I. Decision Catalyst: Redefining What “Cutting” Really Means
When you search for “laser cutting machine applications,” you’re probably not just looking for a list of features—you’re making a strategic investment decision that could transform your productivity. First, it’s time to discard the outdated notion that a laser is merely a faster saw. In modern manufacturing, a laser cutting machine is far more than a cutting tool—it’s an intelligent production terminal that integrates high-precision shaping, material modification, and digital interface capabilities.
Before diving into technical specifications, take a moment for some uncomfortable self-reflection: are you buying a piece of equipment, or the key that unlocks your production capacity? For example, evaluating whether a Single Table Fiber Laser Cutting Machine suits your production speed goals can save time and costs long-term.
1.1 Identify Your Role: Do You Really Need It?
Decision-makers in different industries define “applications” very differently. Evaluate your core production challenges to determine whether laser cutting is your must-have technology:
- For Automotive/Aerospace Manufacturers: You’re Racing Against Time
- Core Challenge: New model or part development cycles (time-to-market) are dragged down by lengthy mold fabrication.
- Your Need: A mold-free manufacturing method. During pre-production trials, laser cutting can process hot-formed steel body panels or titanium aircraft skins directly, shrinking a mold-making cycle from weeks to just hours. You’re not buying a cutting tool—you’re buying development speed.
- For Electronics/Precision Engineers: You’re Breaking Physical Barriers
- Core Challenge: Conventional tools struggle with micron-scale features or cause brittle materials to fracture under mechanical stress.
- Your Need: True micro-nano machining capability. For edge-free display contouring, flexible PCB depaneling, or vascular stent fabrication, mechanical tools hit their physical limit. Only lasers can achieve sub-0.1mm kerf widths with consistent yield.
- For Sheet Metal or Job Shop Owners: You’re Chasing Hidden Profit
- Core Challenge: Orders are increasingly small-batch and diverse; constant retooling leaves machines idle and quotes uncertain.
- Your Need: Extreme production flexibility. Laser cutting eliminates the need for stockpiling and enables “production from a single drawing.” For stainless or carbon steel fabrication, a laser system allows you to go from order receipt to nesting to cutting within 15 minutes—a profit-maximizing approach for the age of customization. Flexible production requirements can be met efficiently with a Dual-use Fiber Laser Cutting Machine, integrating both sheet and tube cutting functions.
- For DIY Makers and Educators: You’re Lowering the Barrier to Entry
- Core Challenge: Transforming ideas into tangible products remains costly, imprecise, and sometimes unsafe.
- Your Need: A gateway to digital fabrication. Whether in a garage startup or engineering classroom, a desktop laser device can instantly turn digital designs into physical objects—forming the shortest bridge between bits and atoms.
1.2 Redefining Core Value
If you see laser cutting as mere “separation,” you’re undervaluing at least half of what the technology offers. It’s a non-contact, software-defined process that delivers three game-changing advantages over traditional machining:
- Beyond Thermal Cutting: A Digital Fabrication Hub — A laser system isn’t just for cutting; it’s a multi-purpose workstation that can also drill, engrave, and surface-treat. With a simple parameter change, the same machine can slice through 20mm steel, etch QR codes, or clean surfaces before welding—reducing process transfers and producing finished parts straight from the machine.
- Zero Contact Force: Stress-Free Precision — The defining difference from stamping, waterjet, or milling processes is that laser cutting applies no mechanical pressure to the workpiece.
- Value Insight: This fully eliminates deformation in thin-walled components and edge chipping in brittle materials like glass or ceramics. In industries such as aerospace, where residual stress determines quality, this isn’t just an improvement—it’s the critical line between pass and fail.
- Mold-Free Flexibility: One-Offs at Mass-Production Cost — In laser-based production, the cost per part remains nearly identical whether you make one or a thousand.
- Value Insight: No more amortizing expensive mold costs—just import a CAD file and start production. Design changes cost nearly nothing, empowering engineers to iterate freely and embrace true agile manufacturing.
- Extreme Precision and Material Utilization: The Hidden Profit Center — Modern fiber lasers produce kerf widths as narrow as 0.05–0.1mm. Combined with intelligent nesting software, they can even cut along shared edges.
- Value Insight: Compared with plasma or punching, laser cutting can raise material utilization from 70–80% to over 95%. With today’s steep raw material prices, the material savings alone can cover equipment depreciation within one to two years.

II. Core Technology: Choose Your Industrial “Scalpel” in Three Minutes
Before making your purchase, you must understand one fundamental rule of physics: no single laser type does it all. The effectiveness of laser cutting hinges on how well the beam’s wavelength matches the material’s absorption characteristics. A misaligned light source wastes energy—or worse, damages costly equipment. Below is a clear comparison of the three dominant laser technologies in today’s industrial landscape to guide your decision.
2.1 The Great Showdown: Fiber vs. CO₂ vs. UV
1. Fiber Laser: The Undisputed Champion for Metal Processing
Currently dominating over 70% of the market, fiber lasers are the top choice for most manufacturing applications.
- Core Principle: Produces a laser beam with a wavelength around 1.06μm, which metals absorb extremely well—almost like a sponge soaking up water.
- Best For: All metal materials, including carbon steel, stainless steel, aluminum alloys, copper, and brass.
- Key Advantages:
- Superior Energy Efficiency: With over 30% electro-optical conversion efficiency, fiber lasers consume over 50% less power than CO₂ systems—a major operational cost saver.
- Speed Advantage: When cutting sheets under 3mm thick, fiber lasers are 2–3 times faster than equally powered CO₂ machines. For instance, a 1kW fiber laser can slice 1mm stainless steel at speeds up to 20m/min.
- Maintenance-Free Operation: No optical path adjustments required; the laser source typically lasts up to 100,000 hours.
- Potential Drawbacks: Cutting highly reflective metals like copper or gold demands anti-reflection protection—otherwise, reflected light can damage the laser source. Also, fiber lasers cannot process non-metals such as wood or acrylic, as their wavelength simply passes through without being absorbed.
