To answer the question "Is press brake better than hydraulic press," you must first dismantle the misconception that these machines are interchangeable. While a general-purpose hydraulic press offers brute force for deep drawing and stamping, it lacks the precision control required for modern sheet metal fabrication.
This guide explores why, for bending applications, the specialized mechanics of a press brake—whether mechanical or hydraulic—far outperform standard presses in accuracy, repeatability, and versatility.
I. Cognitive Reframing: Decoding the Core Logic Behind “Better”
Before debating which machine is “better,” we must first unpack what that question really means. In the real-world context of metal fabrication, this seemingly simple comparison often hides two layers of conceptual confusion. Unless we clarify these underlying logics, any parameter-based comparison becomes meaningless.
1.1 Clearing the Conceptual Fog: Defining What to Compare
When you search for “Is a press brake better than a hydraulic press,” you’re actually crossing two distinct technological boundaries. As a decision-maker, it’s crucial to first align the battlefield:
- First Misconception: General Hydraulic Press vs. Dedicated Press Brake Many newcomers confuse a general-purpose hydraulic press with a press brake. A hydraulic press, based on Pascal’s principle, is essentially a linear pressure platform designed for deep drawing, assembly, or leveling. To use it for bending requires special dies and a highly skilled operator. In contrast, a press brake is a purpose-built machine for sheet metal forming, engineered for micron-level control of ram parallelism and bottom dead center positioning.
- Conclusion: For sheet metal forming, a dedicated press brake decisively outperforms a general hydraulic press in terms of precision, efficiency, and process capability. It’s not about being “better” — it’s about being fit for purpose. For a deeper look into the differences and applications, see press brake advantages and disadvantages.
- The Real Core: Mechanical Drive vs. Hydraulic Drive The true focus of this discussion lies in two evolutionary branches of the same species — the Mechanical Press Brake and the Hydraulic Press Brake. This is the genuine dilemma faced by countless factory owners and engineers.
1.2 The Fundamental Difference Between Two Drive Philosophies
This isn’t merely about different power sources—it reflects two distinct physical philosophies applied to metal forming.
- Mechanical: The Explosive Power of Inertia The essence of a mechanical press brake lies in its flywheel and clutch. The motor spins the flywheel at high speed to store kinetic energy, and when the clutch engages, a crank-link mechanism forcibly converts rotational motion into the ram’s linear motion.
- Characteristics: High rigidity and speed. Its power release is like a punch—once the stroke starts, it must complete its full travel.
- Limitations: This “hard linkage” means the stroke cannot be adjusted mid-process, and full tonnage is available only near the bottom of the stroke. It’s an all-or-nothing approach that lacks flexibility.
- Hydraulic: The Controlled Strength of Static Pressure The hydraulic press brake relies on fluid pressure within cylinders to drive the ram.
- Characteristics: Full tonnage across the entire stroke with precise control. It behaves like a powerful hand—able to pause, press, or retract at any point in its travel, maintaining consistent force throughout.
- Advantages: This “soft linkage” offers exceptional process adaptability. Combined with modern CNC systems, it easily handles complex air bending and automatic angle compensation. For further comparison, review hydraulic press brake vs electric press brake.
1.3 New Variables in Modern Manufacturing Selection
If your understanding still rests on the old notion that “mechanical is fast and hydraulic is slow,” your decision model is two decades out of date. Modern manufacturing has introduced two disruptive variables that have completely redefined performance evaluation:
- The Rise of a Third Force: Servo and Hybrid Systems The emergence of servo-electric and hybrid (electro-hydraulic) press brakes has shattered the binary divide. They preserve the hydraulic system’s high tonnage while achieving the responsiveness of mechanical drives — and reduce energy consumption by 30–50%. Today, the real question is not black or white, but how to find the optimal balance between efficiency and energy use. Check our latest brochures for comprehensive technical data on modern hybrid systems.
- A Shift in Decision Metrics: From CAPEX to OPEX Comparing only the purchase price (CAPEX) is no longer meaningful. Smart managers now calculate the cost per bend. A lower-priced mechanical brake that wastes hours in die changes or causes scrap due to setup errors can end up far more expensive in long-term operating costs (OPEX) than a high-end, efficient hydraulic model.
Thus, asking “which is better” is a false question. The real one is: Which drive philosophy best matches your current production mix and your future process roadmap?
II. Head-to-Head Showdown: The Quantitative Battle Across Eight Core Performance Metrics

Setting sentiment and habit aside, we must return to the fundamentals of engineering. In manufacturing, determining whether a machine is “better” cannot rely on intuition—it must be examined through a rigorous performance matrix.
The mechanical press brake is not obsolete; it’s a straightforward, forceful hammer. The hydraulic model, meanwhile, resembles a highly perceptive robotic hand. When we compare them across the following key dimensions, their strengths and weaknesses become strikingly clear. For a more linguistic perspective on the term itself, see press brake or press break.
2.1 Precision and Repeatability — The Battle for Accuracy
Precision is the lifeblood of modern metalworking.
- Mechanical: Relying on Structural Rigidity The mechanical press brake’s accuracy is built on brute structural consistency. It depends on a crank-link mechanism that drives the ram to a fixed bottom dead center. In theory, as long as the frame remains undeformed, each stroke depth is identical.
- Fatal Weakness: It’s an open-loop system. Once the guides wear, the frame expands with heat, or die height is misadjusted, the machine has no way to detect or correct it. Repeatability typically stays around ±0.1 mm, degrading over time as the equipment ages.
