I. Introduction
In the world of modern manufacturing, precise and efficient cutting technologies are essential for shaping various materials. Among the most popular and versatile methods are laser cutting and waterjet cutting. For shops seeking to optimize metal processing efficiency, exploring advanced equipment such as the Single Table Fiber Laser Cutting Machine can be a practical starting point.
1. Understanding Laser Cutting
Laser cutting is a technology that uses a high-powered laser beam to cut materials with exceptional precision. The process involves three main components:
- The laser source: Generates the high-powered laser beam
- The delivery system: Directs and focuses the laser beam onto the material
- The CNC system: Controls the movement of the laser or the material being cut
To help manufacturers evaluate different models, downloadable equipment brochures can provide deeper insight into system configurations and capabilities.
Types of laser cutting machines
CO2 Lasers
- Most common type for general-purpose cutting
- Ideal for cutting, engraving, and marking non-metallic materials like wood, acrylic, textiles, and some plastics
- Can also cut thin metals
- Wavelength: 10.6 micrometers

Fiber Lasers
- More efficient and powerful than CO2 lasers
- Excellent for cutting metals, including reflective ones like copper and brass
- Also effective for marking and engraving
- Wavelength: 1.064 micrometers
When selecting fiber laser systems, options such as a Dual-use Fiber Laser Cutting Machine offer greater flexibility by supporting both sheet and tube cutting operations.
Nd:YAG (Neodymium-doped Yttrium Aluminum Garnet) Lasers
- Used for high-power applications and precision cutting
- Suitable for cutting and engraving metals and some plastics
- Wavelength: 1.064 micrometers (same as fiber lasers)
2. Understanding Waterjet Cutting
Waterjet cutting is a versatile and powerful technology that uses a high-pressure stream of water to cut through various materials. The key components of a waterjet cutting system include:
- High-pressure pump: Generates the required water pressure
- Cutting head: Houses the orifice and focuses the water stream
- Abrasive feeding system (for abrasive waterjets): Introduces abrasive particles into the water stream
- CNC control system: Guides the cutting head's movement for precise cuts
Types of waterjet cutting
Pure Waterjet Cutting
- Uses only high-pressure water
- Suitable for soft materials like rubber, foam, food products, and thin plastics
- Ideal for applications requiring no heat-affected zone
Abrasive Waterjet Cutting
- Combines water with abrasive particles (usually garnet)
- Capable of cutting harder materials like metals, stone, glass, and composites
- More versatile but slightly slower than pure waterjet cutting
These techniques are widely used across industries for their ability to create detailed cuts with minimal waste. However, each method has its unique strengths and limitations, making the choice between them crucial depending on the specific requirements of a project.
This article aims to provide a comprehensive comparison: laser cutting machine vs waterjet, highlighting their working principles, applications, cost implications, and more.
II. Working Principles
| Processing Method | Working Principles | Advantages |
| Laser Cutting | -Uses a highly focused laser beam to melt, burn or vaporize material -The laser beam is generated by exciting a lasing material like CO2, fiber or crystal -Beam is directed through mirrors/optical fibers and focused onto the workpiece with a lens -Concentrated light energy heats material to melt or vaporize it, allowing precise cutting | Most effective for cutting thin materials and intricate designs with minimal kerf width |
| Waterjet Cutting | -Utilizes a high-pressure stream of water, often mixed with abrasive particles like garnet -Forces water through a small nozzle at pressures up to 60,000 psi -The water/abrasive mixture erodes and cuts through the material | -Can cut a wide range of materials from metals and stone to glass and composites -Excels at cutting thick, dense materials without causing heat-affected zones |
III. Comparison of Key Factors
1. Material Compatibility
- Laser Cutting: Laser cutting works well with a wide range of materials including metals (steel, aluminum, titanium), plastics, wood, glass, and ceramics. However, it has limitations with highly reflective materials that can deflect the laser beam and potentially damage the machine. Laser cutters are generally limited to cutting thicknesses up to about 30-40 mm.
- Waterjet Cutting: One of the biggest advantages of waterjet cutting is its extremely broad material compatibility. Waterjets can cut virtually any material, including all metals, composites, stone, glass, ceramics, and even food products. Waterjet is especially advantageous for cutting very thick materials up to 250-300 mm.
2. Cutting Thickness
- Laser Cutting: Laser cutters are best suited for cutting thinner materials, with a typical maximum effective cutting thickness of around 30-40 mm depending on the laser power. Cutting speed decreases significantly as material thickness increases.
- Waterjet Cutting: Waterjet excels at cutting much thicker materials compared to laser. High-end waterjet systems can handle material thicknesses up to 300 mm. This makes waterjet ideal for applications requiring deep cuts in thick stock material.
3. Precision and Quality
- Laser Cutting: Laser provides very high precision cutting, capable of extremely fine detail. It has a very small minimum kerf width around 0.15 mm. Laser produces smooth edges and is excellent for intricate cuts and tight tolerances.
- Waterjet Cutting: While not quite as precise as laser, waterjet still offers good accuracy with a kerf width of about 0.5 mm. A key advantage is no heat-affected zone, which preserves material properties and prevents warping.
4. Speed and Efficiency
- Laser Cutting: Laser is a much faster cutting process, especially in thinner materials. Cutting speeds can reach 20-70 inches per minute, making laser very efficient for high volume production.
