Varför "Topp 10"-listor har svikit dig (och hur du faktiskt väljer)
Du har förmodligen spenderat den senaste veckan stirrande på jämförelsetabeller som berättar allt om en maskins teoretiska maxkapacitet men ingenting om dess förmåga att betala sig själv. "Topp 10"-listor misslyckas eftersom de behandlar industriell tillverkningsutrustning som konsumentelektronik, där enheterna rankas efter funktioner-per-krona istället för tillförlitlighet-per-skift. En verkstad behöver inte en generisk "vinnare" vald av en teknikbloggare; den behöver en maskin som passar specifika begränsningar vad gäller budgettakten, daglig genomströmning och materialytor. Istället för att söka efter en ranking måste du bygga en kravmatris som kopplar dina produktionsbehov – specifikt materialtyper och volym – till maskinens kapaciteter.
Till exempel, om din prioritet är hög precision vid metallskärning och långsiktig produktionsstabilitet, kan du utforska industriklassade lösningar som Enkelbord Fiberlaserskärmaskin utformad för effektiv genomströmning och professionella miljöer.
Specifikationsfällan: Varför wattantal är den minst viktiga mätparametern vid ett brådskande jobb
Vanliga misstag vid prioritering av verkstadsutrustning
- Att prioritera högsta wattantal framför processstabilitet är det dyraste misstaget verkstadsägare gör.
- Högt wattantal är meningslöst om maskinen lider av portal-feljustering eller kräver omfattande efterbearbetning.
- Wattantal bestämmer endast skärtjocklekskapacitet, inte lönsamhet.
- Fokusera på dolda "drivkrafter till stillestånd" istället för specifikationer för rörturbineffekt.
- Viktiga stilleståndsdrivare inkluderar renheten hos munstycke och lins, servounderhållsintervall och konsekvent kylflöde.
- För intäktsfokuserade verksamheter är kritiska prestandamått acceleration och stabilitet i snittbredd (kerf).
- En vältrimmad 60W-maskin kan prestera bättre än en dåligt kalibrerad 100W-modell.
- Instabila maskiner slösar material och tid, vilket gör extra wattantal kontraproduktivt.
Om konsekvent drifttid och precision är avgörande för din verksamhet kan en granskning av professionella system såsom Fiberlaserskärmaskin för dubbel användning med skyddskåpa bidra till att säkerställa jämn skärkvalitet under längre produktionsskift.
"Time-to-First-Cut"-verkligheten: Att skilja hobbyprylar från intäktsgenererande maskiner
Optimerad version
"Time-to-First-Cut" (TTFC) mäter hur lång tid det tar från att maskinen packas upp till att den producerar den första användbara delen. Hobbymodeller framhäver ofta denna siffra, med hjälp av proprietär och förenklad programvara för att få användare att börja skära inom en timme. Även om denna tillgänglighet sänker tröskeln in, begränsar den också den långsiktiga tillväxten. Dessa “plug-and-play”-system saknar vanligtvis den integration och automatisering som krävs för ett professionellt CAD-till-CAM-flöde och kräver manuella justeringar för varje jobb.
