the Mold Bottleneck—Accelerating NPI: Traditional stamping processes often require weeks to produce molds (tooling), costing thousands to tens of thousands of dollars. Laser cutting enables a “file-to-part” digital manufacturing model, where CAD drawings translate directly into finished products. This reduces the new product introduction (NPI) cycle from several weeks to as little as 24 hours. For small-batch (<3000 pieces), high-mix production environments, lasers deliver unmatched cost and speed advantages.
- Optimizing Inventory and Cash Flow: When integrated with automated loading and unloading systems, laser cutters become the backbone of JIT (Just-In-Time) production. Businesses can eliminate large inventories of pre-fabricated or stamped parts, maintaining only standard sheet stock. This on-demand production drastically reduces WIP (Work-In-Progress) capital lockup and significantly improves cash flow turnover.
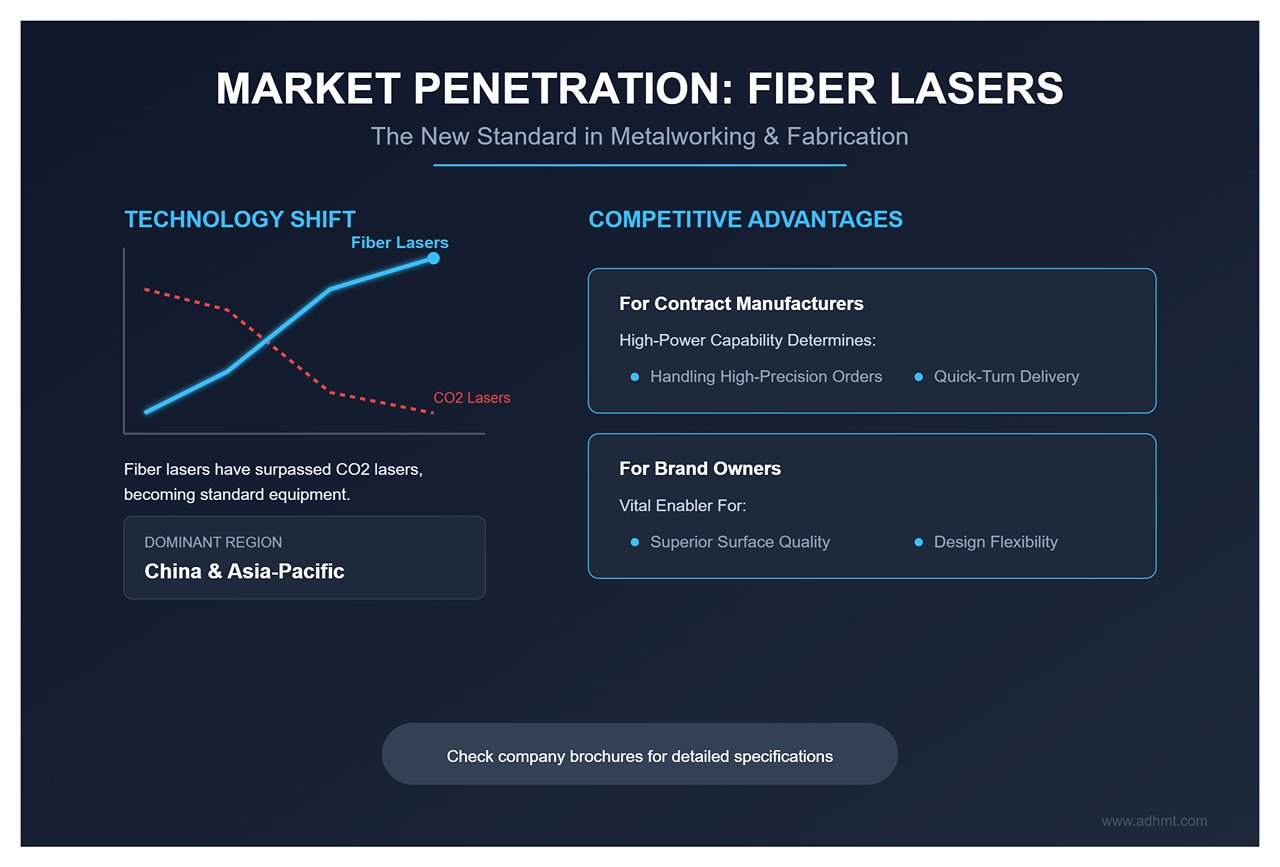
- Market Penetration and Competitive Barriers: Fiber lasers have now surpassed CO2 lasers across the metalworking sector, especially in China and the Asia-Pacific region, becoming the standard equipment in modern sheet metal fabrication plants. For contract manufacturers, possessing high-power laser cutting capability directly determines their ability to handle high-precision, quick-turn orders; for brand owners, it is a vital enabler of superior surface quality and design flexibility. You can explore detailed specifications in the company brochures for deeper understanding.
II. What is Laser Cutting?
Laser cutting is a precise and efficient method used to cut a variety of materials, including metals, plastics, wood, and more. The process involves directing a high-powered laser beam onto the material, which heats it to the point of melting, burning, or vaporizing. This concentrated energy allows for extremely accurate cuts with minimal waste.
The laser cutting process can be broken down into several key steps:
- Design and Programming: The cutting design is created using CAD software and then converted into a machine-readable format known as G-code. This code instructs the laser cutter on the exact path to follow.
- Material Preparation: The material to be cut is placed on the cutting bed. It may require specific preparation, such as cleaning or securing in place.
- Laser Cutting: The laser beam, generated by a laser resonator, is directed onto the material. The resonator can contain various elements, such as CO2, fiber, or Nd:YAG, depending on the type of laser cutter used.
- Focusing the Laser: The laser beam is focused onto a small spot using lenses and mirrors. This focused beam heats the material rapidly, causing it to melt, burn, or vaporize.
