Por qué las listas de "Top 10" te fallaron (y cómo elegir de verdad)
Es probable que hayas pasado la última semana mirando tablas comparativas que te dicen todo sobre los máximos teóricos de una máquina y nada sobre su capacidad para pagarse por sí misma. Las listas de "Top 10" fallan porque tratan el equipo de manufactura industrial como si fueran dispositivos electrónicos de consumo, clasificando las unidades según características por dólar en lugar de confiabilidad por turno. Un taller no necesita un "ganador" genérico elegido por un bloguero tecnológico; necesita una máquina que se alinee con restricciones específicas respecto al ritmo del presupuesto, el rendimiento diario y los acabados del material. En lugar de buscar una clasificación, debes construir una matriz de requisitos que relacione tus necesidades de producción—específicamente tipos y volúmenes de material—con las capacidades de la máquina.
Por ejemplo, si tu prioridad es una alta precisión en el corte de metal y estabilidad de producción a largo plazo, puedes explorar soluciones de grado industrial como la Máquina de Corte por Láser de Fibra con Mesa Única diseñada para un flujo de trabajo optimizado y entornos profesionales.
La trampa de la hoja de especificaciones: por qué la potencia es la métrica menos importante para un trabajo urgente
Errores comunes en la priorización del equipo del taller
- Dar prioridad a la potencia máxima por encima de la estabilidad del proceso es el error más costoso que cometen los propietarios de talleres.
- Una alta potencia no significa nada si la máquina sufre de desalineación del pórtico o requiere mucho posprocesamiento.
- La potencia solo determina la capacidad de espesor de corte, no la rentabilidad.
- Concéntrate en los "factores ocultos de tiempo muerto" en lugar de las especificaciones de potencia del tubo.
- Los principales factores de tiempo muerto incluyen la limpieza de boquillas y lentes, los intervalos de mantenimiento de servos y la consistencia del flujo de aire de refrigeración.
- Para operaciones enfocadas en ingresos, las métricas de rendimiento críticas son la aceleración y la consistencia del ancho de corte (kerf).
- Una máquina de 60W bien calibrada puede superar a un modelo de 100W mal ajustado.
- Las máquinas inestables desperdician material y tiempo, haciendo que una potencia adicional sea contraproducente.
Si el tiempo de actividad constante y la precisión son críticos para tu operación, revisar sistemas de grado profesional como la Máquina de corte por láser de fibra de doble uso con cubierta puede ayudar a garantizar la uniformidad del corte durante turnos de producción prolongados.
La realidad del "tiempo hasta el primer corte": distinguir juguetes de pasatiempo de generadores de ingresos
Versión optimizada
