Porque as listas "Top 10" falharam consigo (e como realmente escolher)
Provavelmente passou a última semana a olhar para tabelas comparativas que lhe dizem tudo sobre os máximos teóricos de uma máquina e nada sobre a sua capacidade de se pagar a si própria. As listas "Top 10" falham porque tratam o equipamento de fabrico industrial como gadgets de consumo, classificando unidades por funcionalidades-por-euro em vez de fiabilidade-por-turno. Uma oficina não precisa de um "vencedor" genérico escolhido por um blogger de tecnologia; precisa de uma máquina que esteja alinhada com restrições específicas quanto ao ritmo de orçamento, capacidade diária e acabamentos de materiais. Em vez de procurar uma classificação, deve construir uma matriz de requisitos que relacione as suas necessidades de produção — especificamente tipos de materiais e volume — com as capacidades da máquina.
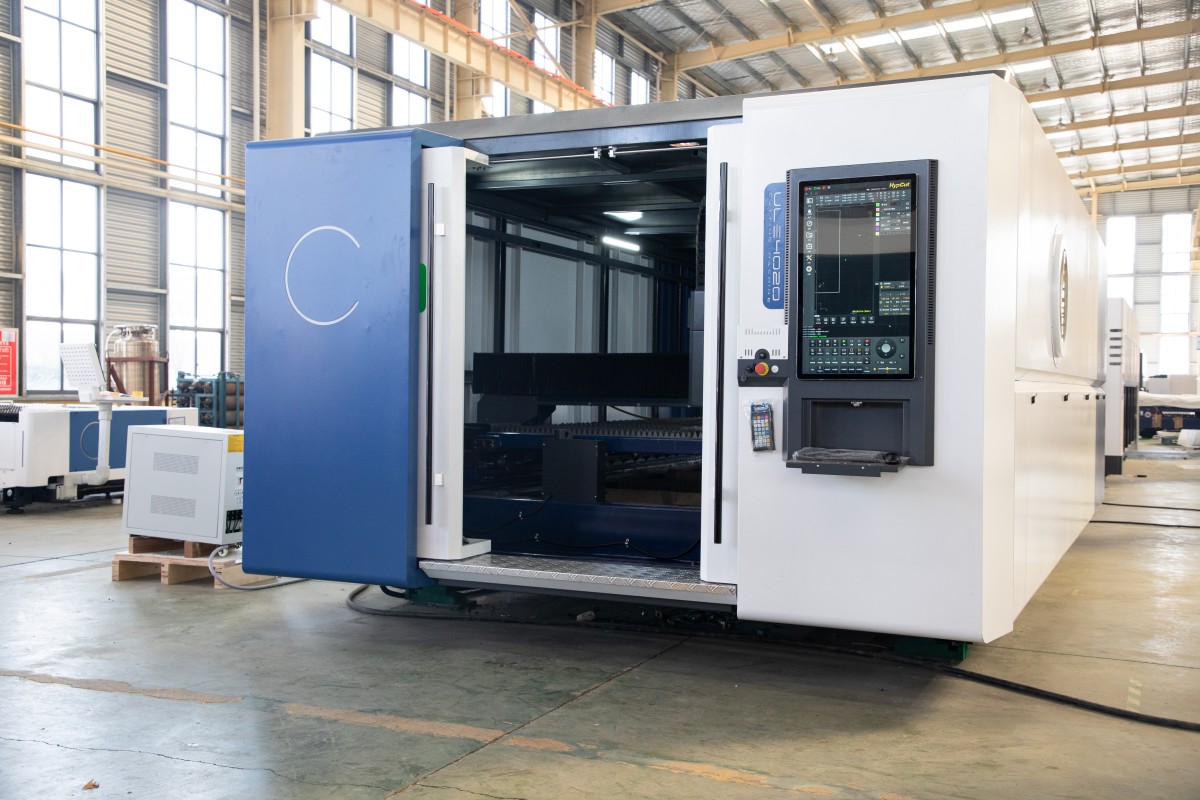
Por exemplo, se a sua prioridade é alta precisão no corte de metal e estabilidade de produção a longo prazo, pode explorar soluções de nível industrial como a Máquina de Corte a Laser de Fibra com Mesa Única concebida para um fluxo de produção simplificado e ambientes profissionais.
A armadilha da ficha técnica: porque a potência é a métrica menos importante num trabalho urgente
Erros comuns na priorização de equipamento de oficina
- Priorizar a potência máxima em vez da estabilidade do processo é o erro mais caro que os donos de oficinas cometem.
