Zašto su te "Top 10" liste izdale (i kako zapravo da izabereš)
Verovatno si poslednju nedelju proveo gledajući tabele poređenja koje ti govore sve o teoretskim maksimumima neke mašine, a ništa o njenoj sposobnosti da se isplati. "Top 10" liste ne funkcionišu zato što industrijsku proizvodnu opremu tretiraju kao potrošačku elektroniku, rangirajući jedinice po odnosu karakteristika po ceni, a ne po pouzdanosti po smeni. Radionici nije potreban generički "pobednik" kog je izabrao tehnički bloger; potrebna joj je mašina koja se uklapa u specifična ograničenja u vezi sa ritmom budžeta, dnevnim kapacitetom i završnim obradama materijala. Umesto da tražiš listu s poretkom, moraš napraviti matricu zahteva koja povezuje tvoje potrebe u proizvodnji — konkretno tipove i obim materijala — sa mogućnostima mašine.
Na primer, ako ti je prioritet visoka preciznost sečenja metala i dugoročna stabilnost proizvodnje, možeš da istražiš industrijska rešenja poput Mašina za lasersko sečenje vlaknima sa jednim stolom dizajniranog za efikasan protok i profesionalno okruženje.
Zamka tehničkog lista: Zašto je snaga (u vatima) najmanje bitna mera kod hitnih poslova
Uobičajene greške u određivanju prioriteta kod opreme u radionici
- Stavljanje vršne snage ispred stabilnosti procesa je najskuplja greška koju vlasnici radionica prave.
- Visoka snaga ne znači ništa ako mašina pati od neusklađenosti nosača ili zahteva mnogo dorade posle obrade.
- Snaga određuje samo mogućnost presecanja određene debljine, a ne isplativost.
- Fokusiraj se na skrivene "pokretače zastoja" umesto na specifikacije snage cevi.
- Ključni pokretači zastoja uključuju čistoću mlaznice i sočiva, intervale održavanja serva i konstantnost protoka rashladnog vazduha.
- Za operacije fokusirane na prihod, kritične performanse su ubrzanje i doslednost širine reza.
- Dobro podešena mašina od 60W može nadmašiti loše kalibrisani model od 100W.
- Nestabilne mašine troše materijal i vreme, čineći dodatnu snagu kontraproduktivnom.
Ako su stalni rad i preciznost ključni za tvoju proizvodnju, pregled profesionalnih sistema kao što je Dvonamenska mašina za lasersko sečenje vlaknima sa poklopcem može pomoći u obezbeđivanju ujednačenog kvaliteta sečenja tokom dužih proizvodnih smena.
Realnost "vremena do prvog reza": razlikovanje hobističkih igračaka od mašina koje donose prihod
Optimizovana verzija