- Cutting Process: As the laser moves along the path dictated by the G-code, it cuts through the material. An assist gas, such as nitrogen or oxygen, is often used to blow away molten material and enhance the cutting process.
- Post-Processing: Once the cutting is complete, the finished parts may undergo additional processing, such as cleaning, deburring, or coating.
2.1 Types of Laser Cutting Technologies
CO2 Lasers
- Uses a mixture of carbon dioxide, helium, and nitrogen gases
- Suitable for non-metallic materials and low-reflectivity metals
- Wavelength of 10.6 microns
- Power range typically 25-100 watts (industrial grade can reach several kilowatts)
Fiber Lasers
- Uses optical fibers doped with rare earth elements (such as erbium or ytterbium)
- Particularly suitable for cutting high-reflectivity materials like aluminum and copper
- Wavelength of about 1.064 microns
- Can produce extremely small focal diameters, high cutting precision
- Low maintenance requirements, long service life (at least 25,000 hours)
To find the right fiber laser solution for your material type and production scale, explore options like the Double Table Fiber Laser Cutting Machine to improve throughput and reduce idle time.
Nd:YAG Lasers
- Uses neodymium-doped yttrium aluminum garnet crystals
- Suitable for high-precision applications such as marking and engraving
- Can cut metals and some non-metallic materials
Ⅲ. In-Depth Analysis of Core Advantages: Efficiency, Quality, and Flexibility
In Part I, we reconstructed the foundational understanding of “photon surgery.” This section delves into the three central pillars of manufacturing—efficiency, quality, and flexibility—to reveal how laser cutting achieves overwhelming competitive superiority in each dimension.
3.1 Precision and Quality Control at Its Finest: A Microscopic Battlefield Beyond Human Vision
The quality advantage of laser cutting lies not only in macroscopic accuracy but also in its mastery of material physics at the microscopic level. It is a non-contact “cold” artistry that elevates machining precision from the millimeter domain of traditional manufacturing to the micrometer realm.
- Micron-Level Positioning and Kerf Aesthetics
- The Beam as a Blade: The focused fiber laser spot measures only 0.05–0.15mm in diameter, resulting in an exceptionally narrow kerf. Compared with plasma cutting (2–3mm kerf) or waterjet cutting (0.8–1.2mm), lasers dramatically improve the utilization of expensive materials.
- Challenging ISO 9013 Standards: In high-end applications, laser cutting aims for ISO 9013 Grade 1 verticality, maintaining perpendicularity tolerances within 0.05mm. This ensures that thick plate sections are smooth and bright, allowing parts to proceed directly to precision welding without secondary grinding.
- Repeat Positioning Accuracy: With ±0.03mm repeatability, every part in a batch of ten thousand aligns perfectly with its design drawing—a consistency that traditional stamping cannot maintain once molds begin to wear.
- The “Pulse Artistry” of the Heat-Affected Zone (HAZ)
- Continuous Wave (CW) vs. Pulsed Mode: A common mistake among beginners is using continuous light throughout the process, which can cause small structures to melt or fuse due to heat buildup. Experienced engineers instead employ high-frequency modulated pulses—adjusting the duty cycle to make the laser “cut and pause” thousands of times per second. These micro-cooling intervals enable what is essentially “cold processing within thermal machining.”
- Dynamic Power Ramping: When the cutting head slows down at sharp corners, keeping the laser power constant can cause heat to build up instantly, leading to burnt edges. Advanced control systems automatically perform speed–power linear modulation—as the head decelerates, power output drops proportionally. The result: razor-sharp corners with no rounding or burn marks.
3.2 Productivity and the Automation Revolution: Not Just Faster, but “High-Frequency Responsive”
When discussing efficiency, many people are dazzled by peak speed and overlook the dynamic factors that truly determine real-world throughput.
Speed Is the Illusion—Acceleration (G-Force) Is the Essence
- The Truth About 4G vs. 1G: Many machines boast top speeds of 120 m/min, yet when cutting dense hole patterns—like filters or heat dissipation plates—they barely reach that rate. On small paths, the head must decelerate before it even accelerates fully. In these scenarios, acceleration and jerk (the rate of change of acceleration) become the only metrics that truly govern productivity.
- The Linear Motor Advantage: Premium models use magnetically levitated linear motors that eliminate mechanical backlash entirely, enabling accelerations of 4G–5G. It’s like comparing an F1 race car to a heavy truck in a street race—linear motors can start and stop instantly, while traditional rack-and-pinion drives shake violently under high G-forces, leaving wavy marks on the cut surface.
Tool-Free Manufacturing and “Drawing-to-Product” NPI Acceleration
- New Product Introduction (NPI): Conventional stamping molds take 4–8 weeks to design and build, costing a fortune. Laser cutting, on the other hand, only requires uploading a DXF or STEP file to begin production. For industries like medical devices or custom automation, this compresses the product iteration cycle from months to mere hours—true agile manufacturing.
AI-Driven Intelligent Nesting
- Common-Line Cutting: Smart algorithms can automatically detect shared straight edges between adjacent parts, allowing a single cut to separate both components. This reduces cutting-path time by 20–30% and significantly lowers consumption of expensive assist gases and electricity.
- Remnant Management: In a truly digital factory, no scrap goes to waste. The system automatically generates a QR code for leftover sheets; during the next production run, operators simply scan and cut smaller pieces first, maintaining material utilization above 95%.

3.3 Manufacturing Flexibility and Scalability: From Flat Sheets to Multi-Dimensional Fabrication
Laser cutters have evolved far beyond flat-sheet processing—they are becoming fully integrated multi-axis machining centers.
Absolute Geometric Freedom
- Because a laser beam has no physical tool radius, it can cut ultra-narrow kerfs smaller than the material’s thickness (for example, a 2 mm hole in a 10 mm steel plate)—a realm completely inaccessible to stamping or milling.