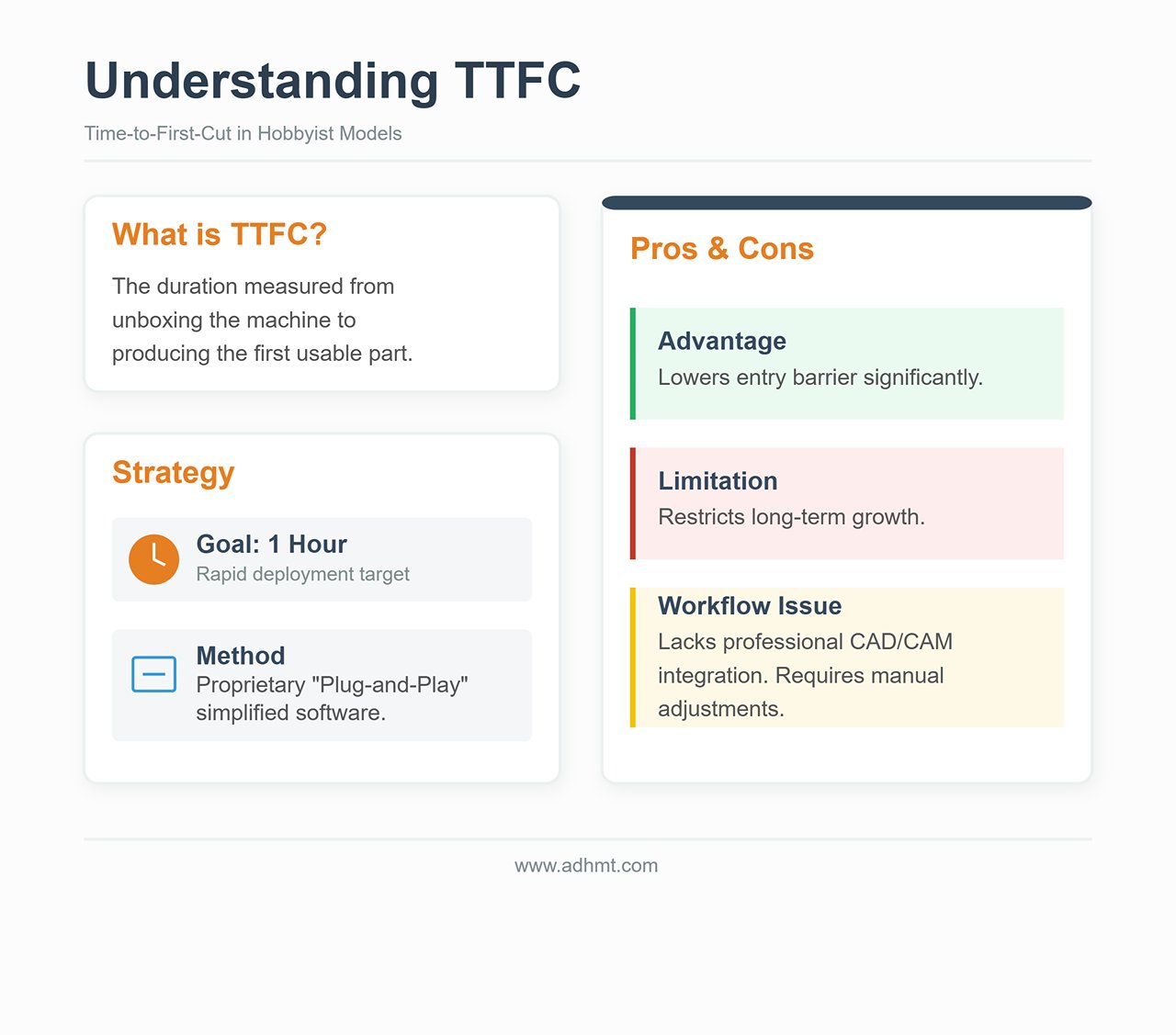
I kontrast definieras en verklig intäktsgenererande maskin inte av sin TTFC utan av hur sömlöst den integreras i befintliga produktionsprocesser. Industriklassade enheter kan kräva längre inledande installation – såsom avgasuppfyllnad, kylare och säkerhetslås – men när de väl är konfigurerade, närmar sig deras "Time-to-Second-Cut" noll. Denna effektivitet beror på programvarukompatibilitet som stöder batchbearbetning, upprepningsbar noggrannhet och minimal omkalibrering.
En maskin med låg TTFC men otillräcklig styvhet eller svag mjukvaruarkitektur är lämplig för prototypframtagning, inte för produktion. En hållbar avkastning på investeringen kommer från genomströmning, konsekvens och toleranskontroll – faktorer som består långt efter uppackningen.
För dem som optimerar professionella arbetsflöden, kan kontroll av tekniska specifikationer eller nedladdningsbara broschyrer hjälpa till att visualisera den maskinkonfiguration och integration som krävs för högre produktionsvolym.
Fas 1: De Hårda Filtren (Såll bort 90% av Maskinerna Nu)
De flesta köpare börjar sin sökning genom att titta på laserstyrka och prislappar. Detta är det snabbaste sättet att köpa en maskin som blir en dyr pappersvikt. De mest kritiska faktorerna vid val av en laserskärare har inget att göra med maskinens specifikationer och allt att göra med de fysiska begränsningarna i din arbetsmiljö.
Innan du tittar på ett enda varumärke måste du tillämpa en uppsättning "hårda filter". Dessa är binära begränsningar: om en maskin inte uppfyller dessa kriterier är den inte en kandidat. Den är en belastning. Genom att tillämpa dessa filter eliminerar du 90% av marknaden, vilket lämnar dig med de enda enheterna som faktiskt kan fungera i din specifika miljö.
Ventilationsvetot: Ingen Utvändig Utsugningsväg Betyder Ingen CO2 (Här är Vad Som Återstår)
Det första filtret är atmosfäriskt. Laserskärning är en termisk process som förångar material. När du skär i trä, akryl eller läder skapar du inte bara damm; du genererar flyktiga organiska föreningar (VOC), kolmonoxid och olika cancerframkallande ämnen. Om du skär PVC (vilket du inte bör göra) genererar du saltsyregas som kommer att förstöra dina lungor och korrodera maskinens elektronik inom några veckor.
Den Hårda Regeln: Om du inte kan dra ett 4-tums eller 6-tums rör från maskinen till utsidan, kan du inte köpa en CO2-laser för produktionsändamål.