"Time-to-First-Cut" (TTFC) meri koliko vremena je potrebno od raspakivanja mašine do izrade prvog upotrebljivog dela. Hobistički modeli često naglašavaju ovaj parametar, koristeći vlasnički i pojednostavljen softver da bi korisnici mogli da počnu sa sečenjem za manje od jednog sata. Iako takva pristupačnost snižava prag ulaska, istovremeno ograničava dugoročni rast. Ovi “plug-and-play” sistemi obično nemaju integraciju i automatizaciju potrebnu za profesionalni CAD-to-CAM radni tok, pa je za svaki posao potrebna ručna prilagodba.
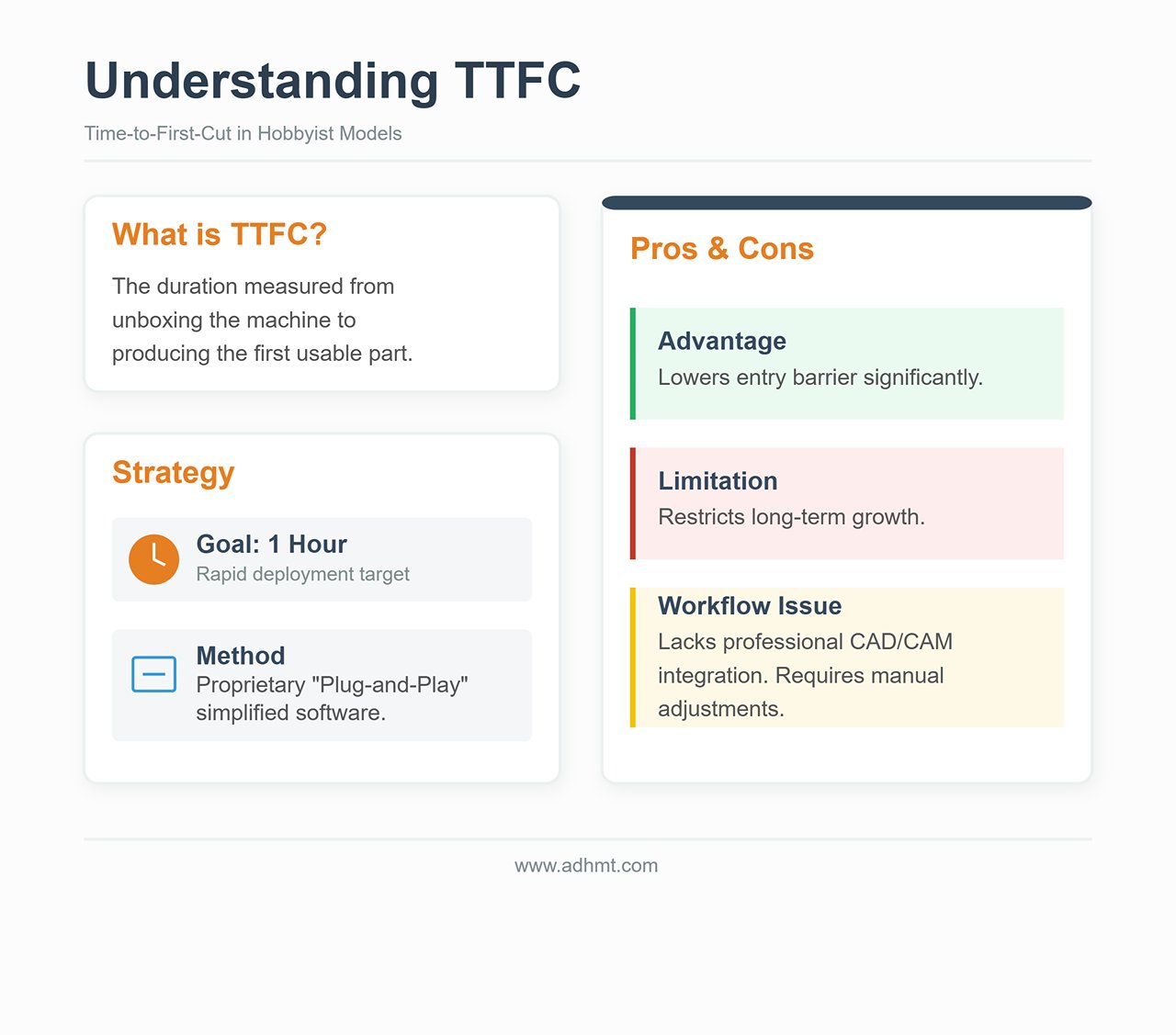
Nasuprot tome, prava mašina koja donosi prihod ne definiše se TTFC parametrom, već time koliko se neprimetno uklapa u postojeće proizvodne procese. Industrijske jedinice mogu zahtevati duže početno podešavanje — kao što su usklađenost izduvnog sistema, instalacija rashladnog uređaja i sigurnosne blokade — ali kada se jednom konfigurišu, njihovo "vreme do drugog reza" gotovo da je nula. Ta efikasnost zavisi od kompatibilnosti softvera koji podržava serijsku obradu, ponovljivu tačnost i minimalnu potrebu za ponovnim kalibrisanjem.
Mašina sa niskim TTFC-om, ali sa nedovoljnom krutošću ili slabom softverskom arhitekturom, pogodna je za prototipiranje, a ne za proizvodnju. Dugoročni povraćaj investicije dolazi od propusnosti, konzistentnosti i kontrole tolerancije—faktora koji opstaju daleko nakon faze raspakivanja.
Za one koji optimizuju profesionalne tokove rada, proveravanje tehničkih specifikacija ili datoteka za preuzimanje brošura pomaže u vizualizaciji konfiguracije i integracije mašine potrebne za proizvodnju većeg obima.
Faza 1: Tvrdi filteri (Eliminišite 90% mašina odmah)
Većina kupaca započinje potragu gledajući snagu lasera i cenu. Ovo je najbrži način da kupite mašinu koja će postati skupa tegla za papir. Najvažniji faktori pri odabiru laserskog rezača nemaju veze sa specifikacijama mašine, već sa fizičkim ograničenjima vašeg radnog prostora.
Pre nego što pogledate ijedan brend, morate primeniti "tvrde filtere". To su binarna ograničenja: ako mašina ne ispunjava ove kriterijume, nije kandidat nego obaveza. Primenom ovih filtera eliminisaćete 90% tržišta, ostavljajući samo jedinice koje stvarno mogu funkcionisati u vašem konkretnom okruženju.
Ventilaciono veto: Bez spoljnog puta za odvod vazduha — nema CO2 (Evo šta ostaje)
Prvi filter je atmosferski. Lasersko sečenje je termalni proces koji isparava materijal. Kada režete drvo, akril ili kožu, ne stvarate samo prašinu – generišete isparljiva organska jedinjenja (VOC), ugljen-monoksid i razne kancerogene materije. Ako sečete PVC (što ne bi trebalo), stvarate gas hlorovodonične kiseline koji će uništiti vaša pluća i korodirati elektroniku mašine u roku od nekoliko nedelja.
Tvrdo pravilo: Ako ne možete da sprovedete cev prečnika 4 ili 6 inča od mašine do spoljašnosti, ne možete kupiti CO2 laser u proizvodne svrhe.