"El "tiempo hasta el primer corte“ (TTFC) mide cuánto tarda desde que se desempaca una máquina hasta que produce la primera pieza utilizable. Los modelos para aficionados suelen dar énfasis a esta métrica, usando software propietario y simplificado para que los usuarios puedan empezar a cortar en una hora. Si bien esta accesibilidad reduce la barrera de entrada, también limita el crecimiento a largo plazo. Estos sistemas ”enchufar y usar” suelen carecer de la integración y automatización necesarias para un flujo de trabajo profesional de CAD a CAM, requiriendo ajustes manuales para cada trabajo.
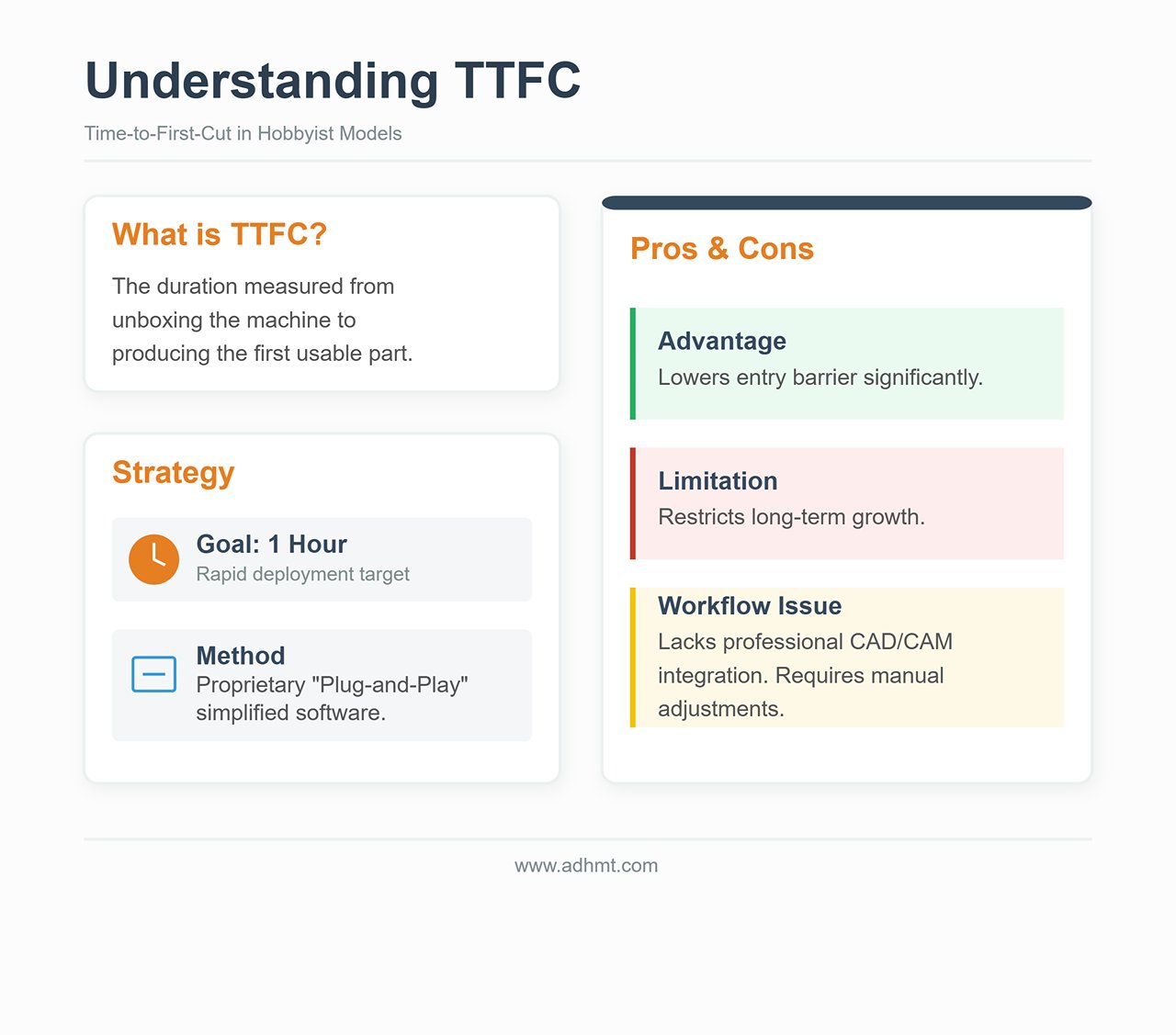
En contraste, una verdadera máquina generadora de ingresos se define no por su TTFC, sino por la forma en que se integra de manera fluida en los procesos de producción existentes. Las unidades de grado industrial pueden requerir una configuración inicial más prolongada—como el cumplimiento del sistema de extracción, la instalación del enfriador y los enclavamientos de seguridad—pero una vez configuradas, su "Tiempo hasta el Segundo Corte" se aproxima a cero. Esta eficiencia depende de la compatibilidad del software que admita el procesamiento por lotes, la precisión repetible y la mínima recalibración.
Una máquina con un TTFC bajo pero con rigidez insuficiente o una arquitectura de software débil es adecuada para prototipos, no para producción. El retorno sostenido de la inversión proviene del rendimiento, la consistencia y el control de tolerancias—factores que perduran mucho más allá de la etapa de desembalaje.
Para quienes optimizan flujos de trabajo profesionales, revisar las especificaciones técnicas o los archivos descargables folletos ayuda a visualizar la configuración de la máquina y la integración necesarias para una producción de mayor volumen.
Fase 1: Los Filtros Duros (Descarta el 90% de Máquinas Ahora)
La mayoría de los compradores comienzan su búsqueda mirando el vataje del láser y las etiquetas de precio. Esta es la forma más rápida de comprar una máquina que terminará siendo un pisapapeles costoso. Los factores más críticos para seleccionar un cortador láser no tienen nada que ver con las especificaciones de la máquina, sino con las limitaciones físicas de tu espacio de trabajo.
Antes de mirar una sola marca, debes aplicar un conjunto de "filtros duros". Estos son restricciones binarias: si una máquina no cumple con estos criterios, no es candidata. Es una responsabilidad. Al aplicar estos filtros, eliminarás el 90% del mercado, quedándote solo con las unidades que realmente pueden funcionar en tu entorno específico.
El Veto de Ventilación: Sin Ruta de Ventilación Exterior No Hay CO2 (Esto Es lo Que Queda)
El primer filtro es atmosférico. El corte láser es un proceso térmico que vaporiza el material. Cuando cortas madera, acrílico o cuero, no solo estás creando polvo; estás generando compuestos orgánicos volátiles (VOCs), monóxido de carbono y diversos carcinógenos. Si cortas PVC (lo cual no deberías hacer), estás generando gas ácido clorhídrico que destruirá tus pulmones y corroerá los componentes electrónicos de la máquina en pocas semanas.
La Regla Dura: Si no puedes instalar un conducto de 4 o 6 pulgadas desde la máquina hacia el exterior, no puedes comprar un láser de CO2 para fines de producción.