Integrated Tube Cutting and Beveling
- Pre-Weld Preparation: With a five-axis cutting head, lasers can pre-cut V-, Y-, or K-shaped weld bevels directly on pipes or plates. This means parts go straight from cutting to welding, eliminating manual grinding and drastically reducing downstream labor costs.
- Complex Intersections: For intricate joints—like square tubes meeting round tubes in bicycle frames or fitness equipment—a single laser tube cutter can replace saws, drills, and milling machines, consolidating multiple processes into one seamless operation.
Industry 4.0 Integration and Vision-Based Sorting
- Solving the “Cut Fast, Pick Slow” Problem: High-end automated lines now feature vision-guided robots.
- Intelligent Vision Systems: These systems can detect whether freshly cut parts have tilted or lifted, automatically adjust the robot’s pick-up angle, and even distinguish finished parts from scrap skeletons—enabling true lights-out manufacturing with no human supervision.
Coming up next: despite its impressive advantages, laser cutting isn’t without limits. The following chapter will uncover the hidden challenges—constraints, invisible costs, and technical blind spots—that decision-makers can’t afford to ignore.

Ⅳ. Revealing the Limitations and Challenges: The Hidden “Reefs” Decision-Makers Must Navigate
Before being dazzled by the laser cutter’s speed and precision, rational decision-makers must take a hard look at its limitations and hidden challenges. If the benefits discussed earlier are the visible tip of the iceberg, what follows are the submerged reefs—overlook them, and your return on investment (ROI) could run aground.
4.1 Financial Barriers and Hidden Ownership Costs
Many companies fall into the trap of focusing solely on equipment price, overlooking that TCO (Total Cost of Ownership) is the true financial metric determining a project’s success or failure.
CapEx: The Double-Edged Sword of Investment
- The Entry-Level vs. Advanced Divide: While low-power CO₂ laser machines start around $30,000, mainstream high-power fiber lasers (6 kW and above) range from $100,000 to $500,000.
- Hidden Infrastructure Costs: The price tag covers more than the bare machine. Significant facility modifications are often required—such as radiation-shielded rooms for safety compliance, industrial-grade voltage stabilizers, and high-pressure air systems to support high-power operation. These “invisible infrastructure” costs can add another 10–20% to the total investment.
OpEx: The Operational Cost Black Hole
- The Energy Trap: Don’t be fooled by claims of fiber lasers’ energy efficiency—it’s only relative to CO₂ systems. A 6 kW CO₂ laser can draw 50–70 kW from the wall due to its low 10% electro-optical conversion rate, plus the heavy load of its water-cooling system. Although a fiber laser of the same power consumes only about one-third as much, it still ranks among the factory’s biggest power hogs.
- Gas Costs—the Silent Profit Killer: This is the most underestimated expense for newcomers. To achieve bright, oxidation-free stainless-steel cuts, high-purity nitrogen is essential. Consumption is enormous, and without an in-house nitrogen generator, relying on purchased liquid nitrogen tanks can cost enough over three years to buy another machine outright.
Consumables and Maintenance—The Hidden Price Tag:
- High-Frequency Consumables: Nozzles, ceramic rings, and protective lenses are the everyday wear items. When cutting carbon steel, copper nozzles wear out quickly—if the machine runs 8 hours a day, replacements may be needed every one to two weeks. While each component is inexpensive, the cumulative cost adds up, especially when factoring in protective lenses that are easily contaminated by mishandling. Annual hidden expenses can reach several thousand dollars.
- Core Component Lifespan: A CO₂ laser tube typically lasts about 20,000 hours, and replacement is costly. Fiber laser sources, though boasting a theoretical lifespan of up to 100,000 hours, are not immune to catastrophic failure—burned optical modules often mean repairs at exorbitant prices. Many manufacturers adopt a “replace-only” policy, with downtime stretching into weeks, leading to significant production losses.
4.2 Physical Limits and Technical Shortcomings
Lasers are not the invincible “swords of light” they are often made out to be. Their performance is bound by the principles of optical physics and material chemistry, which create clear technical boundaries.
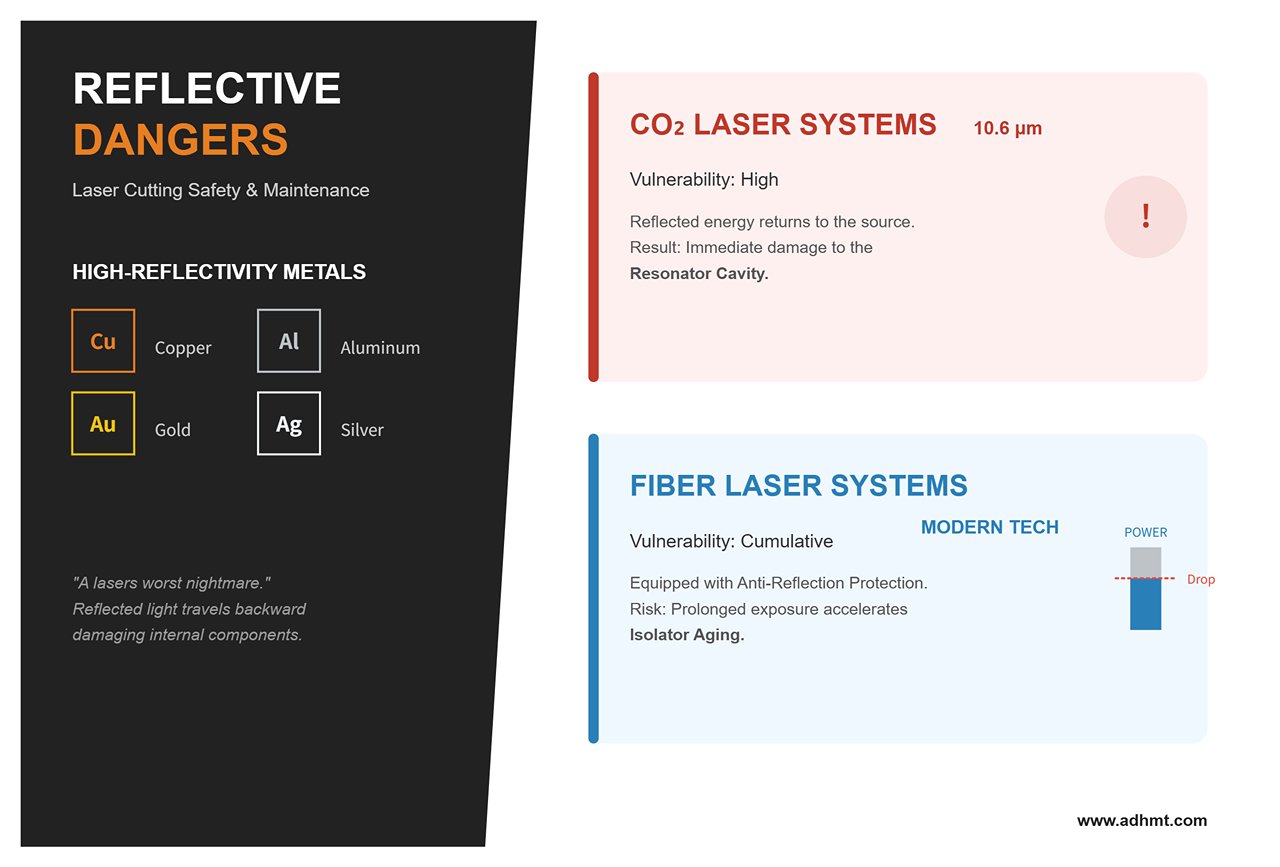
- The Nemesis of High-Reflectivity Materials
