Prečo vás "Top 10" zoznamy sklamali (a ako si skutočne vybrať)
Pravdepodobne ste posledný týždeň strávili pozeraním na porovnávacie tabuľky, ktoré vám povedia všetko o teoretických maximách stroja, ale nič o jeho schopnosti splatiť sa. "Top 10" zoznamy zlyhávajú, pretože zaobchádzajú s priemyselným výrobným zariadením ako so spotrebnou elektronikou, pričom jednotky hodnotia podľa pomeru funkcií k cene namiesto spoľahlivosti za zmenu. Dielňa nepotrebuje všeobecného "víťaza" vybraného technologickým blogerom; potrebuje stroj, ktorý sa zhoduje s konkrétnymi obmedzeniami týkajúcimi sa tempa rozpočtu, denného výkonu a kvality povrchov materiálov. Namiesto hľadania rebríčka musíte vytvoriť maticu požiadaviek, ktorá priradí vaše výrobné potreby – konkrétne typy a objem materiálu – ku schopnostiam stroja.
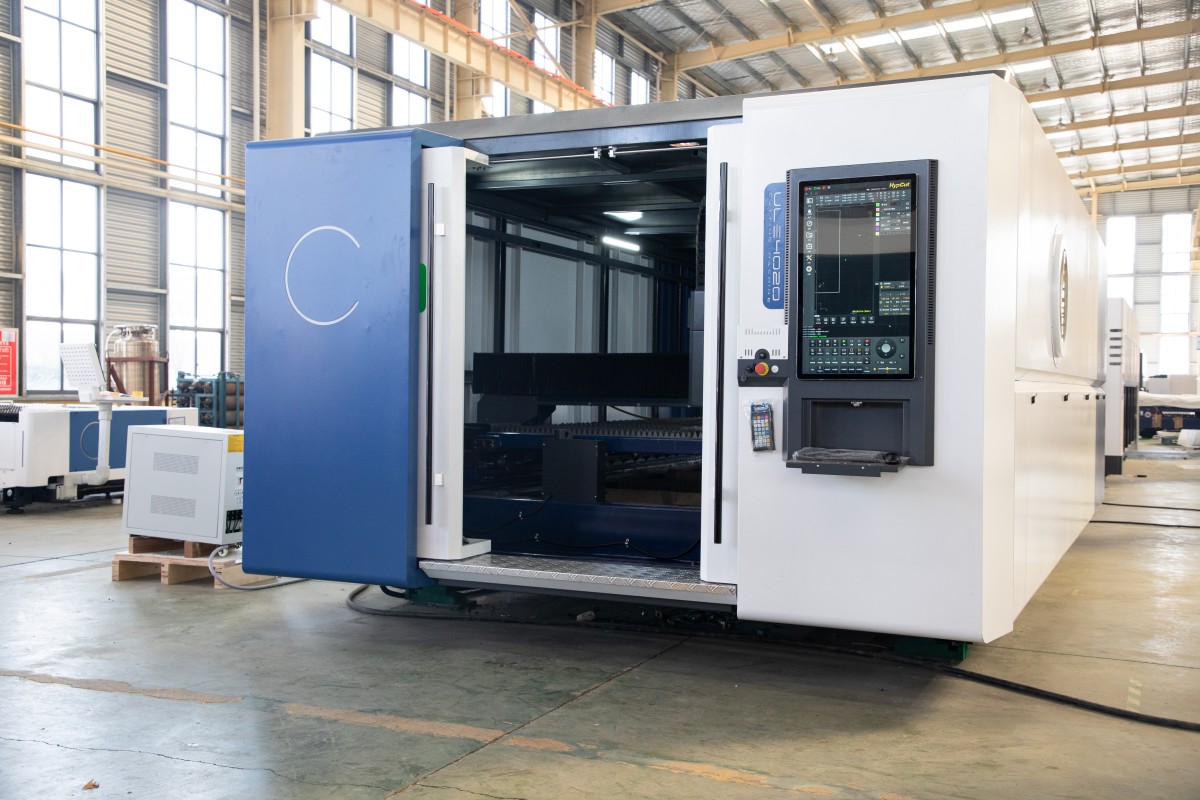
Ak je napríklad vašou prioritou vysoká presnosť rezania kovu a dlhodobá stabilita výroby, môžete preskúmať priemyselné riešenia ako Jednostolový vláknový laserový rezací stroj navrhnutý pre zefektívnený pracovný tok a profesionálne prostredie.
Pasca technických parametrov: Prečo je výkon vo wattoch najmenej dôležitou metrikou pri urgentnej zákazke
Bežné chyby pri stanovovaní priorít v dielenskom vybavení
- Uprednostnenie špičkového výkonu vo wattoch pred stabilitou procesu je najdrahšia chyba, ktorú majitelia dielní robia.
- Vysoký výkon je bezvýznamný, ak stroj trpí nepresnosťou portálu alebo vyžaduje rozsiahle dodatočné opracovanie.
- Výkon vo wattoch určuje iba schopnosť rezať hrubší materiál, nie ziskovosť.
- Zamerajte sa na skryté "pôvodcovia prestojov" namiesto parametrov výkonu lasera.
- Kľúčovými faktormi prestojov sú čistota trysky a šošovky, intervaly údržby serva a konzistentnosť prúdenia chladiaceho vzduchu.
