To master the "panel bender vs press brake for job shop" debate, fabrication managers must move beyond spec sheets and confront the new reality of high-mix, low-volume manufacturing. While the press brake remains the versatile "Swiss Army Knife" for heavy and complex bending, the panel bender has evolved into an automated powerhouse capable of slashing setup times and de-skilling operations.
This guide dissects their ROI, geometric limits, and workflow impacts to help you choose the right tool for your specific production mix.
I. Strategic Awareness: Why Job Shops Stand at the Crossroads of Equipment Transformation
The rules of the metalworking game have been completely rewritten. The days when a single long-term order could keep machines running for half a month are gone.
For today’s Job Shops—those handling diverse, small-batch fabrication tasks—the choice between a Press Brake and a Panel Bender is no longer just a matter of comparing specifications. It’s a strategic decision about which production model will survive in the new era.
1.1 Deep Dive into Industry Pain Points
Any discussion about equipment selection is meaningless without confronting the three structural crises currently reshaping manufacturing.
- The Invisible Killer of Fragmented Orders: The Normalization of HMLV Production
Traditional large-scale manufacturing is rapidly being replaced by the High-Mix, Low-Volume (HMLV) model. Customers no longer stockpile inventory—they demand Just-in-Time (JIT) delivery. This means your shop might handle 20 different orders and 50 completely distinct parts in a single day. In the old paradigm, constant setup changes became a profit drain. If half of your machine’s daily time is lost to retooling, its theoretical speed becomes irrelevant. Setup time, not run time, has become the decisive factor in Job Shop profitability. - The Skills Gap Crisis: As Master Craftsmen Fade Away
This is a silent catastrophe sweeping the global manufacturing sector. The veteran benders who could judge angles by sound and correct springback by touch are retiring, and few young workers are eager to take their place in such experience-heavy, physically demanding roles. Training a competent press brake operator typically takes 3–5 years—and even then, high labor costs and turnover rates make management exhausting. Companies are therefore pursuing a “de-skilling” path: relying on machine intelligence rather than human craftsmanship to ensure precision and consistency. - The Efficiency Paradox: Balancing Versatility and Specialization
This is the Job Shop’s greatest dilemma. To handle diverse orders, you need versatility, the ability to bend virtually any shape. Yet versatility often means inefficiency—frequent tool changes kill throughput. Press Brakes are flexible but suffer downtime from retooling; Panel Benders are lightning-fast but struggle with deep boxes or inward flanges. Striking the right balance between flexibility and productivity is the core challenge of this equipment showdown.
1.2 The Fundamental Logic Behind Two Technological Schools
Press Brakes and Panel Benders aren’t just physically different—they embody two distinct philosophies of metal forming. Understanding their underlying logic is key to recognizing each machine’s limits and strengths.
| Feature | Press Brake | Panel Bender |
|---|---|---|
| Theme | The Art of Vertical Force | The Intelligence of Lateral Motion |
| Core Principle | Based on tonnage and tooling. The ram exerts vertical pressure to force the sheet into a V-die, creating plastic deformation. | Based on the kinematics of blank holders and bending blades. The sheet is clamped horizontally while upper and lower blades perform synchronized lateral bending motions along its edges. |
| Philosophical Essence | Human-centered versatility. An open forming platform where flexibility heavily depends on operator skill (material handling, tool alignment, and angle correction). Accuracy and throughput largely hinge on the operator’s expertise and focus. | Algorithm-driven automation. Relies on machine intelligence and Universal Tooling (no manual changes needed). Robotic arms handle feeding, rotation, and positioning, effectively eliminating both setup time and human error. |
II. Six-Dimensional Performance Matrix: A Data-Driven Comparison

In the battlefield of equipment selection, vague intuition is the root of failed investments. The right question isn’t “Which machine is better?” but “In which dimension does each machine deliver a decisive tactical advantage?”
To explore these differences in depth, visit ADH Machine Tool, where you can find detailed resources and technical comparisons such as what is press brake and types of panel benders.
The following six-dimensional analysis—based on real shop floor data—reveals the true performance divide between the Press Brake (PrB) and Panel Bender (PB).
2.1 Production Efficiency and Setup Time
This is the most fundamental arena of difference—and the primary reason PBs command a higher price.
- Debunking the ‘Zero Setup’ Myth: Machine Type Setup Time Mechanism / Process Operational Impact
- Press Brake (PrB) 15–30 minutes (standard); longer for complex parts Requires manual tooling change; setup time multiplies for staged bending. Machine is idle during setup periods, producing zero value.
- Panel Bender (PB) 2–3 seconds Servo-driven universal blades and automatic blank holders adjust tooling length automatically. Enables true "Batch Size One" production by eradicating downtime from tool changes. For a comprehensive explanation of these machine types, you can refer to press brake or press break.
- The ‘Tipping Point’ of Overall Cycle Time:
- Pure Bending Speed: PBs perform bends at roughly 0.2 seconds per stroke, while PrBs—accounting for manual part handling, foot pedal operation, and ram return—average 3–5 seconds per stroke. In pure processing speed, PBs typically run at least three times faster than PrBs.
- Break-even Point (The Tipping Point): When the batch size is fewer than 5 pieces, the PB’s “zero tool change” capability gives it a crushing advantage—its total processing time is only about one-tenth that of the PrB. However, once production volumes exceed 500 pieces per part and designs are simple (for example, four bends at 90°), the gap narrows as skilled operators can push PrB speed to its limits. Even so, the PB’s ability to run unattended around the clock keeps its overall productivity in the lead.
2.2 Geometric Complexity and Forming Flexibility
This is the stronghold of the PrB—and the Achilles’ heel of the PB.
- The Irreplaceability of PrB (The King of Intricacy)
- Deep Boxes and Interference Zones: As an open-frame press system, the PrB—especially when paired with gooseneck tooling—can handle very deep box sections or extremely narrow U-channels with ease.
- Internal Features: For bends located inside enclosed structures or components with intermediate features such as louvers or flanged holes, the PrB is practically the only workable solution.