Många tillverkare säljer "rökgasrenare" eller recirkulerande filtreringsenheter som en lösning för rum utan fönster. För en hobbyist som graverar ett tillfälligt glasunderlägg är dessa tillräckliga. För en verkstad som kör produktion är de en ekonomisk fälla.
- Mättnadsproblemet: Att skära akryl och trä fyller HEPA- och aktivt kolfilter snabbt. I en produktionsmiljö kan du behöva byta dyra filterpatroner varje vecka för att bibehålla säker luftkvalitet. Detta tillför tusentals dollar till dina årliga driftskostnader.
- Flödesfysiken: Recirkulerande enheter levererar sällan det luftflöde i kubikfot per minut (CFM) som krävs för att hålla optiken ren. Utan starkt undertrycksventilerat utsug stannar röken kvar i chassit och sätter sig på speglar och linser. Detta försämrar strålens kvalitet, minskar skäreffekten och spräcker dyr optik.
Om du inte har någon utvändig utsugningsväg är dina enda praktiskt möjliga alternativ lågkraftiga diodlasrar eller fiberlasrar som enbart används för metallmärkning, såsom Enkelbord Fiberlaserskärmaskin, vilka hjälper dig att upprätthålla luftrening och pålitlig luftflödeskvalitet.
Den Elektriska Överraskningen: Varför Ditt 110V-uttag Kan Förstöra Din Produktionshastighet
Det andra filtret är elektrisk kapacitet. I Nordamerika ger det standardiserade 110V/15A hushållsuttaget en teoretisk maxeffekt på 1 800 watt. Dock anger elsäkerhetskoder och standarder en kontinuerlig belastningsgräns på 80%, eller ungefär 1 440 watt.
Nya köpare tittar ofta på en lasers märkning – till exempel ett "100W" laserrör – och antar att det lätt ryms inom den gränsen. Detta är en missuppfattning av skillnaden mellan energiförbrukning och uteffekt. En laserskärare är ett system, inte en enskild komponent.
- Den sammanlagda belastningen: Du driver inte bara lasersändaren. Du driver stegmotorerna, styrenheten, vattenkylaren (nödvändig för glasrör), luftassistenspumpen och avgasfläkten.
- Spänningsfallet: När kylaggregatets kompressor startar samtidigt som lasern körs på hög effekt kan den plötsliga strömförbrukningen orsaka ett kortvarigt spänningsfall i ett delat 110V-kretslopp.
Om din verkstad bara har vanliga 110V-uttag för hushåll och du inte kan installera en dedikerad krets, är du starkt begränsad. Att köra en högeffektsmaskin på en delad krets leder till "brownouts", där laserstyrkan varierar, vilket resulterar i snitt som inte går hela vägen igenom eller oregelbundet djup vid gravering.
Den Hårda Regeln: Om du inte kan installera en dedikerad 20A-krets eller en 220V-linje måste du utesluta högpresterande industriella CO2-plattformar och stora fiberlasrar. Du är begränsad till skrivbordsmodeller eller instegsmodeller med golvstativ där kylare och avgas är integrerade eller strömsnåla.

Sängstorleksfällan: Varför "större" ofta betyder "långsammare" och "mindre exakt"
Marknadslogiken antyder att en 48" x 36"-säng automatiskt är bättre än en 24" x 12"-säng eftersom den erbjuder "mer potential". I en verkstad är potential irrelevant; genomströmningen är det som räknas.
Stora sängar kräver stora bryggor (gantries – brokonstruktionen som rör laserhuvudet). Stora bryggor är tunga.
- Tröghet kontra detaljrikedom: En tung brygga kräver mer kraft för att accelerera och bromsa. Om du graverar fin text eller detaljerad grafik måste maskinen ändra riktning tusentals gånger per minut. En stor, tung maskin har svårt att göra detta snabbt utan vibrationer, kallade "ringning" eller "gungning", vilket visar sig som vågiga linjer i ditt arbete.
- Hastighetsstraffet: För att bibehålla precision med en tung brygga måste maskinen ofta köras långsammare. En mindre maskin med en lätt brygga kan ofta gravera en serie föremål 30 % snabbare än en stor maskin, helt enkelt för att den kan accelerera snabbare mellan snitten.
Den Hårda Regeln: Köp inte en sängstorlek för "någon gång"-projekt. Om 95 % av ditt arbete får plats på ett 12x20 tums ark, kommer en 4x8 fots maskin faktiskt att skada din verksamhet. Den tar upp mer golvyta, drar mer ström och producerar sannolikt graveringar av lägre kvalitet i långsammare takt. Köp bara den stora sängen om din huvudsakliga inkomstkälla kommer från att skära fullstora materialark.