2. CO₂ Laser: The Specialist for Non-Metal and Thick Plate Processing
Although fiber lasers have largely taken over in thin metal sheet processing, CO₂ lasers remain the uncontested leaders when it comes to non-metal materials.
Core Principle: It generates a 10.6μm wavelength laser through gas discharge. Most organic polymers absorb this wavelength extremely well.
- Typical Applications: Acrylic (PMMA), wood, leather, paper, textiles, and certain composite materials.
Key Advantages:
- Cut Edge Quality: When cutting acrylic, it produces a crystal-clear, flame-polished edge—an effect fiber lasers simply cannot replicate.
- Material Versatility: It’s a standard tool across the advertising, handicraft, and apparel industries.
- Potential Limitations: High maintenance costs (requires regular gas refills and optical alignment), low electro-optical efficiency (around 10%), and relatively slow metal cutting speed.
3. UV/Ultrafast Lasers: The “Cold Masters” of Micro- and Nano-Fabrication
When your task involves ultra-fine, heat-sensitive, and high-value materials, this category stands alone as the go-to solution.
- Core Principle: Operating typically at a 355nm wavelength, its photons carry very high energy capable of breaking molecular bonds directly (“cold ablation”) rather than melting material with heat.
- Typical Applications: Sapphire glass, flexible PCBs (FPCs), silicon wafers, polymer films, and medical catheters.
- Key Advantages:
- “Cold” Processing: Virtually no heat-affected zone (HAZ < 10μm); edges stay clean with no charring, blackening, or thermally induced cracks.
- Extreme Precision: Micron-level focal accuracy and ultra-small spot size allow intricate etching within areas as small as a fingernail.
- Potential Limitations: Typically low power output (3W–30W standard), extremely expensive (5–10× the cost of an equivalent fiber laser), and slow processing speed—making it unsuitable for large-scale macro cutting.
2.2 [Tool] 30-Second Quick Selection Matrix
To avoid drowning in technical specifications, use the following matrix to quickly identify the right equipment type and power range for your needs.
Step 1: Choose the Laser Type (Based on Core Material)
| Your Core Material | Recommended Laser Type | Key Decision Rationale |
|---|---|---|
| Metals (Steel/Iron/Aluminum/Copper) | Fiber Laser | Optimal wavelength absorption, delivering the highest cutting speed and efficiency |
| Non-metals (Wood/Acrylic/Leather) | CO₂ Laser | Excellent absorption by organics; produces smooth edges without post-processing |
| Brittle/Heat-sensitive Materials (Glass/PCB) | UV Laser | Cold processing prevents cracking and scorching |
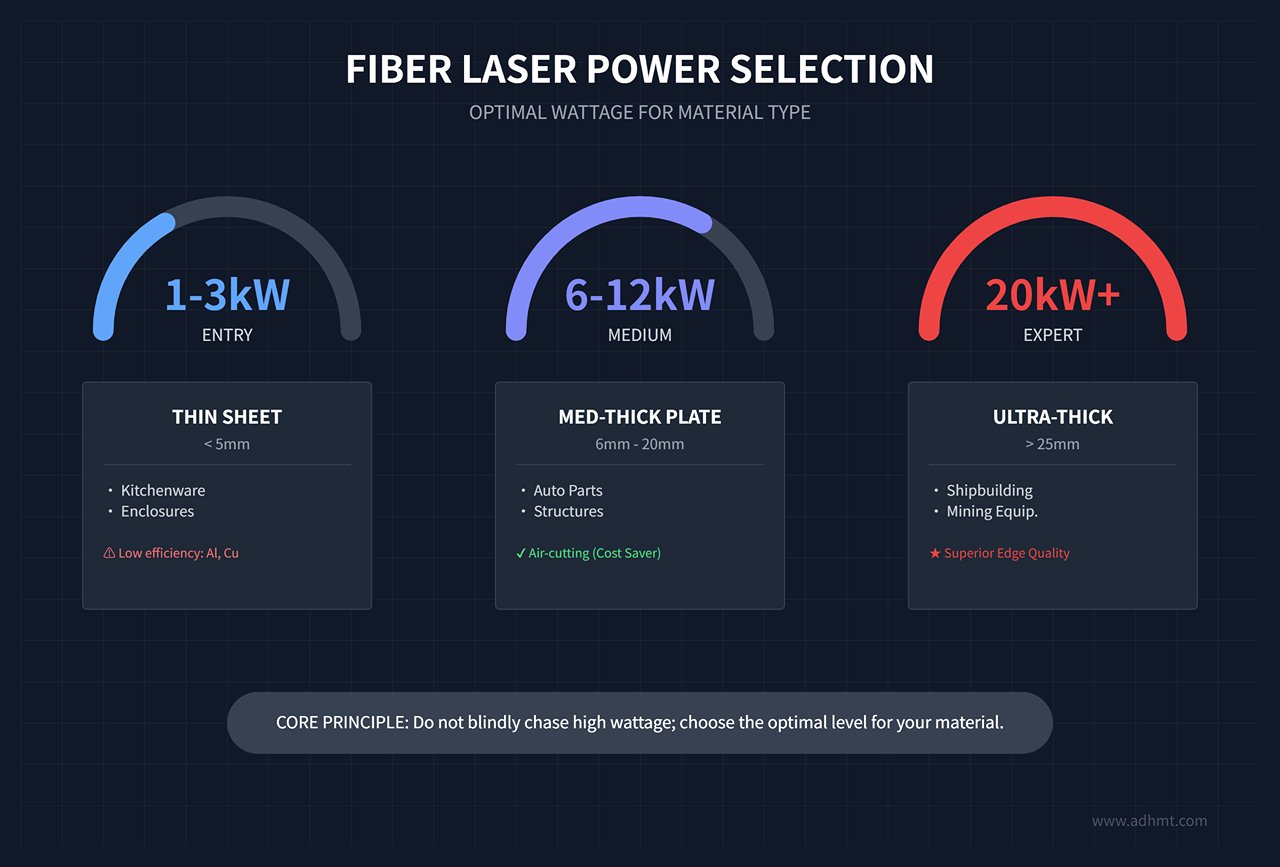
Step 2: Determine Power Level (Reference for Fiber Lasers)
Don’t blindly chase higher wattage—sufficient is optimal. The following are general guidelines for carbon and stainless steel:
- 1kW–3kW (Entry Level):
- Best For: Thin sheet metal (<5mm).