- Small Parts: As long as the part can be held by fingers or clamps, the PrB can bend it.
- The PB’s Unique Capabilities (The Master of Surfaces)
- No Die Marks: The PB’s blank holder is the only component that contacts the sheet surface, while bending is performed laterally. As a result, it completely eliminates the V-die impressions found on the back side of PrB-formed parts. This is a decisive advantage for aesthetic components such as mirror-finish stainless steel or elevator panels.
- Arcs and Hemming: Through continuous incremental bending (bump bending), the PB can automatically form various radii or closed hems without the need for frequent tooling changes, unlike the PrB.
- Pitfalls to Avoid: PBs struggle with internal flanges and have strict size constraints (typically requiring a diagonal length over 150 mm). Parts that are too small may be impossible for the robot to grip or rotate.
PBs eliminate V-die impressions and are ideal for aesthetic components like elevator panels. To explore PB capabilities further, check out types of panel benders.
2.3 Material Compatibility and Thickness Limits
Physics dictates that the PrB embodies brute strength, whereas the PB represents finesse. When dealing with materials up to 20 mm thick, the press brake remains the only viable option. Learn more about machine specifications and performance differences in the brochures provided by ADH.
- The Threshold for Thick Plate Processing
- 4 mm Carbon Steel / 2.5 mm Stainless Steel: These values mark the physical ceiling for most PBs. Beyond this thickness, the servo torque required for lateral bending rises exponentially, making such machines economically impractical.
- The PrB’s Comfort Zone: Provided the tonnage is sufficient (e.g., 200T or 400T), a PrB can easily handle steel plates up to 20 mm thick or more. For heavy industries, the PrB remains the only viable option.
- Material Sensitivity
- The PB is exceptionally gentle on material surfaces, making it the perfect partner for pre-coated sheets, aluminum panels, and decorative stainless-steel sheets.
- However, PBs are sensitive to sheet thickness tolerances. Large variations in actual thickness can directly affect bend angle precision. Though modern PBs have significantly mitigated this through adaptive control technologies, it remains a factor to consider.
2.4 Consistency and Quality Control
- Human Dependence: The bend accuracy of a PrB heavily depends on the operator’s tactile skill—how smoothly they follow the material, how firmly the back gauge supports it, and so on. Fatigue also plays a role; defect rates typically rise in the afternoon, and maintaining batch-to-batch consistency is difficult.
- Closed-Loop Feedback (MAC 2.0): High-end PBs come equipped with MAC 2.0 (Material Attitude Correction) or similar systems. During the first bend—within milliseconds—they measure the material’s springback and tensile properties, then automatically adjust subsequent bend angles in real time. The result: “first part = good part.” This eliminates the trial-and-error scrap common with PrBs, an especially critical advantage when working with high-cost materials such as copper or titanium.
2.5 Software Integration and Offline Programming
- PrB: Although most modern PrBs support offline programming, in real-world job shops many still rely on operators to perform online programming directly at the controller. This effectively turns an expensive production machine into a programming terminal, resulting in hidden capacity loss.
- PB (Art-to-Part): PBs are inherently digital. Their workflow directly interprets 3D models (STEP/DXF), automatically generating bend sequences, interference checks, and machine code. The philosophy is “program in the office, press start on the shop floor.” This de-skilling approach dramatically reduces dependence on operator experience. If you’re looking to integrate such intelligent systems, feel free to contact us for professional consultation.
2.6 Space Utilization and Energy Efficiency
- Space Efficiency (Revenue per Square Meter): A compact PB—such as the Salvagnini P2—occupies only about 18 m², yet its output equals that of three to four conventional press brakes. When factoring in the floor space required for staging, operator movement, and material flow around three PrBs, the PB’s space efficiency becomes a major advantage—especially for urban factories where every square meter counts.
- All-Electric Energy Savings: PBs, particularly all-electric servo models, consume only 5–8 kW on average and almost nothing in standby mode. In contrast, a group of hydraulic PrBs delivering similar output may draw 20–30 kW. Over time, a PB can reduce annual energy costs by 50–70%.

III. Investment Return (ROI) and Total Cost of Ownership (TCO) Analysis
In the strategic chessboard of manufacturing decisions, technical specifications are merely the appetizer—financial performance is the main course. The Panel Bender’s daunting sticker price often makes job shop owners flinch, but when the time horizon extends to 5 or even 10 years of total cost of ownership (TCO), the numbers on the balance sheet may tell a very different story.
3.1 Visible Costs and Hidden Inputs: The Iceberg Effect
When we talk about equipment pricing, we usually see only the tip of the iceberg. The cost structures of the two technologies differ fundamentally.
- Initial Purchase Cost (CapEx): A Stark Entry Barrier
- Press Brake (PrB): Low entry threshold. A standard 100-ton hydraulic press brake typically costs $30,000–$60,000; even high-end electro-hydraulic servo models with angle compensation usually fall within the $100,000–$200,000 range.
- Panel Bender (PB): An elite-level entry. This is a capital-intensive investment. Entry-level semi-automatic PBs start at around $200,000, while mainstream fully automatic servo-driven models (such as the Salvagnini P4 or Prima Power EBe series) easily exceed $500,000, with some reaching the million-dollar mark.
- Multiplier effect: In pure machine cost terms, the budget for one PB is typically enough to build a bending cell consisting of 3–4 mid-to-high-end Press Brakes (PrB).
- Overlooked hidden costs: The Press Brake’s “silent money drain”
- The tooling trap: This is the largest hidden expense of a PrB. To handle the unpredictable job mix typical of a Job Shop, you need far more than a single set of standard dies. Gooseneck tools, offset dies, knife dies, hemming tools—establishing a complete precision-ground tooling library can easily require an initial investment of $30,000–$50,000, plus ongoing wear and replacement costs. By contrast, PBs rely on universal tooling, effectively achieving near-zero tooling investment once the machine is purchased.
- Auxiliary equipment costs: When operating large PrBs to process oversized panels, you often need costly sheet followers or overhead crane systems—adding tens of thousands of dollars to the bill.