- The Revenge of Copper and Aluminum: Metals such as copper, aluminum, gold, and silver—known for their high reflectivity—are a laser’s worst nightmare. For CO₂ lasers with a wavelength of 10.6 μm, reflected light can travel backward along the beam path, damaging the resonator cavity. Although modern fiber lasers feature anti-reflection protection, prolonged cutting of reflective materials accelerates the aging of the isolator, gradually reducing output power.
- Toxic and Corrosive Material Restrictions
- The Absolute Ban on PVC (Polyvinyl Chloride): This is an unbreakable rule in laser processing. Heating PVC with a laser releases chlorine gas—a toxic substance that, when combined with moisture in the air, forms hydrochloric acid. Within hours, this acid can corrode precision components such as guide rails, lead screws, and optical lenses, effectively destroying the machine.
- Material Compatibility Limits: Polycarbonate (PC) tends to discolor and char when laser cut, producing sticky soot. Laminates and composites are prone to delamination or edge blowout as adhesives vaporize and expand under heat. In such cases, waterjet cutting or conventional CNC milling remains the better option.
4.3 Environmental, Safety, and Talent Barriers
- Invisible but Deadly Risks
- The Retina Killer: Fiber lasers operate at a wavelength of 1.06 μm, which can pass through the cornea directly to the retina—and the beam is invisible. Operators must work within fully enclosed housings and wear proper OD-rated laser safety goggles. Any attempt to operate with the cover open exposes workers to diffuse reflections capable of causing permanent blindness.
- Strict Dust and Fume Compliance: Metal cutting produces fumes containing micron-scale heavy metal particles—hexavalent chromium from stainless steel, for example—is carcinogenic. Companies are required to use industrial dust collectors equipped with HEPA-certified filters and replace them regularly. With tightening environmental regulations, noncompliance can lead to hefty fines or even forced shutdowns.
- The Gap Between “Button Operators” and True Process Engineers
- Although modern laser machines feature user interfaces that resemble smartphone apps, this creates a misleading sense of simplicity. In reality, experts who truly understand beam tuning remain in short supply. Adjusting focal position, gas pressure, and pulse duty cycle to account for subtle differences in material impurities distinguishes a rough cut from a flawless one. Such mastery comes only through years of experience—not from reading a manual. Many companies invest in high-end equipment but fail to reach full performance due to a lack of skilled technicians.

Coming Next: Given these hidden dangers, how can one avoid them? The next chapter presents a rigorous side-by-side comparison to help you determine when laser cutting remains the irreplaceable, optimal choice.
Ⅴ. Cross-Technology Benchmarking: Finding the Best Alternatives
Before being dazzled by the speed and precision of laser cutting, a rational decision-maker must critically evaluate its limitations and hidden costs. If the benefits described earlier are the visible tip of the iceberg, the following pain points are the submerged rocks that can sink your ROI if overlooked. To help you make an informed choice, we’ll not only examine the laser cutter itself but also compare it head-to-head against other major metal processing technologies through a comprehensive performance benchmark.
5.1 Laser vs. Plasma Cutting: Precision Meets Power
Laser and plasma dominate the thermal cutting landscape, each occupying opposite ends of the spectrum—one excels in precision, the other in thickness capacity.
- Core Battlefield: Thick Plate Processing (>20 mm)
- Precision Dimension: Lasers reign supreme in thin-sheet applications—their cut surface roughness (Ra) is typically below 6.3 μm, meeting ISO 9013 Grade 1–2 standards. Most parts can proceed directly to assembly or welding. Plasma cutting, by contrast, is inherently rougher due to its arc characteristics, resulting in a noticeable taper (usually wider at the top and narrower at the bottom) and dimensional tolerances of ±1–3 mm. For agricultural machinery, construction steel, or shipbuilding—where tight fits aren’t critical—plasma is a cost-efficient workhorse. But for high-precision enclosures, its edge quality is unacceptable.
- Cost-Effectiveness Turning Point: For sheets under 6 mm, fiber lasers offer lower operating costs than plasma. However, for 25–30 mm and thicker carbon steel, the situation reverses. A high-definition plasma system requires only about one-fifth the investment of a fiber laser with equivalent cutting capacity, and its consumables are cheaper. If your main business involves heavy carbon steel and you can handle post-processing such as deburring, plasma remains a highly cost-effective option.
