Почему списки "Топ-10" подвели вас (и как на самом деле выбрать)
Вероятно, вы провели последнюю неделю, уставившись на таблицы сравнения, которые рассказывают всё о теоретических максимумах станка и ничего о его способности окупаться. Списки "Топ-10" проваливаются, потому что рассматривают промышленное оборудование как потребительскую электронику, ранжируя модели по соотношению функций к цене, а не по соотношению надёжности к смене. Мастерской не нужен абстрактный "победитель", выбранный техноблогером; ей требуется станок, соответствующий конкретным ограничениям по графику бюджета, ежедневной производительности и качеству отделки материалов. Вместо поиска рейтинга вам нужно построить матрицу требований, которая сопоставляет ваши производственные нужды — в частности, виды материалов и объём — с возможностями оборудования.
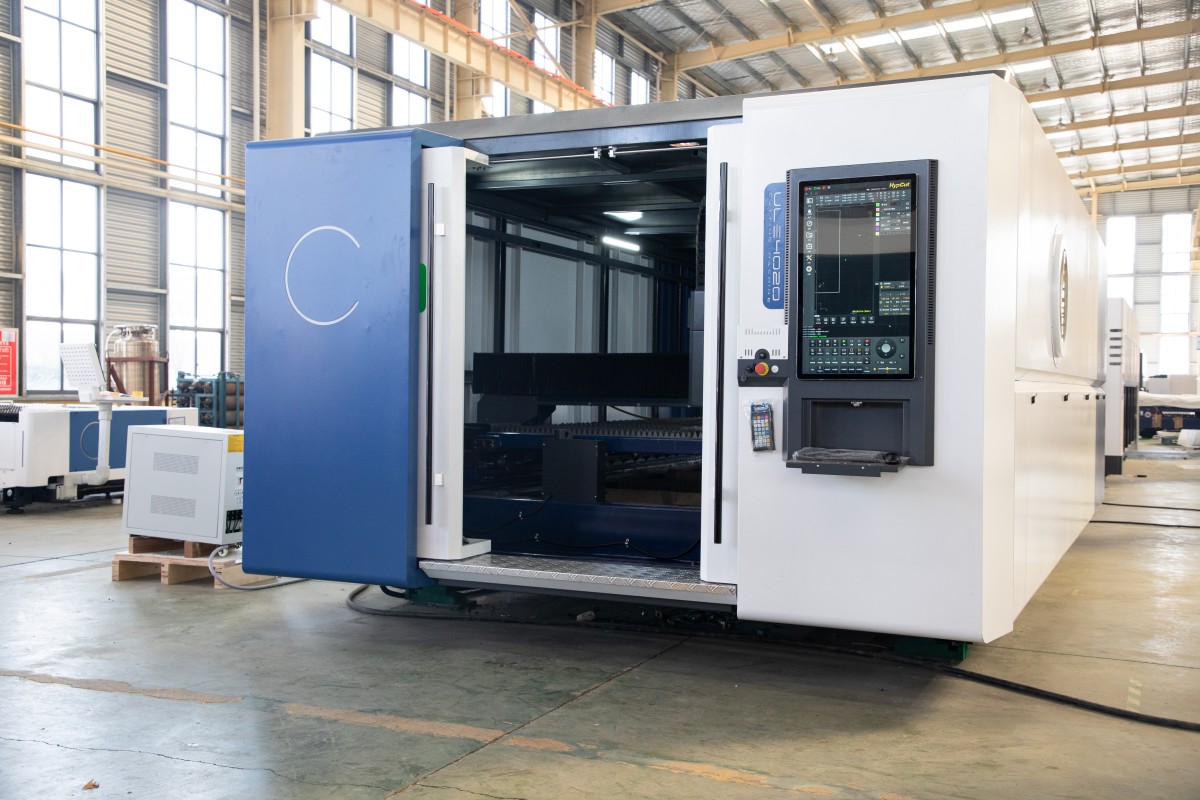
Например, если вашим приоритетом является высокая точность резки металла и долгосрочная стабильность производства, можно рассмотреть промышленные решения, такие как Одностольный волоконный лазерный станок для резки разработанные для оптимизированной производительности и профессиональной среды.
Ловушка технических характеристик: почему мощность в ваттах — наименее важный показатель для срочного заказа
Распространённые ошибки при расстановке приоритетов в выборе оборудования для мастерской
- Приоритизация пиковой мощности над стабильностью процесса — самая дорогая ошибка владельцев мастерских.
- Высокая мощность бессмысленна, если у машины проблемы с выравниванием портала или требуется значительная последующая обработка.