- Physical Limitation: During long-part bending (e.g., over 3 meters), the ram and bed deflect under load. Mechanical systems cannot automatically compensate for this deflection, resulting in the classic “barrel effect” — larger angles in the center, smaller at both ends.
- Hydraulic: The Power of Closed-Loop Feedback Modern hydraulic press brakes, especially electro-hydraulic synchronized types, use full closed-loop feedback control.
- Micron-Level Control: With high-precision linear scales (from brands like Heidenhain or Givi) mounted on both sides of the frame, the system monitors ram position (Y1/Y2 axes) in milliseconds and adjusts oil flow via servo valves in real time. Even with thermal drift or mechanical wear, the CNC keeps positioning accuracy locked at ±0.01 mm or better.
- Secret Weapon — Automatic Crowning: Hydraulic press brakes feature built-in crowning systems—mechanical wedge or hydraulic cylinder based—that automatically create a slight upward bow in the bed proportional to bending force, perfectly offsetting deflection. This capability is the decisive reason hydraulic systems dominate precision sheet metal fabrication.
2.2 The Speed Paradox: Cycle Time vs. Approach Speed
“Which one is faster?” — The answer depends entirely on how you define speed.
- Mechanical Type: The Sprinter of Simple Tasks – The flywheel’s stored energy delivers an explosive burst of power. When handling short strokes and repetitive actions such as stamping brackets or clips, the mechanical press brake’s ram moves up and down at remarkable speed, making it a true production powerhouse. If your orders involve a single part produced in runs of hundreds of thousands, the mechanical press is unquestionably the speed champion.
- Hydraulic Type: All-Round Efficiency for Complex Jobs – While a hydraulic press may not match the sheer sprint speed of a mechanical one, it excels in its “variable speed strategy” and “quick die change efficiency.”
- Variable Speed Logic: A hydraulic press can follow a programmable motion curve—rapid descent, slow pressing, pressure hold, and fast return. For materials that require slow bending to prevent springback or cracking, or for air bending operations, the hydraulic press can shorten non-productive stroke time (since the ram doesn’t need to return fully to the top each cycle), often outperforming mechanical presses in overall cycle efficiency.
- Quick Tool Change Advantage: This is the biggest hidden cost factor. Changing dies on a mechanical press may take tens of minutes or even longer, often requiring manual adjustment. In contrast, with modern CNC controls and hydraulic quick-clamp systems, a hydraulic press can complete a tool change in just 3–5 minutes. In today’s “high-mix, low-volume (HMLV)” production environments, the hydraulic press delivers far superior overall throughput.
2.3 Tonnage Output and Forming Capability
- Mechanical Type: Not Just Limited Force, but Risky Force
- The Sine Curve Trap: A mechanical press delivers its rated tonnage only near the bottom of the stroke—just a few millimeters before bottom dead center. If you need to perform deep drawing or embossing operations mid-stroke, the available force drops dramatically.
- The Lock-Up Nightmare: If die setup is off or the material is too thick, the ram may attempt to travel past bottom dead center, causing a “stuck on bottom” situation. This mechanical lock-up can require cutting the die or even torching parts of the frame to release it—an extremely high-risk event.
- Hydraulic Type: Full Power Throughout the Stroke
- Constant Pressure: As long as the pump is running, a hydraulic press brake can deliver 100% of its rated tonnage at any point in the stroke. This makes it the go-to choice for thick plates, deep boxes, or specialized forming applications.
- Built-in Overload Protection: Hydraulic systems are equipped with relief valves. When the pressure exceeds the set limit, the oil automatically bypasses back to the tank, halting the ram’s movement. No structural damage, no broken dies—an inherently safe engineering design.
If you are evaluating your next machine investment along these lines, you can contact us for tailored technical advice.
2.4 Safety and Ergonomics (Safety Critical)
- Mechanical Type: The Legacy Hazard – Traditional mechanical press brakes rely on flywheel inertia. Once the clutch engages, the ram must complete the full stroke before stopping—unless an expensive and sophisticated clutch-brake system is installed. This lack of immediate stop capability earned it the nickname “finger cutter.” It’s also difficult to integrate with modern laser safety curtains because of its long and inconsistent stopping distance.
- Hydraulic Type: Full Control at Any Moment – Hydraulic systems operate under precise static control. The ram can stop, hold, or reverse instantly at any micro-level position. This allows seamless integration with advanced laser safety systems (such as Lazersafe). If an operator’s hand breaks the light curtain, the machine can lock the ram within milliseconds. The “slow descent alignment” mode further reduces operator anxiety, especially for novices.
2.5 Noise and Working Environment
- Noise Levels: Mechanical press brakes generate sharp clutch impacts and gear meshing noises that penetrate deeply and often cause floor vibrations. Long-term exposure poses a serious hearing risk to operators.
- Hydraulic Evolution: While older hydraulic presses produced constant pump noise, modern servo-hydraulic systems now operate with “on-demand oil supply.” The motor stops when idle, resulting in an almost silent workspace.
- Cleanliness Challenge: The hydraulic press’s only environmental drawback is potential oil leakage due to seal wear, which slightly increases floor maintenance costs. Mechanical presses, by contrast, are generally “dry and clean.”