- A potência elevada é irrelevante se a máquina sofre de desalinhamento da ponte ou requer pesado pós-processamento.
- A potência só determina a capacidade de espessura de corte, não a rentabilidade.
- Concentre-se nos "fatores ocultos de paragem" em vez das especificações de potência do tubo.
- Principais fatores de paragem incluem limpeza de bocal e lente, intervalos de manutenção dos servos e consistência do fluxo de ar de arrefecimento.
- Para operações focadas em receita, as métricas críticas de desempenho são a aceleração e a consistência da largura do corte (kerf).
- Uma máquina de 60W bem calibrada pode superar um modelo de 100W mal ajustado.
- Máquinas instáveis desperdiçam material e tempo, tornando a potência adicional contraproducente.
Se um tempo de funcionamento consistente e precisão forem críticos para a sua operação, analisar sistemas de nível profissional como o Máquina de corte a laser de fibra de uso duplo com cobertura pode ajudar a garantir uniformidade de corte em turnos de produção mais longos.
A realidade do "Tempo até ao primeiro corte": distinguir brinquedos de hobby de geradores de receita
Versão otimizada
"O "Tempo até ao primeiro corte“ (TTFC) mede quanto tempo leva desde a abertura da caixa de uma máquina até à produção da primeira peça utilizável. Modelos de hobby frequentemente enfatizam esta métrica, usando software proprietário e simplificado para colocar os utilizadores a cortar em menos de uma hora. Embora esta acessibilidade reduza a barreira de entrada, também limita o crescimento a longo prazo. Estes sistemas ”ligar e usar” geralmente carecem da integração e automatização necessárias para um fluxo de trabalho profissional CAD-a-CAM, exigindo ajustes manuais para cada tarefa.
Em contraste, uma verdadeira máquina geradora de receita não se define pelo seu TTFC, mas sim por quão perfeitamente se integra nos processos de produção existentes. Unidades de nível industrial podem exigir uma configuração inicial mais longa — como conformidade com o sistema de exaustão, instalação de refrigeradores e sistemas de segurança — mas, uma vez configuradas, o seu "Tempo até ao segundo corte" aproxima-se de zero. Esta eficiência depende da compatibilidade de software que suporte processamento em lote, precisão repetível e recalibração mínima.
Uma máquina com baixo TTFC mas falta de rigidez ou arquitetura de software fraca é adequada para prototipagem, não para produção. O retorno sustentado do investimento vem do rendimento, consistência e controlo de tolerância — fatores que perduram muito além da fase de desembalagem.
Para quem está a otimizar fluxos de trabalho profissionais, verificar especificações técnicas ou descarregáveis brochuras ajuda a visualizar a configuração da máquina e a integração necessárias para uma produção de maior volume.
Fase 1: Os Filtros Rígidos (Elimine 90% das Máquinas Já)
A maioria dos compradores inicia a pesquisa olhando para a potência do laser e o preço. Este é o caminho mais rápido para comprar uma máquina que se torna num peso de papel caro. Os fatores mais críticos na escolha de um cortador a laser nada têm a ver com as especificações da máquina e tudo com as restrições físicas do seu espaço de trabalho.
Antes de olhar para uma única marca, deve aplicar um conjunto de "filtros rígidos". São restrições binárias: se uma máquina não cumpre estes critérios, não é candidata. É uma responsabilidade. Ao aplicar estes filtros, eliminará 90% do mercado, ficando apenas com as unidades que realmente podem funcionar no seu ambiente específico.
O Veto da Ventilação: Sem Saída de Ventilação Exterior, Nada de CO2 (Aqui Está o Que Fica)
O primeiro filtro é atmosférico. O corte a laser é um processo térmico que vaporiza o material. Quando corta madeira, acrílico ou couro, não está apenas a criar pó; está a gerar compostos orgânicos voláteis (COVs), monóxido de carbono e vários carcinogénios. Se cortar PVC (o que não deve), está a produzir gás ácido clorídrico que destruirá os seus pulmões e corroerá a eletrónica da máquina em poucas semanas.
A Regra Rígida: Se não puder instalar um tubo de 4 ou 6 polegadas da máquina para o exterior, não pode comprar um laser de CO2 para fins de produção.
Muitos fabricantes vendem "extratores de fumos" ou unidades de filtragem de recirculação como solução para espaços sem janelas. Para um hobbyista que grava um porta-copos ocasional, estes são adequados. Para uma oficina em produção, são uma armadilha financeira.
- O Problema da Saturação: Cortar acrílico e madeira enche rapidamente os filtros de HEPA e carvão ativado. Num ambiente de produção, poderá ter de substituir cartuchos de filtro caros semanalmente para manter a qualidade do ar segura. Isto adiciona milhares de dólares aos seus custos operacionais anuais.