Mnogi proizvođači prodaju "izvlačivače dima" ili jedinice sa recirkulacijom i filtracijom kao privremeno rešenje za prostorije bez prozora. Za hobistu koji povremeno gravira podmetače, ovo je prihvatljivo. Za radionicu koja radi u proizvodnji, to je finansijska zamka.
- Problem zasićenja: Sečenje akrila i drveta vrlo brzo zasićuje HEPA i aktivne ugljenične filtere. U proizvodnom okruženju, možda ćete morati da menjate skupe filtere svake nedelje da biste održali bezbedan kvalitet vazduha. Ovo dodaje hiljade dolara vašim godišnjim operativnim troškovima.
- Fizika protoka: Jedinice sa recirkulacijom retko obezbeđuju protok vazduha u kubnim stopama u minuti (CFM) potreban da optika ostane čista. Bez jakog negativnog pritiska koji izbacuje vazduh napolje, dim se zadržava u kućištu, taloži na ogledalima i sočivima. To degradira kvalitet snopa, smanjuje snagu sečenja i dovodi do pucanja skupih optičkih elemenata.
Ako nemate spoljni put za odvod vazduha, jedine realne opcije su laseri niske snage sa diodom ili fiber laseri namenjeni isključivo obeležavanju metala, kao što je Mašina za lasersko sečenje vlaknima sa jednim stolom, koji vam pomažu da održite bezbednost vazduha i pouzdan kvalitet protoka.
Električno iznenađenje: Zašto vaša 110V utičnica može usporiti proizvodnju
Drugi filter je električni kapacitet. U Severnoj Americi, standardna rezidencijalna utičnica od 110V/15A obezbeđuje teoretski maksimum od 1.800 vati. Međutim, električni propisi i bezbednosni standardi definišu ograničenje kontinuiranog opterećenja od 80%, odnosno približno 1.440 vati.
Novi kupci često pogledaju ocenu lasera – na primer, "100W" laserska cev – i pretpostave da se to lako uklapa u to ograničenje. Ovo je pogrešno razumevanje potrošnje energije u odnosu na izlaznu snagu. Laser rezač je sistem, a ne pojedinačna komponenta.
- Ukupno opterećenje: Ne napajate samo laserski izvor. Napajate i koračne motore, kontroler, rashladni uređaj (neophodan za staklene cevi), pumpu za dopremu vazduha i ventilator za izduvavanje.
- Pad napona: Kada se kompresor rashladnog uređaja uključi dok laser radi pri velikoj snazi, iznenadno povlačenje struje može izazvati trenutni pad napona na zajedničkom 110V kolu.
Ako vaša radionica ima samo standardne kućne 110V utičnice i ne možete da instalirate posebno kolo, ozbiljno ste ograničeni. Korišćenje mašine velike snage na zajedničkom kolu dovodi do "zamućenja napona" kada snaga lasera varira, što rezultira rezovima koji ne prolaze potpuno kroz materijal ili nedoslednim dubinama graviranja.
Tvrdo pravilo: Ako ne možete da instalirate posebno 20A kolo ili 220V liniju, morate isključiti iz razmatranja industrijske CO2 platforme velike snage i laserske mašine velikog formata sa vlaknima. Ograničeni ste na desktop jedinice ili početne podne modele kod kojih su rashladni uređaj i izduv integrisani ili male potrošnje.

Zamka veličine radnog stola: Zašto "veći" često znači "sporiji" i "manje precizan"
Logika marketinga sugeriše da je radni sto dimenzija 48" x 36" inherentno bolji od onoga 24" x 12" jer pruža "više potencijala". U radionici, potencijal je nebitan; učinak je ono što je najvažnije.
Veliki stolovi zahtevaju velike portale (most koji pomiče glavu lasera). Veliki portali su teški.
- Inercija naspram detalja: Težak portal zahteva veću silu za ubrzavanje i usporavanje. Ako gravirate sitan tekst ili detaljnu grafiku, mašina mora promeniti pravac na hiljade puta u minuti. Velika, teška mašina će se mučiti da to uradi brzo bez vibracija, poznatih kao "zvonjenje" ili "kolebanje," što se vidi kao talasaste linije na vašem radu.
- Kazna po brzinu: Da bi održala preciznost sa teškim portalom, mašina često mora raditi sporije. Manja mašina sa lakim portalom može često da izgravira seriju predmeta 30% brže od velike mašine, jednostavno zato što može brže da ubrza između rezova.
Tvrdo pravilo: Ne kupujte veličinu radnog stola za projekte "nekad u budućnosti". Ako 95% vašeg posla staje na tablu od 12x20 inča, mašina dimenzija 4x8 stopa će zapravo naškoditi vašem poslovanju. Zauzeće više prostora, trošiće više struje i verovatno proizvoditi gravure slabijeg kvaliteta sporijim tempom. Veliki sto kupite samo ako vam je glavni izvor prihoda sečenje celih ploča materijala.
Realnost materijala: Zašto zahtev klijenta određuje izvor lasera (CO2 vs. vlakno vs. dioda)
Na kraju, ne možete odabrati izvor lasera prema budžetu; morate ga odabrati prema fizici. Talasna dužina laserskog zraka određuje sa kojim materijalima on stupa u interakciju. Niti jedna količina snage ne može nadomestiti pogrešnu talasnu dužinu.