Interim Summary of Strengths and Weaknesses
| Dimension | Mechanical Press Brake | Hydraulic Press Brake (CNC) | Winner |
|---|---|---|---|
| Bending Accuracy | Low (±0.1 mm), no compensation | Very high (±0.01 mm) with compensation | Hydraulic |
| Single-Part Speed | Extremely fast (for simple parts only) | Fast (excels in complex parts and quick die changes) | Depends on scenario |
| Force Characteristics | Full power only at bottom, risk of lock-up | Full power throughout stroke, overload protection | Hydraulic |
| Safety | Poor (high inertia) | Excellent (instant stop capability) | Hydraulic |
| Maintenance Difficulty | Low (simple structure) | Medium-High (requires hydraulic expertise) | Mechanical |
III. The Economics: A Deep Dive into Total Cost of Ownership (TCO)
Beyond the illusion of “affordability,” savvy managers focus on the real question—whether a machine is economical to operate over time. In equipment selection, the purchase price (CAPEX) is only the tip of the iceberg.
Over the next 5–10 years, the operational expenses (OPEX) that quietly erode profit margins are the true determinants of competitiveness. Let’s break down the total cost of ownership (TCO) to see the full picture.
To explore case studies and detailed ROI models, visit ADH Machine Tool. A purchasing decision isn’t just about immediate cash flow—it’s a strategic bet on the future value of your assets.
- The Investment Gap:
- Mechanical (Used/Refurbished): A tempting “entry trap.” A 100-ton vintage mechanical press brake might cost only $15,000–30,000 on the used market. For small workshops with tight budgets and simple bracket production needs, this may feel like the only ticket in.
- Hydraulic (Mainstream CNC): The standard configuration of modern manufacturing. A reliable CNC hydraulic press brake typically starts at $60,000–90,000, with high-end European or American models exceeding $150,000.
- Servo-Electric (Technology Premium): At the top of the technology ladder, its upfront investment is usually 25–30% higher than a hydraulic press of the same tonnage.
- Residual Value – The Final Line of Defense for Assets:
- Hydraulic Advantage: Thanks to standardized CNC systems, readily available spare parts, and compliance with modern safety standards, branded hydraulic presses often retain 40–50% of their resale value even after a decade of service.
- Mechanical Decline: Older mechanical models face compliance challenges (they cannot easily be upgraded with OSHA/CE-compliant light curtains) and pose high operational risks. As a result, their resale value has plunged to near scrap prices. Many Western companies refuse to repurchase such equipment due to potential workplace injury liabilities.
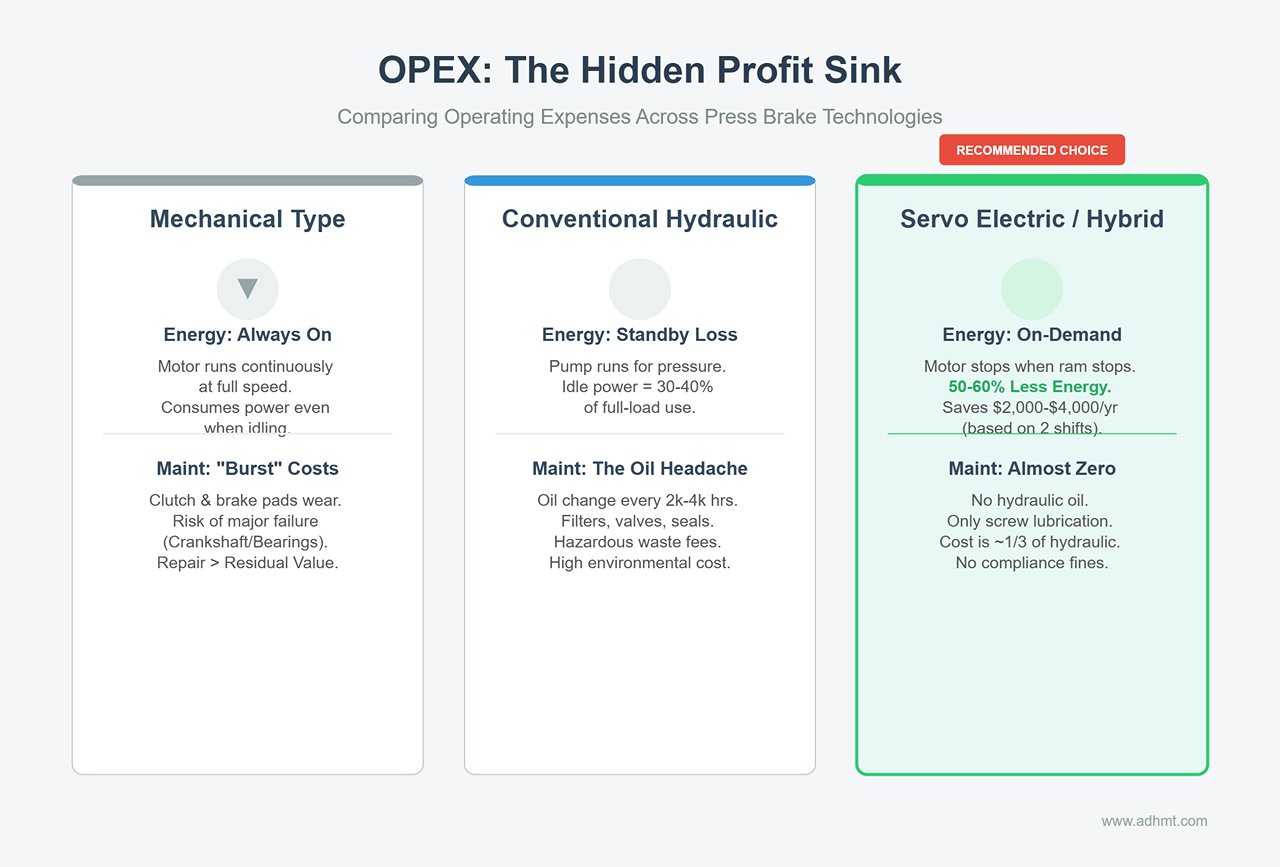
3.2 Operating Expenses (OPEX): The Hidden Profit Sink
This is the real “profit killer.” Two machines may look identical side by side, yet their electricity meters and financial statements tell entirely different stories.