Muchos fabricantes venden "extractores de humos" o unidades de filtración recirculante como solución alternativa para habitaciones sin ventanas. Para un aficionado que graba posavasos de vez en cuando, son adecuados. Para un taller que realiza producción, son una trampa financiera.
- El Problema de Saturación: Cortar acrílico y madera llena rápidamente los filtros HEPA y de carbón activado. En un entorno de producción, podrías necesitar reemplazar cartuchos de filtro costosos semanalmente para mantener una calidad de aire segura. Esto suma miles de dólares al costo operativo anual.
- La Física del Flujo: Las unidades recirculantes rara vez proporcionan el flujo de aire en pies cúbicos por minuto (CFM) necesario para mantener limpias las ópticas. Sin una ventilación con presión negativa fuerte hacia el exterior, el humo se acumula dentro del chasis, asentándose en espejos y lentes. Esto degrada la calidad del haz, reduce la potencia de corte y agrieta ópticas costosas.
Si no tienes ruta de ventilación exterior, tus únicas opciones viables son los láseres de diodo de baja potencia o los láseres de fibra dedicados estrictamente al marcaje de metal, como el Máquina de Corte por Láser de Fibra con Mesa Única, que te ayudan a mantener la seguridad del aire y una calidad de flujo confiable.
La Sorpresa Eléctrica: Por Qué Tu Enchufe de 110V Podría Afectar Tu Velocidad de Producción
El segundo filtro es la capacidad eléctrica. En Norteamérica, el enchufe residencial estándar de 110V/15A proporciona un máximo teórico de 1.800 vatios. Sin embargo, el código eléctrico y las normas de seguridad establecen un límite de carga continua del 80%, o aproximadamente 1.440 vatios.
Los compradores nuevos suelen fijarse en la potencia nominal de un láser —por ejemplo, un tubo láser "de 100 W"— y suponen que el consumo se ajusta fácilmente a ese límite. Esto refleja una confusión entre consumo de energía y potencia de salida. Una cortadora láser es un sistema, no un solo componente.
- La Carga Total: No solo alimentas la fuente láser. También alimentas los motores paso a paso, el controlador, el enfriador de agua (esencial para los tubos de vidrio), la bomba de aire asistido y el ventilador de extracción.
- La Caída de Voltaje: Cuando el compresor del enfriador se activa mientras el láser dispara a alta potencia, la demanda repentina de corriente puede provocar una caída momentánea de voltaje en un circuito compartido de 110 V.
Si tu taller solo cuenta con enchufes residenciales estándar de 110 V y no puedes instalar un circuito dedicado, tienes una limitación severa. Usar una máquina de alta potencia en un circuito compartido genera "bajadas de tensión" donde la potencia del láser fluctúa, lo que da lugar a cortes incompletos o profundidades de grabado inconsistentes.
La Regla Dura: Si no puedes instalar un circuito dedicado de 20 A o una línea de 220 V, debes descartar las plataformas industriales de CO₂ de alta potencia y los láseres de fibra de gran formato. Estás limitado a unidades de escritorio o modelos básicos de suelo donde el enfriador y el extractor estén integrados o tengan bajo consumo.

La Trampa del Tamaño de la Cama: Por qué "Más Grande" a Menudo Significa "Más Lento" y "Menos Preciso"
La lógica del marketing sugiere que una cama de 48" × 36" es inherentemente mejor que una de 24" × 12" porque ofrece "más potencial". En un taller, el potencial es irrelevante; la productividad es lo que manda.
Las camas grandes requieren puentes grandes (el pórtico que mueve el cabezal láser). Los puentes grandes son pesados.
- Inercia vs. Detalle: Un pórtico pesado necesita más fuerza para acelerar y desacelerar. Si estás grabando texto fino o gráficos detallados, la máquina debe cambiar de dirección miles de veces por minuto. Una máquina grande y pesada tendrá dificultades para hacerlo rápidamente sin generar vibraciones, conocidas como "timbreo" o "bamboleo", que aparecen como líneas onduladas en tu trabajo.
- La Penalización por Velocidad: Para mantener la precisión con un pórtico pesado, la máquina suele tener que funcionar más despacio. Una máquina más pequeña con un pórtico ligero puede grabar un lote de artículos 30% más rápido que una grande simplemente porque puede acelerar más rápido entre cortes.
La Regla Dura: No compres una cama por proyectos "futuros". Si el 95% de tu trabajo cabe en una hoja de 12 × 20 pulgadas, una máquina de 4 × 8 pies en realidad perjudicará tu negocio. Ocupa más espacio, consume más energía y probablemente producirá grabados de menor calidad a un ritmo más lento. Solo compra la cama grande si tu fuente principal de ingresos proviene de cortar hojas completas de material.