5.2 Laser vs. Waterjet Cutting: The Battle of Heat and Cold
If laser cutting is the art of “fire,” waterjet embodies the raw power of “water.” Their fundamental difference lies in how they manage the Heat-Affected Zone (HAZ).
- Decisive Factor: Preserving Material Integrity
- The Irreplaceable Strength of Waterjet: Waterjet cutting is the only true cold-cutting process. When working with aerospace titanium alloys, carbon fiber composites, or delicate copper foils prone to heat distortion, the laser’s high temperature can cause micro-cracks, discoloration, or metallurgical changes. Waterjet, by contrast, preserves the material’s original physical properties. It can also cut through ultra-thick metals or stone exceeding 100 mm—territory that remains off-limits to commercial laser systems.
- The Trade-Off Between Speed and Operating Costs
- Speed: When processing thin sheet metal, laser cutting is typically 10–20 times faster than waterjet cutting. To visualize this, by the time a waterjet finishes a complex part, a laser could already have cut an entire sheet.
- Operating Environment: A waterjet’s cutting power comes from abrasive particles—usually garnet sand—mixed into the high-pressure water stream. This drives up running costs dramatically since abrasives are single-use consumables, and the high-pressure pump’s seals require costly maintenance. Typical operating costs run $30–$75 per hour, far higher than the $13–$20 per hour for fiber lasers. Moreover, waterjet workshops tend to deal with slurry and splashing, making maintenance messy, while laser facilities remain comparatively clean and organized.
5.3 Laser vs. CNC Punching: A Battle Between Contouring and Forming
You can think of the laser as a flexible “paintbrush,” while the CNC punch acts as a high-speed “stamping tool.” The competition between the two lies mainly in choosing the optimal process path.
- The Punch Press’s Absolute Domain
- Dense Perforations: If you need to create 10,000 ventilation holes in a single sheet, a punch press—capable of over 1,000 strokes per minute—will outperform a laser easily. Lasers must repeatedly switch the beam on and off and accelerate or decelerate between cuts, which slows them down.
- Forming Operations: This is where the punch press truly shines. Beyond cutting, it can directly form louvers, embossing, countersinks, threads (tapping), and even small bends—all in one process. A laser, on the other hand, is limited to 2D contour cutting and cannot perform 3D forming.
- Integration Trend: The Laser-Punch Combo machine is becoming the star of high-end sheet metal fabrication. It merges the punch press’s forming capabilities (such as embossing and tapping) with the laser’s freedom to cut complex contours. Though expensive, it enables end-to-end processing on a single machine, eliminating the time lost transferring semi-finished parts between different systems.

5.4 Decision Matrix Summary
To help you quickly identify the right technology, we’ve distilled the previous comparisons into the following decision matrix:
| Dimension | Fiber Laser | Plasma | Waterjet | CNC Punching |
|---|---|---|---|---|
| Optimal Thickness Range | 0.5mm – 25mm | 20mm – 50mm+ | 0.5mm – 150mm | 0.5mm – 6mm |
| Precision Level | Very High (±0.05mm) | Low (±2mm) | High (±0.1mm) | Medium (±0.1mm) |
| Heat-Affected Zone (HAZ) | Present (requires process control) | Severe | None (cold cutting) | None (cold forming) |
| Cutting Speed | Extremely Fast (thin sheets) | Fast (thick plates) | Slow | Extremely Fast (only for perforations) |
| Core Advantage | Best balance of efficiency and precision | Cost-effective for thick plates | No thermal distortion / material versatility | Forming / perforation / tapping |
Coming Up Next: Now that we’ve clarified the competitive landscape, how should different-sized enterprises translate this into concrete equipment configurations? In the next chapter, we’ll present a practical ROI (Return on Investment) model to help you calculate the real economics behind your choice.
Ⅵ. Practical Equipment Selection and ROI Calculation Model
After analyzing the technical principles and benchmarking against competing technologies, we now arrive at the most critical link in the decision chain—the financial equation. Many companies fall into the trap of judging laser cutters solely by power and price, neglecting the machine’s full lifecycle TCO (Total Cost of Ownership). This chapter introduces a rigorous financial model and a set of risk-avoidance strategies to help turn technical advantages into tangible asset returns.
If you are currently assessing suitable laser systems for your production needs, explore the Single Table Fiber Laser Cutting Machine for compact operations or reach out via contact us to receive personalized ROI consultation.
6.1 ROI Calculation Framework: Say Goodbye to Guesswork
The true cost of a laser cutting machine extends far beyond the purchase price. To accurately assess investment feasibility, we must build a comprehensive model that includes both CapEx (Capital Expenditure) and OpEx (Operating Expense).
Full Lifecycle TCO Formula
Annual Net Profit = (Cost Saved from Outsourcing – In-house Production Cost) + Hidden Strategic Gains
In-house Production Cost:
- This is often underestimated. Besides equipment depreciation (recommended amortization over 5–8 years), you must accurately account for:
- Energy Costs: Electricity consumption from the laser, chiller, air compressor, and dust collector (fiber lasers typically $2–$5 per hour).
- Gas Costs: The largest variable. Cutting stainless steel with liquid nitrogen is costly, but using an on-site nitrogen generator entails higher upfront investment with lower unit cost.
- Consumables and Maintenance: Nozzles, protective lenses, ceramics, and annual preventive service expenses.
- Labor and Space: Operator wages and floor space rental for the equipment.
Hidden Strategic Gains:
- Delivery Premium: In-house production frees you from outsourcing schedules. Reducing lead time from 7 days to 1 day can yield a 5–10% pricing advantage on urgent orders.