- Energy Consumption Reality Check: From Constant Idling to On-Demand Power
- Mechanical Type: To keep a massive flywheel spinning, the motor must run continuously at full speed. Even when operators pause to read drawings or load materials, the power meter keeps ticking.
- Conventional Hydraulic Type: While more efficient than mechanical presses, the main pump motor still needs to keep running to maintain standby pressure. Idle power consumption typically accounts for 30%–40% of full-load energy use.
- Servo Electric / Hybrid Type: Achieves true on-demand power supply—when the ram doesn’t move, the motor stays still. Field data shows servo models consume 50%–60% less energy than traditional hydraulic machines. Assuming two-shift operation, that translates to an annual electricity savings of $2,000–$4,000, effectively offsetting part of the initial price difference.
- The Maintenance Cost Iceberg: Oil and Compliance
- Mechanical Type: Simple in structure but prone to “burst” maintenance costs. Routine lubrication is minor, but clutch and brake pads wear out frequently. If a flywheel bearing seizes or a crankshaft breaks, repair expenses often exceed the machine’s residual value.
- Hydraulic Type: The biggest headache lies in hydraulic oil. Every 2,000–4,000 hours, hundreds of liters must be replaced, along with filter changes, valve cleaning, and seal maintenance to prevent leaks.
- Hidden Fines: Don’t overlook environmental costs. Waste hydraulic oil is classified as hazardous waste, and compliant disposal fees rise year after year. In contrast, fully electric press brakes are nearly maintenance-free (only occasional screw lubrication), with annual maintenance costs at roughly one-third of a hydraulic model’s.
3.3 ROI (Return on Investment) Calculation Model
Don’t just focus on saving money—focus on how to make it. Different order patterns lead to completely different ROI logics.
- Model A: High-Mix, Low-Volume (HMLV)
- Scenario Characteristics: Handles dozens of different parts daily, with frequent die changes.
- Winners: CNC Hydraulic / Servo Electric Machines
- Logic: Mechanical machines require about an hour for die setup, whereas modern CNC hydraulic presses with quick-clamp systems need only five minutes. The 55 minutes saved is pure profit. Combined with CNC’s near-zero first-piece scrap rate (no repeated trial bending), the higher purchase price is typically recouped within 2–3 years through improved utilization.
- Model B: Low-Mix, High-Volume (LMHV)
- Scenario Characteristics: Produces a single part type (e.g., construction fasteners) in runs of up to one million pieces with minimal tool changes.
- Winner: Mechanical Press Brake
- Logic: In settings where frequent adjustments are unnecessary, the mechanical machine’s sprint speed (high SPM) and low depreciation shine. As long as lower precision is acceptable, its per-unit cost is the lowest among all types, with a potential payback period as short as 6–12 months.
| Core Dimension | Mechanical Press Brake | Conventional Hydraulic Press Brake | Servo Electric / Hybrid |
|---|---|---|---|
| Initial Investment (CAPEX) | 🟢 Low (often second-hand) | 🟡 Medium (industry standard) | 🔴 High (+30% premium) |
| Energy Cost | 🔴 High (constant idling) | 🟡 Medium (pump standby) | 🟢 Very low (on-demand) |
| Maintenance Complexity | 🟡 Mechanical wear / clutch | 🔴 Hydraulic oil / seals / valves | 🟢 Very low (simple lubrication) |
| Scrap Cost | 🔴 High (manual trial bends) | 🟢 Low (CNC compensation) | 🟢 Extremely low (precise control) |
| Best ROI Scenario | Single-type mass stamping | Multi-type precision sheet metal | Cleanroom / high-precision manufacturing |
Conclusion: If you’re still calculating how much you can “save” by buying a mechanical press, ask yourself—will that saving cover the extra electricity, scrap losses, and potential environmental fines over the next few years? In modern manufacturing, the cheapest machine often turns out to be the most expensive.
IV. Scenario-Based Decision: Finding the “Right Match” for Your Factory
There’s no such thing as a perfect machine—only the one that best fits your business model. After understanding the technical cores and TCO (Total Cost of Ownership) of mechanical and hydraulic systems, it’s time to shift your focus from spec sheets to your shop floor.
Remember: a great procurement decision isn’t about chasing the highest specs, but about finding the optimal balance between need and capability. The following decision framework will help you cut through sales pitches and pinpoint the machine truly aligned with your operations.