3.2 Operating Cost (OpEx) Model Simulation: Time and Labor Arbitrage
If CapEx is a one-time pain, OpEx is the daily bleed—or the daily profit engine. Here, PBs offer a truly disruptive advantage.
- Labor dividend analysis: One operator equals an entire team
- Elimination of skill premium: PrBs are heavily dependent on master-level operators, whose annual salaries are typically 30%–50% higher than those of general machine operators—and hiring them is notoriously difficult. PBs, on the other hand, are the epitome of “de-skilling”; a general operator can run them after brief training.
- Efficiency replacement: Field data shows that when processing box-type parts, one PB can produce as much as 3–4 PrBs combined.
- Cost comparison:
- PrB setup: 3 skilled operators × $65,000/year = $195,000/year.
- PB setup: 1 general operator × $45,000/year = $45,000/year.
- Conclusion: In labor alone, a PB saves about $150,000 per year—meaning that in three years, the labor savings alone can pay for half the machine.
- Energy and maintenance: The all-electric advantage
- Green economics: Mainstream PBs use fully servo-electric drives, consuming only 5–8 kW on average, with zero standby consumption. In contrast, keeping three hydraulic PrBs running can peak at 30–40 kW. At $0.15/kWh, that translates to an annual electricity saving of $5,000–$12,000 for the PB.
- Maintenance black hole: Hydraulic PrBs suffer from oil changes (hazardous waste), clogged filters, and aging seals that leak—each costing roughly $2,000 per machine per year in maintenance. All-electric PBs require only screw lubrication and cleaning, making upkeep minimal and environmentally friendly.
3.3 Payback Period Calculator: Matching Machine to Scenario
There’s no such thing as an absolute ROI—only the optimal solution for a given context. Below are two typical model scenarios for comparison.
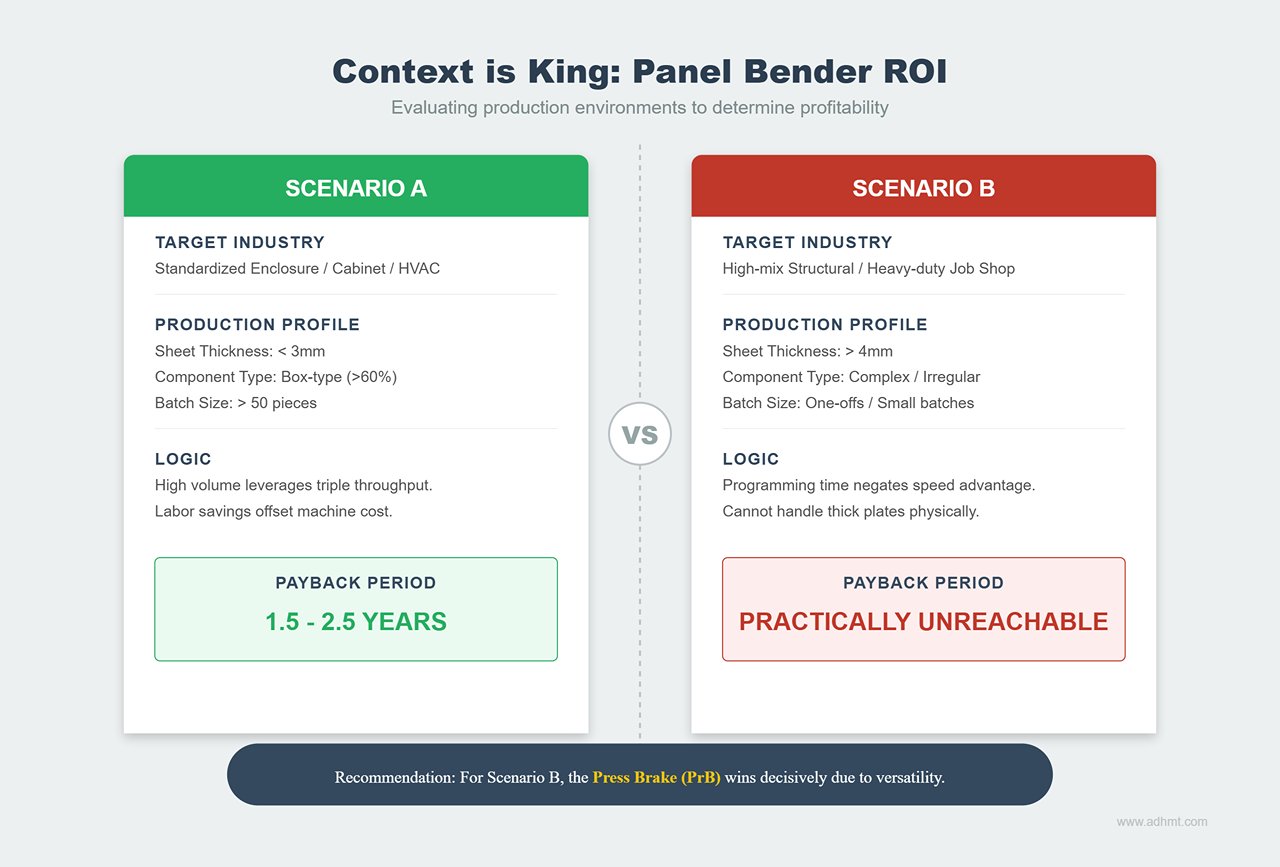
- Scenario A: Standardized Enclosure/Cabinet/HVAC Manufacturer
- Profile: Sheet thickness < 3mm; box-type components > 60% of production; batch size > 50 pieces per run.
- Payback period: Very fast (1.5–2.5 years).
- Rationale: Leveraging PB’s triple throughput and minimal labor cost quickly offsets the higher equipment price. In this case, the PB truly becomes a money-printing machine.
- Scenario B: High-mix structural or heavy-duty Job Shop
- Profile: Sheet thickness > 4mm; complex shapes; mostly one-offs or small batches; frequent internal flanges.