La Realidad del Material: Por qué la Solicitud de tu Cliente Dicta la Fuente Láser (CO₂ vs. Fibra vs. Diodo)
Finalmente, no puedes elegir una fuente láser por presupuesto; debes hacerlo según la física. La longitud de onda del haz láser determina con qué materiales interactúa. Ninguna cantidad de potencia puede compensar una longitud de onda incorrecta.
- Láseres de CO₂ (10 600 nm): El caballo de batalla para los creadores. Esta longitud de onda es absorbida perfectamente por materiales orgánicos.
- Imprescindibles para: Madera, acrílico (transparente y de color), cuero, papel, vidrio (solo grabado).
- El Filtro Duro: Si tus clientes necesitan trofeos de acrílico transparente o modelos arquitectónicos, deberías deben comprar un láser de CO₂. Un láser de fibra o de diodo atraviesa el acrílico transparente sin dejar marca.
- Lásers de fibra (1.064 nm): El estándar industrial para metales.
- Imprescindibles para: Acero inoxidable, aluminio, latón, cobre, titanio.
- El Filtro Duro: Si el modelo de negocio de tu empresa depende del corte de piezas metálicas, un láser de CO₂ es la herramienta equivocada. Aunque los láseres de CO₂ de alta potencia (150 W o más) puedes cortan metal delgado con asistencia de oxígeno, la calidad del borde y la velocidad son inferiores incluso a las de un láser de fibra de nivel básico. Si necesitas grabar plásticos transparentes o madera, el láser de fibra no sirve; quemará la madera de forma incontrolable o no dejará marca en el plástico.
- Lásers de diodo (450 nm): El espectro visible de luz azul.
- Imprescindibles para: Limitaciones presupuestarias y extrema portabilidad.
- El Filtro Duro: Los láseres de diodo tienen mala absorción en acrílico transparente (la luz azul lo atraviesa) y son increíblemente lentos para cortar cualquier cosa más gruesa que contrachapado de 3 mm. Si tu negocio depende de la velocidad o del corte de materiales gruesos, descarta inmediatamente los láseres de diodo.

Antes de pasar a las recomendaciones de máquinas específicas en la siguiente sección, anota tus tres materiales principales. Si son metales, estás buscando un láser de fibra. Si son acrílico transparente y madera, estás buscando un láser de CO₂. No existe una máquina híbrida que haga ambos trabajos perfectamente sin costar tanto como una casa pequeña.
Fase 2: El factor decisivo del software
La mayoría de los compradores se obsesionan con la potencia del tubo y el tamaño de la cama, tratando el software de control como algo secundario, un mero accesorio incluido en la caja. Este es el error más costoso que puedes cometer. En un taller profesional, el hardware solo es tan capaz como el software que lo controla. Un láser de CO₂ de 150 W con un software torpe y cerrado no es una herramienta; es un cuello de botella.
Antes de comprometerte con una máquina, debes auditar el ecosistema digital al que te obliga. Si el flujo de trabajo del software está roto, la velocidad de la máquina es irrelevante.
Por qué "Compatible con LightBurn" no es negociable para trabajos profesionales
En la industria del láser, LightBurn ha pasado de ser una utilidad de terceros a convertirse en el sistema operativo de facto para la fabricación profesional. Funciona tanto como software CAM (fabricación asistida por computadora), donde configuras velocidades, potencias y trayectorias, como también como la interfaz de control de la máquina.
Para un taller, la "compatibilidad con LightBurn" no es una preferencia; es un activo estratégico por tres razones:
- Portabilidad laboral: LightBurn unifica la interfaz entre hardware dispares. Es compatible con los controladores Ruida, Trocen, TopWisdom y GRBL. Si capacitas a un operador en un láser de diodo genérico, puede transferir esas habilidades a una cama plana de CO2 industrial o a un marcador de fibra Galvo sin volver a aprender el flujo de trabajo. Si compras una máquina bloqueada a un software propietario, estás aumentando tus costos de formación con cada nueva contratación.
- POE estandarizados: La escalabilidad requiere Procedimientos Operativos Estándar. Cuando toda tu flota funciona en una sola plataforma, puedes construir una biblioteca de materiales unificada. Puedes guardar ajustes de corte específicos para "Contrachapado de abedul de 3 mm" o "Aluminio anodizado" y aplicarlos a cualquier máquina del taller. El software propietario te obliga a mantener bibliotecas fragmentadas, aumentando el riesgo de error del operador y el desperdicio de material.
- El "Factor Autobús": Si un fabricante de una máquina con ecosistema cerrado quiebra, deja de actualizar su software o cambia su modelo de precios, tu hardware se vuelve obsoleto de la noche a la mañana. Una máquina con un controlador estándar (como un Ruida 6442) que usa LightBurn está preparada para el futuro. El hardware es independiente de la solvencia del fabricante.