- A Física do Fluxo: As unidades de recirculação raramente fornecem os pés cúbicos por minuto (CFM) de fluxo de ar necessários para manter as óticas limpas. Sem uma forte pressão negativa para a ventilação exterior, o fumo permanece na estrutura, assentando sobre espelhos e lentes. Isto degrada a qualidade do feixe, reduz a potência de corte e pode rachar óticas caras.
Se não tiver saída de ventilação para o exterior, as suas únicas opções viáveis são lasers de díodo de baixa potência ou lasers de fibra dedicados exclusivamente à marcação de metal, como o Máquina de Corte a Laser de Fibra com Mesa Única, que o ajudam a manter a segurança do ar e a qualidade de fluxo fiável.
A Surpresa Elétrica: Porque a Sua Tomada de 110V Pode Matar a Velocidade de Produção
O segundo filtro é a capacidade elétrica. Na América do Norte, a tomada residencial padrão de 110V/15A fornece um máximo teórico de 1.800 watts. No entanto, o código elétrico e as normas de segurança estabelecem um limite de carga contínua de 80%, ou aproximadamente 1.440 watts.
Os novos compradores olham frequentemente para a classificação de um laser — por exemplo, um tubo laser "100W" — e assumem que se enquadra facilmente nesse limite. Isto é um mal-entendido entre o consumo de energia e a potência de saída. Um cortador a laser é um sistema, não um único componente.
- A Carga Agregada: Não está apenas a alimentar a fonte do laser. Está a alimentar os motores de passo, o controlador, o arrefecedor de água (essencial para tubos de vidro), a bomba de assistência de ar e o ventilador de exaustão.
- A Queda de Tensão: Quando o compressor do arrefecedor arranca enquanto o laser está a disparar a alta potência, o súbito consumo de corrente pode causar uma queda momentânea de tensão num circuito partilhado de 110V.
Se a sua oficina tiver apenas tomadas residenciais padrão de 110V e não puder instalar um circuito dedicado, está severamente limitado. Utilizar uma máquina de alta potência num circuito partilhado leva a "quedas de tensão" em que a potência do laser flutua, resultando em cortes que não atravessam completamente o material ou em profundidades de gravação inconsistentes.
A Regra Rígida: Se não puder instalar um circuito dedicado de 20A ou uma linha de 220V, deve excluir as plataformas industriais de CO2 de alta potência e os lasers de fibra de grande formato. Ficará limitado a unidades de secretária ou modelos básicos de chão onde o arrefecedor e a exaustão estejam integrados ou tenham baixo consumo.

A Armadilha do Tamanho da Mesa: Porque "Maior" Muitas Vezes Significa "Mais Lento" e "Menos Preciso"
A lógica do marketing sugere que uma mesa de 48" x 36" é inerentemente melhor do que uma de 24" x 12" porque oferece "mais potencial". Numa oficina, o potencial é irrelevante; o que conta é a produtividade.
Mesas grandes exigem pontes de suporte grandes (a estrutura que move a cabeça do laser). Pontes grandes são pesadas.
- Inércia vs. Detalhe: Uma ponte pesada requer mais força para acelerar e desacelerar. Se estiver a gravar texto fino ou gráficos detalhados, a máquina tem de mudar de direção milhares de vezes por minuto. Uma máquina grande e pesada terá dificuldade em fazê-lo rapidamente sem vibração, o que é conhecido como "ressonância" ou "oscilação", e aparece como linhas onduladas no seu trabalho.
- A Penalização de Velocidade: Para manter a precisão com uma ponte pesada, a máquina geralmente precisa operar mais lentamente. Uma máquina mais pequena com uma ponte leve pode frequentemente gravar um lote de itens 30% mais rapidamente do que uma grande, simplesmente porque pode acelerar mais depressa entre cortes.
A Regra Rígida: Não compre um tamanho de mesa a pensar em projetos "para um dia". Se 95% do seu trabalho cabe numa folha de 12x20 polegadas, uma máquina de 4x8 pés irá na verdade prejudicar o seu negócio. Ocupa mais espaço, consome mais energia e provavelmente produzirá gravações de menor qualidade a um ritmo mais lento. Só compre uma mesa grande se a principal fonte de rendimento vier do corte de folhas completas de material.