- Мощность определяет лишь способность резать толщину, а не прибыльность.
- Сосредоточьтесь на скрытых "факторах простоя" вместо характеристик мощности лазерной трубки.
- Ключевые факторы простоя включают чистоту форсунки и линзы, интервалы обслуживания сервоприводов и стабильность воздушного охлаждения.
- Для операций, ориентированных на доход, критически важны такие показатели, как ускорение и стабильность ширины реза.
- Хорошо настроенный станок мощностью 60 Вт может превзойти плохо откалиброванный на 100 Вт.
- Нестабильные машины тратят материал и время, делая дополнительную мощность контрпродуктивной.
Если для вашей работы критичны постоянное время безотказной работы и точность, рассмотрение профессиональных систем, таких как Комбинированный волоконный лазерный станок для резки с кожухом может помочь обеспечить равномерность резки в течение длительных производственных смен.
Реальность "Время до первого реза": различаем любительские игрушки и генераторы дохода
Оптимизированная версия
"Время до первого реза" (TTFC) измеряет, сколько времени проходит от распаковки станка до изготовления первой пригодной детали. Любительские модели часто делают акцент на этом показателе, используя собственное упрощённое ПО, чтобы пользователи смогли начать резку в течение часа. Хотя такая доступность снижает порог входа, она также ограничивает долгосрочный рост. Эти “plug-and-play” системы, как правило, лишены интеграции и автоматизации, необходимых для профессионального рабочего процесса CAD-to-CAM, требуя ручной настройки под каждое задание.
Напротив, настоящий доход приносящий станок определяет не TTFC, а то, насколько бесшовно он интегрируется в существующие производственные процессы. Промышленные модели могут требовать более долгой начальной настройки — например, соответствие требованиям по отводам, установка чиллера и системы безопасности — но после конфигурации их "время до второго реза" практически равно нулю. Такая эффективность зависит от совместимости ПО, поддерживающего пакетную обработку, повторяемую точность и минимальную перекалибровку.
Машина с низким TTFC, но недостаточной жесткостью или слабой программной архитектурой подходит для прототипирования, а не для производства. Долговременная отдача от инвестиций обеспечивается производительностью, стабильностью и контролем допусков — факторами, действующими задолго после этапа распаковки.
Для тех, кто оптимизирует профессиональные рабочие процессы, проверка технических характеристик или загружаемых брошюры помогает визуализировать конфигурацию машины и интеграцию, необходимую для более крупносерийного производства.
Этап 1: Жесткие фильтры (Отсекаем 90% машин прямо сейчас)
Большинство покупателей начинают поиск, обращая внимание на мощность лазера и цену. Это самый быстрый путь купить машину, которая в итоге станет дорогой подставкой для бумаги. Ключевые факторы выбора лазерного резака никак не связаны со спецификациями оборудования и полностью зависят от физических ограничений вашего рабочего пространства.
Прежде чем рассматривать конкретные бренды, необходимо применить набор "жестких фильтров". Это бинарные критерии: если машина им не соответствует — она не кандидат, а источник проблем. Применив эти фильтры, вы устраните 90% рынка, оставив только те устройства, которые действительно смогут работать в вашей среде.
Вентиляционное вето: отсутствие пути выброса наружу — значит, без CO2 (вот что остается)
Первый фильтр — атмосферный. Лазерная резка — это термический процесс, при котором материал испаряется. При резке дерева, акрила или кожи образуются не просто опилки, а летучие органические соединения (ЛОС), угарный газ и различные канцерогены. Если резать ПВХ (чего делать нельзя), выделяется газ хлороводорода, который уничтожит лёгкие и разъест электронику машины всего за несколько недель.
Жесткое правило: Если вы не можете провести 4-дюймовый или 6-дюймовый воздуховод от машины наружу, вы не можете покупать CO2-лазер для производственных целей.
Многие производители продают "дымоулавливатели" или системы рециркуляционной фильтрации как обходной вариант для помещений без окон. Для хобби-гравировки редких подставок под кружки они подходят. Для производственной мастерской это финансовая ловушка.
- Проблема насыщения: Резка акрила и дерева быстро заполняет HEPA- и угольные фильтры. В производственной среде вам, возможно, придется менять дорогие картриджи фильтров каждую неделю, чтобы поддерживать безопасное качество воздуха. Это добавляет тысячи долларов к ежегодным эксплуатационным расходам.
- Физика потока: Рециркуляционные установки редко обеспечивают требуемый объём воздушного потока (CFM), необходимый для сохранения чистоты оптики. Без сильной вытяжки с отрицательным давлением наружу дым задерживается внутри корпуса, оседает на зеркалах и линзах. Это ухудшает качество луча, снижает мощность резки и разрушает дорогостоящую оптику.