Materialets verklighet: Varför kundens önskemål avgör laserkällan (CO2 kontra fiber kontra diod)
Slutligen kan du inte välja lasertyp baserat på budget; du måste välja baserat på fysik. Laserstrålens våglängd avgör vilka material den interagerar med. Ingen mängd effekt kan kompensera för fel våglängd.
- CO2-lasrar (10 600 nm): Arbetshästen för tillverkare. Denna våglängd absorberas perfekt av organiska material.
- Måste användas för: Trä, akryl (klar och färgad), läder, papper, glas (endast gravering).
- Det hårda filtret: Om dina kunder behöver troféer av klar akryl eller arkitektoniska modeller, så måste köper du en CO2-laser. En fiber- eller diodlaser kommer att passera rakt igenom klar akryl utan att lämna någon markering.
- Fiberlasrar (1,064 nm): Industristandarden för metall.
- Måste användas för: Rostfritt stål, aluminium, mässing, koppar, titan.
- Det hårda filtret: Om din affärsmodell bygger på att skära metallkomponenter är en CO2-laser fel verktyg. Även om kraftfulla (150W+) CO2-lasrar kan kan skära tunn metall med syrehjälp, är kantkvaliteten och hastigheten sämre än till och med en instegsfiberlaser. Om du behöver gravera klara plaster eller trä är fiberlasern värdelös; den kommer att bränna träet okontrollerat eller misslyckas med att märka plasten.
- Diodlasrar (450 nm): Det synliga blåljusspektrumet.
- Måste användas för: Budgetbegränsningar och extrem portabilitet.
- Det hårda filtret: Diodlasrar har dålig absorption i klar akryl (blått ljus passerar igenom) och är oerhört långsamma för att skära något tjockare än 3 mm plywood. Om din verksamhet är beroende av hastighet eller att skära tjockt material, uteslut diodlasrar direkt.

Innan vi går vidare till specifika maskinrekommendationer i nästa avsnitt, skriv ner dina tre primära material. Om de är metall, letar du efter fiber. Om de är klar akryl och trä, letar du efter CO2. Det finns ingen maskin som klarar båda perfekt utan att kosta lika mycket som ett litet hus.
Fas 2: Programvaran som avgör
De flesta köpare fixerar sig vid rörwatt och bäddstorlek och behandlar styrprogramvaran som en eftertanke—ett enkelt tillbehör som följer med i lådan. Detta är det absolut dyraste misstaget du kan göra. I en professionell verkstad är hårdvaran bara så kapabel som programvaran som styr den. En 150W CO2-laser med klumpig, slutet programvarusystem är inte ett verktyg; det är en flaskhals.
Innan du bestämmer dig för en maskin måste du granska det digitala ekosystem som den tvingar på dig. Om arbetsflödet i programvaran är trasigt är maskinens hastighet irrelevant.
Varför "LightBurn-kompatibel" är icke-förhandlingsbart för professionellt arbete
I laserindustrin har LightBurn utvecklats från ett tredjepartsverktyg till det facto-operativsystemet för professionell tillverkning. Det fungerar både som CAM-programvara (Computer-Aided Manufacturing)—där du ställer in hastigheter, kraft och banor—och maskinkontrollgränssnitt.
För en verkstad är "LightBurn-kompatibilitet" inte en preferens; det är en strategisk tillgång av tre skäl:
- Arbetskraftsportabilitet: LightBurn förenar gränssnittet mellan olika typer av hårdvara. Det stöder Ruida-, Trocen-, TopWisdom- och GRBL-styrenheter. Om du tränar en operatör på en generisk diodlaser kan de överföra de färdigheterna till en industriell CO2-flatbädd eller en Galvo-fibermarkerare utan att behöva lära om arbetsflödet. Om du köper en maskin som är låst till proprietär programvara ökar du din utbildningskostnad för varje nyanställning.
- Standardiserade SOP:er: Skalbarhet kräver standardiserade arbetsrutiner (Standard Operating Procedures). När hela din maskinpark körs på en och samma plattform kan du bygga ett enhetligt materialbibliotek. Du kan spara specifika skärinställningar för "3 mm björkplywood" eller "anodiserad aluminium" och använda dem på vilken maskin som helst i verkstaden. Proprietär programvara tvingar dig att underhålla fragmenterade bibliotek, vilket ökar risken för operatörsfel och materialspill.
- "Bussfaktorn": Om en tillverkare av en maskin med slutet ekosystem går i konkurs, slutar uppdatera sin programvara eller ändrar sin prissättningsmodell, blir din hårdvara föråldrad över en natt. En maskin med en standardkontroller (som en Ruida 6442) som kör LightBurn är framtidssäker. Hårdvaran är oberoende av tillverkarens betalningsförmåga.