Realidade dos Materiais: Porque o Pedido do Seu Cliente Determina a Fonte do Laser (CO2 vs. Fibra vs. Diodo)
Por fim, não pode escolher a fonte do laser com base no orçamento; deve escolhê-la com base na física. O comprimento de onda do feixe de laser determina com que materiais ele interage. Nenhuma quantidade de potência pode compensar um comprimento de onda incorreto.
- Lasers de CO2 (10.600 nm): O cavalo de batalha dos artesãos. Este comprimento de onda é absorvido perfeitamente por materiais orgânicos.
- Indispensável para: Madeira, acrílico (transparente e colorido), couro, papel, vidro (apenas gravação).
- O Filtro Rigoroso: Se os seus clientes precisam de troféus em acrílico transparente ou de maquetas arquitetónicas, então devem compre um laser de CO2. Um laser de fibra ou de díodo passará diretamente através do acrílico transparente sem deixar marca.
- Lasers de Fibra (1.064 nm): O padrão industrial para metal.
- Indispensável para: Aço inoxidável, alumínio, latão, cobre, titânio.
- O Filtro Rigoroso: Se o seu modelo de negócio depende do corte de peças metálicas, um laser de CO2 é a ferramenta errada. Embora os lasers de CO2 de alta potência (150W+) consigam pode cortar metal fino com assistência de oxigénio, a qualidade da aresta e a velocidade são inferiores até mesmo às de um laser de fibra básico. Se precisar de gravar plásticos transparentes ou madeira, o laser de fibra é inútil; queimará a madeira de forma incontrolável ou não marcará o plástico.
- Lasers de Díodo (450 nm): O espectro de luz azul visível.
- Indispensável para: Restrições orçamentais e portabilidade extrema.
- O Filtro Rigoroso: Os lasers de díodo têm uma fraca absorção em acrílico transparente (a luz azul atravessa-o) e são incrivelmente lentos a cortar qualquer coisa mais espessa do que contraplacado de 3 mm. Se o seu negócio depende da velocidade ou do corte de materiais espessos, exclua imediatamente os lasers de díodo.

Antes de avançar para as recomendações de máquinas específicas na próxima secção, anote os seus três materiais principais. Se forem metal, precisa de um laser de Fibra. Se forem acrílico transparente e madeira, precisa de um laser de CO2. Não existe uma máquina híbrida que faça ambos na perfeição sem custar tanto quanto uma pequena casa.
Fase 2: O Obstáculo do Software
A maioria dos compradores obceca-se com a potência do tubo e o tamanho da mesa, tratando o software de controlo como um pormenor — um simples acessório incluído na embalagem. Este é o erro mais caro que pode cometer. Numa oficina profissional, o hardware é apenas tão capaz quanto o software que o comanda. Um laser de CO2 de 150 W com um sistema de software fechado e desajeitado não é uma ferramenta; é um gargalo.
Antes de se comprometer com uma máquina, deve avaliar o ecossistema digital que ela o obriga a usar. Se o fluxo de trabalho do software estiver quebrado, a velocidade da máquina é irrelevante.
Porque "Compatível com LightBurn" é Incontornável para Trabalho Profissional
Na indústria dos lasers, o LightBurn evoluiu de uma ferramenta de terceiros para o sistema operativo de referência na fabricação profissional. Funciona tanto como software CAM (Fabrico Assistido por Computador) — onde define velocidades, potências e trajetos — como interface de controlo da máquina.
Para uma oficina, a "Compatibilidade com LightBurn" não é uma preferência; é um ativo estratégico por três razões:
- Portabilidade de Mão de Obra: O LightBurn unifica a interface entre diferentes tipos de hardware. Suporta controladores Ruida, Trocen, TopWisdom e GRBL. Se treinares um operador num laser de díodo genérico, ele poderá transferir essas competências para uma máquina industrial de CO2 plana ou para uma marcadora Galvo de fibra sem ter de reaprender o fluxo de trabalho. Se comprares uma máquina bloqueada a software proprietário, estarás a aumentar o custo de formação sempre que contratares alguém novo.
- POPs Padronizados: A escalabilidade requer Procedimentos Operacionais Padrão. Quando toda a tua frota funciona numa única plataforma, podes criar uma biblioteca de materiais unificada. Podes guardar definições de corte específicas para "Contraplacado de Bétula 3mm" ou "Alumínio Anodizado" e aplicá-las a qualquer máquina da oficina. O software proprietário obriga-te a manter bibliotecas fragmentadas, aumentando o risco de erro do operador e o desperdício de material.
- O "Fator Autocarro": Se o fabricante de uma máquina com ecossistema fechado falir, deixar de atualizar o software ou alterar o modelo de preços, o teu hardware torna-se obsoleto de um dia para o outro. Uma máquina com um controlador padrão (como um Ruida 6442) a correr o LightBurn é à prova de futuro. O hardware é independente da viabilidade financeira do fabricante.