Если у вас нет возможности выброса воздуха наружу, единственными приемлемыми вариантами остаются маломощные диодные лазеры или волоконные лазеры, предназначенные исключительно для маркировки металла, такие как Одностольный волоконный лазерный станок для резки, которые помогают поддерживать безопасность воздушной среды и стабильное качество потока воздуха.
Электрический сюрприз: почему ваша розетка на 110 В может убить скорость производства
Второй фильтр — электрическая мощность. В Северной Америке стандартная бытовая розетка на 110 В / 15 А обеспечивает теоретический максимум 1800 ватт. Однако электрические нормы и стандарты безопасности устанавливают предел непрерывной нагрузки в 80%, то есть около 1440 ватт.
Новые покупатели часто смотрят на указанный рейтинг лазера — например, "100W" лазерная трубка — и считают, что это с лёгкостью укладывается в лимит. Это ошибка в понимании энергопотребления по сравнению с выходной мощностью. Лазерный резак — это система, а не отдельный компонент.
- Суммарная нагрузка: Вы питаете не только лазерный источник. Вы питаете шаговые двигатели, контроллер, водяной чиллер (необходим для стеклянных трубок), насос для подачи воздуха и вытяжной вентилятор.
- Падение напряжения: Когда компрессор чиллера включается в момент работы лазера на высокой мощности, резкий скачок потребляемого тока может вызвать кратковременное падение напряжения в общей сети 110В.
Если в вашей мастерской есть только стандартные бытовые розетки на 110В и невозможно установить выделенную линию, ваши возможности значительно ограничены. Работа на машине с высокой мощностью в общей сети приводит к "провалам" напряжения, из-за которых мощность лазера колеблется, что приводит к неполным прорезам или нестабильной глубине гравировки.
Жесткое правило: Если вы не можете установить выделенную линию на 20А или подключение на 220В, вам нужно исключить высокомощные промышленные платформы CO2 и крупноформатные волоконные лазеры. Вам остаются настольные модели или начальные напольные варианты, где чиллер и вытяжка встроены или имеют низкое энергопотребление.

Ловушка размера рабочего поля: почему "больше" часто означает "медленнее" и "менее точно"
Маркетинговая логика утверждает, что рабочее поле 48" x 36" лучше, чем 24" x 12", так как оно дает "больше возможностей". В мастерской возможности не имеют значения; важна производительность.
Большие рабочие поля требуют больших порталов (моста, перемещающего лазерную головку). Большие порталы тяжелые.
- Инерция против детализации: Тяжелый портал требует больше усилий для разгона и торможения. При гравировке мелкого текста или детализированной графики машине приходится менять направление тысячи раз в минуту. Большая тяжелая машина будет труднее делать это быстро без вибраций, называемых "звон" или "колебание", которые проявляются в виде волнистых линий на изделии.
- Штраф за скорость: Чтобы сохранить точность с тяжелым порталом, машине часто придется работать медленнее. Меньшая машина с легким порталом часто сможет выгравировать партию изделий на 30% быстрее, чем большая машина, просто потому что она быстрее разгоняется между резами.
Жесткое правило: Не покупайте большой рабочий стол для проектов "когда-нибудь". Если 95% вашей работы помещается на листе 12x20 дюймов, машина 4x8 футов фактически навредит вашему бизнесу. Она займет больше места, будет потреблять больше электроэнергии и, вероятно, даст менее качественную гравировку в более медленном темпе. Покупайте большое поле только если ваш основной доход идет от резки целых листов материала.
Реальность материала: почему запрос клиента определяет источник лазера (CO2 vs. волоконный vs. диодный)
В итоге вы не можете выбирать источник лазера исходя из бюджета; его нужно выбирать исходя из физики. Длина волны лазерного луча определяет, с какими материалами он взаимодействует. Никакая мощность не компенсирует неправильную длину волны.
- CO2-лазеры (10 600 нм): Надежный рабочий инструмент для мастеров. Эта длина волны идеально поглощается органическими материалами.
- Необходимы для: Дерево, акрил (прозрачный и цветной), кожа, бумага, стекло (только гравировка).
- Жесткий фильтр: Если вашим клиентам нужны прозрачные акриловые трофеи или архитектурные модели, вы должны покупаете CO2-лазер. Волоконный или диодный лазер пройдет прямо через прозрачный акрил, не оставив никаких отметин.
- Волоконные лазеры (1 064 нм): Промышленный стандарт для металла.