Si un fabricante de máquinas no es compatible con LightBurn, te está pidiendo que apuestes tu línea de producción al equipo de desarrollo de software interno de la empresa. Para un trabajo profesional, esa es una apuesta que rara vez deberías hacer.
El costo oculto de los ecosistemas propietarios: requisitos de Internet y límites de archivos
Las empresas de láser de consumo suelen promocionar su software propietario como "fácil de usar", pero esta simplicidad a menudo oculta una arquitectura de "Jardín amurallado" diseñada para monetizar tu uso.
La característica más peligrosa de estos ecosistemas es la dependencia de la nube. Algunas máquinas requieren una conexión activa a Internet para procesar los archivos de diseño. El software carga tus datos vectoriales en el servidor del fabricante, procesa el código G de forma remota y lo envía de vuelta a la máquina. En un entorno de aficionados, esto es una molestia. En un entorno de producción, es una responsabilidad. Si tu proveedor de Internet tiene una interrupción, tu producción se detiene. Si los servidores del fabricante presentan problemas, tus plazos se incumplen.
Además, los ecosistemas propietarios suelen imponer límites artificiales en la gestión de archivos. Puedes encontrarte con:
| Problema | Descripción |
|---|---|
| Bloqueo de archivos | La imposibilidad de exportar tus proyectos en formatos estándar (DXF, SVG), atrapando tu propiedad intelectual dentro de su sistema. |
| Muros de pago por suscripción | Funciones básicas de productividad, como el anidamiento de matrices (colocar automáticamente varias piezas en una hoja para ahorrar material) o el vectorizado, pueden quedar bloqueadas tras una suscripción mensual "Premium". |
| Riesgos de privacidad | Para talleres que manejan prototipos confidenciales de clientes o propiedad intelectual, subir diseños a una nube de terceros para su procesamiento viola los protocolos estándar de NDA. |
El hardware profesional debe funcionar localmente. Deberías poder conectar un cable USB (o una unidad USB) a la máquina y cortar, sin importar el estado de tu conexión Wi‑Fi.
Eficiencia del flujo de trabajo: ¿Puedes importar archivos de CAD/Illustrator sin dolores de cabeza?
La eficiencia se mide por el tiempo transcurrido entre terminar un diseño y presionar "Inicio" en el láser. Este intervalo está definido por la compatibilidad de archivos.
Tu equipo de diseño probablemente trabaja en Adobe Illustrator, AutoCAD, SolidWorks o Rhino. El software del láser debe cerrar la brecha entre estas herramientas de diseño y el controlador de movimiento de la máquina sin requerir un tercer software "traductor".
Un flujo de trabajo profesional exige capacidad de importación directa. Debes poder arrastrar un archivo AI, PDF, DXF o SVG directamente al software de control y que este interprete correctamente los vectores.
- Mapeo de capas: El software debe asignar automáticamente los colores en tu archivo de diseño a parámetros de corte (por ejemplo, líneas rojas = cortar, líneas azules = grabar).
- Edición nativa: Pequeños ajustes —cerrar una forma abierta, soldar texto o desplazar una trayectoria para compensar el kerf— deben realizarse dentro del software del láser. Si tienes que volver a Illustrator para mover un orificio 2 mm a la izquierda, tu flujo de trabajo está perdiendo tiempo.
Si una máquina requiere que conviertas tus archivos vectoriales a un formato raster propietario o te obliga a pasar por un asistente de importación complejo cada vez que actualizas un diseño, falla la prueba de eficiencia. El objetivo es una canalización fluida: Diseño → Importar → Cortar. Cualquier otra cosa es fricción.
1.jpg)
Fase 3: Los escenarios (Encuentra tu situación específica)
La mayoría de las guías de compra fallan porque tratan a un aficionado en un apartamento y a un fabricante de letreros en un almacén como el mismo cliente. No lo son. Una máquina perfecta para uno es una carga para el otro.
Habiendo establecido los "filtros duros" técnicos en la sección anterior, ahora los aplicamos a los tres escenarios de usuario más comunes. Encuéntrate a continuación para ver qué máquinas específicas superan la selección.
Escenario A: Las unidades de escritorio "Side Hustle" (espacio limitado, alta facilidad de uso)
Este escenario aplica si trabajas desde un dormitorio de repuesto o un pequeño estudio, tienes opciones de ventilación limitadas y priorizas el "tiempo para imprimir" por encima de la potencia bruta. Necesitas una máquina que se parezca a una impresora, no a un experimento científico.
Los contendientes "Plug-and-Play": Glowforge vs. xTool P2 vs. Gweike Cloud
El Glowforge Pro definió esta categoría durante años. Su enfoque de "jardín cerrado" es similar al ecosistema de Apple: es increíblemente fácil de usar, cuenta con una excelente alineación por cámara, y el sistema de materiales Proofgrade elimina la necesidad de calcular los ajustes de potencia. Sin embargo, requiere una conexión activa a internet para funcionar. Si se cae tu WiFi, tu producción se detiene.