- Payback period: Practically unreachable.
- Rationale: Since PBs cannot handle most thick plates or irregular shapes, and their programming/setup advantages disappear in small-batch jobs, the expensive PB ends up underutilized—sometimes becoming little more than a showroom piece. Here, the PrB wins decisively thanks to its low capital intensity and versatility.
Golden decision formula: If you’re still undecided, use the following quick estimation formula:
- When ROI Index > 1.2: Go boldly with the Panel Bender—it’s your scale-up multiplier.
- When ROI Index < 0.8: Stick with the Press Brake and capitalize on its flexibility to dominate custom work.
IV. Scenario-Based Decision Guide: Which One Is Your Perfect Match?
Beyond the cold numbers on a spec sheet, equipment selection isn’t about finding “the best machine on the market”—it’s about finding the one that best aligns with your current pain points and future growth path. In the harsh battlefield of Job Shops, the wrong machine can be more damaging than having no machine at all. The following User Personas illustrate the optimal tactical configurations.
4.1 Typical Job Shop User Personas
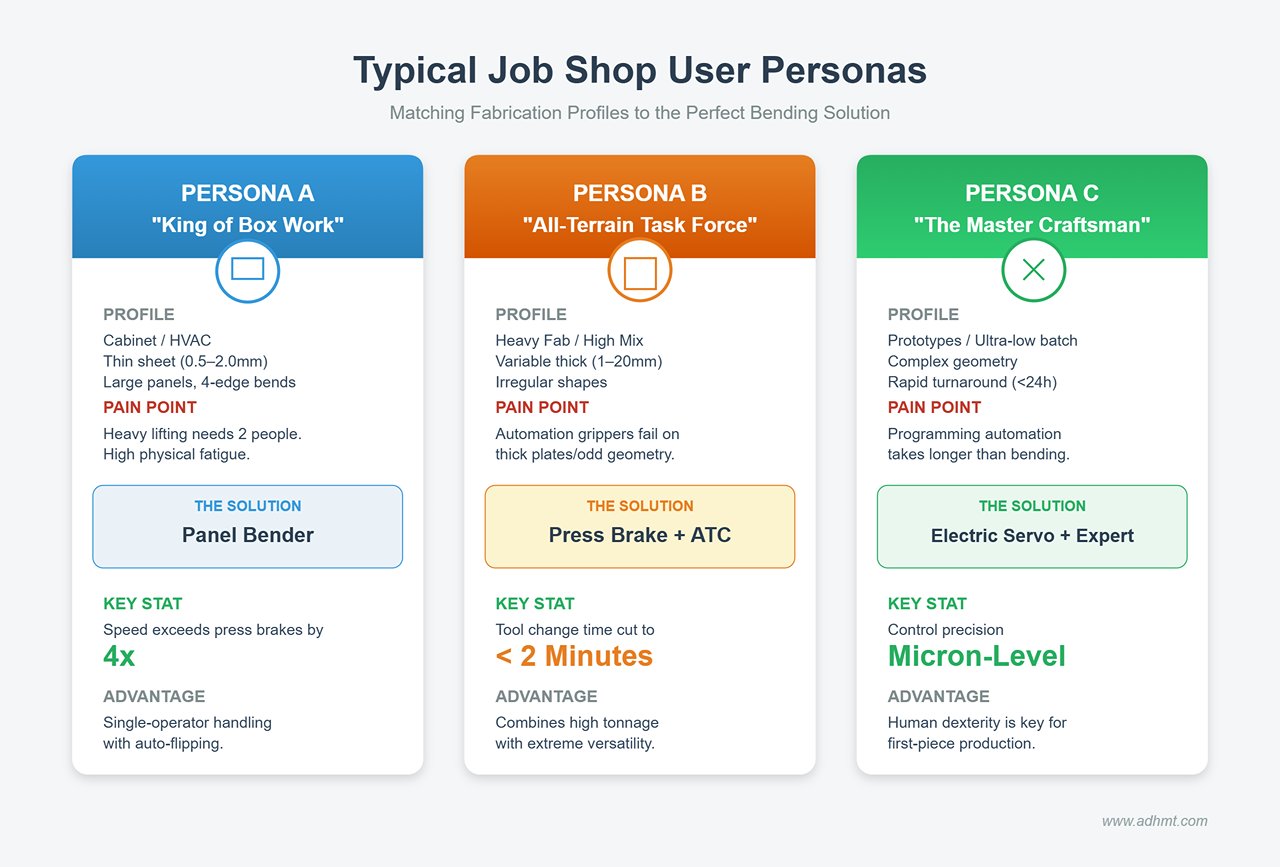
Persona A: Cabinet/Electrical/HVAC Manufacturer — “King of Box Work”
- Business profile: Products primarily use thin sheet (0.5mm–2.0mm). Whether it’s server cabinets, electrical boxes, or air conditioner housings, the key characteristics are large panels and four-edge bends.
- Pain points: Bending a 2-meter door panel on a traditional press brake requires two strong operators to lift and flip the sheet. The process is physically demanding and repetitive, leading to fatigue, injury risk, and defective parts.
- Recommended solution: The Panel Bender (Sheet Bending Center) is the absolute choice.
- Decision Rationale: PB’s horizontal operation mode allows a single operator to handle large panels effortlessly, with the added advantage of automatic edge flipping. For standard box components, its bending speed exceeds that of a traditional press brake by more than fourfold. In this context, it’s not just a machine—it’s a money-making engine.
Profile B: Heavy Fabrication / Structural Components / Multi-Material Workshops — “The All-Terrain Task Force”
- Business Profile: Orders are highly variable—cutting 1mm aluminum in the morning, bending 20mm carbon steel in the afternoon. Most parts are irregular brackets or thick structural connectors, filled with deep U-channels, ultra-short flanges, or variable cross-sections.
- Pain Points: PB’s robotic arms often can’t grip thick plates securely, or they get stuck due to interference from irregular shapes.
- Recommended Solution: High-spec Press Brake (ideally equipped with ATC—Automatic Tool Changer).