- Common Uses: Kitchenware, enclosures, elevator panels.
- Note: Less efficient for aluminum and copper.
- 6kW–12kW (Intermediate Level):
- Best For: Medium-thick plates (6mm–20mm).
- Common Uses: Automotive parts, mechanical structures, architectural components.
- Advantage: Supports “air-cutting” mode, significantly reducing gas consumption.
- 20kW+ (Expert Level):
- Best For: Ultra-thick plates (>25mm).
- Common Uses: Shipbuilding, heavy machinery, mining equipment.
- Advantage: Replaces plasma cutting with dramatically improved vertical edge accuracy and finish quality.
Expert Tip: For startups handling both metal and limited non-metal work, avoid buying an all-in-one “hybrid” laser. These systems tend to compromise on both performance and maintenance. A smarter investment is to pair one primary fiber laser cutter with a compact CO₂ engraving machine—lower total cost, easier upkeep, no workflow interference.
materials—including metal, wood, plastic, acrylic, and glass—to produce custom screens, sculptures, lighting fixtures, and wall art, unleashing the creative potential of both architecture and art.
(4) Custom Furniture and Components
Laser cutting is suitable for various wood panels, metal sheets, and composite materials, enabling the production of uniquely shaped furniture, cabinets, bookshelves, and lightbox components to meet both aesthetic and functional requirements of different spaces.
Ⅲ. Material Considerations and Technical Limitations
3.1 Range of Processable Materials
(1) Metal Materials
Fiber laser cutting machines, with their exceptional electro-optical conversion efficiency and cutting speed, have become the dominant technology in metal processing.
These machines efficiently handle standard metals such as stainless steel, carbon steel, and alloy steel, and also offer stable processing for highly reflective materials (aluminum, copper, brass) and specialty alloys (titanium alloys, nickel-based alloys). In fields like automotive manufacturing and aerospace structural components, they achieve high-speed nitrogen cutting of stainless steel up to 35mm thick.
CO₂ lasers, on the other hand, are limited to a few models with power ≥6kW capable of cutting thin metals up to 2mm, but their high gas consumption and lens maintenance significantly increase operating costs.
(2) Non-Metallic Materials
CO₂ lasers remain the core technology for non-metal applications, thanks to their beam properties and the resonance effect with organic material molecular bonds, which result in optical-grade cut surfaces on materials like acrylic, wood, and leather.
Typical uses include high-speed cutting of acrylic signs for advertising and corrugated cardboard for packaging. Semiconductor lasers (power <100W) are limited to lightweight processing of paper, thin plastics, and similar materials.
It is worth noting that advanced fiber lasers, through optimized pulsing parameters (peak power 20-50kW, frequency 1-5kHz), have achieved feasible processing of carbon fiber reinforced polymers (CFRP) and engineering plastics, though there is a risk of edge carbonization and overall quality still falls short of CO₂ laser methods.
(3) Composite and Specialty Materials
Laser cutting can also be applied to carbon fiber composites, fiberglass, ceramics, glass, and stone. Processing such materials requires special attention to process parameters and safety considerations.
Composites are critical in aerospace and automotive engineering, and some high-end laser equipment can meet the demanding precision requirements for their cutting.
The main types of laser cutting machines and their applicable materials:
| Cutting Machine Type | Applicable Material Types | Typical Uses & Advantages |
|---|---|---|
| Fiber Laser Cutting Machine | Metals (carbon steel, stainless steel, aluminum, copper, brass, titanium, etc.) | High precision, high efficiency; ideal for cutting metal sheets and structural parts. |
| CO2 Laser Cutting Machine | Non-metals (wood, acrylic, plexiglass, leather, paper, plastic, rubber, etc.); can also cut some thin metals. | Suitable for various non-metal materials, provides smooth cutting edges, and offers flexible processing. |
| Solid-state / Semiconductor Laser Cutting Machine | A range of metals and some non-metals. | Precision cutting; used in specialized fields such as medical and jewelry. |
3.2 Major Limitations and Challenges
While laser cutting technology is widely used, its capabilities are not without limits, primarily constrained by both the physical properties of materials and considerations of safety and environmental protection.
(1) Reflectivity Constraints
Metals with high reflectivity, such as copper, brass, silver, and gold, exhibit extremely low absorption rates for fiber lasers with a wavelength of 1μm. This results in poor processing efficiency—the material cannot be effectively melted or vaporized, while the majority of the laser energy is reflected back, creating intense back-reflection. This reversed energy flow poses significant risks, as it can travel back along the original optical path and cause irreversible and permanent damage to critical optical components like fibers, collimating lenses, and focusing mirrors.
Although the industry has developed special laser systems equipped with anti-reflection protection or has adopted techniques such as angled cutting and the use of special gases, processing highly reflective materials remains a major technical challenge in this field.
(2) Environmental and Safety Constraints of Materials
Certain materials, when exposed to the high temperatures of laser cutting, release highly toxic or corrosive gases and are therefore strictly prohibited from being processed in this way.
Polyvinyl chloride (PVC) is the most notable example. Its thermal decomposition produces large amounts of toxic hydrogen chloride (HCl) gas and highly carcinogenic dioxins. Hydrogen chloride not only severely damages the respiratory health of operators but also reacts with water to form hydrochloric acid, which can cause severe corrosion to machinery.