- Pre prevádzky zamerané na tržby sú rozhodujúce metriky výkonu zrýchlenie a konzistentná šírka rezu.
- Dobre vyladený 60W stroj môže prekonať zle kalibrovaný 100W model.
- Nestabilné stroje plytvajú materiálom a časom, čím robia dodatočný výkon kontraproduktívnym.
Ak je pre vašu prevádzku rozhodujúca konzistentná prevádzková doba a presnosť, revízia profesionálnych systémov ako Dvojúčelový vláknový laserový rezací stroj s krytom môže pomôcť zabezpečiť jednotnosť rezu počas dlhších výrobných zmien.
Realita "Time-to-First-Cut": Ako odlíšiť hobby hračky od strojov generujúcich príjem
Optimalizovaná verzia
"Time-to-First-Cut" (TTFC) meria, ako dlho trvá od vybalenia stroja po výrobu prvého použiteľného dielu. Hobby modely často zdôrazňujú túto metriku, pričom využívajú proprietárny a zjednodušený softvér, aby používatelia mohli rezať do hodiny. Hoci táto dostupnosť znižuje vstupnú bariéru, zároveň obmedzuje dlhodobý rast. Tieto “plug-and-play” systémy zvyčajne postrádajú integráciu a automatizáciu potrebnú pre profesionálny pracovný tok CAD-to-CAM, takže vyžadujú manuálne nastavenie pri každej úlohe.
Naopak, skutočný stroj generujúci príjem nie je definovaný hodnotou TTFC, ale tým, ako plynule sa integruje do existujúcich výrobných procesov. Priemyselné jednotky môžu vyžadovať dlhšiu počiatočnú inštaláciu – napríklad nastavenie odsávania, inštaláciu chladiča a bezpečnostných blokovacích systémov – ale po konfigurácii sa ich "Time-to-Second-Cut" približuje nule. Táto efektívnosť závisí od kompatibility softvéru, ktorý podporuje hromadné spracovanie, opakovateľnú presnosť a minimálnu potrebu rekalibrácie.
Stroj s nízkym TTFC, ale nedostatočnou tuhosťou alebo slabou softvérovou architektúrou je vhodný na prototypovanie, nie na výrobu. Udržateľná návratnosť investícií pochádza z priepustnosti, konzistentnosti a riadenia tolerancií – faktorov, ktoré pretrvávajú dlho po rozbalení zariadenia.
Pre tých, ktorí optimalizujú profesionálne pracovné postupy, kontrola technických špecifikácií alebo súborov na stiahnutie brožúry pomáha vizualizovať konfiguráciu a integráciu stroja potrebnú pre vyšší objem produkcie.
Fáza 1: Tvrdé filtre (Vylúčte 90% strojov hneď teraz)
Väčšina kupujúcich začína svoj prieskum podľa výkonu lasera vo wattoch a cenovky. Toto je najrýchlejší spôsob, ako kúpiť stroj, ktorý sa zmení na drahú ťažítkovú dekoráciu. Najdôležitejšie faktory pri výbere laserového rezača nesúvisia so špecifikáciami stroja, ale s fyzickými obmedzeniami vášho pracovného priestoru.
Skôr ako sa pozriete na jedinú značku, musíte uplatniť súbor "tvrdých filtrov". Ide o binárne obmedzenia: ak stroj nespĺňa tieto kritériá, nie je kandidátom. Je to riziko. Uplatnením týchto filtrov vylúčite 90% trhu, takže vám zostanú len jednotky, ktoré skutočne môžu fungovať vo vašom konkrétnom prostredí.
Veto ventilácie: Žiadna cesta na odvetranie von = žiadny CO2 (Tu je, čo zostáva)
Prvým filtrom je atmosféra. Laserové rezanie je tepelný proces, ktorý odparuje materiál. Keď režete drevo, akryl alebo kožu, nevzniká len prach; produkujete prchavé organické zlúčeniny (VOC), oxid uhoľnatý a rôzne karcinogény. Ak režete PVC (čo by ste nemali), vytvárate plynnú kyselinu chlorovodíkovú, ktorá zničí vaše pľúca a do niekoľkých týždňov skoroduje elektroniku stroja.
Tvrdé pravidlo: Ak nemôžete viesť 4-palcové alebo 6-palcové potrubie zo stroja smerom von, nemôžete kúpiť CO2 laser na výrobné účely.
Mnohí výrobcovia ponúkajú "odsávače výparov" alebo recirkulačné filtračné jednotky ako riešenie pre miestnosti bez okien. Pre hobby nadšenca, ktorý občas vygravíruje podtácku, sú dostatočné. Pre dielňu s produkciou sú však finančnou pascou.
- Problém nasýtenia: Rezanie akrylu a dreva rýchlo zapĺňa HEPA aj aktívne uhlíkové filtre. V produkčnom prostredí možno budete musieť drahé filtračné kazety meniť každý týždeň, aby ste udržali bezpečnú kvalitu vzduchu. To pridáva tisíce dolárov k vašim ročným prevádzkovým nákladom.