- Decision Rationale: Only a press brake can deliver the sheer tonnage required for thick-plate bending. For high-mix production where frequent tool changes are unavoidable, a press brake with ATC (Automatic Tool Changer) is the perfect solution—it retains full versatility while cutting tool change time to under two minutes, achieving the ideal balance between power and agility.
Profile C: Precision Sheet Metal / Prototype Centers — “The Master Craftsman”
- Business Profile: Typical batch sizes are 1–5 pieces with extremely short lead times (often within 24 hours). Parts tend to be geometrically complex, featuring internal flanges, hemmed edges, clinch nut recesses, and other specialized formations.
- Pain Points: Although PB is fast, the time cost of offline programming and first-piece debugging (especially gripper design for unique geometries) often outweighs the time needed for direct manual bending.
- Recommended Solution: High-precision all-electric servo Press Brake + expert technician.
- Decision Rationale: In the realm of ultra-small batches and extreme complexity, human dexterity remains irreplaceable. A high-precision all-electric press brake provides micron-level control, and when paired with an experienced craftsman, it becomes the only viable way to handle demanding prototype work.
For each use case, ADH offers detailed comparisons between press brake or press break to ensure the right equipment choice.
4.2 The Hybrid Approach
If your workshop scale allows, “1 Panel Bender + 2 Press Brakes” is often the golden ratio for modern job shops. This isn’t mere equipment stacking—it’s a production strategy built on the Pareto Principle (80/20 rule) for capacity optimization.
- Traffic Segmentation Strategy:
- PB handles the volume: Assign 80% of standardized, high-volume, flat components (such as enclosures, doors, and trays) to the panel bender. Keep it running 24/7 as the workshop’s stable base production engine.
- PrB handles the complexity: Reserve the remaining 20%—thick plates, small brackets, internal flanges, and other challenging parts—for the press brakes.
- Bottleneck Elimination: This hybrid setup eliminates the weaknesses of relying on a single machine type. PB struggles with highly complex shapes that interrupt workflow, while PrB wastes manpower on repetitive simple parts. Together, they can boost total workshop throughput by over 200%. PB frees skilled technicians to focus on high-value, complex components.
4.3 Common Pitfalls and How to Avoid Them
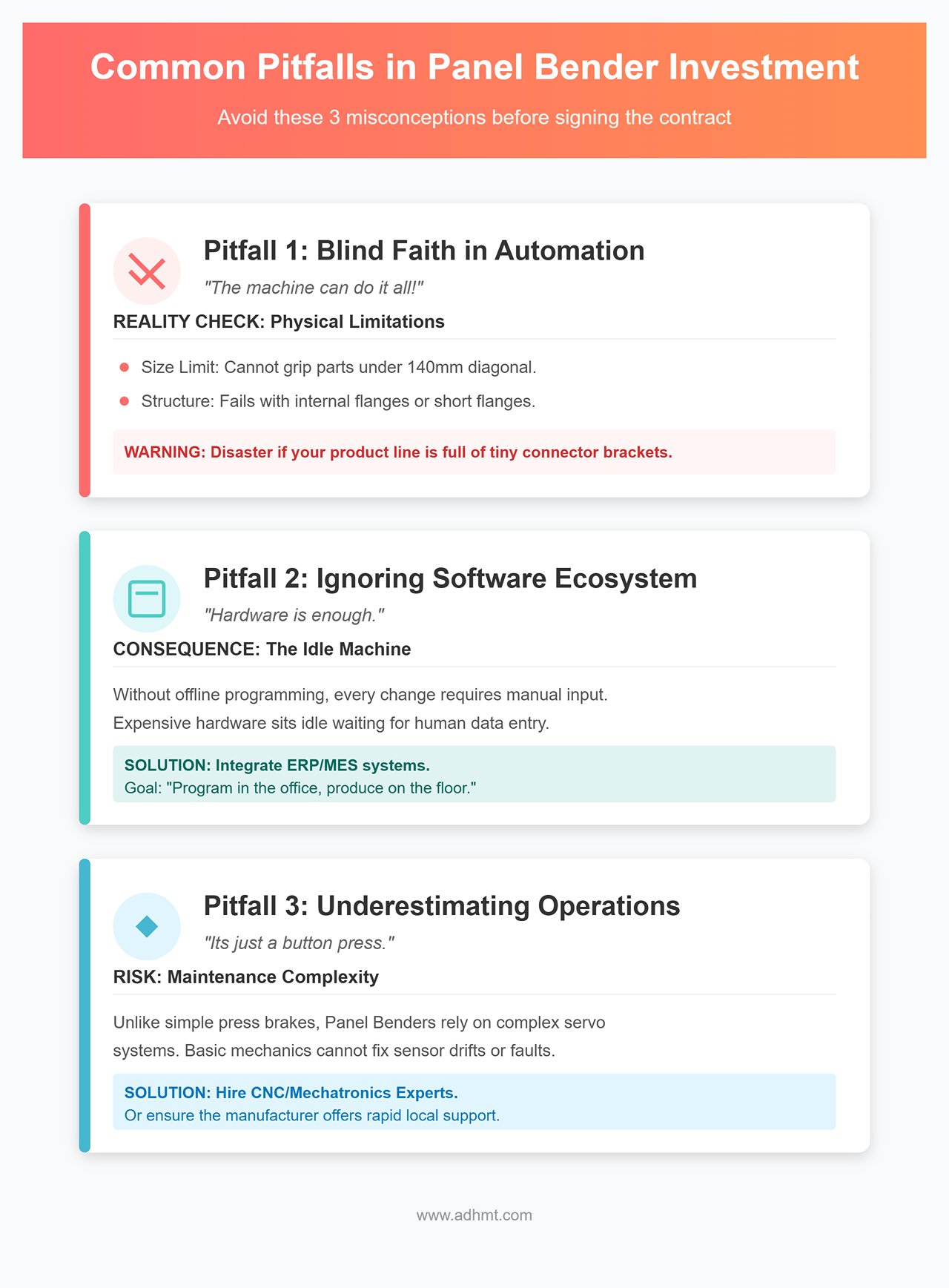
Before signing a multimillion-dollar equipment contract, avoid these three misconceptions that can turn your investment into a costly failure:
Pitfall 1: Blind Faith in Automation (“PB Can Do It All”)
- Reality Check: The Panel Bender has unavoidable physical limitations.