- Scrap Monetization: Advanced nesting software enables you to control leftover material shapes—turning scrap into usable parts rather than selling it as low-value waste.
- Intellectual Property Security: Designs stay internal, eliminating the risk of leaks when sharing drawings with contractors.
Break-even Point: A Practical Simulation
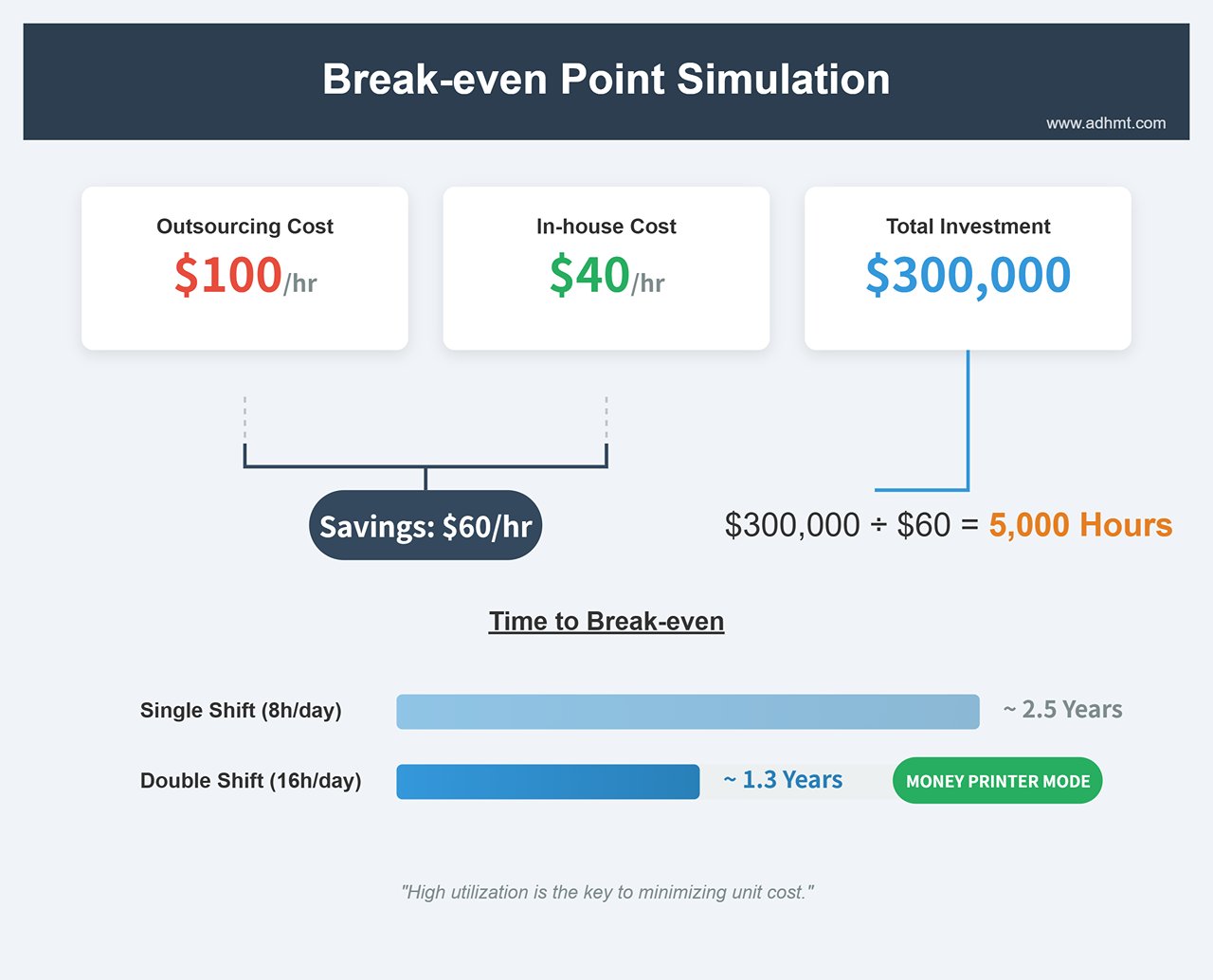
Assume outsourcing costs $100/hour, while in-house marginal cost (including depreciation) is $40/hour, and total equipment investment is $300,000.
- Payback Hours = $300,000 / ($100 – $40) = 5,000 hours.
- Time Conversion: Under a single-shift schedule (8 hours/day), payback takes roughly 2.5 years; with double shifts (16 hours/day), the period shortens dramatically to 1.3 years. This showcases why laser cutters are often viewed as “money printers”—high utilization is the key to minimizing unit cost.
6.2 Pitfall Guide: Common Purchasing Misconceptions
In negotiations with equipment vendors, the following three technical traps are ones they rarely disclose.
Misconception 1: Power Obsession and the BPP Trap
- Observation: Many buyers assume that “12kW must be better than 6kW,” and blindly pursue high-wattage machines based solely on specifications.
- Reality: The Beam Parameter Product (BPP) defines the quality of a laser beam. Ultra‑high‑power lasers often use multimode fibers to handle immense energy loads. These have higher BPP values, producing larger focal spots.
- Implication: While great for thick plates, multimode lasers are less ideal for cutting 1–3 mm thin sheets or precision electronic components—the kerf becomes wider, heat‑affected zones expand, and fine details suffer. Use single‑mode lasers for thin sheets, multimode for thick ones—that’s the mark of an expert.
Misconception 2: The “Weakest Link” in Supporting Equipment
- Phenomenon: To lower total cost, some pair top‑tier fiber lasers with cheap chillers or air compressors.
- Reality: A chiller is the laser’s “kidney.” Low‑cost units with poor temperature control (±1 °C or worse) cause power fluctuations and frequent shutdowns in hot weather. Likewise, if the air compressor fails to remove moisture and oil, contaminated compressed air can shatter protective lenses in milliseconds.