4.1 Four-Step Selection Framework (Decision Matrix)
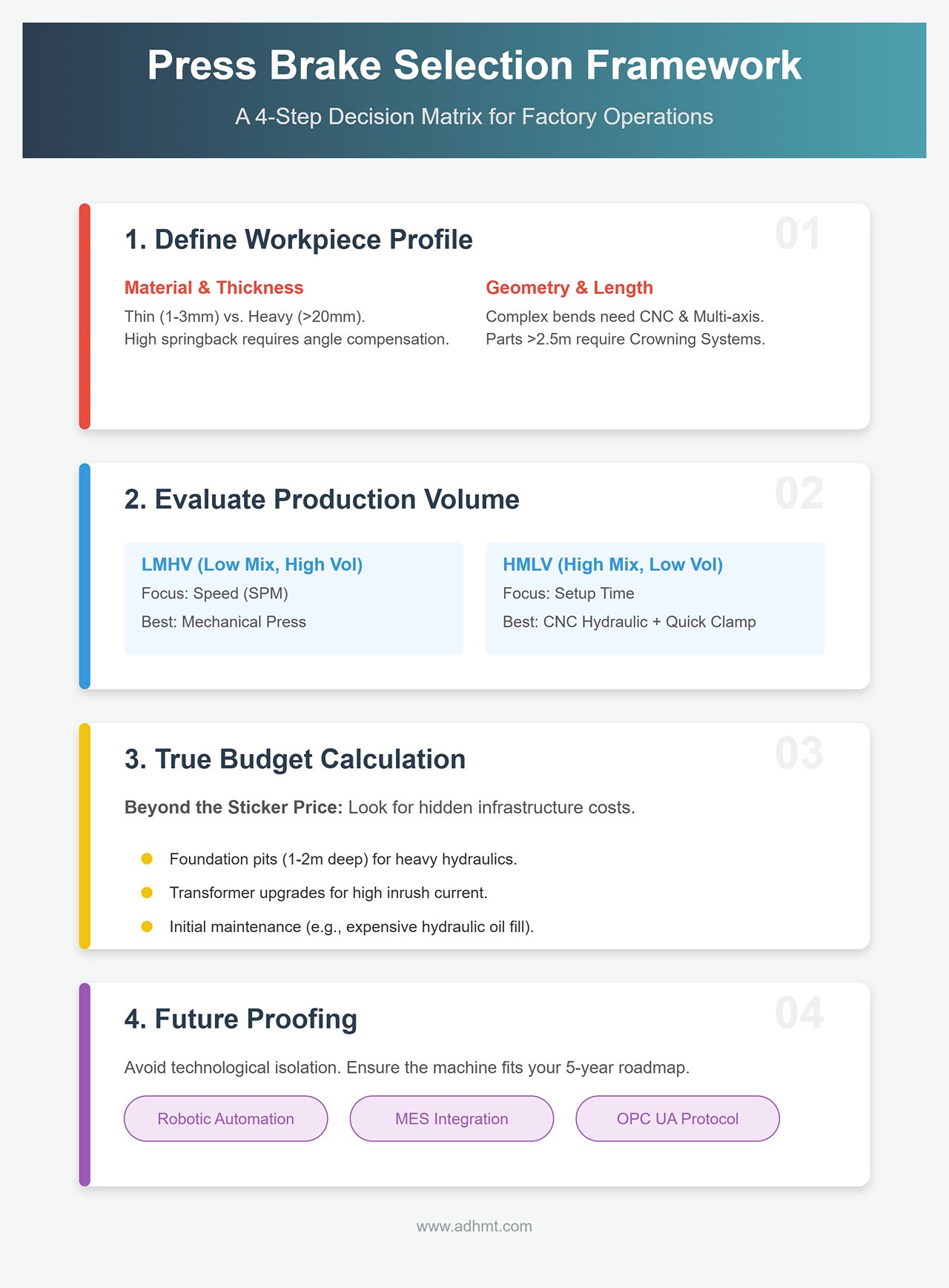
Before signing any purchase contract, plug in your factory’s real operational data and carefully run through this four-dimensional checklist:
Define the Workpiece Profile: Everything Starts with the Drawing
- Material and Thickness: Are you working with high-springback stainless steel or softer aluminum sheets? Do you mainly process thin plates (1–3 mm) or heavy-duty parts over 20 mm thick? The former demands precise angle compensation (hydraulic/electric advantage), while the latter tests machine rigidity and sustained pressure (hydraulic advantage).
- Geometric Complexity: For simple 90° bends, a mechanical press may suffice. But for deep boxes, U-shaped bends, or parts requiring clearance for ribs, you’ll need a CNC hydraulic press with generous open height and multi-axis backgauge capability.
- Length and Deformation: The longer the workpiece (over 2.5 meters), the more deflection affects accuracy under load. In such cases, a crowning system for automatic deflection compensation isn’t optional—it’s essential.
Evaluate Production Volume: HMLV vs. LMHV
- LMHV (Low-Mix, High-Volume) Mode: Few part types, large quantities—for example, producing 50,000 identical fasteners per month. In this case, die change time is negligible, and strokes per minute (SPM) reign supreme. Mechanical press brakes or presses dominate in such high-efficiency environments.
- HMLV (High-Mix, Low-Volume) Model: A scenario featuring numerous product varieties and small batch sizes (for example, switching between 20 orders per day, each with only 50 pieces). This is the mainstream model for modern sheet metal job shops. In this environment, machine speed is no longer the decisive factor—setup time and first-piece pass rate determine profit margins. The ideal choice is a CNC hydraulic press brake equipped with a quick-clamping system and offline programming capability.
Budget Calculation: Looking Beyond the Machine Price
- Don’t fixate solely on the quoted equipment price. Include hidden infrastructure costs in your budget: a heavy-duty hydraulic press may require a foundation pit 1–2 meters deep, and the inrush current during startup for high-tonnage mechanical presses might force you to upgrade your entire facility’s transformer.
- Also, set aside maintenance funds for the first year: the initial fill of anti-wear hydraulic oil for a large hydraulic press can cost several thousand dollars and must be replaced periodically.