- Необходимы для: Нержавеющая сталь, алюминий, латунь, медь, титан.
- Жесткий фильтр: Если ваша бизнес-модель основана на резке металлических деталей, CO2-лазер — это неправильный инструмент. Хотя мощные (150 Вт+) CO2-лазеры можете режут тонкий металл с подачей кислорода, качество кромки и скорость уступают даже самому бюджетному волоконному лазеру. Если вам нужно гравировать прозрачный пластик или дерево, волоконный лазер бесполезен; он будет неконтролируемо обжигать дерево или не сможет оставить отметку на пластике.
- Диодные лазеры (450 нм): Видимый спектр синего света.
- Необходимы для: Ограниченный бюджет и максимальная портативность.
- Жесткий фильтр: Диодные лазеры плохо поглощаются прозрачным акрилом (синий свет проходит сквозь него) и невероятно медленные при резке чего-либо толще 3 мм фанеры. Если ваш бизнес зависит от скорости или резки толстых материалов, сразу исключайте диодные лазеры.

Перед переходом к конкретным рекомендациям по выбору станков в следующем разделе запишите три основных материала, с которыми вы работаете. Если это металл, вам нужен волоконный лазер. Если это прозрачный акрил и дерево, вам нужен CO2-лазер. Универсального станка, который идеально справляется с обоими вариантами и при этом не стоит как небольшой дом, не существует.
Этап 2: Критический пункт – программное обеспечение
Большинство покупателей зациклены на мощности трубки и размере рабочей зоны, считая программное обеспечение второстепенным — просто аксессуаром, идущим в комплекте. Это самая дорогостоящая ошибка, которую вы можете совершить. В профессиональной мастерской оборудование настолько эффективно, насколько совершенна управляющая его программа. CO2-лазер на 150 Вт с неуклюжим, закрытым программным стеком — это не инструмент, а узкое место в производстве.
Прежде чем купить станок, вы обязаны проверить цифровую экосистему, которую он навязывает. Если программный процесс разорван, скорость работы станка не имеет значения.
Почему "Совместимость с LightBurn" — обязательное условие для профессиональной работы
В лазерной индустрии LightBurn превратился из сторонней утилиты в фактическую операционную систему профессионального производства. Она выполняет функции как CAM-системы (Computer-Aided Manufacturing) — где вы задаете скорости, мощности и траектории, — так и интерфейса управления станком.
Для мастерской "совместимость с LightBurn" — это не предпочтение, а стратегический актив по трем причинам:
- Портативность труда: LightBurn объединяет интерфейс для разного оборудования. Он поддерживает контроллеры Ruida, Trocen, TopWisdom и GRBL. Если вы обучили оператора работать на обычном диодном лазере, он сможет применить эти навыки на промышленном плоско-режущем CO2 или волоконном Galvo-маркировщике без переобучения рабочего процесса. Если вы покупаете станок, заблокированный под собственное ПО, вы увеличиваете затраты на обучение с каждым новым сотрудником.
- Стандартизированные СОП (стандартные операционные процедуры): Масштабируемость требует стандартных операционных процедур. Когда весь ваш парк работает на одной платформе, вы можете создать единую библиотеку материалов. Можно сохранить конкретные параметры резки для "3 мм берёзовой фанеры" или "анодированного алюминия" и использовать их на любом станке в мастерской. Запатентованное ПО заставляет вас вести раздробленные библиотеки, увеличивая риск ошибки оператора и потери материала.
- "Фактор автобуса": Если производитель машины в закрытой экосистеме выйдет из бизнеса, перестанет обновлять своё ПО или изменит модель ценообразования, ваше оборудование моментально устареет. Станок со стандартным контроллером (например, Ruida 6442), работающий под LightBurn, защищён на будущее. Оборудование не зависит от финансовой устойчивости производителя.

Если производитель оборудования не поддерживает LightBurn, он просит вас поставить на кон вашу производственную линию, доверившись их внутренней команде разработчиков ПО. Для профессиональной работы такая ставка должна быть крайне редкой.
Скрытая стоимость проприетарных экосистем: требования к интернету и ограничения файлов
Компании, производящие бытовые лазеры, часто рекламируют своё проприетарное ПО как "удобное для пользователя", но эта простота часто скрывает архитектуру "закрытого сада", созданную для монетизации вашего использования.