Se um fabricante de máquinas não suportar o LightBurn, está a pedir-te que apostes a tua linha de produção na equipa interna de desenvolvimento de software deles. Para trabalho profissional, é uma aposta que raramente deves fazer.
O Custo Oculto dos Ecossistemas Proprietários: Requisitos de Internet e Limites de Ficheiros
As empresas de lasers de consumo costumam promover o seu software proprietário como "fácil de usar", mas essa simplicidade muitas vezes esconde uma arquitetura de "Jardim Murado" concebida para rentabilizar a tua utilização.
A característica mais perigosa destes ecossistemas é a dependência da cloud. Algumas máquinas exigem uma ligação ativa à internet para processar ficheiros de design. O software envia os teus dados vetoriais para o servidor do fabricante, processa o código G remotamente e envia-o de volta para a máquina. Num contexto de hobby, isto é um incómodo. Num ambiente de produção, é uma responsabilidade. Se o teu fornecedor de internet tiver uma falha, a produção pára. Se os servidores do fabricante ficarem indisponíveis, perdes prazos.
Além disso, os ecossistemas proprietários impõem frequentemente limites artificiais no tratamento de ficheiros. Podes encontrar:
| Problema | Descrição |
|---|---|
| Bloqueio de Ficheiros | A impossibilidade de exportar os teus ficheiros de projeto em formatos standard (DXF, SVG), prendendo a tua propriedade intelectual dentro do sistema deles. |
| Paywalls de Subscrição | Funcionalidades básicas de produtividade — como o aninhamento em matriz (disposição automática de várias peças numa folha para poupar material) ou o traçado vetorial — podem estar bloqueadas atrás de uma subscrição mensal "Premium". |
| Riscos de Privacidade | Para oficinas que lidam com protótipos sensíveis de clientes ou propriedade intelectual, o envio de designs para um serviço cloud de terceiros para processamento viola os protocolos padrão de NDA. |
O hardware profissional deve funcionar localmente. Deves conseguir ligar um cabo USB (ou uma pen USB) à máquina e cortar, independentemente do estado da tua ligação Wi‑Fi.
Eficiência do Fluxo de Trabalho: Consegues Importar Ficheiros CAD/Illustrator Sem Complicações?
A eficiência é medida pelo tempo decorrido entre terminar um design e premir "Iniciar" no laser. Este intervalo é definido pela compatibilidade de ficheiros.
A sua equipa de design provavelmente trabalha em Adobe Illustrator, AutoCAD, SolidWorks ou Rhino. O software da máquina de laser deve fazer a ponte entre estas ferramentas de design e o controlador de movimento da máquina sem exigir um terceiro software "tradutor".
Um fluxo de trabalho profissional exige capacidade de importação direta. Deve ser possível arrastar um ficheiro AI, PDF, DXF ou SVG diretamente para o software de controlo e que este interprete corretamente os vetores.
- Mapeamento de Camadas: O software deve mapear automaticamente as cores no seu ficheiro de design para parâmetros de corte (por exemplo, linhas vermelhas = cortar, linhas azuis = gravar).
- Edição Nativa: Pequenos ajustes — fechar uma forma aberta, unir texto ou deslocar um caminho para compensação de corte — devem ser feitos dentro do software do laser. Se tiver de voltar ao Illustrator para mover um furo 2 mm para a esquerda, o seu fluxo de trabalho está a perder tempo.
Se uma máquina exigir que converta os seus ficheiros vetoriais para um formato raster proprietário ou o obrigar a passar por um assistente de importação complexo sempre que atualiza um design, ela falha no teste de eficiência. O objetivo é um fluxo contínuo: Design → Importar → Cortar. Qualquer outra coisa é atrito.
1.jpg)
Fase 3: Os Cenários (Encontre a Sua Situação Específica)
A maioria dos guias de compra falha porque trata um hobbyista num apartamento e um fabricante de sinais num armazém como o mesmo cliente. Não são. Uma máquina perfeita para um pode ser uma desvantagem para o outro.
Tendo estabelecido os "filtros duros" técnicos na secção anterior, vamos agora aplicá-los aos três cenários de utilizador mais comuns. Localize-se abaixo para ver quais as máquinas específicas que passam no corte.
Cenário A: Unidades de Secretária para "Side Hustle" (Espaço Limitado, Alta Facilidade de Uso)
Este cenário aplica-se a si se estiver a trabalhar num quarto extra ou num pequeno estúdio, tiver opções de ventilação limitadas e der prioridade ao "tempo até imprimir" em vez de potência bruta. Precisa de uma máquina que pareça uma impressora, não uma experiência científica.