- Waterjet Cutting: Waterjet is relatively slower, with typical cutting speeds around 1-20 inches per minute, especially in thicker materials. However, its versatility to cut very thick and diverse materials is a key benefit.
5. Environmental and Safety Considerations
- Laser Cutting: Laser can generate fumes and toxic gases when cutting certain materials like plastics. Proper ventilation and filtration is important. Overall waste and required clean-up is minimal.
- Waterjet Cutting: Although waterjet produces significant waste water and used abrasive, it does not generate harmful fumes. The process is very loud and requires hearing protection. Waste water and abrasives must be properly handled.
Ⅱ. In-Depth Comparison Across Eight Core Performance Dimensions (Quantitative Assessment)
This section pulls back the curtain on the hidden battle that lies beneath the surface of neat-looking process parameters. Most equipment vendors showcase only their best-case test results, but here we ground everything in real-world shop floor performance. Our goal is to reveal the true economic picture and physical limits of these two processes when they’re pushed to their extremes.
2.1 A Comprehensive Look at Material Compatibility: Who’s the Real “All‑Rounder”?
Don’t get carried away by claims of “universal cutting.” In reality, the material’s core physical properties—thermal conductivity, reflectivity, and toughness—often determine whether a cutting method will succeed or fail.
- The “80/20 rule” in the metalworking field:
- Fiber Laser:Now the dominant technology for metal sheet processing worldwide, commanding roughly 80 percent of the market. For carbon steel and stainless steel, it stands as the undisputed leader in efficiency.
- The Hidden Threat of Highly Reflective Metals: Even though newer fiber laser systems claim to cut copper and aluminum with ease, back‑reflection remains a leading cause of equipment failure. When working with pure copper, gold, or silver, the reflected beam can quickly damage costly fiber combiners if the machine isn’t equipped with a specialized anti‑reflection isolator. Most warranties explicitly exclude this type of damage, making it a critical risk that shops often underestimate.
- The true stronghold for non‑metals and composite materials:
- Waterjet Strengths: When it comes to materials like stone, ceramics, bullet‑resistant glass, and thick rubber, waterjet cutting is virtually the only practical cold‑processing method available.
- Explosion-like risk in carbon-fiber (CFRP) cutting: When using a waterjet on carbon fiber, the moment of piercing is especially prone to delamination. Industry experts mitigate this by using vacuum-assisted piercing or by reducing the initial cutting pressure to below 10,000 PSI. While this approach significantly slows the cycle time, it greatly improves yield consistency and overall part quality.
- Laser No‑Go Zone: A critical reminder — never use a laser to cut PVC or polycarbonate. When heated, PVC releases chlorine gas that converts into hydrochloric acid, which can corrode and rust high-value laser optics and guide rails within days, potentially causing catastrophic equipment failure.
2.2 Analyzing the Break-Even Point Between Thickness and Cutting Speed
This curve is the single most critical factor in cost calculation. We define an “efficiency inversion point,” which typically occurs in the 15–20 mm range, depending on the laser’s power rating.
- Ultra‑thin Sheet Speed Zone (<6 mm):
Laser cutting delivers an undisputed, overwhelming advantage here. A 12 kW fiber laser can cut 1 mm stainless steel at 40–60 meters per minute, more than 50 times faster than a waterjet. Using a waterjet in this range would send per‑piece costs soaring due to its high hourly operating expense. - Mid‑to‑thick plate competitive range (6 mm–25 mm):
- 6mm-12mm: Laser cutting still maintains an advantage, though that lead is steadily shrinking.
- 12mm–25mm: Laser cutting begins to show noticeable declines in edge quality, requiring a high gas‑consumption “bright‑cut” process to maintain perpendicularity. In contrast, waterjet cutting continues to deliver stable, linear performance.
- Heavy Plate Industrial Zone (>25 mm):
- Laser: Its efficiency drops off sharply—almost exponentially—and it becomes highly prone to incomplete cuts or severe bottom-side dross buildup.
- Waterjet cutting: Its strength lies in consistent linear cutting performance. Although relatively slow (about 2–10 inches per minute), it can reliably cut through steel billets 100 mm to even 200 mm thick, and it avoids the extensive post‑cut cleanup typically required with flame cutting.

2.3 Precision and Tolerance Grades: A Micron-Level Contest
High-precision positioning: Modern fiber lasers typically achieve ±0.03 mm to ±0.05 mm, and because the process is non‑contact, it avoids introducing mechanical stress. Waterjet systems usually deliver ±0.1 mm to ±0.25 mm, which is often insufficient for high‑precision fits such as H7‑grade bearing bores. In most cases, additional finishing—typically light milling—is required to meet final tolerances.
- Dynamic Error: Refers to accuracy deviations that occur when the system is in motion, typically caused by rapid acceleration, vibration, or sudden load changes.
- Stream Lag: A waterjet stream behaves like a flexible noodle. As it moves at high speed, the lower portion of the jet trails behind the upper portion. This means the system must slow down significantly when cutting corners; otherwise, the bottom of the cut curves sharply and deviates from the intended path.
- Micro‑feature capability: Lasers can produce holes with diameters smaller than the material thickness (for example, a 1 mm hole in a 3 mm plate). Waterjets, however, are constrained by the diameter of the abrasive nozzle—typically 0.76 to 1.0 mm—making it difficult to create very fine contours or sharp internal corners.