- Strategy: It’s better to reduce laser power than compromise on auxiliary equipment quality. System stability always outweighs peak performance.
Misconception 3: Software Myopia
- Phenomenon: Many are willing to spend hundreds of thousands on hardware but balk at paying a fraction for licensed professional nesting software.
- Reality: Advanced nesting algorithms—through techniques such as common‑edge cutting, bridging, and scrap utilization—can raise material efficiency by 10–15%.
- Cost Analysis: For a factory consuming 500 tons of steel annually, a 10% savings means 50 tons less material wasted—enough to pay for several software packages or even a luxury car within a year. Software isn’t just a tool; it’s a direct source of profit.
6.3 Decision Matrix: What Should You Buy?
To help end your selection dilemma, we’ve built the ultimate decision matrix based on key business scenarios. Find your match and locate that perfect cost‑performance “sweet spot.”
| Your Business Scenario | Core Requirement | Recommended Configuration Strategy | Red Flag (Absolutely Avoid) |
|---|---|---|---|
| Scenario A: General Sheet‑Metal Center (Carbon/Stainless Steel, 1–20 mm) | Balance of Efficiency & Cost | 6 kW–12 kW Fiber Laser + Dual Exchange Table + Nitrogen Generator (essential) | Don’t buy CO₂! Electricity and maintenance costs will erase all thin‑sheet profits. |
| Scenario B: Advertising, Crafts & Soft Materials (Acrylic/Wood/Leather/Paper) | Non‑metal absorption | 150 W–300 W CO₂ Laser + Glass Tube (low cost) or RF Tube (long life) | Don’t buy fiber! 1.06 μm wavelength passes through most non‑metals—it simply won’t cut. |
| Scenario C: Precision Electronics & Medical Devices (Stents/Films/PCB/Microfluidics) | No heat‑affected zone (cold processing) | Femtosecond/Picosecond Ultrafast Laser + High‑precision Linear Motor Stage | Avoid standard continuous fiber lasers! Heat effects can melt micro‑parts or alter bio‑materials instantly. |
| Scenario D: Heavy Industry, Steel Structures, Shipbuilding (25 mm+ thick plates) | Penetration & Verticality | 20 kW+ Ultra‑power Fiber Laser or High‑Definition Plasma | Be cautious with low‑power fiber! Forcing a 6 kW laser through 30 mm steel is snail‑slow and leaves uneven, slag‑filled edges. |
Chapter Summary: A laser cutter isn’t just a machine—it’s your enterprise’s ticket to digital fabrication. It breaks traditional dependence on mass production, enabling cost‑efficient, scalable customization. When making your final decision, look beyond price comparisons and assess from the strategic perspective of Cost per Part. May this beam of light become the blade that cuts through fierce market competition for your business.
Ⅶ. Operations & Maintenance: Securing Long‑Term Value Maximization
Buying the equipment is only half the investment—the other 50% depends on disciplined Operations & Maintenance (O&M) that turns a precision tool into a long‑term cash‑generating asset. Even the most expensive industrial machine can become scrap within months without a scientific maintenance system. For fiber laser cutters, Preventive Maintenance is not optional—it’s the lifeline for preserving micron‑level accuracy and high uptime.
7.1 Standardized Operating Procedures (SOP): From “Gut Feeling” to “Checklist”
In many factories, efficiency bottlenecks stem not from equipment capability but from reliance on individual operator experience. Establish a strict daily startup checklist to standardize operations.
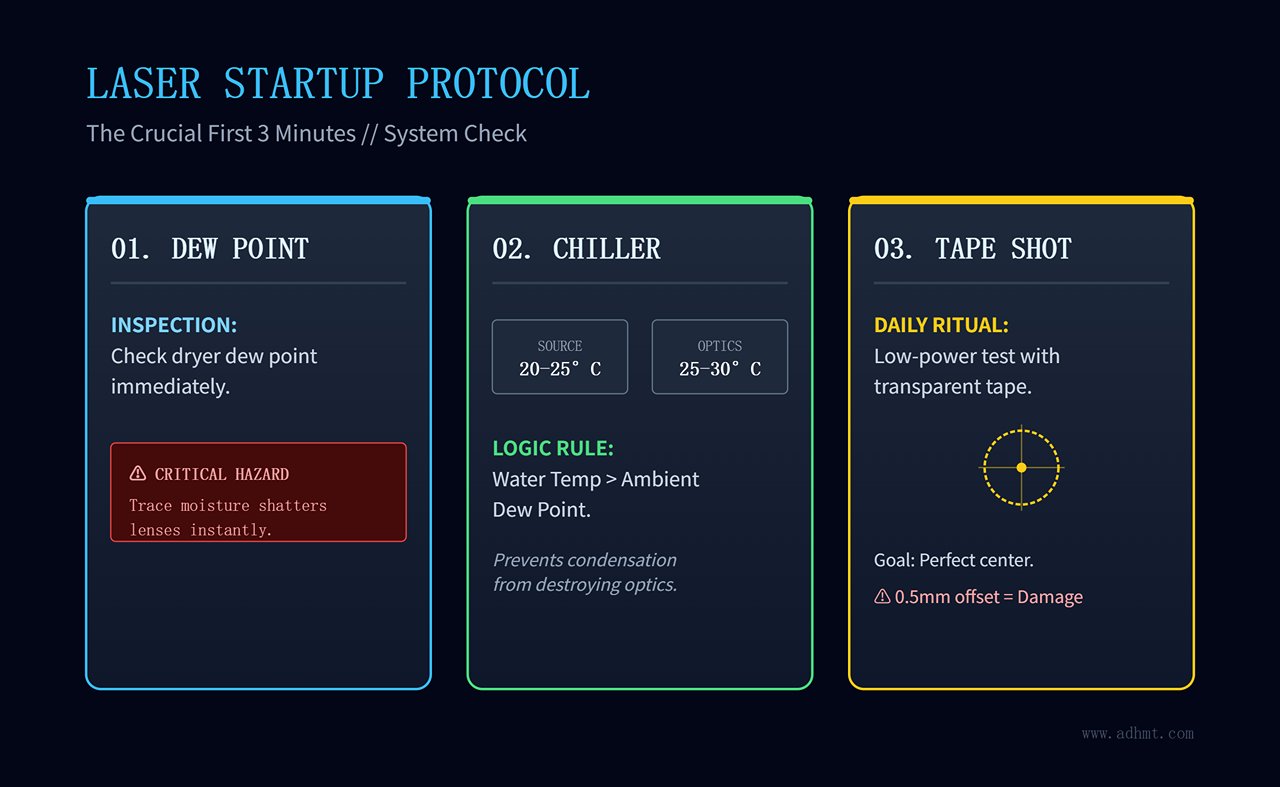
- The Crucial First Three Minutes Before Startup:
- Dew Point & Gas Line Check: Beyond verifying nitrogen/oxygen pressure, the most critical yet often neglected step is inspecting the dryer’s dew point. Even trace moisture in compressed air can, under high laser energy density, instantly shatter protective lenses.