Other hazardous materials include halogen-containing plastics (such as PTFE/Teflon, which releases harmful fluorinated fumes) and certain synthetic leathers and foams containing cyanides (which decompose to produce highly toxic hydrogen cyanide gas).

Therefore, before cutting any unfamiliar non-metallic material, it is essential to thoroughly consult its Material Safety Data Sheet (MSDS) to identify any hazardous thermal decomposition products, thereby preventing safety incidents and environmental pollution.
For reference, a table below lists common materials that should not be cut with laser cutting machines:
| Category | Material Name | Risks & Hazards |
| Plastics that Generate Harmful Gases | Polyvinyl Chloride (PVC) | Releases toxic chlorine gas when cut, which is extremely dangerous to the operator's health and severely corrodes and damages the machine. |
| ABS (Acrylonitrile Butadiene Styrene) | Releases cyanide gas during the cutting process. It also melts quickly into a sticky mess, which can easily clog machine parts. | |
| High-Density Polyethylene (HDPE) & Polystyrene Foam | Prone to melting, catching fire, and generating harmful gases during laser cutting. The work area can be easily contaminated by residue. | |
| Polycarbonate | May severely discolor or burn when cut. It is only marginally workable on very thin sheets and is not recommended. | |
| Engineering plastics and rubbers containing toxic components like chlorine or fluorine (e.g., Polyurethane) | Should not be laser cut to prevent harmful fumes from endangering health and the environment. | |
| Flammable or Fire-Prone Materials | Oily Woods & Fiberboards (e.g., MDF, Particleboard) | Laser cutting can easily cause combustion and heavy smoke. |
| Polystyrene & Polypropylene Foam | Extremely flammable under the laser beam, producing a large amount of smoke. |
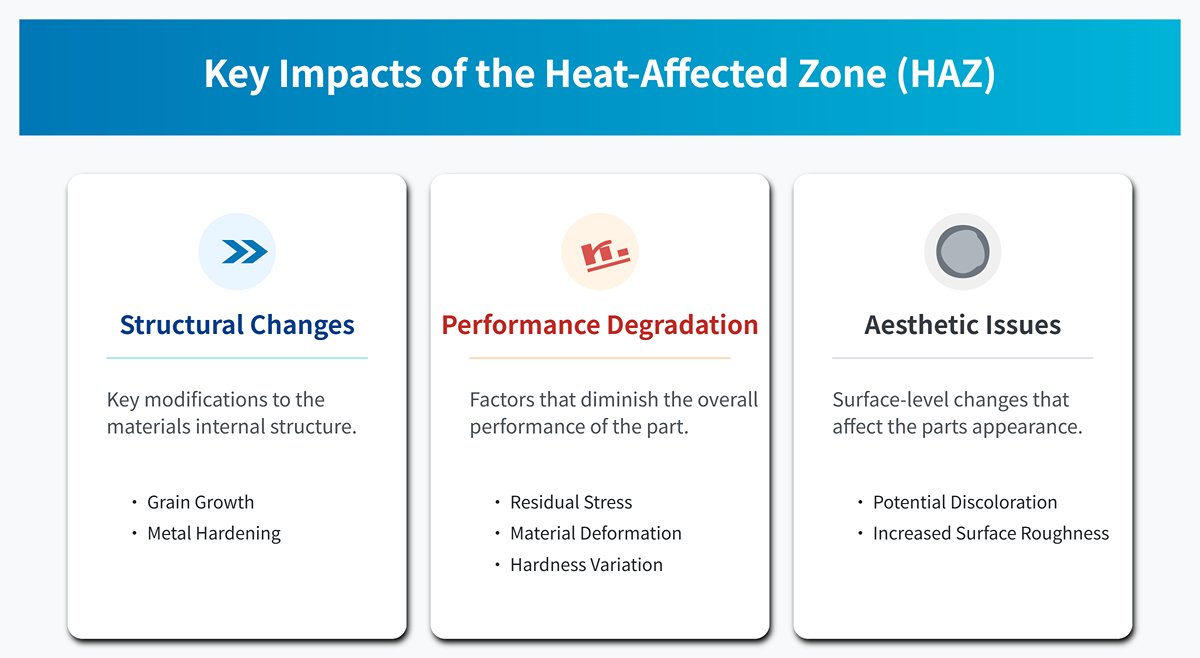
(3) Key Impacts of the Heat-Affected Zone (HAZ)
Even with materials deemed safe for cutting, the inherent thermal nature of laser processing introduces unavoidable quality challenges—chief among them, the heat-affected zone (HAZ). This refers to the area where heat from the cut transfers into the surrounding base material, altering its microstructure and mechanical properties. The presence of a HAZ brings several negative consequences:
- Structural changes: such as grain growth and metal hardening.
- Performance degradation: including residual stress, material deformation, and hardness variation, all of which can diminish the overall performance of the part.
- Aesthetic issues: potential discoloration and increased surface roughness within the affected area.
Therefore, effective control of the HAZ is crucial for enhancing laser cutting quality. Key strategies include:
1) Optimizing process parameters by maximizing cutting speed and matching laser power—while ensuring complete penetration—to minimize total heat input;
2) Selecting appropriate assist gases. For example, using nitrogen for melting cuts typically results in a smaller HAZ and cleaner cut surfaces than oxygen combustion cutting;
3) Employing high peak power and short-duration pulsed laser modes for heat-sensitive materials, significantly reducing the extent of the heat-affected area.
Ⅳ. In-Depth Analysis of the Top 10 Core Application Scenarios (Value-Driven)
If the previous section was about “choosing the right tool,” this chapter explores how to leverage that tool for profit. Instead of a generic industry list, we’ll dive deep into the industrial details—examining how laser cutters address otherwise unreachable pain points across three value dimensions: strength, precision, and flexibility.
4.1 Strength and Speed Driven Applications (Heavy Industry)
In heavy manufacturing, the logic behind laser cutting goes beyond simply “cutting through”—it’s about being able to cut ultra-hard materials while simultaneously eliminating secondary machining.