Future Proofing: Avoiding Technological Isolation
- Revisit your five-year roadmap: Do you plan to integrate robotic bending automation? Are you looking to connect with an MES system for digital production management? If so, make sure to choose machines with open control architectures and support for standard communication protocols (such as OPC UA). Legacy mechanical press brakes are technological dead ends—they simply cannot integrate into an Industry 4.0 ecosystem.
4.2 Recommended Configurations for Typical Scenarios
Based on the logic above, here are four representative application scenarios. Find the one that fits your operation:
- Scenario A: Construction Fasteners and Simple Brackets (High Volume, Low Precision, Thin Sheet)
- 👉 Recommended Solution: High-Speed Mechanical Press Brake or Punch Press
- Core Rationale:Speed rules—ultimate efficiency through cost per part control.
- These products have generous tolerance requirements (typically $\pm 0.5mm$) and do not demand complex angle compensation.
- The flywheel energy storage mechanism of mechanical presses delivers unmatched cycle speeds for short-stroke bending (up to 60–100 strokes per minute). The simple, durable design ensures a rapid ROI as long as the orders keep coming.
- Scenario B: Precision Enclosures and Stainless-Steel Décor (High Variety, High Precision, Aesthetic Focus)
- 👉 Recommended Solution: CNC Electro-Hydraulic Press Brake (with Mechanical/Hydraulic Deflection Compensation)
- Core Rationale:A versatile workhorse balancing accuracy and flexibility.
- This is the go-to choice for professional job shops. The controllable full-stroke operation of hydraulic systems allows easy handling of different material spring-backs, achieving flawless, mark-free bends.
- When paired with modern CNC systems (such as Delem or Cybelec) and hydraulic quick-clamp tooling, job changeovers can be reduced to mere minutes—perfect for fragmented, high-mix production flows.
- Scenario C: Medical Devices, Precision Electronics, Laboratory Equipment (Cleanroom, Low Noise, Ultra-High Precision)
- 👉 Recommended Solution: Servo-Electric Press Brake
- Core Rationale:Clean operation and micron-level repeatability.
- The medical and electronics sectors often operate under strict ISO cleanroom standards, where any risk of oil leakage from traditional hydraulic systems is unacceptable.
- Servo-electric press brakes use ball-screw drives to achieve astonishing repeat accuracy of $\pm 0.001mm$. They run quietly, exhibit minimal thermal deformation, and are the undisputed choice for high-value precision components.
- Scenario D: Heavy Machinery, Shipbuilding, and Special Vehicles (Thick Plate, High-Strength Steel)
- 👉 Recommended Solution: Heavy-Duty Hydraulic Press Brake (or Tandem Configuration)
- Core Rationale:Power and physics in absolute control.
- When working with 20mm to 50mm thick steel plates or beams over 12 meters long, the required tonnage can easily reach several thousand tons.
- At that scale, mechanical structures cannot sustain continuous loads, and servo-driven systems become prohibitively expensive. Only hydraulic systems can deliver stable, safe forming pressure economically, while tandem setups address synchronization challenges for oversized parts.
V. Pitfall Prevention and Smart Procurement Strategies
Before signing the contract and committing real capital, remember this: you’re not just buying a heavy machine—you’re investing in your factory’s productivity for the next 5 to 10 years. A wrong choice doesn’t just waste the purchase cost; it leads to years of high scrap rates, inflated energy bills, and lost business opportunities.
5.1 Beware of Common Misconceptions
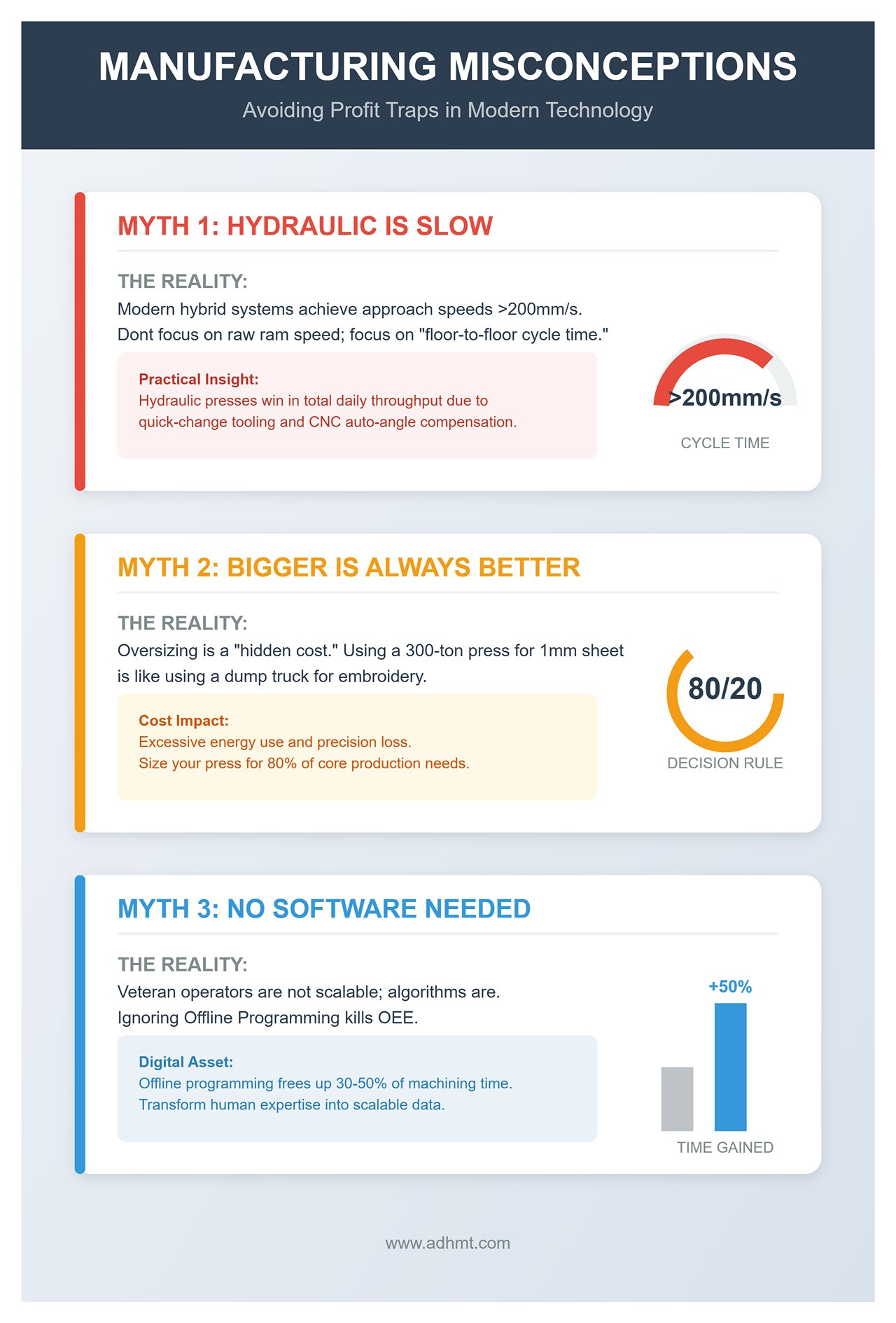
Manufacturing is full of so-called “rules of thumb” that once made sense but now have become profit traps in today’s technology landscape.