- Fyzika prúdenia: Recirkulačné jednotky zriedkakedy poskytujú prietok vzduchu v kubických stopách za minútu (CFM), ktorý je potrebný na udržanie čistoty optiky. Bez silného podtlakového odvetrania vonku sa dym zdržuje v šasi, usádza sa na zrkadlách a šošovkách. To zhoršuje kvalitu lúča, znižuje rezný výkon a spôsobuje prasknutie drahej optiky.
Ak nemáte žiadnu odvetrávaciu cestu von, vašimi jedinými životaschopnými možnosťami sú nízkovýkonové diódy alebo vláknové lasery určené výlučne na značenie kovov, ako napríklad Jednostolový vláknový laserový rezací stroj, ktoré vám pomáhajú udržať bezpečnosť vzduchu a spoľahlivú kvalitu prúdenia.
Elektrické prekvapenie: Prečo vaša 110V zásuvka môže zabiť rýchlosť vašej výroby
Druhým filtrom je elektrická kapacita. V Severnej Amerike štandardná 110V/15A domová zásuvka poskytuje teoretické maximum 1 800 wattov. Avšak elektrické normy a bezpečnostné predpisy určujú limit nepretržitého zaťaženia na 80%, čiže približne 1 440 wattov.
Noví kupujúci sa často pozerajú na označenie lasera – napríklad "100W" laserová trubica – a predpokladajú, že sa bez problémov zmestí do tohto limitu. To je nedorozumenie medzi spotrebou energie a výstupným výkonom. Laserový rezač je systém, nie jediná súčiastka.
- Súhrnné zaťaženie: Nezapájate len laserový zdroj. Napájate krokové motory, riadiacu jednotku, vodný chladič (nevyhnutný pre sklenené trubice), pumpu na prívod vzduchu a odsávací ventilátor.
- Pokles napätia: Keď sa kompresor chladiča zapne, zatiaľ čo laser pracuje na vysokej úrovni výkonu, náhly odber prúdu môže spôsobiť krátkodobý pokles napätia na zdieľanom 110V obvode.
Ak má vaša dielňa iba štandardné rezidenčné 110V zásuvky a nemôžete nainštalovať samostatný okruh, ste výrazne obmedzení. Prevádzka vysokovýkonového zariadenia na zdieľanom obvode vedie k "hnedým výpadkom" (brownouts), pri ktorých výkon lasera kolíše, čo má za následok rezy, ktoré neprejdú úplne, alebo nekonzistentnú hĺbku gravírovania.
Tvrdé pravidlo: Ak nemôžete nainštalovať samostatný 20A obvod alebo 220V vedenie, musíte vylúčiť priemyselné CO2 platformy s vysokým výkonom a veľkoformátové vláknové lasery. Ste obmedzení na stolové jednotky alebo základné podlahové modely, kde je chladič a odsávanie integrované alebo s nízkym odberom.

Pascu veľkosti stola: Prečo "väčší" často znamená "pomalší" a "menej presný"
Marketingová logika naznačuje, že pracovná plocha 48" x 36" je automaticky lepšia ako 24" x 12", pretože ponúka "väčší potenciál". V dielni je potenciál irelevantný; rozhoduje priepustnosť práce.
Veľké stoly vyžadujú veľké portály (most, ktorý pohybuje laserovou hlavou). Veľké portály sú ťažké.
- Inerzia vs. detail: Ťažký portál si vyžaduje väčšiu silu na zrýchlenie a spomalenie. Ak gravírujete jemný text alebo detailnú grafiku, stroj musí meniť smer tisíckrát za minútu. Veľký, ťažký stroj bude mať problém to robiť rýchlo bez vibrácií, známych ako "zvonenie" alebo "kolísanie", ktoré sa prejaví ako zvlnené línie vo vašej práci.
- Rýchlostný trest: Aby si stroj s ťažkým portálom udržal presnosť, často musí pracovať pomalšie. Menší stroj s ľahkým portálom dokáže často vygravírovať dávku predmetov 30% rýchlejšie než veľký stroj, jednoducho preto, že dokáže medzi rezmi rýchlejšie zrýchliť.
Tvrdé pravidlo: Nekupujte veľkosť stola kvôli projektom "jedného dňa". Ak 95% vašej práce sa zmestí na 12x20 palcový list, stroj 4x8 stôp vám v skutočnosti uškodí. Zaberie viac podlahovej plochy, spotrebuje viac energie a pravdepodobne vytvorí gravírovanie nižšej kvality pomalším tempom. Veľký stôl kupujte len vtedy, ak váš hlavný zdroj príjmov pochádza z rezania celých tabúľ materiálu.
Materiálová realita: Prečo požiadavka klienta určuje zdroj lasera (CO2 vs. Vlákno vs. Diódový)
Nakoniec, nemôžete si vybrať zdroj lasera na základe rozpočtu; musíte ho vybrať na základe fyziky. Vlnová dĺžka laserového lúča určuje, s akými materiálmi interaguje. Žiadne množstvo výkonu neprekoná nesprávnu vlnovú dĺžku.
- CO2 lasery (10 600 nm): Pracovný kôň pre tvorcov. Táto vlnová dĺžka sa dokonale absorbuje organickými materiálmi.
- Nevyhnutné pre: Drevo, akryl (priehľadný a farebný), koža, papier, sklo (len gravírovanie).
- Tvrdý filter: Ak vaši klienti potrebujú číre akrylové trofeje alebo architektonické modely, nainštalovať kúpte si CO2 laser. Vláknový alebo diódový laser prejde čírym akrylom bez zanechania stopy.