El xTool P2 ha surgido como el principal competidor. Igual a Glowforge en facilidad de uso (posicionamiento con cámara, enfoque automático), pero rompe con el "jardín amurallado". Es compatible con el software LightBurn, permite la operación sin conexión y cuenta con una base elevadora para grabar objetos más altos, algo con lo que Glowforge tiene dificultades.
El Gweike Cloud es la opción económica. Ofrece una potencia similar de 50 W CO₂ en un formato de escritorio por mucho menos dinero. El hardware es sólido, pero la experiencia de software es menos pulida que la de sus competidores.
El equilibrio: Pagar por comodidad vs. capacidad de reparación
El costo oculto de las unidades de escritorio es la capacidad de reparación. Para hacer que estas máquinas sean elegantes y seguras, los fabricantes encierran los componentes.
Si se daña el tubo láser de una Glowforge, generalmente no puedes reemplazarlo tú mismo; a menudo es necesario enviar toda la unidad de regreso al fabricante para su servicio. Esto puede significar semanas de inactividad. La xTool P2 y la Gweike Cloud ofrecen un punto intermedio, permitiendo a los usuarios reemplazar tubos y espejos, aunque el proceso es más limitado y difícil que en una unidad industrial más grande. Estás pagando una prima por un tamaño reducido; asegúrate de que tu modelo de negocio pueda soportar la posible inactividad o el costo de las piezas de reemplazo patentadas.
Escenario B: Las "bestias de producción de garaje" (máxima potencia, menor costo)
Este escenario es para el creador que tiene un espacio de garaje dedicado, una salida de ventilación para el escape y disposición para ensuciarse las manos. Buscas la máxima potencia por dólar y una cama de corte grande (20"x28" o mayor).
El enfoque OMTech y Monport: alta capacidad, alto mantenimiento
Marcas como OMTech y Monport importan láseres industriales "China Blue/Red" y los venden a precios agresivos. Una unidad OMTech de 80 W suele costar menos que una Glowforge de 45 W. Estas máquinas son bestias. Cuentan con controladores Ruida de estándar industrial (totalmente compatibles con LightBurn), piezas estándar disponibles en Amazon y grandes puertas pasantes para láminas de gran tamaño.
Sin embargo, el control de calidad varía. No estás pagando por una experiencia de consumidor refinada; estás pagando por hierro y vidrio en bruto.
El "impuesto del manitas": evaluar tu capacidad para alinear espejos y cambiar controladores
El "impuesto del manitas" es el tiempo que pasarás calibrando la máquina. A diferencia de las unidades de escritorio, estas máquinas a menudo llegan con los espejos desalineados debido al transporte. Debes sentirte cómodo aflojando tuercas de bloqueo, realizando pulsos de prueba y ajustando trayectorias del haz.
Si te aterran la electrónica de alto voltaje o las alineaciones mecánicas, no compres estas máquinas. Si te sientes cómodo con una llave inglesa y un multímetro, estas unidades ofrecen el mayor Retorno de Inversión (ROI) en la industria.
Actualizaciones obligatorias: enfriadores y asistencia de aire que debes presupuestar de inmediato
El "precio de etiqueta" de estas unidades es una mentira. La "bomba de agua" de serie suele ser una simple bomba de acuario que no puede mantener el ritmo con un tubo de 80W durante un corte largo, lo que provoca sobrecalentamiento y una vida útil reducida del tubo. El "asistente de aire" de serie suele ser un ventilador débil que no logra despejar el humo, resultando en bordes chamuscados.
Para que una OMTech o Monport esté lista para producción, debes presupuestar inmediatamente un extra de $800–$1,000 para:
- Un enfriador activo CW-5200 (enfriamiento por refrigeración).
- Un compresor de aire real (para cortes limpios).
- Un ventilador de extracción en línea mejorado.

Escenario C: El Taller Profesional (Velocidad, Fiabilidad y Soporte en EE. UU.)
Este escenario es para negocios donde el láser es el principal generador de ingresos. Si la máquina se detiene, pierdes dinero. Necesitas velocidad, precisión y un número de teléfono al que llamar cuando algo falle.
Subiendo a Thunder Laser, Aeon y Boss: Lo que te compra ese extra de $4k
Pasar de una OMTech a una Thunder Laser Nova, Aeon Mira, o Boss Laser implica un aumento significativo de precio, a menudo de $4,000 a $6,000 más por una potencia similar.
No estás pagando por más potencia; estás pagando por motores servo (en lugar de motores paso a paso), guías lineales, y tubos metálicos RF (Radiofrecuencia) (en configuraciones de gama alta). Estos componentes duran más y mantienen mejor la calibración con una operación 24/7. La calidad de construcción es más precisa, el cableado más limpio y los sistemas de seguridad son de nivel industrial.