- Automotive Manufacturing: A Battle with “Ultra-High-Strength Steels”
- The Only Solution for Press-Hardened Steel (PHS): To balance safety and weight reduction, modern cars use hot-formed boron steel with tensile strength up to 1500 MPa for pillars and other critical parts. Traditional stamping dies wear out rapidly or even fracture under such hardness. Laser cutting is currently the only economical method for trimming and perforation.
- Shorter Time-to-Market: During prototyping, 3D five-axis laser cutters replace trimming dies that once took weeks to fabricate—reducing lead time from months to mere days.
- Aerospace: Tackling “Difficult-to-Machine” Materials
- Titanium Alloys and Honeycomb Structures: Aircraft skin and engine components often use titanium or nickel-based superalloys. These materials are stress-sensitive and poorly conductive. Laser cutting, being non-contact, prevents the work-hardening and deformation caused by mechanical tools—making it ideal for processing delicate honeycomb cores that would otherwise collapse under pressure.
- Shipbuilding & Heavy Equipment: Goodbye to Manual Bevel Grinding
- Bevel Cutting: Conventional flame or plasma cutting of thick plates (20mm+) produces rough, slanted edges that require extensive manual grinding for welding preparation. Today’s high-power fiber lasers (10kW–40kW) achieve one-pass beveling—creating smooth, mirror-like V-, X-, or K-type edges ready for direct welding, boosting labor efficiency by over 300%.
4.2 Precision and Micro-Fabrication Driven Applications (Advanced Technology)
Here, the fundamental concept is “temporal compression of energy”—using ultrafast (picosecond or femtosecond) lasers to complete material interaction before heat can diffuse, achieving micron-scale “cold” processing.
Consumer Electronics (3C): Glass Isn’t Actually ‘Cut’
- Stealth Dicing: When processing full-screen glass covers such as Gorilla Glass or sapphire, the laser doesn’t slice across the surface like a blade. Instead, it focuses through a lens onto a precise point inside the material, creating a modified layer. The material is then cleanly split along a pre-defined path by controlled fracturing.
- Value Proposition: This technique eliminates glass debris and prevents micro-cracks along the edges, resulting in screens with significantly higher drop resistance compared to those cut with mechanical wheel blades.
Medical Devices: Precision Machining of Life-Critical Memory Metals
- Nitinol Stents: Cardiovascular stents made of Nitinol boast shape-memory properties but are extremely heat-sensitive—excessive heat can disrupt the crystal lattice and cause failure. They must be cut using femtosecond lasers for “cold ablation,” keeping the heat-affected zone (HAZ) within micrometer scale. This ensures the stent springs back accurately after implantation, with burr-free edges that require no complex post-polishing.
Photovoltaics & Semiconductors: Zero-Loss Wafer Cutting
Lossless Dicing: In high-value wafer cutting, traditional diamond saw blades waste material through kerf loss. Laser stealth dicing achieves zero kerf loss, meaning each semiconductor wafer yields more chips—directly boosting net profit in a market where every square millimeter is precious.
| Application Area | Laser Cutting Capabilities |
| PCB Processing | |
| Multilayer Board Cutting | Penetrates multilayer PCB structures, ensuring highly precise cut lines for complex designs. |
| Micro-hole Drilling | Drills micro-holes as small as tens of microns for electrical connections. |
| Complex Shape Cutting | Offers high flexibility for custom-shaped PCB fabrication. |
| Display Component Fabrication | |
| Glass Substrate Cutting | Delivers high-precision processing with smooth, crack-free edges, ideal for OLED and LCD displays. |
| Flexible Material Processing | Cuts flexible materials (like polyimide film) for flexible display manufacturing. |
4.3 Flexibility and Creativity Driven (Commercial Applications)
For SMEs, the greatest advantage of laser cutting lies in restructuring the business model—shifting from “inventory-driven” to “order-driven” production.
Sheet Metal Fabrication & Home Appliances: The End of Molds
- EOQ = 1 (Economic Order Quantity Unified): Previously, producing a new elevator panel or enclosure required weeks for mold fabrication. Now, laser cutting makes the cost of producing a single unit almost the same as producing thousands. This paves the way for “cloud factory” models—designers upload CAD files, factories cut and ship directly—eliminating inventory backlog risk entirely.
Architecture & Decoration: Physical Execution of Parametric Design
- Complex Geometries: From gradient perforation patterns on metal facades to intricate motifs on artistic partitions, laser cutting faithfully reproduces every nuance of a parametric design—freeing architects from the limitations of standard sheet specifications.
Laser cutting is also employed for the efficient production of various pipes, window and door profiles, railings, and other building materials. This not only boosts customization capabilities but also ensures seamless joints with superior aesthetics and sealing. For companies that need to process both sheet metal (like doors and windows) and pipes, laser cutting machines offer a comprehensive solution. The dual-use fiber laser cutting machine integrates both functionalities, delivering a highly cost-effective solution.
🤫 Insider Secrets: Two Cutting-Edge Technologies Defying Expectations
To give you a half-step lead over the market, here are two niche yet high-value applications currently surging in impact:
Copper’s Nemesis — Blue Laser
- Pain Point: Cutting copper with conventional infrared lasers (1064nm) is like “shining a mirror”—95% of the energy is reflected, risking severe equipment damage.
- Breakthrough: For processing copper wiring in EV motors (EV hairpins), the industry has adopted 450nm blue lasers. Copper’s absorption rate for blue light jumps to over 50%, enabling splash-free, high-efficiency pure copper welding and cutting—an essential weapon in EV manufacturing.
Color Without Paint — Structural Color (Laser Color Marking)
- Principle: Femtosecond lasers engrave nano-scale periodic grooves (LIPSS) into stainless steel or titanium alloy surfaces.