- Size Limitation: If a part’s diagonal is under 140mm (depending on the model), PB’s gripper simply can’t hold it.
- Structural Limitation: It cannot handle internal flanges, and for very short flanges (typically requiring >6–8× material thickness), PB cannot bend reliably.
- Warning: Buying an expensive PB only to discover your product lineup is filled with tiny connector brackets would be a complete disaster.
Pitfall 2: Ignoring the Software Ecosystem (Software Silos)
- Reality Check: Many owners invest heavily in hardware but skip the relatively small cost of a universal offline programming interface.
- Consequence: Each product change requires endless manual input on the machine screen, or incoming 3D files from customers can’t be imported. The result? An expensive machine sitting idle, waiting for human input.
- Recommendation: Treat software as equally important as the machine itself. Ensure seamless integration with your existing ERP/MES systems to achieve true “program in the office, produce on the floor” efficiency.
Pitfall 3: Underestimating the Operational Barrier
- Reality Check: While PB operation seems simple (press a button to start), maintenance and troubleshooting demand strong engineering expertise.
- Risk: A traditional press brake can often be repaired by a veteran mechanic with basic tools. But if PB’s servo system faults or a sensor drifts, most mechanics are powerless—it requires factory remote diagnostics or costly on-site service.
- Recommendation: Before adopting PB, ensure your team includes at least one engineer with CNC/mechatronics knowledge, or confirm that the manufacturer provides rapid-response local technical support.
V. Implementation and Future Outlook
Purchasing equipment is never the endpoint—it’s the beginning of real challenges. To prevent an investment worth hundreds of thousands or even millions from becoming an expensive showroom piece, you need a data-driven validation methodology and a clear forecast of technological trends over the next five years.
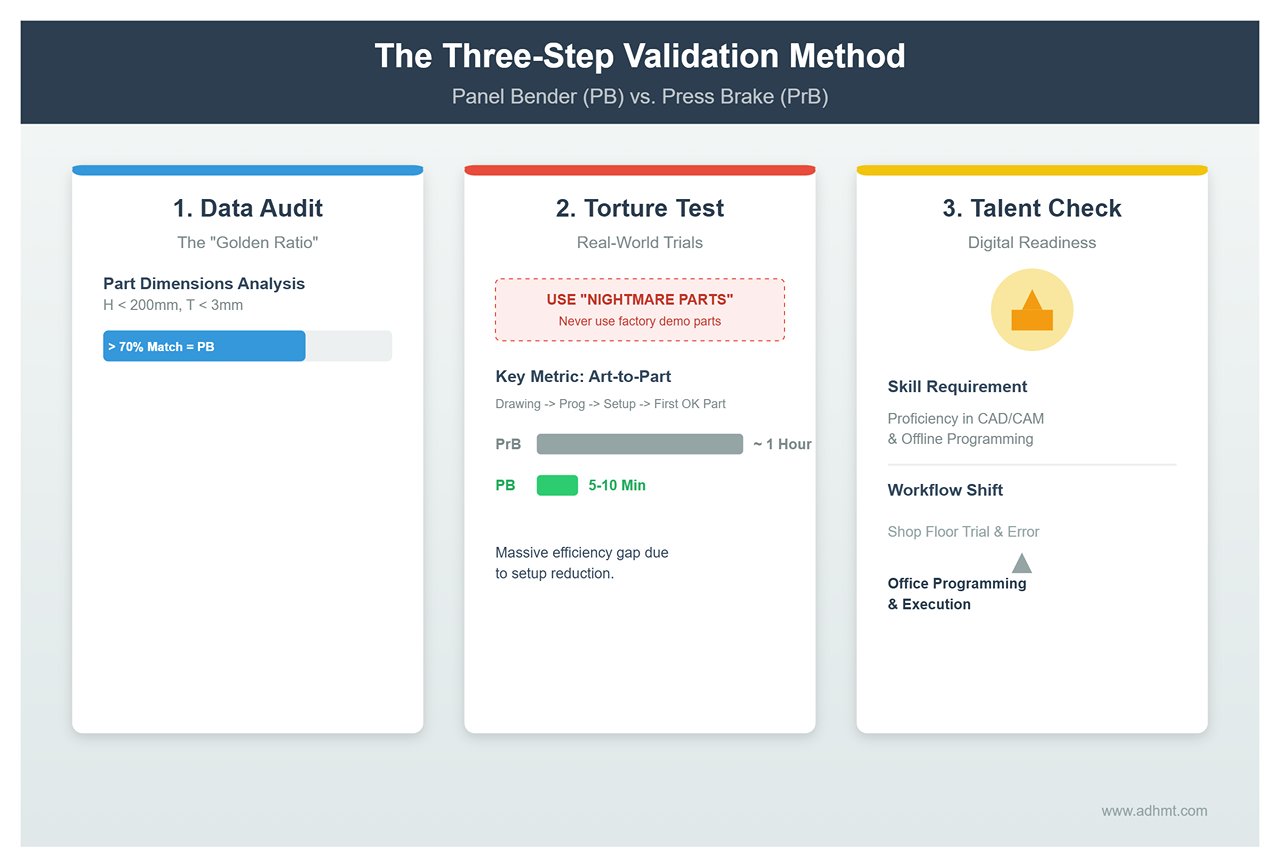
5.1 The Three-Step Validation Method Before Purchase
Before being swayed by a salesperson’s glossy presentation, let your own business data speak. This “Three-Step Validation Method” helps you strip away marketing hype and focus on production reality.