- CO2 laseri (10.600 nm): Radni konj za proizvođače. Ova talasna dužina se savršeno apsorbuje od strane organskih materijala.
- Neophodno za: Drvo, akril (providan i obojen), kožu, papir, staklo (samo graviranje).
- Tvrdi filter: Ako vašim klijentima trebaju providne akrilne nagrade ili arhitektonski modeli, vi moraju kupujete CO2 laser. Fiber ili diodni laser će proći pravo kroz providni akril bez ikakvog obeležavanja.
- Fiber laseri (1.064 nm): Industrijski standard za metal.
- Neophodno za: Prohrom, aluminijum, mesing, bakar, titanijum.
- Tvrdi filter: Ako se vaš poslovni model oslanja na sečenje metalnih delova, CO2 laser je pogrešan alat. Dok laserski CO2 uređaji visokog kapaciteta (150W+) mogu možete seći tanak metal uz pomoć kiseonika, kvalitet ivice i brzina su inferiorni čak i u poređenju sa početnim fiber laserom. Ako treba da gravirate providne plastike ili drvo, fiber laser je beskoristan; on će drvo nekontrolisano spržiti ili neće uopšte obeležiti plastiku.
- Diodni laseri (450 nm): Vidljivi spektar plave svetlosti.
- Neophodno za: Ograničen budžet i ekstremna prenosivost.
- Tvrdi filter: Diodni laseri imaju lošu apsorpciju u providnom akrilu (plava svetlost prolazi kroz njega) i izuzetno su spori pri sečenju bilo čega debljeg od šperploče od 3 mm. Ako se vaše poslovanje oslanja na brzinu ili sečenje debelog materijala, odmah isključite diodne lasere iz izbora.

Pre nego što pređete na konkretne preporuke mašina u sledećem odeljku, zapišite svoja tri glavna materijala. Ako su od metala, tražite fiber laser. Ako su providni akril i drvo, tražite CO2. Ne postoji mašina koja obe funkcije radi savršeno bez da košta koliko manja kuća.
Faza 2: Softverska tačka preloma
Većina kupaca je opsesivno fokusirana na snagu cevi i veličinu radnog prostora, posmatrajući upravljački softver kao naknadnu misao—samo dodatak koji dolazi u paketu. To je najskuplja greška koju možete napraviti. U profesionalnoj radionici, hardver je koristan samo onoliko koliko ga softver pokreće. CO2 laser od 150W sa nespretnim, zatvorenim softverskim sistemom nije alat; to je usko grlo.
Pre nego što se obavežete na kupovinu određene mašine, morate pregledati digitalni ekosistem koji ona nameće. Ako je softverski tok rada nefunkcionalan, brzina mašine je nebitna.
Zašto je "LightBurn kompatibilnost" neophodna za profesionalni rad
U laserskoj industriji, LightBurn se razvio od pomoćnog programa treće strane do de facto operativnog sistema za profesionalnu proizvodnju. On funkcioniše i kao CAM (računarski potpomognuta proizvodnja) softver—gde podešavate brzine, snage i putanje—i kao kontrolni interfejs mašine.
Za radionicu, "LightBurn kompatibilnost" nije pitanje ukusa; to je strateška prednost iz tri razloga:
- Prenosivost rada: LightBurn ujedinjuje interfejs između različitih hardverskih sistema. Podržava Ruida, Trocen, TopWisdom i GRBL kontrolere. Ako obučite operatera na generičkom diodnom laseru, on može preneti te veštine na industrijski CO2 flatbed ili Galvo fiber marker bez ponovnog učenja toka rada. Ako kupite mašinu zaključanu na vlasnički softver, povećavate troškove obuke sa svakim novim zaposlenim.
- Standardizovane SOP procedure: Skalabilnost zahteva Standardne Operativne Procedure. Kada ceo vaš pogon radi na jednoj platformi, možete napraviti jedinstvenu biblioteku materijala. Možete sačuvati specifična podešavanja rezanja za "3 mm brezov šperploču" ili "anodizovani aluminijum" i primeniti ih na bilo koju mašinu u radionici. Vlasnički softver vas primorava da održavate fragmentisane biblioteke, povećavajući rizik od greške operatera i rasipanja materijala.
- "Bus faktor": Ako proizvođač mašina sa zatvorenim ekosistemom bankrotira, prestane da ažurira svoj softver ili promeni svoj cenovni model, vaš hardver preko noći postaje zastareo. Mašina sa standardnim kontrolerom (poput Ruida 6442) koja radi na LightBurn‑u je „otporna na budućnost“. Hardver je nezavisan od solventnosti proizvođača.

Ako proizvođač mašina ne podržava LightBurn, traži od vas da ulog vašeg proizvodnog pogona stavite na njihov interni tim za razvoj softvera. Za profesionalni rad, to je opklada koju retko treba prihvatiti.