Om en maskintillverkare inte stöder LightBurn ber de dig satsa hela din produktionslinje på deras interna programvaruutvecklingsteam. För professionellt arbete är det en satsning du sällan bör ta.
Den dolda kostnaden av proprietära ekosystem: internetkrav och fillimiteringar
Konsumentinriktade lasertillverkare marknadsför ofta sin proprietära programvara som "användarvänlig", men denna enkelhet döljer ofta en "murad trädgård"-arkitektur som är utformad för att tjäna pengar på ditt användande.
Den mest riskabla funktionen i dessa ekosystem är molnberoendet. Vissa maskiner kräver en aktiv internetanslutning för att bearbeta designfiler. Programvaran laddar upp dina vektordata till tillverkarens server, bearbetar G-koden på distans och skickar tillbaka den till maskinen. I en hobbyverksamhet är detta en irritation. I en produktionsmiljö är det en risk. Om din internetleverantör får driftstörningar stannar din produktion. Om tillverkarens servrar får driftavbrott missar du dina deadlines.
Dessutom inför proprietära ekosystem ofta konstgjorda begränsningar för filhantering. Du kan stöta på:
| Problem | Beskrivning |
|---|---|
| Filinlåsning | Oförmågan att exportera dina projektfiler i standardformat (DXF, SVG), vilket fångar din immateriella egendom inom deras system. |
| Prenumerationsväggar | Grundläggande produktivitetsfunktioner – såsom array-nesting (automatisk placering av flera delar på ett ark för att spara material) eller vektorspårning – kan vara låsta bakom en månatlig "Premium"-prenumeration. |
| Integritetsrisker | För verkstäder som hanterar känsliga kundprototyper eller immateriella tillgångar innebär uppladdning av designer till en tredjeparts molntjänst för bearbetning ett brott mot standardiserade sekretessavtal (NDA). |
Professionell hårdvara måste kunna köras lokalt. Du ska kunna ansluta en USB-kabel (eller ett USB-minne) till maskinen och starta skärningen, oavsett Wi-Fi-status.
Arbetsflödeseffektivitet: Kan du importera CAD-/Illustrator-filer utan huvudvärk?
Effektivitet mäts genom tiden som går mellan att du avslutar en design och trycker på "Start" på lasern. Detta glapp definieras av filkompatibilitet.
Ditt designteam arbetar troligen i Adobe Illustrator, AutoCAD, SolidWorks eller Rhino. Lasermjukvaran måste överbrygga gapet mellan dessa designverktyg och maskinens rörelsestyrning utan att kräva en tredje "översättar"-mjukvara.
Ett professionellt arbetsflöde kräver direkt importmöjlighet. Du måste kunna släppa en AI-, PDF-, DXF- eller SVG-fil direkt i styrprogramvaran och låta den tolka vektorerna korrekt.
- Lagerkoppling: Programvaran bör automatiskt koppla färgerna i din designfil till skärparametrar (t.ex. Röda linjer = Skär, Blå linjer = Gravyr).
- Inbyggd redigering: Små justeringar — stänga en öppen form, sammanfoga text eller förskjuta en bana för sågspaltskompensation — bör kunna göras direkt i lasermjukvaran. Om du måste växla tillbaka till Illustrator för att flytta ett hål 2 mm åt vänster, förlorar ditt arbetsflöde värdefull tid.
Om en maskin kräver att du konverterar dina vektorfiler till ett proprietärt rasterformat eller tvingar dig genom en komplex importguide varje gång du uppdaterar en design, misslyckas den med effektivitetstestet. Målet är en sömlös process: Design → Import → Skär. Allt annat är friktion.
1.jpg)
Fas 3: Scenarierna (Hitta din specifika situation)
De flesta inköpsguider misslyckas eftersom de behandlar en hobbyanvändare i en lägenhet och en skyltmakare i ett lager som samma kund. Det är de inte. En maskin som är perfekt för den ena är en belastning för den andra.
Efter att ha fastställt de tekniska "hårda filtren" i föregående avsnitt, tillämpar vi dem nu på de tre vanligaste användarscenarierna. Hitta dig själv nedan för att se vilka specifika maskiner som klarar urvalet.
Scenario A: "Sidoverksamhet" – Skrivbordsmodeller (Begränsat utrymme, hög användarvänlighet)
Detta scenario gäller dig om du arbetar i ett extrarum eller en liten studio, har begränsade ventilationsmöjligheter och prioriterar "tid till utskrift" framför rå prestanda. Du behöver en maskin som ser ut som en skrivare, inte ett vetenskapligt experiment.
"Plug-and-Play"-kandidaterna: Glowforge vs. xTool P2 vs. Gweike Cloud
Det Glowforge Pro definierade denna kategori i flera år. Dess "inlåsta ekosystem"-strategi liknar Apples ekosystem: den är otroligt lätt att använda, har utmärkt kamerajustering och Proofgrade-materialsystemet eliminerar behovet av att beräkna effektinställningar. Dock kräver den en aktiv internetanslutning för att fungera. Om ditt WiFi bryts, stannar din produktion.