1. Data Audit — No More Guesswork
Don’t rely on vague impressions like “we’ve been making a lot of boxes lately.” Instead, open your ERP or MES system and extract all sheet metal order data from the past 12 months for a cold, factual audit:
- “Golden Ratio” Calculation: Determine the proportion of parts where bending height < 200mm and sheet thickness < 3mm.
- If this proportion is >70%: Introducing a Panel Bender (PB) is a safe bet—it will become your production powerhouse.
- If this proportion is <40%: Stick with the Press Brake (PrB), as your workload likely includes too many deep boxes or thick plates that PB cannot handle effectively.
- Batch Sweet Spot Analysis: Calculate your Average Batch Size.
- If your batches mostly fall between 10 and 200 pieces, this is the absolute stronghold of the Panel Bender (PB), where its “zero setup change” advantage is magnified to the fullest.
- If a large proportion of your work consists of single-piece batches (batch size = 1) with highly complex geometries, then a Press Brake equipped with an Automatic Tool Changer (ATC) may be the more suitable choice.
2. The Torture Test: Bring Your “Nightmare Parts”
When visiting a manufacturer’s showroom or a benchmark factory for a trial run, never use the factory’s demo parts. Those are typically simple boxes fine-tuned over countless trials—completely unrepresentative of real-world challenges.
- Real-World Sampling: Select the five parts from your shop that give your most experienced operator the biggest headaches—the ones with the highest scrap rate. For example: stainless steel parts prone to springback, internal flanges with interference, or long, narrow components.
- Full-Process Timing: Don’t just focus on the few seconds of bending. Track the entire “Drawing Import → Programming & Unfolding → Machine Setup → First OK Part Produced” cycle—also known as the Art-to-Part Time.
- Key Metric: For a job shop, if your Press Brake takes an hour to produce the first qualified part, while a Panel Bender can do it in 5–10 minutes, then even if the PB’s individual bending speed is slower, its overall productivity advantage is overwhelming.
3. Talent Assessment: The Soft Power Test
The Panel Bender’s core strength lies in its blend of hardware automation and software intelligence. Whether the equipment delivers value depends entirely on your people.
- Programming Capability Check: Does your team include younger engineers proficient in CAD/CAM software and comfortable with offline programming workflows?
- Mindset Shift: The PB operates under a “program in the office, press start in the shop” philosophy. If your current culture is still “throw the drawing to the operator and let them figure it out,” the PB’s offline programming advantage will be wasted—and the machine could end up as an idle asset due to a lack of digital readiness.
5.2 Industry Technology Evolution Trends
From a future-oriented perspective, today’s advanced equipment can quickly become obsolete if it lacks scalability. The following three trends will define the competitive landscape of tomorrow’s sheet metal workshops.
The Rise of ATC Press Brakes: The Perfect “Intermediate Species”
Automatic Tool Changer (ATC) Press Brakes are rapidly reshaping the job shop ecosystem.
- Positioning: Sitting between the traditional manual Press Brake (PrB) and the fully automated Panel Bender (PB), it retains the geometric flexibility to handle deep boxes and complex shapes like the PrB, while solving its biggest pain point—downtime from manual tool changes—through robotic tool swapping.
- Decision Advice: If your products are too complex for the PB but too fragmented for the PrB (making frequent tool changes exhausting), the ATC Press Brake stands out as both PB’s strongest competitor and the most efficient compromise available today.
Robotic Bending Cells vs. Panel Benders
This is a common misconception: many business owners assume that simply adding a robotic arm to a Press Brake equals automation.
- The Harsh Reality: Robotic Bending Cells require extremely time-consuming programming and fixture setup. They’re only practical for long, single-product runs of several thousand pieces or more.
- Flexibility Comparison: For job shops with highly variable, small-batch orders, the PB is far more flexible. It is “inherently automatic,” data-driven, and requires no teaching, whereas robots are “retrofitted automation” that often need half a day of reprogramming for each new part. Unless you’re an OEM producing server cabinets or elevator panels, think twice before investing in robotic bending cells.
Smart Manufacturing and Cloud Connectivity: Data Is the New Quality
In the future, machines will no longer operate as isolated data silos.
- MTConnect / OPC UA Protocols: Modern PBs now come standard with industrial connectivity. By uploading real-time data—such as bending current and angle compensation—to the cloud, managers can remotely monitor production status.
- Material Adaptivity: Data-driven quality control will become standard practice. The machine automatically adjusts bending parameters for the next batch based on the actual springback data from the previous one. This means you’ll rely less on an operator’s “experience” and more on “algorithms” to manage material variability.
VI. Conclusion and Call to Action
In the race to define the future of metal forming, there are no absolute winners—only the right strategic partner for your current stage of growth. Stripped of marketing jargon and technical specs, the ultimate showdown between the Press Brake (PrB) and the Panel Bender (PB) boils down to a trade-off between Versatility and Certainty.
6.1 Core Value Recap: The Duel Between the Commando and the Assembly Line
To make a decision you won’t regret, let’s clearly redefine the roles these two machines play within your workshop ecosystem:
- Press Brake: The Versatile “Commando” — It serves as the Strategic Anchor of your sheet metal shop, prized for its breadth and depth. No matter how tricky the angle, how deep the box, or how thick the plate, a skilled operator with the right tooling can always find a way. It’s your ultimate safety net—ensuring you never have to tell a client “we can’t do it.” Its essence is adaptability, though it comes at the cost of high dependence on human skill and time.
- Panel Bender: The Tireless “Production Line” — It acts as your Profit Multiplier, excelling in speed and consistency. Within its comfort zone—flat panels, enclosures, large doors—it transforms raw materials into cash flow with crushing efficiency. It removes the human variable through mechanical intelligence, turning complex custom work into standardized output. Its essence is high-throughput efficiency, but only when your products fit comfortably within its physical limits.
In short: If you value the security of being able to “make anything,” the Press Brake is your foundation. If you seek the advantage of producing “faster and cheaper than anyone else,” the Panel Bender is your sword.