Skriveni trošak vlasničkih ekosistema: zahtevi za internet i ograničenja fajlova
Proizvođači laserskih uređaja za potrošače često reklamiraju svoj vlasnički softver kao "lako za korišćenje", ali ta jednostavnost često prikriva "zatvorenu baštu" (Walled Garden) arhitekturu, osmišljenu da monetizuje vašu upotrebu.
Najopasnija karakteristika ovih ekosistema je zavisnost od oblaka. Neke mašine zahtevaju aktivnu internet konekciju za obradu dizajn fajlova. Softver otprema vaše vektorske podatke na server proizvođača, tamo ih obrađuje u G‑kod i zatim vraća na mašinu. U hobi okruženju, to je neprijatnost. U proizvodnom okruženju, to je odgovornost. Ako vaš internet provajder ima prekid, proizvodnja staje. Ako serveri proizvođača imaju zastoje, propuštate rokove.
Pored toga, vlasnički ekosistemi često nameću veštačka ograničenja u rukovanju fajlovima. Možete naići na:
| Problem | Opis |
|---|---|
| Zaključavanje fajlova | Nemogućnost da izvezete projektne fajlove u standardnim formatima (DXF, SVG), čime vaš intelektualni kapital ostaje zarobljen unutar njihovog sistema. |
| Pretplatni zidovi | Osnovne funkcije produktivnosti — kao što su automatsko raspoređivanje elemenata na ploči (array nesting) radi uštede materijala ili praćenje vektora — mogu biti zaključane iza mesečne "Premium" pretplate. |
| Rizici po privatnost | Za radionice koje rade sa poverljivim klijentskim prototipovima ili intelektualnom svojinom, otpremanje dizajna u oblak treće strane za obradu krši standardne NDA protokole. |
Profesionalni hardver mora raditi lokalno. Trebalo bi da možete da povežete USB kabl (ili USB disk) sa mašinom i režite, bez obzira na status vaše Wi‑Fi mreže.
Efikasnost toka rada: možete li uvesti CAD/Illustrator fajlove bez glavobolje?
Efikasnost se meri vremenom koje prođe između završetka dizajna i pritiskanja dugmeta "Start" na laseru. Ovaj vremenski razmak definiše se kompatibilnošću fajlova.
Vaš dizajnerski tim verovatno radi u programima kao što su Adobe Illustrator, AutoCAD, SolidWorks ili Rhino. Softver za laser mora da premosti jaz između ovih dizajnerskih alata i kontrolera pokreta mašine, bez potrebe za trećim "prevodilačkim" softverom.
Profesionalni radni tok zahteva direktan uvoz fajlova. Morate biti u mogućnosti da ubacite AI, PDF, DXF ili SVG fajl direktno u kontrolni softver i da on pravilno protumači vektore.
- Mapiranje slojeva: Softver bi trebalo automatski da mapira boje u vašem dizajnerskom fajlu na parametre sečenja (npr. Crvene linije = Sečenje, Plave linije = Graviranje).
- Izvorno uređivanje: Manje prilagodbe — zatvaranje otvorenog oblika, spajanje teksta ili pomeranje putanje radi kompenzacije širine reza — treba da se obavljaju unutar laserskog softvera. Ako morate da se vraćate u Illustrator da biste pomerili rupu 2 mm ulevo, vaš radni tok gubi vreme.
Ako mašina zahteva da konvertujete svoje vektorske fajlove u vlasnički rasterski format ili vas svaki put tera kroz složeni čarobnjak za uvoz kada ažurirate dizajn, ona pada na testu efikasnosti. Cilj je neprekidna linija: Dizajn → Uvoz → Sečenje. Sve drugo je trenje.
1.jpg)
Faza 3: Scenariji (Pronađite svoju konkretnu situaciju)
Većina vodiča za kupovinu ne uspeva jer tretira hobi korisnika u stanu i proizvođača natpisa u skladištu kao istog kupca. A oni to nisu. Mašina koja je savršena za jednog može biti teret za drugog.
Pošto smo u prethodnom delu postavili tehničke "tvrde filtere", sada ih primenjujemo na tri najčešća korisnička scenarija. Pronađite se u nastavku da biste videli koje konkretne mašine prolaze selekciju.
Scenarijo A: "Sporedni posao" — desktop jedinice (Ograničen prostor, visoka jednostavnost korišćenja)
Ovaj scenario odnosi se na vas ako radite iz rezervne sobe ili malog studija, imate ograničene mogućnosti ventilacije i dajete prednost "vremenu do štampe" u odnosu na sirovu snagu. Potrebna vam je mašina koja izgleda kao štampač, a ne kao naučni eksperiment.
Kandidati za "Plug-and-Play": Glowforge naspram xTool P2 naspram Gweike Cloud
The Glowforge Pro je godinama definisao ovu kategoriju. Njegov "zatvoreni ekosistem" pristup sličan je Apple-ovom: izuzetno je jednostavan za upotrebu, ima odličnu kameru za poravnavanje, a sistem Proofgrade materijala eliminiše potrebu za ručnim podešavanjem parametara snage. Međutim, neophodna je aktivna internet veza za rad. Ako vam WiFi padne, proizvodnja staje.