Det xTool P2 har vuxit fram som den främsta utmanaren. Den matchar Glowforge i användarvänlighet (kamerapositionering, autofokus) men bryter det "inlåsta ekosystemet". Den stöder LightBurn-programvaran, tillåter offlineanvändning och har en förhöjd bas för gravering av högre föremål — något som Glowforge har svårt med.
Det Gweike Cloud är budgetutmanaren. Den erbjuder liknande 50W CO2-effekt i ett skrivbordsformat till avsevärt lägre pris. Hårdvaran är stabil, men mjukvaruupplevelsen är mindre förfinad än konkurrenternas.
Avvägningen: Att betala för bekvämlighet kontra reparerbarhet
Den dolda kostnaden för skrivbordsmodeller är reparerbarheten. För att göra dessa maskiner snygga och säkra kapslar tillverkarna in komponenterna.
Om en laserrör dör i en Glowforge kan du i allmänhet inte byta den själv; hela enheten måste ofta skickas tillbaka till tillverkaren för service. Det kan innebära flera veckors stillestånd. xTool P2 och Gweike Cloud erbjuder en mellanväg, där användarna kan byta rör och speglar, även om processen är trängre och svårare än på en större industrimaskin. Du betalar ett premiumpris för en liten yta; se till att din affärsmodell klarar potentiell stilleståndstid eller kostnaden för proprietära reservdelar.
Scenario B: "Garageproduktionens" arbetshästar (maximal effekt, lägre kostnad)
Detta scenario är för tillverkaren med ett dedikerat garageutrymme, ett torkrör för avgas och en vilja att smutsa ner händerna. Du vill ha maximal watt per krona och en stor skärbädd (20"x28" eller större).
OMTech- och Monport-approachen: hög kapacitet, högt underhåll
Varumärken som OMTech och Monport importerar industriella "Kina-blå/röda" lasrar och säljer dem till aggressiva priser. En 80W OMTech-enhet kostar ofta mindre än en 45W Glowforge. Dessa maskiner är riktiga bestar. De har industristandard Ruida-styrenheter (fullt kompatibla med LightBurn), standarddelar som finns tillgängliga på Amazon och stora genomföringsluckor för extra stora skivor.
Kvalitetskontrollen varierar dock. Du betalar inte för en förfinad konsumentupplevelse; du betalar för rått järn och glas.
"Pillarfaktorn": bedöm din förmåga att justera speglar och byta kontroller
"Pillarfaktorn" är den tid du kommer att lägga på att kalibrera maskinen. Till skillnad från skrivbordsmodeller anländer dessa maskiner ofta med speglar ur justering på grund av transport. Du måste vara bekväm med att lossa låsmuttrar, avfyra testpulser och justera strålvägar.
Om du är livrädd för högspänningselektronik eller mekanisk justering, ska du inte köpa dessa maskiner. Om du är bekväm med en skiftnyckel och en multimeter erbjuder dessa enheter den högsta avkastningen på investering (ROI) i branschen.
Obligatoriska uppgraderingar: kylare och luftassistenter du måste budgetera för omedelbart
"Prislappen" på dessa enheter är en lögn. Den medföljande "vattenpumpen" är vanligtvis en enkel akvariepump som inte kan hålla jämna steg med ett 80W rör under en lång skärning, vilket leder till överhettning och förkortad rörlivslängd. Den medföljande "luftassisten" är ofta en svag fläkt som inte lyckas rensa bort rök, vilket resulterar i brända kanter.
För att göra en OMTech eller Monport produktionsklar måste du omedelbart budgetera ett extra $800–$1,000 för:
- En CW-5200 aktiv kylare (kylning med kylaggregat).
- En riktig luftkompressor (för rena snitt).
- En uppgraderad inline-utsugsfläkt.

Scenario C: Den professionella verkstaden (Hastighet, Pålitlighet och Support i USA)
Detta scenario är för företag där lasern är den primära intäktskällan. Om maskinen går sönder förlorar du pengar. Du behöver hastighet, precision och ett telefonnummer att ringa när något går sönder.
Att ta steget till Thunder Laser, Aeon och Boss: Vad det extra $4k ger dig
Att gå från en OMTech till en Thunder Laser Nova, Aeon Mira, eller Boss Laser innebär ett betydande prishopp, ofta $4,000 till $6,000 mer för liknande effekt.
Du betalar inte för mer kraft; du betalar för servomotorer (i stället för stegmotorer), linjära räls, och RF (Radio Frequency) metallrör (i högre änd-konfigurationer). Dessa komponenter håller längre och behåller kalibreringen bättre vid drift 24/7. Byggkvaliteten är stramare, kabeldragningen är renare och säkerhetslåsen är av industriklass.