6.2 Decision Roadmap: From Hesitation to Purchase in Four Dimensions
Don’t let emotions dictate a multimillion-dollar investment. Follow this four-dimensional decision logic—Product, Batch Size, Talent, and Vision—to arrive at the right conclusion.
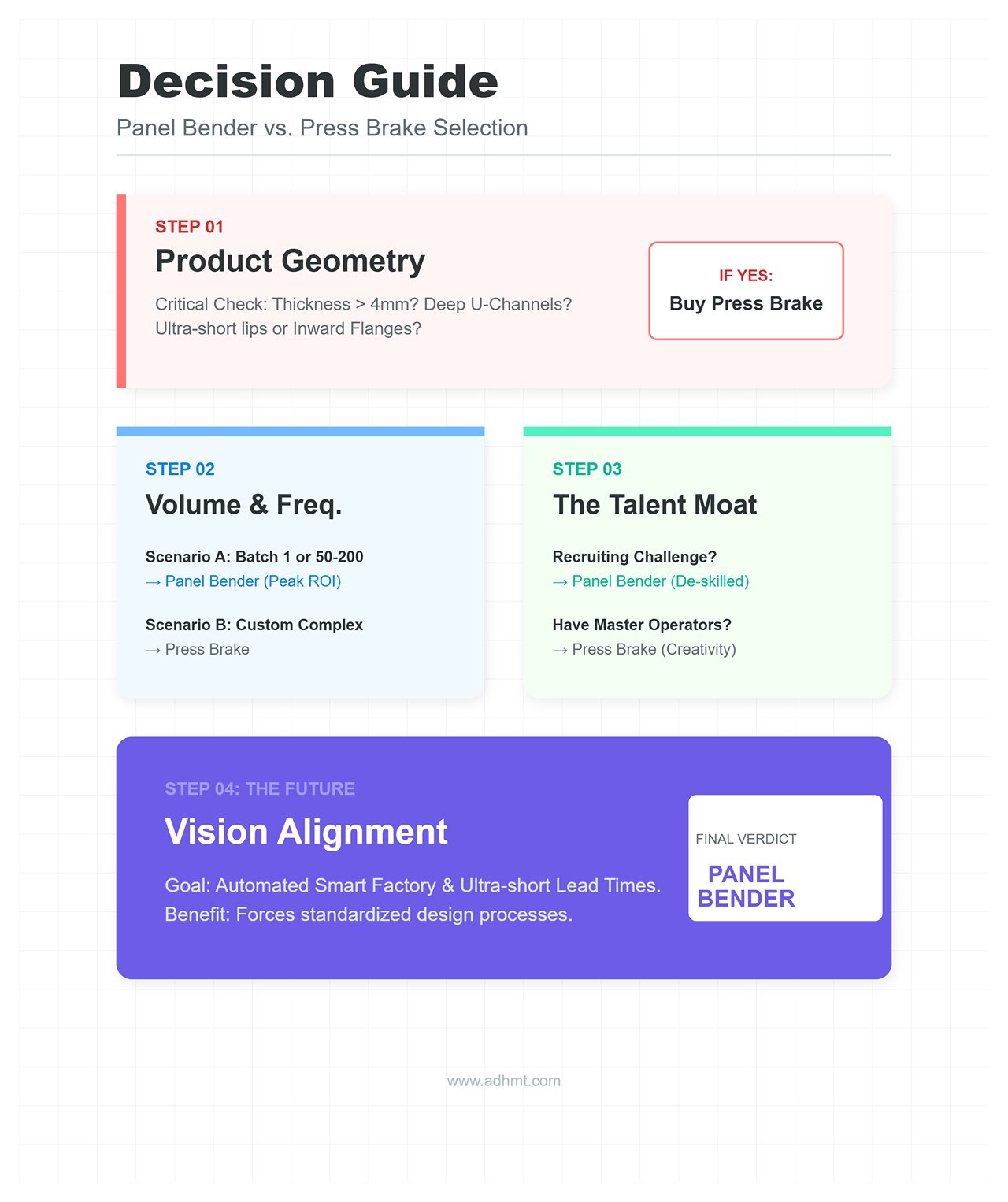
Checkpoint One: Geometric Veto (Product Geometry)
- This is your non-negotiable physical boundary. Examine your core product portfolio: do you have many inward flanges, ultra-short lips, deep narrow U-channels, or structures thicker than 4mm?
- Yes → Stop dreaming about a Panel Bender and go straight for a high-end Press Brake with ATC functionality.
- No → Move on to the next checkpoint.
Checkpoint Two: Volume & Frequency
- Calculate your average tool-change frequency and batch size per production run.
- If you’re handling massive single-piece orders (Batch Size 1) with high total volume, or batches consistently ranging from 50–200 pieces → the Panel Bender will deliver peak ROI.
- If your production mix consists mainly of low-volume, highly complex custom parts → a Press Brake is the more rational investment.
Checkpoint Three: The Talent Moat
- Assess your team honestly: do you have master operators capable of handling advanced bending equipment? Or is it extremely difficult to recruit skilled technicians in your region?
- If human resources are your biggest bottleneck → the Panel Bender, with its de-skilled operation model, is your best antidote.
- If you have deep technical expertise on your team → the Press Brake offers flexibility that unleashes human creativity.
Final Verdict: Vision Alignment
- Don’t buy equipment merely to fulfill today’s orders. Invest for the next five years of your business model and competitive edge.
- If your goal is to become a highly automated, digital smart factory—or to dominate the market through ultra-short lead times—then even if it hurts at first, commit to the Panel Bender. It forces you to build a standardized front-end design process that future-proofs your operations.
Final Recommendation: If budget allows, the optimal Job Shop setup isn’t an either/or choice—it’s a hybrid strategy. Use the Panel Bender to handle 80% of your standardized production capacity, and free up your top craftsmen to operate the Press Brake for the remaining 20% of high-value, complex parts.
Now, armed with this clarity, approach your equipment suppliers with confidence. No longer should you buy what they pitch—you’ll know precisely which piece of the puzzle you need to build your future sheet metal empire.