2.4 Edge Quality and Surface Roughness (Ra)
- Laser-Cut Surface:
- Recast Layer: The laser’s extreme heat leaves behind an ultra-thin oxidized hardened layer along the cut surface. If your next steps involve tapping or precision welding, this brittle skin can be a serious problem—it greatly increases the risk of tap breakage and can cause porosity or other defects in welds.
- Striations: Thin sheets generally come out smooth, but as the material gets thicker, longitudinal striations become increasingly pronounced.
- Waterjet Cut Surface:
- Matte, sandblasted texture: The cut surface shows a uniform sandblasted finish, and in thick-plate processing, its surface roughness (Ra) is typically superior to that of laser cutting.
- No heat-affected zones: Waterjet cutting leaves the edges free from any metallurgical changes, allowing threads to be tapped directly afterward—one of the qualities machine shops value most.
- V-shaped taper: Unless you use an expensive five-axis dynamic compensation cutting head, waterjet cuts naturally exhibit a wider top and narrower bottom, creating a taper of roughly 0.5–1 degree on each side.
2.5 Thermal Effects and Material Integrity
- Zero Heat-Affected Zone (Zero HAZ): In the aerospace industry, this is the waterjet’s signature advantage. Titanium alloys and nickel-based alloys like Inconel are extremely sensitive to heat; laser cutting can introduce microcracks that may cause components to fail fatigue testing. Waterjet cutting, by contrast, is a truly cold process that preserves the material’s original properties in full.
- Thermal Deformation Management: When laser-cutting thin sheets—such as 1 mm aluminum—into long, narrow parts, concentrated heat input can cause the material to warp and ripple like a potato chip. Operators must apply advanced programming techniques, including common-line cutting, micro-jointing, and jump cutting, to effectively relieve heat-induced stress.
2.6 Environmental and Safety Compliance: It’s About More Than Noise
- Laser-related risks:
- Toxic Fumes: Cutting stainless steel generates nanoscale fumes containing hexavalent chromium, a potent carcinogen. This requires high‑end industrial dust‑extraction systems equipped with HEPA filters, along with regular filter‑cartridge replacements.
- Radiation Safety: All operations must be carried out within a fully enclosed protective housing, and operators should wear wavelength‑specific safety goggles to prevent retinal damage from invisible light exposure.
- Waterjet Cutting Challenges:
Noise pollution: Open‑air cutting can reach 90–110 dB. Submerged cutting—immersing the workpiece—can bring noise below 75 dB, but it makes real‑time observation of the process much more difficult.
Hazardous sludge: This is the biggest hidden cost. When cutting lead, copper, cadmium, or certain alloys, the spent abrasive mixed with slurry may be classified as hazardous waste. Its compliant disposal is extremely expensive and tightly regulated.
2.7 Consumables and Maintenance: The Art of Burning Money
- Laser: High upfront investment but relatively simple consumables. Electricity and assist gases (nitrogen/oxygen) dominate ongoing costs. Lenses and nozzles require infrequent replacement, keeping maintenance manageable.
- Waterjet: Every minute wears the machine.
- Abrasive garnet: Accounts for 70–75% of operating cost. A fully loaded machine can consume USD 30,000–50,000 of abrasive annually.
- High‑frequency maintenance: High‑pressure seals, check valves, jewel orifices, and mixing tubes all have short life cycles measured in hours. Downtime is significantly higher than for lasers.
2.8 Automation and Lights‑Out Capability
- Laser: The go‑to for lights‑out factories. With automated loading towers, shuttle tables, and vision alignment, lasers can run 24/7 with minimal human intervention and exceptional reliability.
- Waterjet: High supervision required. The key risk is abrasive clogging. If abrasive flow becomes unstable or stops, the machine continues moving but cuts air—ruining the entire sheet. Advanced systems include clog‑detection, yet waterjets remain far less reliable for unattended shifts.
Ⅲ. Selection Matrix: A Material × Thickness Guide (Ready to Use)
This chapter is more than a reference table—it distills tens of thousands of machining hours into a hard‑logic, “if not… then…” decision system. It helps you connect material physics to economic outcomes and avoid costly trial‑and‑error.
3.1 Decision Tree for Common Metals
In metal fabrication, remember the practical golden threshold: 20 mm. Below this, laser efficiency drops sharply while the waterjet begins to show its strengths.
- Stainless steel/carbon steel < 12 mm:
- Decision: Choose fiber laser.
- Reason: Speed equals profit. In this range, a 12 kW fiber laser delivers cutting speeds of 1–5 m/min—more than 10× faster than a waterjet. Despite higher CAPEX, mass production drives per‑part cost to a minimum. With waterjets, abrasive alone may exceed the laser’s total operating cost.

- Aluminum alloy > 20 mm:
- Decision: Strongly favor waterjet.
- Reason: Aluminum’s high thermal conductivity and reflectivity make it difficult for lasers. Thick aluminum often forms stubborn dross and heat sag. Waterjets produce clean, matte edges on 20 mm aluminum with no secondary deburring required.
- If precision welding follows:
- Decision: Prefer waterjet, or laser plus mandatory pickling/grinding.