- Myth 1: “Hydraulic Presses Are Always Slower Than Mechanical Ones” — Ignoring the Complete Cycle
- Reality Check: That was true two decades ago. Modern hydraulic systems—especially hybrid models with dual-pump or servo-driven pump technology—now achieve rapid approach speeds exceeding 200mm/s, with even faster return strokes.
- Practical Insight: Don’t be misled by raw ram speed. Focus on “floor-to-floor cycle time.” While mechanical presses may excel in single-stroke bursts, hydraulic presses often win in total daily throughput thanks to quick-change tooling (completed in minutes) and CNC auto-angle compensation that eliminates repeated test bends. Remember: a machine generates value only when it’s bending, not during setup.
- Myth 2: “Bigger Tonnage Is Always Better” — The Hidden Cost of Oversizing
- Reality Check: That sense of “safety margin” is extremely costly. Using a 300-ton press to bend 1mm sheet metal is like using a dump truck to do embroidery.
- Cost Impact: First, excessive energy use—large pumps draw huge idle current. Second, precision loss—operating a hydraulic system at only 5% of its rated pressure severely reduces servo valve linearity. Worse yet, the heavy ram’s inertia makes fine adjustments sluggish, risking damage to delicate small-V dies.
- Decision Tip: Follow the 80/20 principle—size your press according to 80% of your core production needs. For the remaining 20% of extreme thick-plate jobs, outsourcing or using two smaller units in tandem often yields a more cost-effective solution.
- Myth 3: “We Don’t Need Software, Our Veteran Operators Know It All” — The Cost of Rejecting Digitalization
- Reality Check: Veteran operators retire, take sick leave, and have off days—algorithms don’t. Ignoring Offline Programming Software is one of the biggest killers of modern factories’ OEE (Overall Equipment Effectiveness).
- Reassessing Value: If an operator spends 30 minutes programming and testing for collisions directly on the machine controller, that’s 30 minutes of downtime. Offline programming software allows process engineers to complete programming, simulation, and optimization in the office, ready for instant use on the shop floor via simple code scanning. Data shows this approach can free up 30%–50% of valuable machining time, transforming human expertise into a scalable digital asset.
5.2 Key Questions for Supplier Evaluation (RFP Questions)
When faced with a sales pitch full of buzzwords, mastering this insider question list will instantly shift the negotiation power in your favor—helping you identify who’s a true technical expert and who’s merely trying to sell you hardware.
- Ask About Thermal Stability: Solutions for “Drift”
- Suggested Question: “After running continuously at full load for 4 hours, with oil temperature rising by 20°C, how much angular drift occurs? Is there a real-time oil temperature compensation mechanism or temperature-compensated linear scale?”
- Underlying Logic: The viscosity of hydraulic oil changes with temperature, causing micron-level deviations in the ram’s bottom dead center. Low-cost hydraulic presses without temperature compensation may perform accurately in the morning (±0.5°) but drift to ±2° once heated—a fatal flaw in precision sheet metal processing.
- Ask About Supply Chain Depth: Core Component Brands and Spare Parts Inventory
- Suggested Question: “Are the hydraulic valve blocks from Rexroth/Bosch or a rebranded local supplier? Are the linear scales Heidenhain/Givi or unbranded? If the main servo valve fails, do you have local spare parts in stock? How soon can a technician be on-site?”
- Underlying Logic: Equipment reliability is determined by its weakest link. Once a press brake goes down, the entire production line follows. Core hydraulic and control components must come from globally recognized brands—not only for performance, but to avoid waiting weeks for overseas shipments during critical downtime.