- Effect: These microstructures diffract light, making the metal surface appear deep black, gold, or even rainbow-hued without any pigments or paint. This “physical coloration” is permanent, eco-friendly, and non-toxic—rapidly becoming a favorite in high-end electronics aesthetics.
Ⅴ. Deep Value Extraction: Beyond ‘It Can Cut’ — The ROI Profit Model
Most beginners evaluating equipment fixate on the physical limit of “how thick it can cut.” Seasoned industry veterans, however, know the core competitive edge of a laser cutting machine isn’t just capability—it’s “how much does cutting one meter cost”. This chapter unveils the hidden profit centers and operational cost structures salespeople might not volunteer, helping you calculate the true ledger behind this investment.
5.1 Hidden Profit Center: Air Cutting Technology
In traditional laser cutting, oxygen assists combustion for carbon steel, while nitrogen prevents oxidation for stainless steel. Recently, “high-pressure air cutting” has emerged as a secret weapon for SMEs seeking cost reduction and efficiency gains.
- Underlying Logic — Why Can Air Cut? Air contains around 78% nitrogen and 21% oxygen. When fiber laser power surpasses a certain threshold (typically >6kW), the immense energy density can melt metal in microseconds. The gas’s role shifts from “chemical assistance” to “physical slag expulsion.” If air is free, why pay for expensive liquid nitrogen?
- Eye-Opening Cost Calculations
- Dramatic Drop in Gas Costs: Liquid nitrogen is costly, and incurs transport expenses plus evaporation losses in storage tanks. In contrast, air cutting only requires electricity for an air compressor. Real-world data shows that for a 12kW laser cutting 10mm stainless steel, air cutting’s total gas cost is just 1/10 or less of nitrogen cutting (~$2/hour vs. $16+/hour).
- The Catch: As a professional buyer, you must be aware of its limitations to avoid delivery risks:
- Edge Oxidation: Because air contains oxygen, stainless steel cut edges may turn yellow or black, failing to achieve the “bright silver” finish produced by nitrogen cutting.
- Corrosion Risk: Oxidized edges mean the anti-rust layer is compromised. If the part will be used outdoors or requires welding, this oxidation layer must be removed by pickling or grinding; otherwise, rust formation or weld defects are likely.
- Equipment Requirements: Never use a standard workshop air compressor. You must have a dedicated compressor with a refrigerated dryer and multi-stage precision filters (meeting ISO 8573-1 Class 1 standard). Even trace oil mist or moisture reaching the costly laser focus lens can destroy it instantly.
5.2 Efficiency Multipliers: AI-Powered Nesting and Automation
Your hardware sets your maximum production capacity, but software determines your profit margins. In sheet metal fabrication, where material costs can exceed 70% of total expenses, even a 1% material saving translates directly into pure profit.
- AI Nesting and Common-Line Cutting: Top-tier nesting software (such as SigmaNEST, Lantek) goes far beyond simple “puzzle fitting.” It leverages AI algorithms to perform common-line cutting—allowing two parts to share a single cut edge, effectively producing two items in one pass.
- Value Point: This strategy not only saves 10–15% in raw materials but—more importantly—reduces the number of piercings required. Piercing is the most time‑consuming and nozzle‑damaging step in laser cutting. Cutting the number of piercings in half can directly boost overall processing efficiency by as much as 30%.
- Vision System: Finding Profit in Scrap In traditional sheet‑metal shops, large leftover remnants are usually sold off cheaply as scrap. Modern laser cutters equipped with computer vision now let operators place an irregular piece of “junk metal” on the worktable; the onboard camera scans it, recognizes the remaining usable area, and automatically nests smaller parts (such as flanges or gaskets) into every available space. This technology transforms what was once worthless waste into valuable standard components—profit literally created from nothing.
5.3 ROI (Return on Investment) in Practice
Don’t take “full payback in one year” marketing claims at face value. Instead, master the following core logic and build your own ROI calculation model.
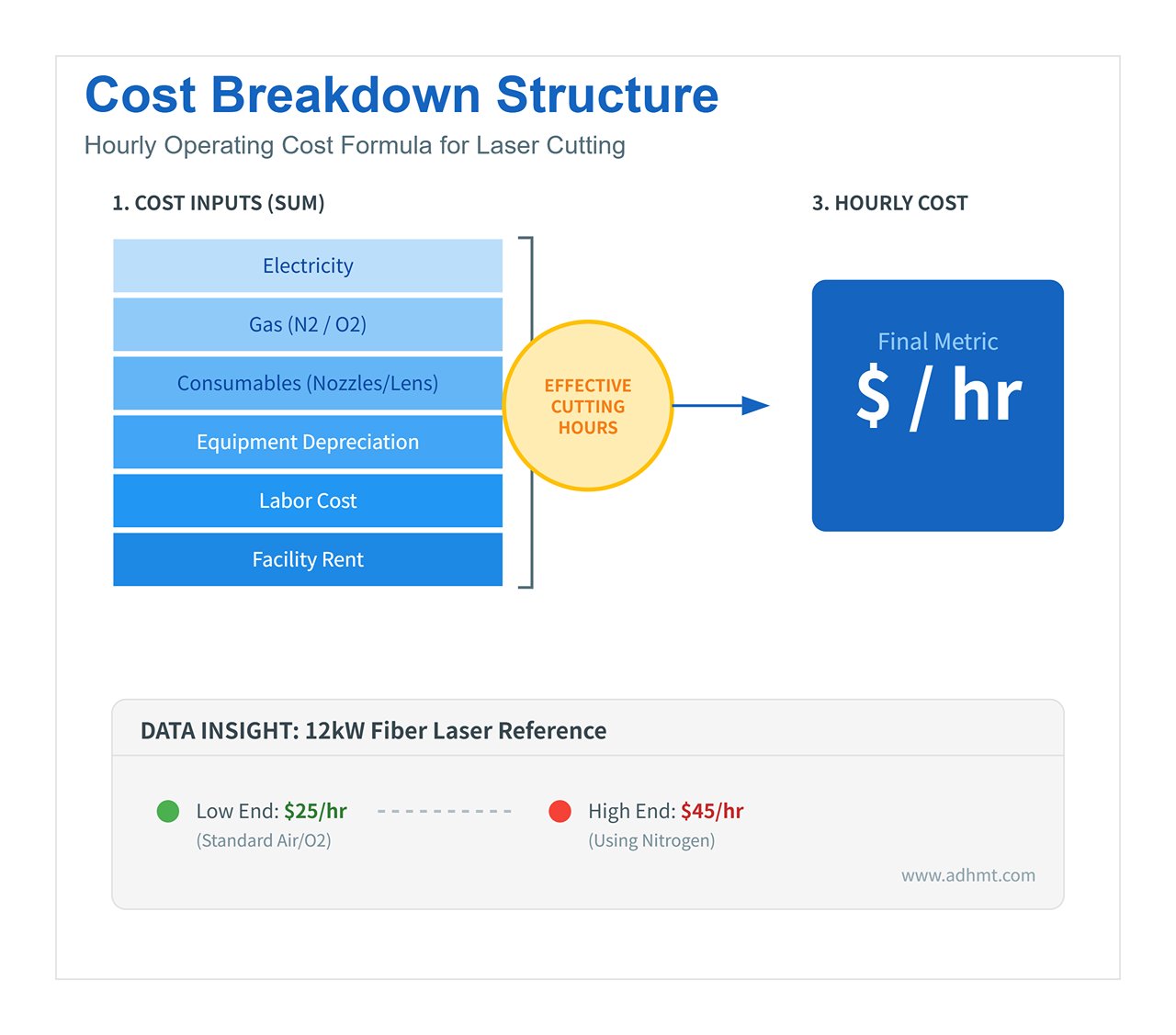