- Reason: Laser cutting—especially with oxygen—creates scale and a chromium‑depleted zone. Welding over it weakens the joint and promotes corrosion. Nitrogen cutting reduces this but for nuclear, food‑grade, or high‑pressure applications, the waterjet’s raw, untouched metal surface is the safest and avoids costly passivation requirements.
3.2 Special Materials and Complex Shapes
When dealing with nonstandard materials or irregular geometries, the question shifts from “which is better” to “which is even possible.”
Flammable or heat‑sensitive materials (rubber, foam, laminates):
- Decision: Waterjet only.
- Reason: Physical constraints. Laser heat ignites rubber, carbonizes adhesives in laminates, and may release toxic fumes. Waterjets require tuned pressure to avoid deforming soft materials but deliver clean, soot‑free edges.
- Brittle hard materials (marble, sintered stone, ballistic glass):
- Decision: Waterjet only.
- Reason: Avoid thermal shock. Lasers induce steep thermal gradients leading to cracks or shattering. Waterjets remain the only mature method for complex stone inlays or drilling ballistic glass.
- 3D parts and tubing:
- Decision: Five‑axis laser for flexibility; five‑axis waterjet for thick‑wall tubing.
- Reason: Laser heads are lightweight and agile, ideal for complex automotive contours. Waterjet heads are bulkier and constrained by high‑pressure lines. Cutting tubes with waterjets risks secondary penetration—after piercing the first wall, the jet can damage the opposite wall unless sacrificial backing is added.
3.3 Arbitration Rules for the “Gray Zone”
In certain ranges—such as 15 mm carbon steel—both processes can technically do the job. How should you choose? Use the four‑dimension arbitration matrix below:
| Decision Dimension | Laser-Preferred | Waterjet-Preferred | Underlying Decision Logic |
|---|---|---|---|
| Batch Size | More than 100 pcs / Mass production | Fewer than 10 pcs / Prototyping / Repair | Laser cutting requires programming, pierce-point setup, and nozzle changes, resulting in long setup time but extremely fast cutting once running. Waterjet is essentially “import the drawing and cut,” making it ideal for small, quick-turn, mixed, or rush jobs. |
| Hole Diameter Requirements | Small holes (diameter < material thickness) | Large holes | A laser’s spot size is tiny and can cut holes as small as half the material thickness. Waterjet is limited by a jet diameter of about 1 mm; small-hole cutting leads to jet divergence, creating oval shapes, and it struggles to produce sharp internal corners. |
| Heat-Affected Zone (HAZ) | Standard structural parts | Aerospace / Fatigue-critical parts | If the component will undergo fatigue testing (e.g., aircraft landing gear connectors), waterjet is required to avoid heat-induced microcracks. For typical structural parts, laser cutting is sufficient. |
| Shop Environment | Dry / Clean | Humid / Dirty | Laser-cut parts come off clean and dry. Waterjet-cut parts are wet and coated with abrasive slurry; carbon steel will flash-rust unless immediately cleaned, dried, or oiled after cutting. |
Expert Summary:
Laser is an “efficiency engine”: built for standardized, high‑volume production. As long as the material falls within its workable range (metal, thin to mid‑thickness sheet), it is consistently the fastest and lowest‑cost option.
Waterjet is the “universal problem‑solver”: When laser can’t cut it (too thick), damages it (heat distortion), or simply isn’t compatible (non‑metallic materials), waterjet becomes the final—and most reliable—solution.
Ⅳ. Deep Cost Modeling: A Complete ROI and TCO Breakdown
In industrial equipment purchasing, the most expensive mistakes come from equating the sticker price with the total cost. For heavy‑asset equipment like laser cutters and waterjets, the upfront CAPEX is only the visible tip of the iceberg; the submerged OPEX determines whether you are profitable over the next five years. This chapter applies a full TCO (Total Cost of Ownership) model to reveal the real economics.
4.1 Equipment Procurement Cost (CAPEX): Beyond the Price Tag
Purchasing decisions must look beyond the listed machine price and include all supporting infrastructure required to get the equipment operational.
- Equipment Acquisition Threshold:
- Fiber Laser: Thanks to Moore‑like scaling in fiber technology, prices continue to decline. $50k–$100k now covers most domestic mid‑power (1–3 kW) models suitable for thin sheet metal. $200k+ is the typical range for 12 kW and above industrial‑grade systems, which serve as core production assets.
- Waterjet: Pricing is more rigid. Entry‑level machines cost $80k–$120k, but adding high‑precision five‑axis dynamic heads and 90,000 PSI pumps quickly raises costs to $150k–$400k. Beware low‑cost waterjets—the high‑pressure pump is a precision component, and cheap versions fail frequently, driving up long‑term maintenance costs.
- Hidden Infrastructure Costs:
- Laser: Power and Gas Requirements: High‑power lasers are energy‑intensive, often requiring facility power upgrades or dedicated transformers. Heavy nitrogen/oxygen usage may require investment in liquid gas tanks and distribution lines to reduce operating gas costs.
- Waterjet: Civil Engineering Challenges: Waterjets demand robust drainage foundations and multi‑stage settling tanks to manage slurry. If excavation is impossible, you must purchase an expensive self‑contained filtration/recycling system—often tens of thousands of dollars.
4.2 OPEX Modeling: Hourly Rates vs. Cost per Part
A classic economic paradox: waterjet’s hourly running cost is higher than laser, but its true weakness lies in its slow cutting speed, which inflates cost per part.