The xTool P2 se pojavio kao glavni izazivač. Po jednostavnosti upotrebe (pozicioniranje kamerom, automatski fokus) izjednačava se sa Glowforge modelom, ali razbija "zatvoreni ekosistem". Podržava LightBurn softver, omogućava rad bez interneta i ima dodatak za podizanje baze radi graviranja viših objekata — što je nešto sa čim Glowforge ima poteškoća.
The Gweike Cloud je budžetski konkurent. Nudi sličnu 50W CO2 snagu u desktop formatu za znatno manje novca. Hardver je solidan, ali softversko iskustvo je manje uglađeno u poređenju sa konkurentima.
Kompromis: Plaćanje za pogodnost naspram mogućnosti popravke
Skriveni trošak desktop jedinica je mogućnost popravke. Da bi ove mašine bile elegantne i bezbedne, proizvođači zatvaraju komponente u kućište.
Ako laserska cev crkne u Glowforge-u, uglavnom je ne možete sami zameniti; čitava jedinica često mora biti poslata nazad proizvođaču na servis. To može značiti nedelje zastoja. xTool P2 i Gweike Cloud nude srednje rešenje, omogućavajući korisnicima da menjaju cevi i ogledala, mada je postupak teži i skučeniji nego kod većih industrijskih jedinica. Plaćate premiju za mali prostorni otisak; uverite se da vaš poslovni model može da izdrži potencijalni zastoj ili trošak vlasničkih rezervnih delova.
Scenario B: "Radni konji" u garaži (Maksimalna snaga, niži trošak)
Ovaj scenario je za majstora koji ima namenski garažni prostor, odvod za izduvavanje i spremnost da se dobro uprlja. Želite maksimalne vate za uložen novac i veliki radni sto za sečenje (20"x28" ili veći).
Pristup OMTech & Monport: Velike mogućnosti, visoko održavanje
Brendovi kao što su OMTech i Monport uvoze industrijske "China Blue/Red" lasere i prodaju ih po agresivnim cenama. OMTech jedinica od 80W često košta manje od Glowforge-a od 45W. Ove mašine su prave zveri. Imaju industrijski standardne Ruida kontrolere (potpuno kompatibilne sa LightBurn-om), standardne delove dostupne na Amazonu i velika prolazna vrata za prevelike ploče.
Međutim, kontrola kvaliteta varira. Ne plaćate za uglađeno korisničko iskustvo; plaćate za sirovo gvožđe i staklo.
"Porez na majstorisanje": Procena sposobnosti za podešavanje ogledala i zamenu kontrolera
"Porez na majstorisanje" je vreme koje ćete potrošiti kalibrišući mašinu. Za razliku od desktop jedinica, ove mašine često stižu sa neporavnanim ogledalima zbog transporta. Morate biti spremni da odvrnete matice, pustite probne impulse i podesite putanju zraka.
Ako vas plaši rad sa elektronskim uređajima visokog napona ili mehaničko poravnanje, nemojte kupovati ove mašine. Ako ste spretni s ključem i unimerom, ove jedinice nude najveći povrat ulaganja (ROI) u industriji.
Obavezna unapređenja: Hladnjaci i dopuna vazduha za koje morate odmah planirati budžet
"Cena na etiketi" ovih jedinica je varka. Standardna "pumpa za vodu" je obično jednostavna akvarijumska pumpa koja ne može da izdrži rad sa cevima od 80W tokom dužeg sečenja, što dovodi do pregrevanja i kraćeg životnog veka cevi. Standardna "dopuna vazduha" je često slab ventilator koji ne uspeva da ukloni dim, ostavljajući ugljenisane ivice.
Da biste OMTech ili Monport učinili spremnim za proizvodnju, morate odmah u budžet ubaciti dodatnih $800–$1,000 za:
- CW-5200 aktivni hladnjak (hlađenje sa rashladnim sistemom).
- Pravi kompresor za vazduh (za čiste rezove).
- Nadograđeni linijski izduvni ventilator.

Scenario C: Profesionalna radionica (Brzina, pouzdanost i podrška u SAD-u)
Ovaj scenario je namenjen poslovanjima gde je laser glavni izvor prihoda. Ako mašina stane, gubite novac. Potrebni su vam brzina, preciznost i broj telefona na koji možete pozvati kada nešto otkaže.
Prelazak na Thunder Laser, Aeon i Boss: Šta vam tih dodatnih $4k donosi
Prelazak sa OMTech na Thunder Laser Nova, Aeon Mira, ili Boss Laser podrazumeva značajan skok u ceni, često $4,000 do $6,000 više za sličnu jačinu lasera.
Ne plaćate za veću snagu; plaćate za servo motore (umesto koračnih motora), linearne šine, i RF (radiofrekventne) metalne cevi (u konfiguracijama višeg ranga). Ove komponente traju duže i bolje zadržavaju kalibraciju tokom 24/7 rada. Kvalitet izrade je bolji, ožičenje urednije, a sigurnosni prekidači industrijskog nivoa.