- Vláknové lasery (1 064 nm): Priemyselný štandard pre kovy.
- Nevyhnutné pre: Nerezová oceľ, hliník, mosadz, meď, titán.
- Tvrdý filter: Ak je váš podnikateľský model založený na rezaní kovových dielov, CO2 laser je nesprávny nástroj. Aj keď vysokovýkonné (150 W+) CO2 lasery môžete režú tenký kov s pomocou kyslíka, kvalita hrany a rýchlosť sú horšie než pri vláknovom laseri základnej úrovne. Ak potrebujete gravírovať číre plasty alebo drevo, vláknový laser je nepoužiteľný; nekontrolovane spáli drevo alebo nedokáže označiť plast.
- Diódové lasery (450 nm): Viditeľné spektrum modrého svetla.
- Nevyhnutné pre: Obmedzený rozpočet a extrémna prenosnosť.
- Tvrdý filter: Diódové lasery majú slabú absorpciu v čírom akryle (modré svetlo prechádza) a sú neuveriteľne pomalé pri rezaní čohokoľvek hrubšieho než 3 mm preglejka. Ak váš biznis závisí od rýchlosti alebo rezania hrubého materiálu, diódové lasery okamžite vylúčte.

Predtým než prejdete k odporúčaniam konkrétnych strojov v ďalšej časti, zapíšte si svoje tri hlavné materiály. Ak ide o kovy, hľadáte vláknový laser. Ak ide o číry akryl a drevo, hľadáte CO2 laser. Neexistuje žiadny univerzálny stroj, ktorý by zvládal oboje dokonale bez ceny porovnateľnej s malým domom.
Fáza 2: Softvérový zlomový bod
Väčšina kupujúcich sa zameriava na výkon trubice a veľkosť pracovnej plochy, pričom riadiaci softvér považuje za druhoradý dodatok – iba doplnok priložený v balení. Toto je najdrahšia chyba, ktorú môžete urobiť. V profesionálnej dielni je hardvér len tak schopný, ako softvér, ktorý ho riadi. CO2 laser so 150 W a nešikovným, uzavretým softvérovým systémom nie je nástroj, ale úzke hrdlo.
Predtým než sa zaviažete ku konkrétnemu stroju, musíte skontrolovať digitálny ekosystém, ktorý vás núti používať. Ak je softvérový pracovný postup chybný, rýchlosť stroja je irelevantná.
Prečo je "kompatibilita s LightBurn" nevyhnutnosťou pre profesionálnu prácu
V laserovom priemysle sa LightBurn vyvinul z externého nástroja na de facto operačný systém profesionálnej výroby. Funguje ako CAM (Computer-Aided Manufacturing) softvér – kde nastavujete rýchlosti, výkon a dráhy – aj ako ovládacie rozhranie stroja.
Pre dielňu nie je "kompatibilita s LightBurn" otázkou preferencie; je to strategické aktívum z troch dôvodov:
- Prenositeľnosť pracovníkov: LightBurn zjednocuje rozhranie naprieč rôznymi hardvérmi. Podporuje riadiace jednotky Ruida, Trocen, TopWisdom a GRBL. Ak vyškolíte operátora na bežnom diódom laseri, dokáže tieto zručnosti preniesť na priemyselný CO₂ plochý laser alebo Galvo vláknový značkovač bez nutnosti znovu sa učiť pracovný postup. Ak si kúpite stroj uzamknutý na proprietárny softvér, zvyšujete svoje náklady na školenie pri každom novom zamestnancovi.
- Štandardizované SOP: Rozšíriteľnosť si vyžaduje štandardné pracovné postupy (Standard Operating Procedures). Keď celé vaše vybavenie beží na jednej platforme, môžete vytvoriť jednotnú knižnicu materiálov. Môžete uložiť konkrétne nastavenia rezania pre "3 mm brezovú preglejku" alebo "eloxovaný hliník" a nasadiť ich na akýkoľvek stroj v dielni. Proprietárny softvér vás núti udržiavať roztrieštené knižnice, čím zvyšuje riziko chýb operátora a plytvania materiálom.
- "Faktor autobusu": Ak výrobca stroja s uzavretým ekosystémom skrachuje, prestane aktualizovať svoj softvér alebo zmení svoj cenový model, váš hardvér sa zo dňa na deň stane zastaraným. Stroj so štandardným ovládačom (napríklad Ruida 6442) bežiacim na LightBurn je odolný voči budúcnosti. Hardvér je nezávislý od solventnosti výrobcu.

Ak výrobca stroja nepodporuje LightBurn, žiada vás, aby ste stavili svoju výrobnú linku na ich interný vývojársky tím softvéru. Pre profesionálnu prácu je to stávka, ktorú by ste mali uzatvárať len veľmi zriedka.
Skryté náklady proprietárnych ekosystémov: požiadavky na internet a limity súborov
Spoločnosti vyrábajúce lasery pre spotrebiteľov často propagujú svoj proprietárny softvér ako "používateľsky prívetivý", ale táto jednoduchosť často zakrýva architektúru "uzavretej záhrady" navrhnutú na zarábanie na vašom používaní.