- Cost Breakdown:
- Laser: Gas‑Driven Operating Costs: Main expenses are electricity and assist gas, totaling $15–$25/hr. For stainless steel, high‑purity nitrogen is the largest contributor. Cost‑reduction trend: many shops now use air cutting, substituting nitrogen with compressed air. Though cut edges appear slightly yellow, assist‑gas costs drop by up to 70%.
- Waterjet: The Consumable Black Hole: Operating costs land at $25–$45/hr. Garnet abrasive is the dominant expense: a waterjet running at full speed consumes 1–2 lbs per minute, accounting for 60–70% of total OPEX. High‑pressure seals, orifice gems, and mixing tubes also wear rapidly.
- Cost per Part Example: Cutting a 100 mm × 100 mm, 10 mm carbon steel plate:
- Fiber Laser: ~10 seconds → ~$0.06 per part.
- Waterjet: ~2 minutes → ~$1.10 per part.
- Conclusion: For thin and mid‑thickness metal plates, laser reduces cost per part to 1/15–1/20 of waterjet. Unless dealing with special materials (glass, stone) or extreme thickness, laser holds an overwhelming cost advantage.

4.3 ROI Analysis: When to Stop Outsourcing and Buy Your Own Machine
The tipping point between outsourcing and in‑house production depends on your job mix and material utilization.
- Breakeven Point for Switching from Outsourcing to In‑House:
- Laser: If your monthly outsourcing bill exceeds $6,000–$8,000, and most of your work involves sheet metal, purchasing a 6 kW fiber laser typically yields an ROI of 14–18 months. High stability makes lasers ideal for high‑throughput operations.
- Waterjet: Because waterjets involve more complex maintenance and carry a higher risk of unplanned downtime, purchasing one is typically justified only when your monthly outsourcing bills exceed $12,000, or when you regularly handle high‑margin, specialty materials such as aerospace composites or decorative stone inlays. For general metal cutting, the ROI timeline for a waterjet often stretches beyond three years.
- The Hidden Value of Nesting Efficiency:
- Laser Advantage — Common-Line Cutting: For rectangular or regularly shaped parts, laser CAM software can align edges to share a single cut, producing two parts from one cut path. This significantly shortens cutting time and reduces the amount of leftover skeleton material.
- Waterjet Advantage — Ultra-Tight Nesting: Because the process is cold cutting and produces no heat-affected zone, waterjets allow extremely tight part spacing (as little as 1–2 mm). When working with expensive materials such as titanium alloys or carbon fiber, the material savings from tight nesting often offset the waterjet’s higher operating costs.
Ⅴ. Real-World Case Studies: Let the Data Speak
Setting aside glossy brochures, we go straight into the real production floor. To reveal the unfiltered truth about cutting costs, we pulled data from four representative job orders. These cases show a core principle: beyond theoretical specs, success or failure hinges on hidden costs and physical limits.
5.1 Case 1: 2 mm Stainless Steel Enclosure Panel (Mass Production)
- Project Background: Producing 10,000 server rear panels for an electronics manufacturer, requiring burr‑free edges and ±0.1 mm tolerance.
- Measured Performance Comparison:
- 12 kW Fiber Laser: Delivered dominating productivity. Cutting speeds hit 40–60 m/min, with just 5 seconds of pure cutting time per part. Minor dross was manageable using high‑pressure nitrogen. Total processing cost per part (gas + electricity) fell to about $0.05.
- 60k PSI Waterjet: Struggled with throughput. Cutting at 0.5–1 m/min, each part took 45 seconds. Edges were burr‑free with a uniform matte finish, but cost ballooned to $0.80 per part, driven by abrasive consumption and poor output rate.
- Expert Verdict: Laser wins decisively. In thin‑sheet mass production, waterjet’s slow speed becomes a commercial liability. With a 16× cost difference, waterjet simply should not be used for thin metal unless for very niche research needs.
5.2 Case 2: 30 mm Carbon Steel Machine Base (Heavy Fabrication)
- Project Background: Cutting a 30 mm thick base plate for heavy machinery. The cut edge serves as a reference plane for rail installation, followed by drilling and tapping.
- Measured Performance Comparison:
- Laser: Fell into the “hardness trap.” Although it barely pierced the plate (<0.6 m/min), the lower half of the cut showed heavy striations and dross. The real killer was the hardened edge caused by the heat‑affected zone (HAZ), which shattered two carbide drills during follow‑up machining. A high‑temperature annealing step became necessary, extending lead time by two days.
- Waterjet: Demonstrated the philosophy of “slow is fast.” Despite extremely slow feed rates (<0.1 m/min), the 5‑axis dynamic compensation head produced near‑machined verticality. Crucially, the material microstructure remained unchanged, allowing immediate drilling and tapping with no annealing, scale removal, or rough milling required.
- Expert Verdict: Waterjet wins. In thick‑plate heavy fabrication, decision makers must evaluate total lead time, not just cutting time. Waterjet delivers near‑finished parts; laser often delivers rough blanks needing multiple extra steps.
5.3 Case 3: CFRP Aerospace Component
- Project Background: Cutting carbon‑fiber wing skins for a UAV. Material costs $200/kg and, as a load‑bearing component, cannot tolerate delamination or matrix damage.