- Chiller Temperature Control Logic: Confirm dual‑temperature settings. Low‑temperature water (typically 20–25 °C) cools the laser source, while high‑temperature water (25–30 °C) cools the QBH connector and optics. Golden rule: Water temperature must always stay above ambient dew point. Otherwise, condensation inside the laser head can destroy costly optical components.
- Coaxial Tape Shot: A daily must‑do ritual. Use transparent tape for a low‑power test shot to ensure the beam is centered on the nozzle. Even a 0.5 mm offset can cause uneven cuts—one side shiny, the other slag‑ridden—or even burn the nozzle.
- First Article Inspection (FAI):
- Never start mass production without inspection. Enforce strict FAI procedures—measure key dimensions, verticality, and backside slag. Use ISO 9013 as your acceptance benchmark to confirm parameters match current material conditions.
- Build a Proprietary Process Parameter Library:
- Manufacturer‑provided parameters are only starting points. True competitive advantage lies in creating your own database of material–thickness–speed–focus–gas pressure relationships.
- Pro Tip: Keep meticulous records of fine-tuning parameters for different batches of steel plates from various suppliers. For instance, if Steel Mill A’s material contains more impurities, you might need to reduce cutting speed by 10%. If Steel Mill B’s plates have an oil film on the surface, increase the piercing dwell time. These data points form the foundation of your company’s proprietary know-how.
7.2 Preventive Maintenance Strategy: Avoid the Trap of “Saving Pennies, Losing Thousands”
Optical System: Cleanliness Is a Virtue
- Protective Window: This is your first line of defense and also a high-frequency consumable. The moment you spot even a tiny black speck on the lens, replace it immediately. Never risk continuing operation to save a few dollars — the laser beam can create a thermal lensing effect at that point, burning through the protective glass and directly damaging the expensive focus lens or even the QBH fiber connector. A $5 part can quickly turn into a $5,000 repair.
- Cleaning Method: Always use anhydrous ethanol or acetone with purity above 99.5%. Never use medical alcohol (typically 75% ethanol and 25% water), as the residual moisture will carbonize under laser exposure, permanently damaging the coating.
- QBH Connector Maintenance: This is the critical junction between the fiber and the cutting head. It’s recommended to inspect the QBH cooling channels every six months to ensure unobstructed flow. If overheating occurs, the laser’s self-protection system will trigger an irreversible shutdown.
Motion System: The Battle for Precision
- Lubrication Management: Clean and lubricate linear guides and lead screws every 500 hours (or weekly). Carefully distinguish between grease and oil—machines using high-speed linear motors must never use viscous grease, as it increases resistance and may cause system alarms.
- Mechanical Calibration: For gear-and-rack transmission systems, it’s advisable to calibrate backlash annually. This is essential to eliminate wave patterns on cut surfaces and maintain perfect circularity for round holes.
Chiller Management: The System’s Lifeblood
- Water Quality Standard: Always use distilled or deionized water (conductivity <10 μS/cm). Tap or mineral water is strictly forbidden! Mineral ions will form scale inside the laser’s cooling channels, impairing heat dissipation and potentially destroying the laser module.
- Anti-Freeze Protocol: In regions where winter temperatures drop below 0°C, add ethylene glycol antifreeze according to the manufacturer’s recommended ratio (typically 30%). A single night of freezing and expansion can rupture a laser’s water-cooling plate worth tens of thousands of dollars, causing irreparable damage.

6.3 Smart Operation and Maintenance: The “Eagle Eye” of Industry 4.0
- Predictive Maintenance: Modern high-end cutting heads (such as the Precitec ProCutter series) now come equipped with built-in sensors that monitor scattered light and lens temperature in real time. Through a mobile app, you can track the optical system’s health status and receive early warnings before a lens failure occurs.
- Data Connectivity: If your machine supports the OPC UA protocol, be sure to integrate it into your factory’s MES system. The system can instantly shut down the laser—within milliseconds—when it detects insufficient lubrication, air pressure fluctuations, or motor overload. This automated safeguard is often more reliable than even the most experienced technician.
Ⅷ. Conclusion
A laser cutting machine is far more than a cold piece of equipment—it’s your enterprise’s gateway to digital fabrication. It breaks the traditional dependence on mass production, enabling single-piece customization at a scalable cost. When selecting equipment or planning operational strategies, take a holistic view that considers total cost of ownership (TCO) and per-unit productivity over the entire lifecycle. May this beam of light become the cutting edge that helps your business carve its way through the fierce waters of industrial competition.
For further information on advanced laser cutting solutions, explore our Double Table Fiber Laser Cutting Machine or contact us to start your digital manufacturing transformation journey.