Najnebezpečnejšia vlastnosť týchto ekosystémov je závislosť od cloudu. Niektoré stroje vyžadujú aktívne internetové pripojenie na spracovanie návrhových súborov. Softvér nahráva vaše vektorové dáta na server výrobcu, vzdialene spracuje G-kód a pošle ho späť do stroja. V prostredí hobby je to otravné. V produkčnom prostredí je to riziko. Ak má váš poskytovateľ internetu výpadok, výroba sa zastaví. Ak majú servery výrobcu prestoje, vaše termíny sú ohrozené.
Okrem toho proprietárne ekosystémy často zavádzajú umelé obmedzenia pri práci so súbormi. Môžete sa stretnúť s:
| Problém | Popis |
|---|---|
| Uzamknutie súborov | Nemožnosť exportovať vaše projektové súbory v štandardných formátoch (DXF, SVG), čo uväzňuje vaše duševné vlastníctvo v ich systéme. |
| Platené predplatné | Základné funkcie produktivity – ako rozmiestnenie dielov na ploche (automatické rozloženie viacerých častí na jeden plech na úsporu materiálu) alebo vektorové trasovanie – môžu byť zamknuté za mesačným "prémiovým" predplatným. |
| Riziká súkromia | Pre dielne, ktoré spracúvajú citlivé prototypy klientov alebo duševné vlastníctvo, nahrávanie návrhov do cloudovej služby tretej strany na spracovanie porušuje štandardné protokoly o dôvernosti (NDA). |
Profesionálny hardvér musí fungovať lokálne. Mali by ste byť schopní pripojiť USB kábel (alebo USB disk) do stroja a rezať bez ohľadu na stav vašej Wi-Fi siete.
Efektivita pracovného postupu: dokážete importovať súbory z CAD/Illustrator bez problémov?
Účinnosť sa meria časom, ktorý uplynie medzi dokončením návrhu a stlačením "Štart" na laseri. Tento časový rozdiel je určený kompatibilitou súborov.
Váš návrhársky tím pravdepodobne pracuje v Adobe Illustrator, AutoCAD, SolidWorks alebo Rhino. Softvér pre laser musí preklenúť medzeru medzi týmito návrhovými nástrojmi a pohybovým ovládačom stroja bez potreby používania tretej "prekladovej" aplikácie.
Profesionálny pracovný postup si vyžaduje priame možnosti importu. Musíte byť schopní vložiť súbor AI, PDF, DXF alebo SVG priamo do riadiaceho softvéru, ktorý správne interpretuje vektorové údaje.
- Mapovanie vrstiev: Softvér by mal automaticky mapovať farby vo vašom návrhovom súbore na parametre rezania (napr. Červené čiary = Rezanie, Modré čiary = Gravírovanie).
- Natívne úpravy: Drobné úpravy – uzavretie otvoreného tvaru, spájanie textu alebo odsadenie dráhy kvôli kompenzácii šírky rezu – by sa mali robiť priamo v laserovom softvéri. Ak sa musíte vrátiť do Illustratoru kvôli posunutiu otvoru o 2 mm doľava, váš pracovný postup stráca čas.
Ak stroj vyžaduje, aby ste svoje vektorové súbory previedli do proprietárneho rastrového formátu alebo vás núti pri každej aktualizácii návrhu prechádzať zložitým sprievodcom importu, neprejde testom účinnosti. Cieľom je bezproblémový proces: Návrh → Import → Rezanie. Všetko ostatné je zbytočné trenie.
1.jpg)
Fáza 3: Scenáre (Nájdite svoju konkrétnu situáciu)
Väčšina nákupných príručiek zlyháva, pretože zaobchádza s hobbyistom v byte a výrobcom reklamných tabúľ v sklade ako s rovnakým zákazníkom. Nie sú. Stroj, ktorý je dokonalý pre jedného, je pre druhého nevýhodou.
Po stanovení technických "tvrdých filtrov" v predchádzajúcej časti ich teraz aplikujeme na tri najbežnejšie používateľské scenáre. Nájdite sa nižšie a zistite, ktoré konkrétne stroje prejdú výberom.
Scenár A: "Vedľajšia činnosť" stolové jednotky (obmedzený priestor, vysoká jednoduchosť používania)
Tento scenár sa vzťahuje na vás, ak pracujete v náhradnej spálni alebo malom štúdiu, máte obmedzené možnosti vetrania a uprednostňujete "čas do tlače" pred surovým výkonom. Potrebujete stroj, ktorý vyzerá ako tlačiareň, nie ako vedecký experiment.
"Plug-and-Play" súperi: Glowforge vs. xTool P2 vs. Gweike Cloud
Táto Glowforge Pro definoval túto kategóriu už roky. Jeho prístup "uzavretej záhrady" je podobný ekosystému Apple: neuveriteľne jednoduchý na používanie, ponúka vynikajúce zarovnanie pomocou kamery a systém materiálov Proofgrade odstraňuje potrebu ručne nastavovať výkon lasera. Vyžaduje však aktívne internetové pripojenie na fungovanie. Ak vám vypadne WiFi, vaša výroba sa zastaví.
Táto xTool P2 sa stal hlavným súperom. Rovná sa Glowforge v jednoduchosti používania (polohovanie kamerou, automatické zaostrenie), ale prekonáva "uzavretú záhradu". Podporuje softvér LightBurn, umožňuje offline prevádzku a má základňu s nadstavcom pre gravírovanie vyšších objektov – v čom má Glowforge problémy.