- Measured Performance Comparison:
- Laser: Defeated by physics. Carbon fibers conduct heat rapidly, while the resin matrix does not, causing the resin to vaporize first. This led to matrix recession, producing a charred, toothbrush‑like edge with microcracks visible under magnification. Result: complete scrap.
- Waterjet: Used a vacuum‑assisted piercing technique, lowering pressure below 1,000 PSI at startup to prevent delamination, then ramping up for cutting. The cut was mirror‑smooth with no thermal damage. Although waterproof masking was required, the yield reached 99%.
- Expert Verdict: Waterjet is the only viable option. For composites, laser is a destroyer; waterjet is a sculptor. The material’s thermal sensitivity eliminates laser outright—this is not about cost but feasibility.
5.4 Case 4: Artistic Inlay (Metal + Stone)
- Project Background: High‑end hotel lobby floor inlay requiring precise brass patterns embedded into marble with gaps <0.1 mm.
- Measured Performance Comparison:
- Laser: Could handle the brass but not the marble, which cracks under thermal shock. This required outsourcing stone cutting to a waterjet shop. Differences in machine algorithms and positional accuracy made final assembly inconsistent, with visible gap variations.
- Waterjet: A one‑machine knockout. By simply changing parameters, it cut both brass and marble in the same setup. Using kerf compensation, the metal part was programmed to be 0.05 mm larger than the stone cavity, achieving a zero‑gap interference fit thanks to subtle material elasticity.
- Expert Verdict: Waterjet’s signature strength. For hybrid materials, the cold‑cutting versatility of waterjet makes it the preferred tool for architectural and artistic inlays, enabling truly seamless design.
Ⅵ. Practical Implementation Guide: From Purchase to Operation
Choosing a machine is only the first step in a very long journey. The real test begins once the equipment arrives on-site and needs to be properly integrated and operated. Many factories overlook hidden infrastructure requirements or environmental approvals, leaving multimillion‑yuan machines sitting idle for months—turning cash flow into dead weight. This chapter offers a field‑tested guide to help you avoid costly pitfalls and bridge the final gap between purchase and profit.
6.1 Selection Pitfalls: What Salespeople Won’t Tell You
Before signing any procurement contract, make sure to verify these three commonly obscured but critical terms:
- Laser Power: The Numbers Game
- Trap: Some low‑end laser vendors blur definitions. A “12 kW” label may refer to total power consumption or peak pulse power rather than actual CW optical output. For high‑reflectivity materials like copper or aluminum, the lack of proper back‑reflection protection can burn out the laser source.
- Countermeasure: Specify the rated continuous output power of the laser source in the technical agreement and name the generator brand (IPG, Raycus, nLight, etc.). Confirm whether the warranty covers damage caused by back‑reflection, a common reason manufacturers deny claims.
- Waterjet Thickness: The Marketing Mirage
- Trap: Brochures may boldly claim a “max cutting thickness of 300 mm.” Physically possible, yes—commercially viable, no. At extreme thickness, cutting speeds drop to around 1 mm/min, and kerf divergence becomes severe, rendering parts unusable for actual production.
- Countermeasure: Request production‑quality cutting speeds for your specific materials, not “separation speed.” The former determines profit; the latter merely proves the material can be cut through.
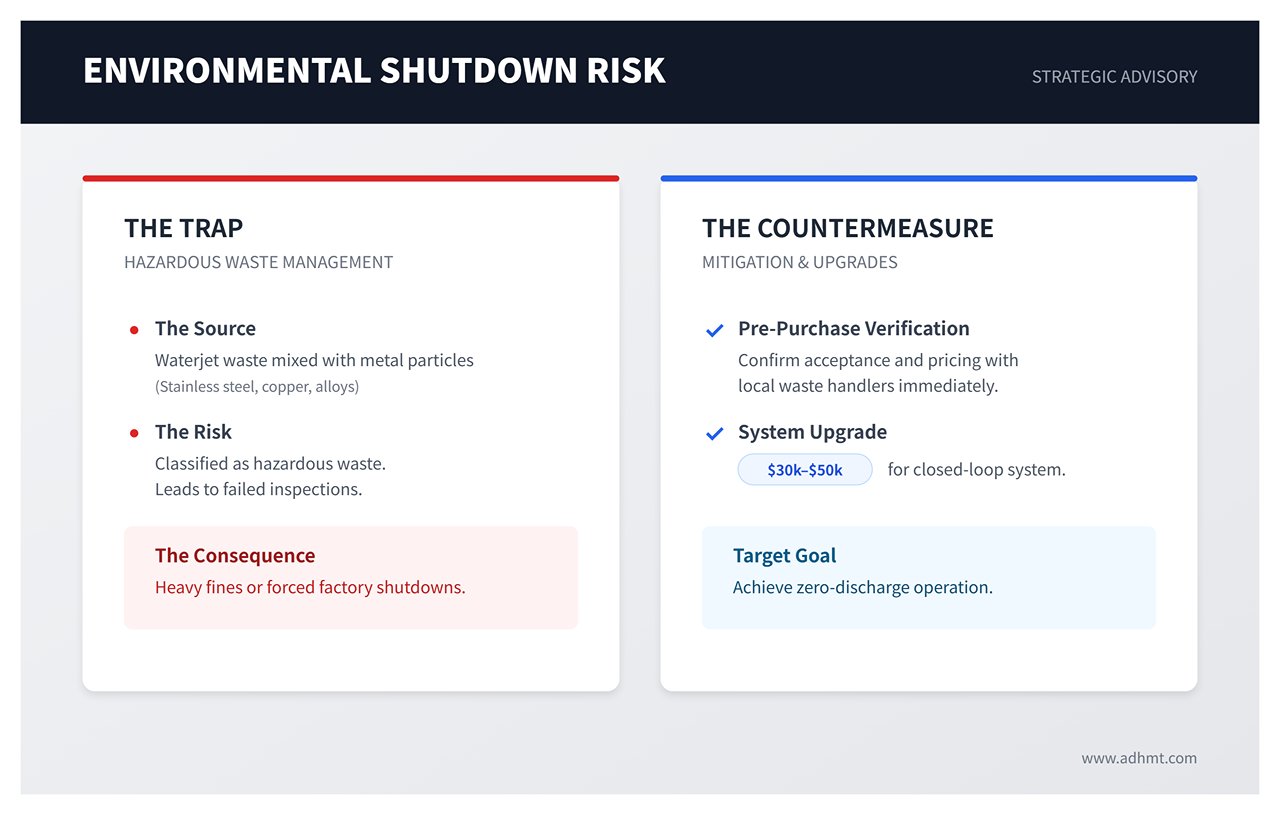
- Environmental Shutdown Risk: The Invisible Red Line
- Trap: After installation, many factories discover they can’t pass local environmental inspections. Waterjet waste—abrasive mixed with metal particles, especially from stainless steel, copper, or exotic alloys—is often classified as hazardous waste. Without a certified disposal company nearby, factories face heavy fines or forced shutdowns.