- Ask About Connectivity: Avoid “Data Islands”
- Suggested Question: “Does the control system natively support OPC UA or MTConnect protocols? If I plan to add a bending robot for automated loading/unloading next year, what are the costs for enabling an open API interface?”
- Underlying Logic: In the era of Industry 4.0, a machine that can’t transmit data is just expensive scrap. Many closed-system brands charge exorbitant fees—or outright refuse—to enable data connectivity, locking you out of future automation upgrades.
- Ask About Compensation Mechanisms: Mechanical vs. Hydraulic
- Suggested Question: “Is the standard configuration hydraulic crowning or mechanical wedge crowning? Is it fully CNC-controlled or manually adjusted via handwheel?”
- Underlying Logic: CNC-controlled mechanical crowning (Motorized Mechanical Crowning) is strongly recommended. Compared with hydraulic crowning, mechanical systems offer higher rigidity, zero response delay, and long-term stability without leaks or pressure fluctuations—ensuring consistent angles across the entire length of long workpieces.
VI. Summary and Future Outlook
In this in-depth comparison of mechanical versus hydraulic press brakes, we’ve dissected technical principles, uncovered hidden costs, and mapped ROI paths across various business models.
When you stand at the crossroads of equipment investment, seeking the next decade’s core power source for your factory, remember: technology itself carries no inherent superiority—only the right match for the right context.
6.1 Core Takeaways: The Ultimate Positioning of Three Key Technologies

If the world of metal fabrication were an arena, these three drive systems each occupy an irreplaceable niche:
- Mechanical Press Brake (The Sprinter): The “Speed King” of niche applications, now gradually fading from the mainstream. While not a jack-of-all-trades, it excels in high-volume, shallow-forming tasks (like stamped fasteners or simple brackets), where its flywheel delivers exceptional strokes per minute and ultra-low per-piece cost. However, safety risks, precision limitations, and lack of flexibility make it unfit for today’s high-mix, low-volume agile manufacturing. It belongs to the era of mass production—or the most cost-driven entry-level markets.
- Hydraulic Press Brake (The Decathlete): The market’s “All-Around Champion,” balancing power, precision, and adaptability. Modern CNC-controlled, electro-hydraulic synchronized systems form the backbone of most sheet metal shops. They can bend with ±0.01 mm precision like a needle, yet handle 20 mm thick marine steel with brute force. Despite challenges in maintenance and energy consumption, their mature supply chain, cost-effectiveness, and versatility ensure hydraulic presses will remain dominant in the mid-to-high-end market for years to come.
- Servo-Electric / Hybrid Systems (The Precision Surgeon): The rising “Efficiency Star,” steadily capturing the small-to-medium hydraulic segment. With falling rare-earth motor costs and advancing control algorithms, electric press brakes are no longer expensive lab prototypes. For machines under 4 meters and 250 tons, they now offer a triple advantage—no hydraulic oil contamination, zero idle energy consumption, and micron-level precision—rapidly displacing traditional hydraulics. For those pursuing top-tier OEE and environmental performance, this is the path forward.
6.2 Industry Outlook: The Next Battlefield Beyond Drive Systems
The competition ahead will no longer be defined by cylinders versus ball screws—new variables are reshaping the game:
- Automation Integration: The era of standalone machines is ending. Future press brakes must be “connectable.” The rise of panel benders and robotic bending cells demands open API interfaces and automated material handling. When selecting equipment, ensure it can integrate with MES systems and communicate with robots—otherwise, you might end up with an isolated “data island” incapable of evolution.
- Intelligent Assistance (AI & Data-Driven): With experienced bending technicians becoming increasingly scarce, machines are now expected to take on more of the “thinking.” The new generation of control systems uses AI algorithms to automatically adjust bending angles based on variations in material tensile strength (Angle Correction). They can even access cloud-based process databases to recommend the optimal die combinations and bending sequences. In the future, the real competitive edge will belong to those who can produce the most precise products with the most ordinary workers.
- Green Manufacturing: Carbon emission limits are emerging as a new threshold for equipment qualification. In Europe and the U.S., hidden tariffs are already being imposed on high-energy-consuming machines. The cost of disposing of waste hydraulic oil is soaring year by year, and noise regulations in workshops are tightening. This is not just a matter of compliance—it’s a matter of survival. The rise of servo pump control and fully electric drive technologies represents the manufacturing industry’s proactive response to this irreversible trend.
6.3 Final Action Recommendations
At this point, faced with countless spec sheets and polished presentations from various suppliers, how should you— as the decision-maker— take the final step?
My advice is straightforward and perhaps a little blunt: Don’t trust the spec sheet—trust the metal.
- Bring your “nightmare workpiece.” Choose the most challenging part from your production line—the one with the highest scrap rate or the most demanding precision requirements—and bring the actual sheet material used in production (not the supplier’s standard test sample).
- Conduct an on-site test cut. Don’t rely on demo videos. Visit the supplier’s showroom or reference factory in person. Ask them to program, set up, and perform the bending operation on the spot.
- Focus on the process, not just the result. Don’t only check whether the final part meets specifications—stand by with a stopwatch and observe:
- How long does programming take?
- How long does it take to change the tooling?
- After the first bend, how long does it take to fine-tune the angle?
- After one hour of continuous operation, are noise levels and oil temperature within normal range?
A truly "good machine" isn’t the one with the highest numbers in the brochure—it’s the one that allows your operators to turn drawings into qualified parts the fastest, and lets you sleep soundly at night. May you find the perfect partner for your factory in this technological contest.