Os Candidatos "Plug-and-Play": Glowforge vs. xTool P2 vs. Gweike Cloud
O Glowforge Pro definiu esta categoria durante anos. A sua abordagem de "jardim murado" é semelhante ao ecossistema da Apple: é incrivelmente fácil de usar, possui excelente alinhamento por câmara, e o sistema de materiais Proofgrade elimina a necessidade de calcular definições de potência. No entanto, requer uma ligação ativa à internet para funcionar. Se o seu WiFi cair, a sua produção para.
O xTool P2 surgiu como o principal concorrente. Igualou o Glowforge na facilidade de uso (posicionamento por câmara, focagem automática) mas quebrou o "jardim murado". É compatível com o software LightBurn, permite operação offline e possui uma base elevadora para gravar objetos mais altos — algo com que o Glowforge tem dificuldades.
O Gweike Cloud é o concorrente económico. Oferece potência de CO2 semelhante de 50W num formato de secretária por muito menos dinheiro. O hardware é sólido, mas a experiência de software é menos polida do que a dos concorrentes.
O Compromisso: Pagar pela Conveniência vs. Capacidade de Reparação
O custo oculto das unidades de secretária é a capacidade de reparação. Para tornar estas máquinas elegantes e seguras, os fabricantes fecham os componentes dentro de caixas.
Se um tubo laser avariar numa Glowforge, normalmente não é possível substituí-lo você mesmo; a unidade inteira tem muitas vezes de ser enviada de volta ao fabricante para reparação. Isto pode significar semanas de inatividade. A xTool P2 e a Gweike Cloud oferecem uma solução intermédia, permitindo aos utilizadores substituir tubos e espelhos, embora o processo seja mais apertado e difícil do que numa unidade industrial maior. Está a pagar um prémio por uma pegada pequena; certifique-se de que o seu modelo de negócio consegue suportar o potencial tempo de inatividade ou o custo de peças de substituição proprietárias.
Cenário B: As "Bestas de Produção de Garagem" (Máxima Potência, Menor Custo)
Este cenário é para o criador com uma garagem dedicada, um tubo de saída para exaustão e disposição para sujar as mãos. Pretende-se o máximo de potência por euro gasto e uma área de corte grande (20"x28" ou maior).
A Abordagem OMTech & Monport: Alta Capacidade, Alta Manutenção
Marcas como OMTech e Monport importam lasers industriais "China Azul/Vermelho" e vendem-nos a preços agressivos. Uma unidade OMTech de 80W custa frequentemente menos do que uma Glowforge de 45W. Estas máquinas são autênticas bestas. Possuem controladores Ruida, padrão na indústria (totalmente compatíveis com o LightBurn), peças padrão disponíveis na Amazon e portas largas para passagem de folhas de grande dimensão.
No entanto, o controlo de qualidade varia. Não está a pagar por uma experiência de consumo polida; está a pagar por ferro e vidro brutos.
O "Imposto do Entusiasta": Avaliar a Sua Capacidade de Alinhar Espelhos e Trocar Controladores
O "Imposto do Entusiasta" é o tempo que irá gastar a calibrar a máquina. Ao contrário das unidades de secretária, estas máquinas chegam muitas vezes com os espelhos desalinhados devido ao transporte. Tem de estar confortável em desapertar porcas de segurança, disparar pulsos de teste e ajustar trajetórias do feixe.
Se tem medo de eletrónica de alta voltagem ou de alinhamento mecânico, não compre estas máquinas. Se se sente à vontade com uma chave inglesa e um multímetro, estas unidades oferecem o maior Retorno sobre o Investimento (ROI) da indústria.
Atualizações Obrigatórias: Sistemas de Arrefecimento e Assistências de Ar que Deve Orçamentar Imediatamente
O "preço anunciado" destas unidades é ilusório. A "bomba de água" de origem é geralmente uma simples bomba de aquário que não consegue acompanhar um tubo de 80W durante um corte prolongado, levando ao sobreaquecimento e à redução da vida útil do tubo. A "assistência de ar" original é muitas vezes um ventilador fraco que não remove eficazmente o fumo, resultando em bordas chamuscadas.
Para tornar uma OMTech ou Monport pronta para produção, deve imediatamente prever um orçamento extra de $800–$1.000 para:
- Um chiller ativo CW-5200 (arrefecimento refrigerado).
- Um compressor de ar verdadeiro (para cortes limpos).