- Countermeasure: Contact local waste handlers before purchasing to confirm whether they accept metal‑contaminated abrasive sludge and at what price. In stricter regions, budget an extra $30k–$50k for a closed‑loop water and slurry separation system to achieve zero‑discharge operation.
6.2 Site Preparation & Installation: Don’t Let Infrastructure Slow You Down
Laser cutters and waterjets have fundamentally different—and sometimes mutually incompatible—facility requirements.
- Laser: As Delicate as a Lab
- Optical‑grade radiation protection: Multi‑kilowatt fiber lasers are Class 4; even diffuse reflections can cause instant blindness. A light‑tight enclosure is mandatory, and viewing windows must use certified OD6+ glass—never regular acrylic.
- Fine‑dust control: Cutting metals generates submicron particulates that can irreversibly damage the optical path. Install a cartridge‑type industrial dust collector with a spark arrester to prevent aluminum dust accumulation and explosion risks.
- Clean power supply: Laser generators are extremely sensitive to voltage fluctuations. A high‑capacity stabilizer is essential to prevent shutdowns and premature aging.
- Waterjet: Rugged Like a Wash Bay
- Water softening: Raw tap water is a maintenance nightmare. Calcium and magnesium scale rapidly under high pressure, clogging expensive jewel orifices within hours. An industrial water softener is mandatory.
- Noise control: Supersonic water streams can reach 110 dB. Housing the high‑pressure pump in a dedicated sound‑insulated room or using submerged cutting reduces noise and splash.
- Slurry disposal: Never discharge abrasive‑laden water into municipal drains. A multi‑stage settling pit is essential; once slurry clogs public pipelines, cleanup costs become astronomical.
6.3 Hybrid Strategy: The Ultimate Profit Model
In the real business world, if each method offers unique strengths, why not adopt a “take both” approach?
- The Combo Shop Model
- Process optimization: Use laser cutting for fast outer profiles and waterjet for cold, precise features. For a 20 mm steel plate, cut the outline on a laser for speed, then transfer to a waterjet for threaded holes or heat‑sensitive areas. With optical edge‑finding, this combo often delivers the lowest total cost.
- Risk hedging: When one machine is down or faces unsuitable jobs, the other becomes a built‑in backup to keep production running.
- Outsourcing Strategy
- Smart prioritization: With limited capital, buy a laser cutter—it covers 80% of mainstream sheet‑metal work with predictable operations. Outsource thick plates, copper/aluminum, glass, stone, and other difficult materials to specialized waterjet shops. Keep high‑frequency, fast‑turnover work in‑house and outsource low‑frequency, high‑risk orders—this is the survival formula for small and mid‑sized shops.
Conclusion: Machine Selection Is Business Model Selection
Strip away the technical parameters, and you’ll find this truth: choosing between laser and waterjet is ultimately choosing between two business models.
- Choosing laser means committing to scale, speed, and standardization—a race against time where profitability comes from efficiency.
- Choosing waterjet means focusing on customization, high margins, and problem‑solving—a battle against material physics where profits come from irreplaceable expertise.
There is no such thing as a flawless process—only the tool that best fits your current order mix and stage of growth. May this guide help you cut through the haze of parameters and carve out your own blue ocean of profit in an intensely competitive manufacturing landscape.
Ⅶ. Summary and Action Roadmap
After breaking down the physics, cost structures, and real‑world cases across the previous seven chapters, you should now have a clear sense of how each process behaves. Here, we distill all technical parameters and theoretical analysis into a one‑minute decision cheat sheet, followed by definitive, mutually exclusive recommendations for three typical business profiles. The goal of this chapter is simple: to turn complex analysis into a confident, boardroom-ready decision by next Monday’s morning meeting.