Táto Gweike Cloud je rozpočtový súper. Ponúka rovnaký 50W CO2 výkon v stolovom formáte za výrazne menej peňazí. Hardvér je kvalitný, ale softvérový zážitok je menej vyladený ako u konkurentov.
Kompromis: Platenie za pohodlie vs. opraviteľnosť
Skrytým nákladom stolových jednotiek je opraviteľnosť. Aby boli tieto zariadenia elegantné a bezpečné, výrobcovia uzatvárajú komponenty do krytov.
Ak v Glowforge odíde laserová trubica, vo všeobecnosti si ju nemôžete vymeniť sami; celé zariadenie často musí byť odoslané späť výrobcovi na servis. To môže znamenať týždne prestojov. xTool P2 a Gweike Cloud ponúkajú kompromis, umožňujú používateľom vymieňať trubice a zrkadlá, hoci tento proces je stiesnený a zložitejší než pri väčších priemyselných jednotkách. Platíte prémiu za malý rozmer; uistite sa, že váš obchodný model dokáže zniesť potenciálny výpadok alebo náklady na proprietárne náhradné diely.
Scenár B: "Garážové výrobné" ťažkotonážne stroje (maximálny výkon, nižšia cena)
Tento scenár je určený pre tvorcu s vyhradeným garážovým priestorom, sušičovým odvetraním a ochotou zašpiniť si ruky. Chcete maximum výkonu za dolár a veľkú pracovnú plochu (20"x28" alebo viac).
Prístup OMTech & Monport: vysoká schopnosť, vysoká údržba
Značky ako OMTech a Monport importujú priemyselné lasery "China Blue/Red" a predávajú ich za agresívne ceny. 80W jednotka OMTech často stojí menej ako 45W Glowforge. Tieto stroje sú beštie. Disponujú priemyselnými ovládačmi Ruida (plne kompatibilné s LightBurn), štandardnými dielmi dostupnými na Amazone a veľkými priechodnými dvierkami na nadrozmerné dosky.
Avšak kontrola kvality sa líši. Neplatíte za uhladený spotrebiteľský zážitok; platíte za surové železo a sklo.
"Daň za kutila": posúdenie vašej schopnosti zarovnávať zrkadlá a meniť ovládače
"Daň za kutila" je čas, ktorý strávite kalibráciou stroja. Na rozdiel od stolových jednotiek tieto stroje často prídu s nevyrovnanými zrkadlami kvôli preprave. Musíte byť pohodlní s povoľovaním matíc, spúšťaním testovacích impulzov a nastavovaním dráhy lúča.
Ak máte panický strach z vysokonapäťovej elektroniky alebo mechanického zarovnávania, nekupujte tieto stroje. Ak ste zruční s kľúčom a multimetrom, tieto jednotky ponúkajú najvyššiu návratnosť investícií (ROI) v odvetví.
Povinné vylepšenia: chladiče a vzduchové asistencie, na ktoré musíte okamžite vyčleniť rozpočet
"Nálepková cena" týchto jednotiek je klamlivá. Štandardné "vodné čerpadlo" je zvyčajne jednoduché akváriové čerpadlo, ktoré nedokáže udržať krok s 80W trubicou počas dlhého rezu, čo vedie k prehriatiu a zníženiu životnosti trubice. Štandardná "vzduchová asistencia" je často slabý ventilátor, ktorý nezvláda odvádzať dym, čo má za následok zuhoľnatené okraje.
Aby ste pripravili OMTech alebo Monport na produkčné použitie, musíte okamžite počítať s dodatočnými nákladmi $800–$1 000 na:
- Aktívny chladič CW-5200 (chladenie s kompresorom).
- Skutočný vzduchový kompresor (pre čisté rezy).
- Vylepšený radiálny odsávací ventilátor.

Scenár C: Profesionálna dielňa (rýchlosť, spoľahlivosť a podpora v USA)
Tento scenár je pre firmy, kde je laser hlavným zdrojom príjmov. Ak sa stroj pokazí, prichádzate o peniaze. Potrebujete rýchlosť, presnosť a telefónne číslo, na ktoré môžete zavolať, keď sa niečo pokazí.
Prechod na Thunder Laser, Aeon a Boss: čo vám prinesie navyše tých $4 000
Prechod z OMTech na Thunder Laser Nova, Aeon Mira, alebo Boss Laser znamená výrazný nárast ceny, často o $4 000 až $6 000 viac za podobný výkon.
Neplatíte za väčší výkon; platíte za servomotory (namiesto krokových motorov), lineárne vedenia, a RF (rádiofrekvenčné) kovové trubice (v vyšších konfiguráciách). Tieto súčiastky majú dlhšiu životnosť a lepšie držia kalibráciu pri nepretržitej prevádzke. Kvalita konštrukcie je vyššia, elektroinštalácia čistejšia a bezpečnostné zámky sú priemyselnej úrovne.
Faktor rýchlosti: prečo je výkon pri rastri dôležitejší ako sila rezu
Začiatočníci sa zameriavajú na výkon rezania (Watt); profesionáli sa zameriavajú na rýchlosť rasterovania (palce za sekundu).