Hastighetsfaktorn: Varför rasterprestanda är viktigare än skärkraft
Nybörjare är besatta av skäreffekt (Watt); proffs är besatta av rasterhastighet (tum per sekund).
Om ditt företag sysslar med gravering av termosmuggar, läderlappar eller skifferunderlägg måste laserhuvudet röra sig fram och tillbaka tusentals gånger. En budgetstegmotor kanske maxar vid 500 mm/s med "ringning" (vågiga linjer). En Thunder Laser eller Aeon med hybridsnäckor kan köra i 1000 mm/s+ med rakbladsskarp precision. Detta fördubblar i praktiken din dagliga produktion. I en produktionsverkstad är hastighet den enda måttstocken som betyder något.
Lokalt stöd: försäkringen som förhindrar tre veckors reservdelsförsening
Den enskilt största skillnaden för Scenario C är USA-baserat stöd.
Om ett styrkort går sönder på en generisk import navigerar du ofta genom forum eller mejlar en fabrik i Kina och väntar i veckor på en ersättningsdel. Företag som Thunder, Aeon och Boss har lager i USA med reservdelar i lager och anställer engelsktalande tekniker som kan felsöka via videosamtal.
För en hobbyist är tre veckors väntan på en del en irritation. För en professionell verkstad är det en händelse som kan avsluta verksamheten. De där extra $4 000 är din försäkring mot tystnad.
Fas 4: Den slutliga verklighetskontrollen före beställning
Du har din kortlista. Du har din budget. Du svävar över "Lägg i kundvagn"-knappen. Stopp.
Det finns en skillnad mellan en maskin som skär demofiler på en mässa och en maskin som kan bära ett företag i fem år. Den skillnaden finns sällan i specifikationerna; den finns i friktionen vid daglig användning. Innan du satsar kapital måste du köra din valda maskin genom tre slutliga filter. Dessa är säkerhetsventilerna som skiljer en vinstgenererande tillgång från en tung, dyr garageprydnad.
Underhållstillgång: 60-sekunderskontrollen som förhindrar en veckas förlorat arbete
Laservård är inte en "någon gång"-uppgift; det är ett veckovist krav. Förångat lim och träresin byggs upp på optiken med en takt på 1–2 gram per vecka. Om det tar 30 minuter att montera isär för att rengöra speglarna, kommer du hoppa över det. När du hoppar över det bränns resinet in i linsbeläggningen, vilket orsakar en 30%-effektminskning och till slut spräcker optiken.
Testet: Kontakta din leverantör eller kontrollera en användarvideo. Kan du nå, ta bort, torka av och sätta tillbaka Spegel 1, Spegel 2 och fokuslinsen på under 60 sekunder totalt?
Om svaret är nej, gå därifrån.
- Spegel 1 (rörände): Du behöver en sidodörr. Du ska kunna vrida en ring och dra ut spegeln på under 15 sekunder. (OMTech och Gweike klarar vanligtvis detta; Glowforge misslyckas ofta, eftersom den gömmer optiken bakom paneler).
- Spegel 2 (balk): Titta efter ett lock som kan vikas upp. Du ska kunna rengöra detta med en bomullspinne utan att ta bort fästet. Om du måste skruva loss ventilationskanalen för att se den (vanligt i äldre Monport‑designer) betalar du en "underhållsskatt" varje fredag.
- Spegel 3 & lins (laserhuvud): Detta är den kritiska zonen. Du måste kunna sänka sängen, ta bort munstycksringen och fånga linsen i handen på under 20 sekunder. Proffstips: Vid återmontering, se till att linsen sätts in "mage upp" (konvex sida upp). Om maskinen kräver en insexnyckel för att komma åt linsen, underkänns den i testet.

Beslutsmatrisen "Köp fint eller köp två gånger"
En $3,000-maskin är aldrig bara $3,000. Den är en handpenning på framtida reparationer. Däremot kostar en $8,000-maskin ofta mindre över en femårsperiod. Denna matris avslöjar den totala ägandekostnaden (TCO) som döljer sig bakom prislappen.