7.1 One-Minute Decision Cheat Sheet (Traffic Light Decision Matrix)
We distill the key decision factors into a simple traffic-light system, helping you quickly spot both the standout strengths and the critical weaknesses amid the many variables.
🟢 Best | 🟡 Moderate | 🔴 Poor / Caution
| Dimension | Fiber Laser | Waterjet | Expert Notes |
|---|---|---|---|
| Thin Sheet Cutting Speed (<6mm) | 🟢 Extremely fast (40–60 m/min) | 🔴 Very slow (<1 m/min) | In this range, laser efficiency is typically 20–50× higher than waterjet, creating a decisive cost advantage. |
| Thick Plate Cutting (>25mm) | 🔴 Limited (requires oxygen, prone to dross) | 🟡 Stable (linear cutting) | Waterjets cut 100mm+ steel billets with ease and produce no slag. |
| Material Versatility | 🟡 Metal-focused | 🟢 Universal (any material) | Lasers struggle with many non-metals; waterjets cut virtually anything. |
| Precision & Micro-Features | 🟢 High (±0.03 mm) | 🟡 Moderate (±0.1 mm) | Waterjets exhibit a “lag tail” effect, making tiny holes or sharp corners difficult. |
| Heat-Affected Zone (HAZ) | 🔴 Present (edge hardening) | 🟢 None (cold cutting) | For aerospace components or parts requiring precision welding/machining, HAZ is a hidden deal-breaker. |
| Per-Part Operating Cost (OPEX) | 🟢 Very low (gas + electricity) | 🔴 High (abrasive + wear parts) | Abrasive garnet accounts for 70% of waterjet OPEX and is non-recyclable without costly recovery systems. |
| Maintenance & Downtime | 🟢 Low-maintenance (stable optics) | 🔴 Frequent (seals and tubing wear) | Waterjets require ongoing attention to pumps and abrasive lines, with higher unplanned downtime risks. |
| Environmental Compliance | 🟡 Fume/dust (needs filtration) | 🔴 Waste abrasive slurry (hazardous waste) | Waterjet sludge containing metal fines is costly to treat and a common compliance challenge. |
7.2 Final Recommendations for Different Business Types
There is no universally perfect machine—only the one that matches your business model. Identify where your company fits:
1. For R&D Labs and Prototyping Shops
- Your pain points: Highly mixed materials (aluminum today, carbon fiber tomorrow, stone the day after), tight lead times, and low volumes.
- Final recommendation: Choose the waterjet.
- Why: Your core value is problem‑solving, not minimizing unit cost. A waterjet is the workshop’s universal key—no gas swaps, no nozzle concerns, no fear of reflective materials. Load the drawing, clamp the workpiece, and it cuts. For prototypes, “can cut it” always outweighs “cuts it fast.”
2. For Sheet‑Metal OEMs
- Your pain points: Margin compression across the industry; utilization rate is your lifeline.
- Final recommendation: Go all‑in on fiber laser.
- Why: For 1–6mm carbon and stainless steel, fiber lasers are genuine cash printers. Aim directly for 12kW or 20kW models and include a high‑pressure air‑cutting system (as a nitrogen alternative). This drives your gas cost close to zero and pushes your per‑part cost below what most competitors can match.
3. For Precision Machine Shops
- Your pain points: Cutting is only step one; CNC milling and drilling follow. Hardening layers that destroy tooling are unacceptable.
- Final recommendation: Waterjet + Wire EDM.
- Why: Avoid lasers at all costs. Laser‑cut edges introduce oxidation and hardened layers that cut tool life in half and can snap taps. Waterjet blanks preserve the material’s native structure with zero thermal stress. For high‑precision parts, rough‑cut with waterjet and finish with EDM—this is the most efficient pairing available.
VII. FAQs
1. Can waterjet cutting be used for thick materials?
Yes, waterjet cutting excels at cutting very thick materials. Most waterjet systems can easily handle material thicknesses up to 300 mm (12 inches) or more, depending on the specific material and machine configuration.
2. What materials cannot be cut with a laser cutter?

Laser cutters are generally less effective on highly reflective materials, such as copper, brass, and certain types of aluminum. These materials can reflect the laser beam, reducing efficiency and potentially damaging the machine.
3. How does the maintenance of laser and waterjet cutters compare?
Laser cutters generally require less frequent maintenance compared to waterjet cutters. The main maintenance tasks for laser cutters involve replacing the laser tube, lenses, and mirrors, which are less costly and less frequent. In contrast, waterjet cutters require regular maintenance of high-pressure components, including pumps, nozzles, and seals, as well as the management of abrasive materials. This can result in higher ongoing maintenance costs for waterjet systems.
VIII. Conclusion
In summary, fiber laser cutting machines and waterjet cutting machines each have their own advantages and disadvantages. The choice of cutting method mainly depends on your specific application scenarios and requirements. For users who frequently process metal materials and pursue high precision and speed, equipment such as the Single Table Fiber Laser Cutting Machine or the more flexible Dual-use Fiber Laser Cutting Machine can significantly improve production efficiency.
If you are still uncertain about which cutting solution best fits your needs, feel free to contact us for personalized guidance and professional recommendations.