Ak vaše podnikanie zahŕňa gravírovanie pohárov, kožených nášiviek alebo bridlicových podložiek, laserová hlava sa musí pohybovať tam a späť tisíce krát. Lacný krokový motor môže dosiahnuť maximálne 500 mm/s s "zvonením" (kolísavými čiarami). Laser Thunder alebo Aeon s hybridnými servami dokáže pracovať pri rýchlosti 1000 mm/s+ s dokonalou presnosťou. To efektívne zdvojnásobí váš denný výstup. V produkčnej dielni je rýchlosť jediným ukazovateľom, na ktorom záleží.
Miestna podpora: Poistka, ktorá zabraňuje 3-týždňovému oneskoreniu dodávky dielov
Najväčším odlišujúcim faktorom pre Scenár C je podpora so sídlom v USA.
Ak sa pokazí riadiaca doska na generickom importe, často sa prehrabujete fórami alebo emailujete fabrike v Číne, pričom čakáte celé týždne na náhradný diel. Spoločnosti ako Thunder, Aeon a Boss majú sklady v USA s dostupnými dielmi a zamestnávajú technikov hovoriacich po anglicky, ktorí dokážu riešiť problémy prostredníctvom videohovoru.
Pre hobby majstra je trojtýždňové čakanie na diel otravou. Pre profesionálnu dielňu je to udalosť, ktorá môže ukončiť podnikanie. Tých extra $4,000 je vaša poistka proti tichu.
Fáza 4: Konečná kontrola reality pred objednaním
Máte svoj krátky zoznam. Máte svoj rozpočet. Vznášate kurzor nad tlačidlom "Pridať do košíka". Zastavte sa.
Je rozdiel medzi strojom, ktorý reže ukážkové súbory na veľtrhu, a strojom, ktorý udrží podnik v chode päť rokov. Tento rozdiel sa zriedka nachádza v technickom liste; nachádza sa vo „frikcii“ každodenného používania. Predtým než vložíte kapitál, musíte svoj vybraný stroj prehnať tromi konečnými filtrami. Tie sú poistkami, ktoré oddeľujú ziskový aktív od ťažkej, drahej ozdoby v garáži.
Prístup k údržbe: 60-sekundová kontrola, ktorá zabráni týždňu strateného času
Údržba lasera nie je úloha "niekedy v budúcnosti"; je to týždenná požiadavka. Odparené lepidlo a drevná živica sa hromadia na optike rýchlosťou 1–2 gramy za týždeň. Ak čistenie vašich zrkadiel trvá 30 minút rozoberania, budete to odkladať. Keď to odkladáte, živica sa vypáli do poťahu šošovky, čo spôsobí 30% pokles výkonu a nakoniec prasknutie optiky.
Test: Kontaktujte svojho dodávateľa alebo si pozrite video používateľa. Dokážete získať prístup, odstrániť, utrieť a znovu nasadiť Zrkadlo 1, Zrkadlo 2 a zaostrovaciu šošovku za menej než 60 sekúnd celkovo?
Ak je odpoveď nie, odíďte.
- Zrkadlo 1 (koniec trubice): Potrebujete bočné dvierka. Mali by ste byť schopní otočiť prstencom a vytiahnuť zrkadlo do 15 sekúnd. (OMTech a Gweike zvyčajne prejdú; Glowforge často zlyháva, pretože optiku ukrýva za panelmi).
- Zrkadlo 2 (most): Hľadajte kryt s preklápacím vrchom. Mali by ste byť schopní ho vyčistiť vatovou tyčinkou bez demontáže držiaka. Ak musíte odskrutkovať ventilačné potrubie, aby ste ho videli (bežné pri starších dizajnoch Monport), platíte "daň z údržby" každý piatok.
- Zrkadlo 3 a šošovka (laserová hlava): Toto je kritická zóna. Musíte byť schopní spustiť lôžko, odstrániť prstenec trysky a zachytiť šošovku do ruky do 20 sekúnd. Odborný tip: Pri opätovnej montáži sa uistite, že šošovka ide "bruškom nahor" (vypuklá strana hore). Ak stroj vyžaduje imbusový kľúč na prístup k šošovke, neprejde testom.

Rozhodovacia matica "Kúp kvalitné alebo kupuj dvakrát"
Stroj za $3,000 nie je nikdy len $3,000. Je to záloha na budúce opravy. Naopak, stroj za $8,000 často stojí menej v priebehu 5 rokov. Táto matica odhaľuje celkové náklady na vlastníctvo (TCO), ktoré sa skrývajú za cenovkou.
Identifikujte, ktorý stĺpec zodpovedá vášmu vybranému kandidátovi:
| Rozmery | Rozpočetová zostava (Scenár B) | Profesionálny pracovný kôň (Scenár C) |
|---|---|---|
| Počiatočné náklady | $2,000 - $4,000 | $6,000 - $10,000 |
| Životnosť trubice | 1k–2k hodín (sklo CO2) | 10k+ hodín (RF kov / vysoko kvalitné sklo) |
| Odhadovaný čas odstávky / rok | 15 dní (čakanie na diely) | 2 dni (miestna podpora / lepšia kontrola kvality) |
| Týždenná údržba | 2 hodiny (ručné zarovnanie) | 30 minút (uzavrené optiky / lepšie koľajnice) |
| Náklady na výmenu (4. rok) | $1,000+ (nová trubica + PSU) | $0 (dlhodobý zdroj) |
| Zostatková hodnota | 40% z pôvodnej ceny | 70% z pôvodnej ceny |
| 5-ročné TCO | $19 000+ (vrátane stratených fakturovateľných hodín) | $7 000 (nízka spotreba materiálu) |
Ak prevádzkujete hobby dielňu, rozpočtová zostava je prijateľná – váš čas je zadarmo. Ak však prevádzkujete podnikanie, prestoje "lacného" stroja vás v priebehu prvých 18 mesiacov budú stáť viac ako cenový rozdiel oproti "drahšiemu" stroju.