- Um ventilador de exaustão em linha melhorado.

Cenário C: A Oficina Profissional (Velocidade, Fiabilidade e Suporte nos EUA)
Este cenário destina-se a empresas onde o laser é o principal gerador de receitas. Se a máquina avariar, perde dinheiro. Precisa de velocidade, precisão e um número de telefone para ligar quando algo se estraga.
Subir para Thunder Laser, Aeon e Boss: O que esses $4k extra lhe dão
Passar de uma OMTech para uma Thunder Laser Nova, Aeon Mira, ou Boss Laser implica um aumento significativo de preço, frequentemente $4.000 a $6.000 a mais para potência semelhante.
Não está a pagar por mais potência; está a pagar por motores servo (em vez de motores de passo), calhas lineares, e tubos metálicos RF (Radiofrequência) (em configurações de gama alta). Estes componentes têm maior durabilidade e mantêm melhor a calibração em operação 24/7. A qualidade de construção é mais rigorosa, a cablagem é mais limpa e os sistemas de segurança são de nível industrial.
O fator velocidade: Porque o desempenho de raster é mais importante do que a potência de corte
Os principiantes obcecam-se com a potência de corte (Watts); os profissionais obcecam-se com a velocidade de rasterização (Polegadas por Segundo).
Se o teu negócio envolve gravar copos térmicos, remendos de couro ou bases de ardósia, a cabeça do laser tem de se mover para a frente e para trás milhares de vezes. Um motor de passo económico pode atingir no máximo 500mm/s com "ringing" (linhas tremidas). Um Thunder Laser ou Aeon com servos híbridos pode funcionar a 1000mm/s+ com precisão cirúrgica. Isto duplica efetivamente a tua produção diária. Numa oficina de produção, a velocidade é o único parâmetro que importa.
Suporte Local: A Apólice de Seguro Que Evita um Atraso de 3 Semanas em Peças
O maior diferenciador do Cenário C é o suporte sediado nos EUA.
Se uma placa de controlo falhar numa máquina genérica importada, normalmente tens de navegar em fóruns ou enviar e-mails para uma fábrica na China, esperando semanas por uma substituição. Empresas como a Thunder, Aeon e Boss mantêm armazéns nos EUA com peças em stock e empregam técnicos que falam inglês e conseguem diagnosticar problemas através de videochamada.
Para um hobbista, uma espera de três semanas por uma peça é um incómodo. Para uma oficina profissional, é um evento que pode encerrar o negócio. Esses $4,000 extra são a tua apólice de seguro contra o silêncio.
Fase 4: A Verificação Final da Realidade Antes de Encomendar
Tens a tua lista curta. Tens o teu orçamento. Estás com o cursor sobre o botão "Adicionar ao Carrinho". Pára.
Há uma diferença entre uma máquina que corta ficheiros de demonstração numa feira e uma máquina que sustenta um negócio durante cinco anos. Essa diferença raramente se encontra na ficha técnica; encontra-se no atrito do uso diário. Antes de comprometeres o teu capital, deves passar a máquina escolhida por três filtros finais. Estes são os mecanismos de segurança que separam um ativo gerador de lucro de um caro e pesado ornamento de garagem.
Acesso à Manutenção: A Verificação de 60 Segundos Que Evita Uma Semana de Trabalho Perdido
A manutenção do laser não é uma tarefa "para um dia destes"; é um requisito semanal. Cola vaporizada e resina de madeira acumulam-se nas óticas a um ritmo de 1–2 gramas por semana. Se limpar os espelhos te levar 30 minutos de desmontagem, vais acabar por não o fazer. Quando não o fazes, a resina queima o revestimento da lente, causando uma queda de 30% de potência e eventualmente rachando a ótica.
O Teste: Contacta o teu fornecedor ou vê um vídeo de utilizador. Consegues aceder, remover, limpar e recolocar o Espelho 1, Espelho 2 e a Lente de Foco em menos de 60 segundos no total?
Se a resposta for não, afasta-te.
- Espelho 1 (Extremidade do Tubo): Precisas de uma porta lateral. Deves conseguir rodar um anel e retirar o espelho em menos de 15 segundos. (A OMTech e a Gweike geralmente passam; a Glowforge falha muitas vezes aqui, enterrando a ótica atrás de painéis).
- Espelho 2 (Ponte): Procura uma tampa de abrir. Deves conseguir limpá-lo com um cotonete sem remover o suporte. Se tiveres de desaparafusar o duto de ventilação para o ver (comum em modelos mais antigos da Monport), estás a pagar um "imposto de manutenção" todas as sextas-feiras.