Самая опасная функция таких экосистем — зависимость от облака. Некоторые машины требуют активного интернет-соединения для обработки файлов дизайна. ПО загружает ваши векторные данные на сервер производителя, там удалённо генерируется G-код, который затем отправляется обратно на станок. В любительских условиях это раздражает. В производственной среде — это риск. Если ваш интернет-провайдер даст сбой, производство остановится. Если серверы производителя будут недоступны, вы сорвёте сроки.
Кроме того, проприетарные экосистемы часто накладывают искусственные ограничения на работу с файлами. Возможны случаи:
| Проблема | Описание |
|---|---|
| Привязка файлов | Невозможность экспортировать проекты в стандартных форматах (DXF, SVG), что запирает вашу интеллектуальную собственность в их системе. |
| Платные подписки | Базовые функции повышения производительности — такие как размещение деталей вплотную (для экономии материала) или трассировка векторов — могут быть заблокированы за ежемесячной "Премиум" подпиской. |
| Риски для конфиденциальности | В мастерских, работающих с конфиденциальными клиентскими прототипами или интеллектуальной собственностью, загрузка дизайнов в облако третьих лиц для обработки нарушает стандартные протоколы NDA. |
Профессиональное оборудование должно работать локально. Вы должны иметь возможность подключить USB-кабель (или USB-накопитель) к станку и резать, независимо от состояния вашего Wi-Fi.
Эффективность рабочего процесса: можно ли импортировать файлы CAD/Illustrator без лишних проблем?
Эффективность измеряется временем, прошедшим между завершением разработки и нажатием кнопки "Старт" на лазере. Этот промежуток определяется совместимостью файлов.
Ваша дизайнерская команда, скорее всего, работает в Adobe Illustrator, AutoCAD, SolidWorks или Rhino. Программное обеспечение лазера должно преодолеть разрыв между этими инструментами проектирования и контроллером движения станка, не требуя использования третьей "программы-переводчика".
Профессиональный рабочий процесс требует возможности прямого импорта. Вы должны иметь возможность напрямую поместить файл AI, PDF, DXF или SVG в управляющее ПО и получить правильную интерпретацию векторов.
- Сопоставление слоёв: Программа должна автоматически сопоставлять цвета в вашем проектном файле с параметрами резки (например, красные линии = резка, синие линии = гравировка).
- Нативное редактирование: Небольшие исправления — закрытие открытой фигуры, объединение текста или смещение траектории для компенсации ширины реза — должны выполняться прямо в программе для лазера. Если вам приходится возвращаться в Illustrator, чтобы переместить отверстие на 2 мм влево, ваш рабочий процесс теряет время.
Если станок требует конвертации ваших векторных файлов в собственный растровый формат или каждый раз заставляет проходить через сложный мастер импорта при обновлении дизайна, он проваливает тест на эффективность. Цель — это бесшовный конвейер: Проектирование → Импорт → Резка. Всё остальное — это трение.
1.jpg)
Этап 3: Сценарии (Найдите свою конкретную ситуацию)
Большинство руководств по покупке проигрывают, потому что приравнивают любителя в квартире и изготовителя вывесок на складе к одному типу клиента. А это не так. Станок, идеальный для одного, окажется обузой для другого.
Определив технические "жёсткие фильтры" в предыдущем разделе, теперь мы применим их к трём наиболее распространённым сценариям пользователей. Найдите себя ниже, чтобы узнать, какие конкретные машины остаются в списке.
Сценарий A: Настольные устройства для "подработки" (ограниченное пространство, высокая простота использования)
Этот сценарий подходит вам, если вы работаете в запасной спальне или небольшой студии, имеете ограниченные возможности вентиляции и отдаёте приоритет "времени до печати" над мощностью. Вам нужен станок, который выглядит как принтер, а не как научный эксперимент.
Претенденты "подключил и работай": Glowforge vs. xTool P2 vs. Gweike Cloud
Она Glowforge Pro много лет определял эту категорию. Его "закрытая экосистема" похожа на подход Apple: пользоваться очень просто, есть отличное выравнивание с помощью камеры, а система материалов Proofgrade снимает необходимость рассчитывать параметры мощности. Однако для работы требуется постоянное подключение к интернету. Если ваш Wi-Fi отключится, производство остановится.
Она xTool P2 стал главным конкурентом. Он соответствует Glowforge по простоте использования (позиционирование с камерой, автофокус), но разрушает "закрытый сад". Поддерживает работу с программой LightBurn, позволяет работать офлайн и оснащён базой-подъёмником для гравировки более высоких объектов — то, с чем Glowforge испытывает трудности.
Она Gweike Cloud — это бюджетный претендент. Он предлагает аналогичную мощность CO2 50 Вт в настольном форм-факторе за значительно меньшие деньги. Аппаратная часть надёжная, но программное обеспечение менее отточено по сравнению с конкурентами.