Kontrolný zoznam: Buďte pripravení rezať do 48 hodín od doručenia
Najnebezpečnejší čas pre majiteľa lasera je prvý týždeň. Ak nemáte správne zásoby, stroj stojí nečinne, zatiaľ čo sa blíži koniec lehoty na vrátenie. Ak okamžite neoveríte optiku, vlastníte škody spôsobené pri preprave.
Dodržte tento harmonogram, aby ste si zabezpečili prevádzku – alebo boli pripravení okamžite vrátiť chybný kus.
Deň 0: Predprípravný beh (2 hodiny)
- Kvapaliny: Kúpte 2 galóny destilovanej vody (pre chladič) a 90% izopropylalkoholu (na optiku).
- Optická súprava: Majte pripravený špeciálny papier na šošovky a tepelne citlivý papier (účtenkový papier) na testovanie zarovnania.
- Napájanie: Overte samostatný 20A okruh (110V/220V v závislosti od jednotky). Zdieľanie okruhu s chladničkou alebo kompresorom spôsobí vypínanie ističov a zničí rezy.
Deň 1: Rozbalenie a kontrola (4 hodiny)
- Test otrasom: Pred naplnením chladiča skontrolujte laserovú trubicu. Skúmajte vnútorné praskliny. Ak pri opatrnom naklonení trubice počujete cinkanie skla, odmietnite doručenie.
- Test úniku: Pripojte vodu, spustite čerpadlo a počkajte 30 minút. Skontrolujte konce hadíc a podlahu podvozku.
- 60-sekundové čistenie: Vykonajte údržbový test, ktorý ste skúmali v kroku 1.
- Zarovnanie: Použite termálny papier na skontrolovanie dráhy lúča vo všetkých štyroch rohoch pracovnej plochy.
Deň 2: Validácia (2 hodiny)
- Test rámu: Vykonajte vektorový rez na dreve rýchlosťou 10 mm/s pri výkone 90%.
- Výsledok: Hrany by mali byť zlatohnedé, nie zuhoľnatené čierne. Rez by mal byť vertikálny, nie šikmý.
- Záťažový test: Spustite stroj na 3 hodiny. Sledujte teplotu (držte ju pod 22 °C/71 °F). Ak sa prehreje alebo stratí zaostrenie, vracia sa späť.
Záverečný rez
Na začiatku tejto príručky sme sa pýtali, či si staviate dielňu alebo len kupujete nástroj. Rozdiel nie je v značke vyrazené na podvozku; je v príprave vlastníka.
Dodržiavaním tohto štvrofázového rámca ste nielen nakúpili laser. Definovali ste svoje materiálové potreby, vypočítali energetické požiadavky, zabezpečili bezpečnostné protokoly a vykonali audit skrytých nákladov na vlastníctvo. Už len nedúfate v dobrý stroj; naplánovali ste úspešný nákup.
Výskum je hotový. Kontrolný zoznam je pripravený. Je čas rezať. A ak by ste chceli vedenú pomoc pri prispôsobení vášho pracovného postupu správnej technológii, neváhajte kontaktovať nás pre personalizované poradenstvo o laserových systémoch.

VI. Často kladené otázky
1. Môžu laserové rezačky rezať kov?
Áno, niektoré laserové rezačky dokážu rezať kov, ale závisí to od typu lasera a jeho výkonu. Vláknové lasery a vysoko výkonné CO2 lasery sú zvyčajne schopné rezať rôzne kovy, vrátane nehrdzavejúcej ocele, hliníka a medi. Pri hrubších kovových plechoch alebo komplexnejšom rezaní sa odporúčajú priemyselné vláknové lasery, ako napríklad Jednostolový vláknový laserový rezací stroj sa odporúčajú.
2. Aké materiály môže CO2 laser rezať?
Bežné materiály zahŕňajú drevo, akryl, kožu, látku, papier a určité plasty. CO2 lasery však nie sú vhodné na rezanie kovov, pokiaľ nemajú veľmi vysoký výkon a nie sú špeciálne navrhnuté na takéto úlohy. Taktiež sa neodporúča ich používať na rezanie PVC alebo iných materiálov, ktoré pri zahriatí uvoľňujú toxické výpary.
3. Aká presná je laserová rezačka?
Presnosť laserových rezacích strojov je jednou z ich hlavných výhod. Vysokokvalitné laserové rezačky dokážu dosiahnuť mimoriadne jemné detaily s toleranciou až 0,001 palca (0,025 mm). Presnosť závisí od faktorov, ako je kvalita laserového lúča, stabilita stroja a presnosť systému riadenia pohybu.