- Key Metric: Hourly Operating Cost (Hourly OpEx) The formula should include more than just electricity:
Hourly Cost = (Electricity + Gas + Nozzle/Lens Consumables + Equipment Depreciation + Labor + Facility Rent) / Effective Cutting Hours
- Benchmark Reference: The average total operating cost for a 12 kW fiber laser cutting machine typically ranges from $25–$45 per hour, depending on whether costly nitrogen is used.
- Decision Pitfall: The Power Premium Should you buy a 20 kW or a 12 kW machine? Higher power doesn’t always translate into higher returns.
- Reality Check: If 80% of your workload involves sheets under 10 mm thick, the speed advantage of a 20 kW unit is minimal (limited by the machine’s acceleration). The added cost and energy consumption will outweigh any benefit. Only when cutting 16–30 mm thick plates consistently and in large volumes does an ultra‑high‑power system produce a positive ROI.
- Break‑Even Point: For job shops, the machine generally must operate effectively 6–8 hours per day to offset its significant depreciation (typically 20% per year over a 5‑year period). Anything less, and you’re effectively working for the equipment manufacturer.
- Real‑World Case Insight: When a component manufacturer adopted a 12 kW machine, they also invested an extra $20,000 in a laser‑specific air compressor system. By fully transitioning to air cutting, they saved $80,000 per year in liquid nitrogen costs. The savings from gas alone covered the compressor in just three months and continued to generate pure profit afterward—an example of the compounding effect of smart technical decisions. You can explore more technical specifications in our downloadable brochures to customize your investment strategy.
Ⅵ. Pitfall Avoidance Guide & Implementation Roadmap
Don’t fall for the salesperson’s claim that “our machine can cut anything.” In real‑world manufacturing, “being able to cut” and “being able to produce in volume reliably and economically” are two entirely different concepts. This chapter serves as your industry mine‑clearing manual—helping you avoid the costly mistakes that can run into the millions.
6.1 Debunking Common Misconceptions (Myth Busters)
Before signing any contract, make sure to erase these three high‑risk misconceptions from your mind:
Myth 1: “The Higher the Power, the Better” (The Overpower Trap)
- Reality: Not every factory needs a 20 kW‑plus “light saber.” If 80% of your work involves sheets under 3 mm thick, ultra‑high power brings no real speed advantage (limited by the machine’s acceleration, typically 1–4 G) and creates side effects. Excess laser energy can cause overburn at corners, rounding sharp edges and creating dross that interferes with precise assembly later.
- Strategy: Unless you regularly cut steel thicker than 20 mm, 12 kW remains the sweet spot for performance‑to‑cost ratio and process adaptability.
Myth 2: “Anything Can Be Cut” (The Toxic Trap)
- Absolute No‑Go: Never attempt to laser‑cut PVC (polyvinyl chloride). Under high heat it releases chlorine gas, which not only damages operators’ respiratory systems but also reacts with moisture in the air to form hydrochloric acid. Within hours, it can corrode precision optics and guide rails—destroying equipment worth millions.
- Hidden Killer: Carbon Fiber. While lasers can cut through it, the resin matrix in composites vaporizes at around 350°C—far below the carbon fibers’ melting point (~3000°C). The result is edge recession of resin, leaving brush‑like exposed fibers and causing serious delamination, which drastically weakens structural integrity.
Myth 3: “Buying a Laser Means Buying the Laser Source” (The Bed Trap)
- Insider Perspective: While the laser source itself can last up to 100,000 hours, the machine bed that carries it may warp within just three years.
- Key Insight: When machines operate at accelerations above 2 G, the immense inertial forces can cause micro‑cracks and stress deformation in standard welded beds, leading to precision drift over time. For high‑power models (>12 kW), always choose a cast‑iron bed or a heavy steel bed that’s been properly stress‑relieved through high‑temperature annealing—this is the physical foundation for long‑term accuracy and stability.
6.2 Challenging Materials and Practical Solutions
Brute force doesn’t work with difficult materials—you need to approach them with a physics‑based mindset.