Компромисс: плата за удобство против ремонтопригодности
Скрытая стоимость настольных устройств — это их ремонтопригодность. Чтобы сделать эти машины стильными и безопасными, производители помещают компоненты в корпус.
Если лазерная трубка в Glowforge выходит из строя, обычно вы не можете заменить её самостоятельно; весь аппарат часто приходится отправлять обратно производителю для обслуживания. Это может означать недели простоя. xTool P2 и Gweike Cloud предлагают промежуточный вариант, позволяя пользователю заменять трубки и зеркала, хотя процесс более стеснённый и сложный, чем в крупном промышленном устройстве. Вы платите премию за компактность; убедитесь, что ваша бизнес-модель сможет выдержать возможные простои или стоимость фирменных запасных частей.
Сценарий B: "Гаражные рабочие лошадки" (максимальная мощность, меньшая стоимость)
Этот сценарий для мастера, у которого есть отдельное гаражное помещение, сушильный вентиль для выхлопа и готовность запачкать руки. Вам нужна максимальная мощность за доллар и большая рабочая зона для резки (20"x28" или больше).
Подход OMTech & Monport: высокая производительность, высокий уровень обслуживания
Такие бренды, как OMTech и Monport импортируют промышленные лазеры "China Blue/Red" и продают их по агрессивным ценам. Аппарат OMTech мощностью 80 Вт часто стоит дешевле, чем Glowforge на 45 Вт. Эти устройства — настоящие монстры. Они оснащены промышленными контроллерами Ruida (полностью совместимыми с LightBurn), стандартными комплектующими, доступными на Amazon, и большими сквозными дверцами для листов нестандартного размера.
Однако уровень контроля качества варьируется. Вы платите не за отполированный потребительский опыт, а за голое железо и стекло.
"Налог изобретателя": оцените свои возможности по юстировке зеркал и замене контроллеров
"Налог изобретателя" — это время, которое вы потратите на калибровку устройства. В отличие от настольных моделей, эти аппараты часто приходят с зеркалами, сбитыми в процессе доставки. Вы должны быть готовы ослаблять стопорные гайки, выполнять тестовые импульсы и регулировать путь луча.
Если вас пугает работа с высоковольтной электроникой или механическая юстировка, не покупайте эти устройства. Если вы уверенно обращаетесь с гаечным ключом и мультиметром, эти модели предлагают наивысшую отдачу от инвестиций (ROI) в отрасли.
Обязательные модернизации: охладители и системы подачи воздуха, которые необходимо сразу заложить в бюджет
"Цена на ценнике" для этих устройств обманчива. Штатный "водяной насос" обычно представляет собой обычный аквариумный насос, который не способен обеспечить охлаждение трубки мощностью 80 Вт во время длительного реза, что приводит к перегреву и сокращению срока службы трубки. Штатная "подача воздуха" часто представляет собой слабый вентилятор, который не справляется с удалением дыма, что приводит к подгоревшим краям.
Чтобы сделать OMTech или Monport готовыми к производству, вам необходимо сразу заложить в бюджет дополнительно $800–$1,000 на:
- Активный чиллер CW-5200 (охлаждение с холодильным агрегатом).
- Настоящий воздушный компрессор (для чистых резов).
- Улучшенный встроенный вытяжной вентилятор.

Сценарий C: Профессиональная мастерская (скорость, надежность и поддержка в США)
Этот сценарий предназначен для предприятий, где лазер является основным источником дохода. Если машина выходит из строя, вы теряете деньги. Вам нужна скорость, точность и номер телефона, по которому можно позвонить, когда что-то ломается.
Переход на Thunder Laser, Aeon и Boss: что дает вам дополнительные $4k
Переход с OMTech на Thunder Laser Nova, Aeon Mira, или Boss Laser влечет за собой значительное повышение цены — часто на $4,000–$6,000 больше за аналогичную мощность.
Вы платите не за большую мощность, а за серводвигателя (вместо шаговых двигателей), линейные направляющие, а также РЧ (радиочастотные) металлические трубки (в конфигурациях более высокого класса). Эти компоненты служат дольше и лучше сохраняют калибровку при круглосуточной работе. Качество сборки выше, проводка выполнена аккуратнее, а предохранительные блокировки соответствуют промышленным стандартам.
Фактор скорости: почему производительность при растровой гравировке важнее, чем мощность резки
Новички зациклены на мощности реза (Вт); профессионалы зациклены на скорости растеризации (дюймы в секунду).