El Factor Velocidad: Por qué el rendimiento de rasterizado importa más que la potencia de corte
Los novatos se obsesionan con la potencia de corte (Watts); los profesionales se obsesionan con la velocidad de rasterizado (Pulgadas por Segundo).
Si tu negocio implica grabar vasos térmicos, parches de cuero o posavasos de pizarra, el cabezal láser debe moverse de un lado a otro miles de veces. Un motor paso a paso económico puede alcanzar un máximo de 500 mm/s con "vibraciones" (líneas temblorosas). Un Thunder Laser o Aeon con servos híbridos puede funcionar a más de 1000 mm/s con una precisión extremadamente nítida. Esto, en efecto, duplica tu producción diaria. En un taller de producción, la velocidad es el único parámetro que importa.
Soporte local: la póliza de seguro que evita una demora de 3 semanas en las piezas
El mayor diferenciador para el Escenario C es el soporte con base en EE. UU.
Si una placa controladora falla en una importación genérica, a menudo terminas navegando por foros o enviando correos electrónicos a una fábrica en China, esperando semanas por un reemplazo. Empresas como Thunder, Aeon y Boss mantienen almacenes en EE. UU. con piezas en inventario y emplean técnicos que hablan inglés y pueden resolver problemas por videollamada.
Para un aficionado, esperar tres semanas por una pieza es una molestia. Para un taller profesional, es un evento que puede acabar con el negocio. Ese gasto adicional de $4,000 es tu póliza de seguro contra el silencio.
Fase 4: La verificación final de la realidad antes de hacer el pedido
Tienes tu lista corta. Tienes tu presupuesto. Estás a punto de presionar el botón "Agregar al carrito". Detente.
Hay una diferencia entre una máquina que corta archivos de demostración en una feria comercial y una máquina que sostiene un negocio durante cinco años. Esa diferencia rara vez se encuentra en la hoja de especificaciones; se encuentra en la fricción del uso diario. Antes de comprometer tu capital, debes pasar tu máquina elegida por tres filtros finales. Estos son los mecanismos de seguridad que separan un activo generador de ganancias de un adorno de garaje pesado y costoso.
Acceso de mantenimiento: la verificación de 60 segundos que evita una semana de trabajo perdido
El mantenimiento del láser no es una tarea para "algún día"; es un requisito semanal. El pegamento vaporizado y la resina de madera se acumulan en las ópticas a una velocidad de 1–2 gramos por semana. Si limpiar tus espejos toma 30 minutos de desmontaje, lo evitarás. Cuando lo evitas, la resina se quema en el recubrimiento de la lente, provocando una caída del 30% en la potencia y eventualmente agrietando la óptica.
La prueba: Contacta a tu proveedor o revisa un video de usuario. ¿Puedes acceder, quitar, limpiar y reemplazar el Espejo 1, el Espejo 2 y la Lente de enfoque en menos de 60 segundos en total?
Si la respuesta es no, aléjate.
- Espejo 1 (Extremo del tubo): Necesitas una puerta lateral. Deberías poder girar un anillo y sacar el espejo en menos de 15 segundos. (OMTech y Gweike generalmente aprueban; Glowforge suele fallar en esto, enterrando la óptica detrás de los paneles).
- Espejo 2 (Pórtico): Busca una tapa abatible. Deberías poder limpiar esta pieza con un hisopo sin quitar el soporte. Si tienes que desenroscar el conducto de ventilación para verla (común en diseños antiguos de Monport), estás pagando un "impuesto de mantenimiento" cada viernes.
- Espejo 3 y lente (cabezal láser): Esta es la zona crítica. Debes ser capaz de bajar la cama, quitar el anillo de la boquilla y atrapar la lente con la mano en menos de 20 segundos. Consejo profesional: Al volver a montar, asegúrate de que la lente quede "barriga arriba" (lado convexo hacia arriba). Si la máquina requiere una llave hexagonal para acceder a la lente, falla la prueba.

La matriz de decisión "Compra bueno o compra dos veces"
Una máquina de $3,000 nunca cuesta solo $3,000. Es un pago inicial para futuras reparaciones. Por el contrario, una máquina de $8,000 suele costar menos en un horizonte de 5 años. Esta matriz expone el Costo Total de Propiedad (TCO) oculto detrás del precio visible.
Identifica qué columna coincide con tu candidato preseleccionado:
| Dimensión | La construcción económica (Escenario B) | El caballo de batalla profesional (Escenario C) |
|---|---|---|
| Costo inicial | $2,000 - $4,000 | $6,000 - $10,000 |
| Vida útil del tubo | 1 k–2 k horas (CO2 de vidrio) | 10 k+ horas (metal RF/vidrio de alta gama) |
| Tiempo de inactividad estimado/año | 15 días (espera de repuestos) | 2 días (soporte local/mejor control de calidad) |
| Mantenimiento Semanal | 2 horas (alineación manual) | 30 minutos (óptica sellada/mejores rieles) |
| Costo de reemplazo (año 4) | $1,000+ (tubo nuevo + fuente de alimentación) | $0 (fuente de larga vida) |
| Valor de reventa | 40% del precio original | 70% del precio original |
| CTP de 5 años | $19,000+ (incluye horas facturables perdidas) | $7,000 (bajo consumo de insumos) |
Si tienes un taller como pasatiempo, el montaje económico es aceptable: tu tiempo es gratuito. Si diriges un negocio, el tiempo de inactividad de una máquina "barata" te costará más que la diferencia de precio con la "cara" en los primeros 18 meses.