Faktor brzine: Zašto raster performanse znače više od snage rezanja
Početnici su opsednuti snagom sečenja (vati); profesionalci su opsednuti brzinom rasterskog graviranja (inči po sekundi).
Ako se vaše poslovanje bavi graviranjem termos čaša, kožnih zakrpa ili podmetača od škriljca, glava lasera mora da se pomera napred-nazad hiljade puta. Jeftiniji koračni motor može dostići maksimalno 500 mm/s uz pojavu "zvonjenja" (talasaste linije). Thunder Laser ili Aeon sa hibridnim servo motorima mogu raditi pri brzinama od 1000 mm/s i više, uz izuzetnu preciznost. To efikasno udvostručuje vaš dnevni učinak. U proizvodnom pogonu, brzina je jedina merna jedinica koja je bitna.
Lokalna podrška: polisa osiguranja koja sprečava troonedeljno kašnjenje u isporuci delova
Najveća razlika u scenariju C je podrška sa sedištem u SAD-u.
Ako se kontrolna ploča pokvari na generičkom uvoznom uređaju, često ćete lutati forumima ili slati mejlove fabrici u Kini, čekajući nedeljama na zamenu. Kompanije poput Thunder, Aeon i Boss imaju skladišta u SAD-u sa dostupnim delovima i zapošljavaju tehničare koji govore engleski i mogu pomoći putem video poziva.
Za hobistu, čekanje od tri nedelje na deo je neprijatnost. Za profesionalnu radionicu, to je događaj koji može ugasiti posao. Tih dodatnih $4,000 je vaša polisa osiguranja protiv tišine.
Faza 4: Konačna provera stvarnosti pre poručivanja
Imate uži izbor. Imate budžet. Kursor vam lebdi iznad dugmeta "Dodaj u korpu". Zaustavite se.
Postoji razlika između mašine koja seče probne datoteke na sajmu i mašine koja održava poslovanje pet godina. Ta razlika se retko vidi u tehničkom listu; ona se nalazi u trenju svakodnevne upotrebe. Pre nego što uložite kapital, morate proveriti svoju izabranu mašinu kroz tri konačna filtera. To su zaštitni mehanizmi koji razdvajaju sredstvo koje donosi profit od teškog, skupog ukrasa u garaži.
Pristup održavanju: provera od 60 sekundi koja sprečava nedelju izgubljenog rada
Održavanje lasera nije zadatak "jednog dana"; to je nedeljna obaveza. Isparen lepak i smola drveta nakupljaju se na optici brzinom od 1–2 grama nedeljno. Ako čišćenje ogledala zahteva 30 minuta rasklapanja, preskakaćete ga. Kada ga preskočite, smola izgori u premaz sočiva, uzrokujući pad snage od 30 % i na kraju pucanje optike.
Test: Kontaktirajte svog dobavljača ili proverite korisnički video. Možete li pristupiti, izvaditi, obrisati i vratiti Ogledalo 1, Ogledalo 2 i Fokus sočivo za manje od 60 sekundi ukupno?
Ako je odgovor ne, odustanite.
- Ogledalo 1 (kraj cevi): Potrebna su vam bočna vrata. Trebalo bi da možete da okrenete prsten i izvučete ogledalo za manje od 15 sekundi. (OMTech i Gweike obično prolaze; Glowforge često ne, jer skriva optiku iza panela).
- Ogledalo 2 (most): Potražite poklopac na preklapanje. Trebalo bi da možete da ga očistite štapićem za uši bez uklanjanja nosača. Ako morate da odvijate ventilacioni kanal da biste ga videli (često kod starijih Monport dizajna), svake nedelje plaćate "porez na održavanje".
- Ogledalo 3 i sočivo (glava lasera): Ovo je kritična zona. Morate biti u mogućnosti da spustite krevet, uklonite prsten mlaznice i uhvatite sočivo u ruci za manje od 20 sekundi. Profesionalni savet: Prilikom ponovnog sklapanja, obavezno stavite sočivo "stomakom gore" (konveksna strana gore). Ako je mašini potreban šrafciger sa imbus nastavkom da biste došli do sočiva, pada na testu.

Matrica odluke "Kupi kvalitetno ili kupi dvaput"
Mašina od $3,000 nikada nije samo $3,000. To je kapara za buduće popravke. Suprotno tome, mašina od $8,000 često košta manje na periodu od 5 godina. Ova matrica otkriva ukupni trošak posedovanja (TCO) skriven iza cene na etiketi.
Identifikujte koja kolona odgovara kandidatu sa vaše skraćene liste:
| Dimenzija | Budžetska varijanta (Scenario B) | Profesionalna radna konjska snaga (Scenario C) |
|---|---|---|
| Početni trošak | $2,000 - $4,000 | $6,000 - $10,000 |
| Trajanje cevi | 1k–2k sati (stakleni CO2) | 10k+ sati (RF metal/vrhunsko staklo) |
| Proc. zastoj/godina | 15 dana (čekanje na delove) | 2 dana (lokalna podrška/bolja kontrola kvaliteta) |
| Nedeljno održavanje | 2 sata (ručno poravnanje) | 30 minuta (zapečaćena optika/bolje šine) |
| Trošak zamene (4. godina) | $1,000+ (nova cev + PSU) | $0 (izvor dugog veka trajanja) |
| Vrednost pri prodaji | 40% od originalne cene | 70% od originalne cene |
| TCO za 5 godina | $19.000+ (uključujući izgubljene naplative sate) | $7.000 (niski potrošni materijali) |
Ako vodite hobi radionicu, Budžet verzija je prihvatljiva — vaše vreme je besplatno. Ako vodite posao, zastoji na "jeftinoj" mašini koštaće vas više od cenovne razlike za "skuplju" mašinu u roku od prvih 18 meseci.