Если ваш бизнес связан с гравировкой термосов, кожаных нашивок или сланцевых подставок, головка лазера должна двигаться туда-сюда тысячи раз. Бюджетный шаговый двигатель может достигать максимум 500 мм/с с "звенящими" (дрожащими) линиями. Thunder Laser или Aeon с гибридными сервоприводами могут работать на скорости 1000 мм/с и выше при бритьевой точности. Это фактически удваивает вашу дневную производительность. В производственной мастерской скорость — единственный показатель, который имеет значение.
Местная поддержка: страховой полис, который предотвращает трёхнедельную задержку с запчастями
Главное отличие сценария C — поддержка, расположенная в США.
Если у универсального импорта выходит из строя плата контроллера, вам зачастую приходится искать решения на форумах или писать письма на завод в Китае, неделями ожидая замену. Компании, такие как Thunder, Aeon и Boss, имеют склады запчастей в США и нанимают англоговорящих специалистов, которые могут проводить диагностику по видеосвязи.
Для любителя трёхнедельное ожидание детали — это досада. Для профессиональной мастерской — событие, способное остановить бизнес. Эта лишняя $4,000 — ваш страховой полис против тишины.
Этап 4: Финальная проверка реальности перед заказом
У вас есть короткий список. У вас есть бюджет. Вы наводите курсор на кнопку "Добавить в корзину". Остановитесь.
Существует разница между машиной, которая режет демонстрационные файлы на выставке, и машиной, которая обеспечивает работу бизнеса в течение пяти лет. Эта разница редко проявляется в технических характеристиках; она кроется в трениях повседневного использования. Прежде чем вложить капитал, вы должны пропустить выбранную машину через три финальных фильтра. Это предохранители, которые отделяют прибыльный актив от тяжёлого, дорогого гаражного украшения.
Доступ к обслуживанию: проверка за 60 секунд, которая предотвращает неделю потерь работы
Обслуживание лазера — это не "когда-нибудь" задача; это еженедельная необходимость. Испарённый клей и древесная смола накапливаются на оптике со скоростью 1–2 грамма в неделю. Если очистка зеркал занимает 30 минут разборки, вы будете её пропускать. Когда вы это делаете, смола пригорает к покрытию линзы, вызывая падение мощности на 30% и, в конечном итоге, растрескивание оптики.
Тест: Свяжитесь с вашим поставщиком или посмотрите пользовательское видео. Можете ли вы получить доступ, снять, протереть и установить обратно Зеркало 1, Зеркало 2 и Фокусирующую Линзу менее чем за всего 60 секунд?
Если ответ отрицательный — уходите.
- Зеркало 1 (с торца трубки): Нужна боковая дверь. Вы должны иметь возможность повернуть кольцо и вытащить зеркало менее чем за 15 секунд. (OMTech и Gweike обычно проходят этот тест; Glowforge часто проваливает его, пряча оптику за панелями).
- Зеркало 2 (портал): Ориентируйтесь на откидную крышку. Вы должны иметь возможность очистить это зеркало ватной палочкой, не снимая крепление. Если для того, чтобы увидеть его, нужно отвинтить вентиляционный канал (что часто встречается в старых конструкциях Monport), вы платите "налог на обслуживание" каждую пятницу.
- Зеркало 3 и линза (лазерная головка): Это критическая зона. Вы должны уметь опустить стол, снять кольцо сопла и поймать линзу рукой менее чем за 20 секунд. Профессиональный совет: При сборке убедитесь, что линза установлена "выпуклой стороной вверх". Если для доступа к линзе машине требуется шестигранный ключ, она не проходит тест.

Матрица принятия решения "Покупай качественное или покупай дважды"
Машина за $3,000 никогда не стоит просто $3,000. Это аванс на будущие ремонты. Напротив, машина за $8,000 часто обходится дешевле в течение 5 лет. Эта матрица раскрывает совокупную стоимость владения (TCO), скрытую за ценником.
Определите, какой столбец соответствует вашему кандидату в шорт-листе:
| Размер | Бюджетная сборка (Сценарий B) | Профессиональный рабочий «тяжеловоз» (Сценарий C) |
|---|---|---|
| Начальная стоимость | $2,000 - $4,000 | $6,000 - $10,000 |
| Срок службы трубки | 1–2 тыс. часов (стеклянная CO2) | 10 тыс.+ часов (RF металл/высококлассное стекло) |
| Оценочный простой/год | 15 дней (ожидание запчастей) | 2 дня (местная поддержка/лучший контроль качества) |
| Еженедельное обслуживание | 2 часа (ручное выравнивание) | 30 минут (герметичная оптика/лучшие направляющие) |
| Стоимость замены (4-й год) | $1,000+ (новая трубка + блок питания) | $0 (долговечный источник) |
| Остаточная стоимость | 40% от первоначальной цены | 70% от первоначальной цены |
| 5-летний TCO | $19 000+ (включая потерянные оплачиваемые часы) | $7 000 (низкое потребление расходных материалов) |
Если вы управляете хобби-мастерской, бюджетная сборка приемлема — ваше время бесплатно. Если же вы ведёте бизнес, простой "дешёвого" станка обойдётся вам дороже разницы в цене "дорогого" уже в первые 18 месяцев.