Lista de verificación: Estar listo para cortar dentro de las 48 horas posteriores a la entrega
El momento más peligroso para un propietario de láser es la primera semana. Si careces de los suministros adecuados, la máquina permanecerá inactiva mientras tu periodo de devolución se agota. Si no verificas las ópticas de inmediato, asumirás los daños de envío.
Sigue este cronograma para asegurarte de estar operativo —o listo para devolver un producto defectuoso— de inmediato.
Día 0: Preparativos antes de la llegada (2 horas)
- Líquidos: Compra 2 galones de agua destilada (para el enfriador) y 90% de alcohol isopropílico (para las ópticas).
- Kit de óptica: Ten papel para lentes y papel térmico (papel de recibo) listos para las pruebas de alineación.
- Energía: Verifica un circuito dedicado de 20A (110V/220V según la unidad). Compartir un circuito con un refrigerador o compresor disparará los disyuntores y arruinará los cortes.
Día 1: Desempaquetar e inspeccionar (4 horas)
- La prueba de sacudida: Antes de llenar el enfriador, inspecciona el tubo láser. Busca grietas internas. Si escuchas un tintineo de vidrio al mover cuidadosamente el tubo, rechaza la entrega.
- La prueba de fugas: Conecta el agua, activa la bomba y espera 30 minutos. Revisa los extremos del tubo y el piso del chasis.
- La limpieza de 60 segundos: Realiza la prueba de mantenimiento que investigaste en el paso 1.
- La alineación: Usa el papel térmico para comprobar la trayectoria del haz en las cuatro esquinas de la cama.
Día 2: Validación (2 horas)
- La prueba del marco: Ejecuta un corte vectorial de 10 mm/s en madera a una potencia de 90%.
- El resultado: Los bordes deben ser de color marrón dorado, no quemados de negro. El corte debe ser vertical, no inclinado.
- La prueba de esfuerzo: Haz funcionar la máquina durante 3 horas. Supervisa la temperatura (manténla por debajo de 22 °C/71 °F). Si se sobrecalienta o pierde el enfoque, debe volver atrás.
El corte final
Al inicio de esta guía, preguntamos si estabas construyendo un taller o simplemente comprando una herramienta. La diferencia no está en la marca grabada en el chasis; está en la preparación del propietario.
Al seguir este marco de cuatro fases, no solo has comprado un láser. Has definido tus necesidades de material, calculado tus requisitos de potencia, asegurado tus protocolos de seguridad y auditado los costos ocultos de propiedad. Ya no estás esperando tener una buena máquina; has diseñado una compra exitosa.
La investigación está hecha. La lista de verificación está lista. Es hora de cortar. Y si deseas asistencia guiada para adaptar tu flujo de trabajo a la tecnología adecuada, no dudes en contáctanos para recibir asesoramiento personalizado sobre sistemas láser.

VI. Preguntas frecuentes
1. ¿Pueden los cortadores láser cortar metal?
Sí, algunas cortadoras láser pueden cortar metal, pero depende del tipo de láser y su potencia. Los láseres de fibra y los láseres de CO2 de alta potencia suelen ser capaces de cortar varios metales, incluidos el acero inoxidable, el aluminio y el cobre. Para láminas de metal más gruesas o cortes más complejos, se recomiendan los láseres de fibra de grado industrial como el Máquina de Corte por Láser de Fibra con Mesa Única se recomiendan.
2. ¿Qué materiales puede cortar un láser CO2?
Los materiales comunes incluyen madera, acrílico, cuero, tela, papel y ciertos plásticos. Sin embargo, los láseres CO2 no son adecuados para cortar metales a menos que sean de muy alta potencia y estén diseñados específicamente para esas tareas. Tampoco se recomienda usarlos para cortar PVC u otros materiales que emitan gases tóxicos al calentarse.
3. ¿Qué tan precisas son las máquinas de corte por láser?
La precisión de las máquinas de corte por láser es una de sus principales ventajas. Los cortadores láser de alta calidad pueden lograr detalles extremadamente finos con tolerancias de hasta 0.001 pulgadas (0.025 mm). La precisión depende de factores como la calidad del haz láser, la estabilidad de la máquina y la exactitud del sistema de control de movimiento.