Highly Reflective Materials (Copper, Aluminum, Gold): The “Mirror Effect”
- Pain Point: Copper and aluminum reflect a large portion of laser energy. When the beam fails to penetrate, that energy bounces straight back into the laser source—instantly damaging costly pump modules or fiber connectors.
- Solution: Confirm that your laser source includes a hardware‑level anti‑reflection protection system. A short‑term workaround is to use beveled or angled cuts (slightly tilting the cutting head), though this compromises precision. The best solution is to choose a laser optimized for reflective materials—such as nLIGHT’s specialized fiber structure—or consider blue‑laser technology for specific welding applications.
The “Bevel Cut” Challenge of Thick Carbon Steel
- Pain Point: When cutting carbon steel thicker than 20 mm, a common defect is a non‑vertical cut surface. The result often looks trapezoidal—wider at the top, narrower at the bottom—with heavy slag buildup that is difficult to remove.
- Know‑How: This issue is usually not caused by insufficient power but by incorrect focus settings. Thick carbon steel requires a positive focus, meaning the focal point should be positioned 5–8 mm above the plate rather than on the surface. This stretches the beam waist, produces a straighter energy column, and widens the kerf opening so oxygen can reach the bottom more effectively. The result is a smoother, more vertical cut.
6.3 Procurement Checklist
Before paying a deposit, take this checklist to the supplier’s site and challenge them on these details—they reveal true professional competence.
Infrastructure Assessment
- Foundation: High‑power machines often weigh more than 10 tons. Is your factory floor rated for this load? Do you need a dedicated concrete foundation?
- Voltage Stabilization: Lasers are extremely sensitive to voltage fluctuations. Does your facility’s transformer have enough spare capacity? Do you need an industrial stabilizer above 80 kVA? This is the first line of defense for the machine’s control boards.
Real Speed Test
- Don’t rely on marketing numbers such as “120 m/min rapid travel.” That represents the laser head moving without cutting.
- Real‑World Requirement: Ask the supplier to cut a 1 m × 1 m complex pattern containing dozens of small holes and sharp angles. Time the process. Only this reveals the machine’s acceleration and deceleration performance (G‑value), the true determinant of productivity.
Safety and Environmental Compliance
- Dust Collection: Laser cutting produces extremely fine metallic particulates (PM2.5 level). Is the dust collector powerful enough?
- Explosion Protection: If you process aluminum alloy, aluminum dust is explosive. Confirm the dust collector has certified explosion‑proof features and spark‑arresting devices, otherwise it will fail environmental and safety inspections.
Ⅶ. Future Trend: From Standalone Machines to Intelligent Units
If you still view a laser cutter as a single machine that simply “does the job,” your factory may soon face the isolation problem common in Industry 4.0 transitions. Future competition is not about single‑machine cutting speed but about data flow and automation maturity. Laser cutting is shifting from a standalone process to a core sensing-and-actuation node within smart factories.
7.1 Integrated Processing: The Missing Piece for a Truly Lights‑Out Factory
Traditional workflows are fragmented: sheets are cut, manually sorted, moved to press brakes, then to welding stations. These breakpoints drain efficiency. Future laser systems are evolving into the backbone of FMS (Flexible Manufacturing Systems).
- Automated Loading/Unloading and Tower Storage: Laser machines will interface directly with smart material towers. Upload a production plan before leaving work; overnight the system retrieves material, cuts it, and returns it to storage autonomously.
- Automated Sorting: A major breakthrough. Robotic arms with vacuum grippers extract finished parts from skeletons and sort them by order. By the next morning, parts for each bending station are neatly organized—enabling true 24/7 lights‑out production.
- Process Integration: Hybrid systems combining tube cutting, drilling, tapping, or even laser cutting plus laser welding are emerging. Tasks once spread across three machines are now completed in a single enclosed cell.

7.2 AI‑Adaptive Cutting: Giving Machines a Brain
Earlier cutters operated blindly—they executed G‑code without evaluating results. AI‑enabled machines now possess real sensing and self‑correction capabilities.
- Real‑Time Process Monitoring: Sensors and high‑speed cameras inside the cutting head allow AI to analyze spark color and behavior within milliseconds.
- Scenario: If abnormal sparks indicate incomplete cuts or tool damage, the AI instantly adjusts speed or focus to prevent scrapping the entire sheet.
- Automatic Nozzle Changes and Calibration: When switching materials—say from carbon steel to stainless steel—the system automatically selects the appropriate nozzle and recalibrates the center point.
- Predictive Maintenance: No more repairing only after failures. By analyzing vibration and temperature data from core components like chillers, laser sources, and linear guides, the system can warn you two weeks in advance: “X‑axis motor may fail in 200 hours—prepare a spare.” This eliminates costly unplanned downtime.
7.3 Green Manufacturing: Not Just Compliance—Survival
As global carbon‑neutral targets advance, energy efficiency will become a mandatory requirement in laser‑cutting procurement.
- Ultra‑Low Standby Consumption: Future systems will include deep‑sleep modes, allowing the laser source and chiller to enter low‑power states during idle periods. This saves energy and prolongs component life.
- Closed‑Loop Dust Treatment: Dust collectors will evolve into full purification stations with spark arresters, explosion protection, and nano‑level filtration. Exhaust air may even be cleaner than the workshop environment, meeting the strictest EHS standards.
- Zero‑Waste Cutting: Advanced vision algorithms will optimize sheet utilization to the physical limit, minimizing scrap and conserving raw materials.
Expert Insight: When planning future capacity, ensure the machine’s control system offers open data interfaces such as OPC UA. A laser cutter that cannot connect to your MES or output production data becomes an unmanageable information silo in a digital factory.
Next Step Recommendation: Whether you are a fabricator scaling operations or an innovator exploring flexible manufacturing, choose the right solution today:
- Explore the Single Table Fiber Laser Cutting Machine for dedicated sheet applications
- Discover the Dual-use Fiber Laser Cutting Machine for hybrid metal and pipe processing
For detailed specs or quotation, please contact us.