Контрольный список: Будьте готовы к резке в течение 48 часов после доставки
Самое опасное время для владельца лазера — первая неделя. Если у вас нет нужных принадлежностей, станок простаивает, пока истекает срок возврата. Если вы не проверите оптику немедленно, повреждения при транспортировке станут вашей проблемой.
Следуйте этому графику, чтобы быть в рабочем состоянии — или вернуть неисправный станок — сразу.
День 0: Подготовка до прибытия (2 часа)
- Жидкости: Купите 2 галлона дистиллированной воды (для чиллера) и 90% изопропилового спирта (для оптики).
- Набор для оптики: Приготовьте бумагу для линз и термобумагу (чековую) для проверки выравнивания.
- Электропитание: Проверьте наличие выделенной линии на 20А (110В/220В в зависимости от устройства). Подключение к одной линии с холодильником или компрессором приведёт к выбиванию автоматов и испорченным резам.
День 1: Распаковка и осмотр (4 часа)
- Тест на встряхивание: Перед наполнением чиллера осмотрите лазерную трубку. Ищите внутренние трещины. Если при аккуратном покачивании трубки слышно звон стекла, откажитесь от доставки.
- Тест на протечку: Подключите воду, запустите насос и подождите 30 минут. Проверьте концы трубки и дно корпуса.
- 60-секундная очистка: Выполните тест на техническое обслуживание, который вы изучили на шаге 1.
- Выравнивание: Используйте термобумагу, чтобы проверить путь луча во всех четырех углах рабочего стола.
День 2: Проверка (2 часа)
- Тест рамы: Выполните векторную резку дерева со скоростью 10 мм/с на мощности 90%.
- Результат: Края должны быть золотисто-коричневого цвета, а не обугленные черные. Разрез должен быть вертикальным, а не наклонным.
- Тест на выносливость: Запустите машину на 3 часа. Контролируйте температуру (держите ниже 22°C/71°F). Если перегреется или выйдет из фокуса, отправляем обратно.
Финальный рез
В начале этого руководства мы спросили, вы строите мастерскую или просто покупаете инструмент. Разница не в названии бренда на шасси; она в подготовке владельца.
Следуя этой четырехфазной методике, вы не просто выбирали лазер. Вы определили свои материальные потребности, рассчитали требования к мощности, обеспечили меры безопасности и проверили скрытые затраты владения. Вы больше не надеетесь на хорошую машину; вы спроектировали успешную покупку.
Исследование завершено. Чек-лист готов. Пришло время резать. И если вы хотите получить помощь в подборе технологии под ваш рабочий процесс, не стесняйтесь связаться с нами для индивидуальных рекомендаций по лазерным системам.

VI. Часто задаваемые вопросы
1. Могут ли лазерные резаки резать металл?
Да, некоторые лазерные резаки могут резать металл, но это зависит от типа лазера и его мощности. Волоконные лазеры и мощные CO2-лазеры обычно способны резать различные металлы, включая нержавеющую сталь, алюминий и медь. Для толстых металлических листов или более сложной резки рекомендуется использовать промышленные волоконные лазеры, такие как Одностольный волоконный лазерный станок для резки рекомендуются.
2. Какие материалы может резать CO2-лазер?
Распространённые материалы включают дерево, акрил, кожу, ткань, бумагу и некоторые виды пластика. Однако CO2-лазеры не подходят для резки металлов, если только они не обладают очень высокой мощностью и не разработаны специально для таких задач. Также их не рекомендуется использовать для резки ПВХ или других материалов, выделяющих токсичные пары при нагревании.
3. Насколько точны лазерные станки для резки?
Точность лазерных станков для резки является одним из их ключевых преимуществ. Высококачественные лазерные резаки могут достигать чрезвычайно тонких деталей с допусками до 0,001 дюйма (0,025 мм). Точность зависит от таких факторов, как качество лазерного луча, стабильность станка и точность системы управления движением.