Identifiera vilken kolumn som motsvarar din kandidat på kortlistan:
| Dimension | Budgetbygget (Scenario B) | Profarshästen (Scenario C) |
|---|---|---|
| Initial kostnad | $2,000 - $4,000 | $6,000 - $10,000 |
| Rörlivslängd | 1k–2k timmar (Glas CO2) | 10k+ timmar (RF Metall/Högklassigt glas) |
| Uppskattad stilleståndstid/år | 15 dagar (väntan på delar) | 2 dagar (lokalt stöd/bättre QC) |
| Veckovis underhåll | 2 timmar (manuell justering) | 30 minuter (förseglad optik/bättre skenor) |
| Ersättningskostnad (År 4) | $1,000+ (Nytt rör + PSU) | $0 (Långlivad källa) |
| Andrahandsvärde | 40% av ursprungligt pris | 70% av ursprungligt pris |
| 5-års TCO | $19 000+ (inkl. förlorade debiterbara timmar) | $7 000 (låga förbrukningsvaror) |
Om du driver en hobbyverkstad är Budgetbygget acceptabelt – din tid är gratis. Om du driver ett företag kommer stilleståndstiden för en "billig" maskin att kosta dig mer än prisskillnaden till den "dyra" inom de första 18 månaderna.
Checklista: Var redo att skära inom 48 timmar efter leverans
Den farligaste tiden för en laserägare är den första veckan. Om du saknar rätt tillbehör står maskinen still medan din returperiod tickar ner. Om du inte kontrollerar optiken omedelbart, äger du fraktskadan.
Följ denna tidslinje för att säkerställa att du är i drift – eller redo att returnera ett måndagsexemplar – omedelbart.
Dag 0: Förberedelser före ankomst (2 timmar)
- Vätskor: Köp 2 gallon destillerat vatten (till kylaggregatet) och 90% isopropylalkohol (för optiken).
- Optik-kit: Ha linsduk och termopapper (kvitto‑papper) redo för justeringstest.
- Ström: Kontrollera att du har en dedikerad 20 A‑krets (110 V/220 V beroende på enhet). Att dela krets med ett kylskåp eller en kompressor kommer att lösa ut säkringarna och förstöra snitten.
Dag 1: Packa upp och inspektera (4 timmar)
- Skaktestet: Innan du fyller på kylaggregatet, inspektera laserröret. Leta efter inre sprickor. Om du hör klirrande glas när du försiktigt vickar på röret, vägra leverans.
- Läckagetestet: Anslut vattnet, kör pumpen och vänta 30 minuter. Kontrollera rörändarna och botten av chassit.
- 60‑sekunders rengöringen: Utför underhållstestet du undersökte i steg 1.
- Justeringen: Använd det termiska pappret för att kontrollera strålbanan i alla fyra hörn av bädden.
Dag 2: Validering (2 timmar)
- Ramtestet: Kör ett 10 mm/s vektorsnitt på trä vid 90% effekt.
- Resultatet: Kanterna ska vara gyllenbruna, inte kolsvarta. Snittet ska vara vertikalt, inte lutande.
- Stresstestet: Kör maskinen i 3 timmar. Övervaka temperaturen (håll den under 22°C/71°F). Om den överhettas eller tappar fokus ska den skickas tillbaka.
Det slutliga snittet
I början av den här guiden frågade vi om du byggde en verkstad eller bara köpte ett verktyg. Skillnaden ligger inte i märket som är stämplat på chassit; den ligger i ägarens förberedelser.
Genom att följa detta fyrfasiska ramverk har du inte bara handlat en laser. Du har definierat dina materialbehov, beräknat dina effektkrav, säkrat dina säkerhetsprotokoll och granskat de dolda ägandekostnaderna. Du hoppas inte längre på en bra maskin; du har konstruerat ett lyckat köp.
Forskningen är klar. Checklistan är redo. Det är dags att skära. Och om du vill ha guidad hjälp med att matcha ditt arbetsflöde med rätt teknik, tveka inte att kontakta oss för skräddarsydd rådgivning om lasersystem.

VI. FAQ
1. Kan laserskärare skära metall?
Ja, vissa laserskärare kan skära metall, men det beror på typen av laser och dess effekt. Fiberlasrar och högpresterande CO2-lasrar kan vanligtvis skära olika metaller, inklusive rostfritt stål, aluminium och koppar. För tjockare metallplåtar eller mer komplexa snitt rekommenderas fiberlasrar av industriklass som Enkelbord Fiberlaserskärmaskin rekommenderas.
2. Vilka material kan en CO2-laser skära?
Vanliga material inkluderar trä, akryl, läder, tyg, papper och vissa plaster. CO2-lasrar är dock inte lämpliga för att skära metaller om de inte är mycket kraftfulla och specifikt utformade för sådana uppgifter. De rekommenderas inte heller för att skära PVC eller andra material som avger giftiga gaser vid upphettning.
3. Hur exakt är laserskärmaskiner?
Precisionen hos laserskärmaskiner är en av deras största fördelar. Högkvalitativa laserskärare kan uppnå extremt fina detaljer med toleranser så små som 0,001 tum (0,025 mm). Precisionen beror på faktorer som laserstrålens kvalitet, maskinens stabilitet och noggrannheten hos rörelsestyrningssystemet.