Kontrolna lista: Budite spremni za sečenje u roku od 48 sati od isporuke
Najopasnije vreme za vlasnika lasera je prva nedelja. Ako nemate prave zalihe, mašina stoji neiskorišćena dok vam rok za povrat ističe. Ako odmah ne proverite optiku, preuzimate na sebe štetu nastalu tokom transporta.
Pratite ovu vremensku liniju kako biste bili operativni — ili spremni da odmah vratite neispravnu mašinu.
Dan 0: Pripreme pre dolaska (2 sata)
- Tečnosti: Kupite 2 galona destilovane vode (za hladnjak) i 90% izopropil alkohola (za optiku).
- Komplet za optiku: Pripremite papir za sočiva i termalni papir (papir od fiskalnih računa) za testiranje poravnanja.
- Struja: Proverite da imate zaseban strujni krug od 20A (110V/220V u zavisnosti od uređaja). Deljenje strujnog kruga sa frižiderom ili kompresorom dovodi do iskakanja osigurača i uništenih sečenja.
Dan 1: Otpakivanje i inspekcija (4 sata)
- Test protresanja: Pre nego što napunite hladnjak, pregledajte lasersku cev. Tražite unutrašnje pukotine. Ako čujete zvuk stakla koje zveckajući udara kada pažljivo pomerate cev, odbijte isporuku.
- Test curenja: Povežite vodu, pokrenite pumpu i sačekajte 30 minuta. Proverite krajeve cevi i pod šasije.
- Čišćenje za 60 sekundi: Izvršite test održavanja koji ste istražili u koraku 1.
- Poravnanje: Koristite termalni papir da proverite putanju zraka u sva četiri ugla radnog stola.
Dan 2: Validacija (2 sata)
- Test okvira: Pokrenite vektorsko sečenje na drvetu brzinom od 10 mm/s sa snagom 90%.
- Rezultat: Ivica treba da bude zlatno smeđa, a ne pougljenjena do crne. Rez treba da bude vertikalan, a ne ukošen.
- Test otpornosti: Pokrećite mašinu 3 sata. Pratite temperaturu (držite ispod 22°C/71°F). Ako se pregreje ili izgubi fokus, ide nazad.
Završno sečenje
Na početku ovog vodiča pitali smo vas da li pravite radionicu ili samo kupujete alat. Razlika nije u imenu brenda utisnutom na šasiji; ona je u pripremi vlasnika.
Prateći ovaj okvir od četiri faze, niste samo kupovali laser. Definisali ste potrebe za materijalima, izračunali svoje zahteve za snagom, obezbedili sigurnosne protokole i proverili skrivene troškove vlasništva. Vi više ne nadate da ćete dobiti dobru mašinu; vi ste osmislili uspešnu kupovinu.
Istraživanje je završeno. Spisak zadataka je spreman. Vreme je za sečenje. A ako želite vođenu pomoć u usklađivanju vašeg toka rada sa pravom tehnologijom, ne ustručavajte se kontaktirate nas za prilagođene savete o laserskim sistemima.

VI. ČPP
1. Mogu li laserske sekačice da seku metal?
Da, neke laserske sekačice mogu da seku metal, ali to zavisi od vrste lasera i njegove snage. Vlaknasti laseri i visokosnažni CO2 laseri obično mogu da seku različite metale, uključujući nerđajući čelik, aluminijum i bakar. Za deblje metalne ploče ili složenije sečenje, laserski uređaji industrijskog nivoa poput Mašina za lasersko sečenje vlaknima sa jednim stolom se preporučuju.
2. Koje materijale može da seče CO2 laser?
Uobičajeni materijali uključuju drvo, akril, kožu, tkaninu, papir i određene plastike. Međutim, CO2 laseri nisu pogodni za sečenje metala osim ako nisu vrlo snažni i specijalno dizajnirani za takve zadatke. Takođe se ne preporučuju za sečenje PVC-a ili drugih materijala koji ispuštaju toksične pare kada se zagreju.
3. Koliko su precizne mašine za lasersko sečenje?
Preciznost mašina za lasersko sečenje je jedna od njihovih ključnih prednosti. Kvalitetni laseri mogu postići izuzetno fine detalje uz tolerancije do 0,001 inča (0,025 mm). Preciznost zavisi od faktora kao što su kvalitet laserskog snopa, stabilnost mašine i tačnost sistema za upravljanje pokretima.