- Espelho 3 e Lente (Cabeça do Laser): Esta é a zona crítica. Deve ser capaz de baixar a cama, remover o anel do bico e apanhar a lente na mão em menos de 20 segundos. Dica Profissional: Ao voltar a montar, assegure-se de que a lente é colocada com a "barriga para cima" (lado convexo para cima). Se a máquina precisar de uma chave sextavada para aceder à lente, reprova no teste.

A Matriz de Decisão "Compra Bem ou Compra Duas Vezes"
Uma máquina de $3,000 nunca custa apenas $3,000. É uma entrada para reparações futuras. Por outro lado, uma máquina de $8,000 muitas vezes custa menos ao longo de um horizonte de 5 anos. Esta matriz revela o Custo Total de Propriedade (CTP) escondido por trás do preço de etiqueta.
Identifique qual a coluna que corresponde ao seu candidato pré-selecionado:
| Dimensão | A Construção Económica (Cenário B) | A Máquina de Trabalho Profissional (Cenário C) |
|---|---|---|
| Custo inicial | $2,000 - $4,000 | $6,000 - $10,000 |
| Vida Útil do Tubo | 1k–2k horas (CO2 de vidro) | 10k+ horas (RF Metálico/Vidro de topo) |
| Tempo de Paragem Estimado/Ano | 15 dias (à espera de peças) | 2 dias (suporte local/melhor controlo de qualidade) |
| Manutenção Semanal | 2 horas (alinhamento manual) | 30 minutos (óptica selada/melhores calhas) |
| Custo de Substituição (Ano 4) | $1,000+ (Novo tubo + PSU) | $0 (Fonte de longa duração) |
| Valor de Revenda | 40% do preço original | 70% do preço original |
| TCO de 5 anos | $19.000+ (incl. horas faturáveis perdidas) | $7.000 (baixos consumíveis) |
Se estiveres a gerir uma oficina de hobby, a Construção Económica é aceitável — o teu tempo é gratuito. Se estiveres a gerir um negócio, o tempo de inatividade de uma máquina "barata" vai custar-te mais do que a diferença de preço da "cara" nos primeiros 18 meses.
Lista de verificação: Está pronto para cortar dentro de 48 horas após a entrega
A semana mais perigosa para um proprietário de laser é a primeira. Se não tiveres os fornecimentos certos, a máquina fica parada enquanto o teu prazo de devolução corre. Se não verificares as óticas imediatamente, assumes os danos de transporte.
Cumpre este cronograma para garantires que estás operacional — ou pronto para devolver um “limão” — de imediato.
Dia 0: A Fase Pré-Chegada (2 horas)
- Fluidos: Compra 2 galões de água destilada (para o arrefecedor) e 90% Isopropanol (para as óticas).
- Kit de óticas: Tem papel para lentes e papel térmico (papel de recibos) prontos para o teste de alinhamento.
- Energia: Verifica um circuito dedicado de 20A (110V/220V dependendo da unidade). Partilhar um circuito com um frigorífico ou compressor fará disparar os disjuntores e arruinará os cortes.
Dia 1: Desembalar e Inspecionar (4 horas)
- O Teste de Agitação: Antes de encher o arrefecedor, inspeciona o tubo laser. Procura fissuras internas. Se ouvires vidro a tilintar quando balanças cuidadosamente o tubo, recusa a entrega.
- O Teste de Fugas: Liga a água, faz funcionar a bomba e espera 30 minutos. Verifica as extremidades do tubo e o fundo do chassis.
- A Limpeza de 60 Segundos: Realize o teste de manutenção que pesquisou na etapa 1.
- O Alinhamento: Use o papel térmico para verificar o caminho do feixe nos quatro cantos da mesa.
Dia 2: Validação (2 Horas)
- O Teste de Estrutura: Execute um corte vetorial a 10mm/s em madeira com potência 90%.
- O Resultado: As bordas devem ser castanho-douradas, não queimadas de preto. O corte deve ser vertical, não inclinado.
- O Teste de Resistência: Faça a máquina funcionar durante 3 horas. Monitore a temperatura (mantenha-a abaixo dos 22°C/71°F). Se sobreaquecer ou perder o foco, volta para trás.
O Corte Final
No início deste guia, perguntámos se estava a construir uma oficina ou apenas a comprar uma ferramenta. A diferença não está no nome da marca gravado no chassis; está na preparação do proprietário.
Ao seguir esta estrutura de quatro fases, não se limitou a procurar uma máquina de corte a laser. Definiu as suas necessidades de material, calculou os requisitos de potência, garantiu os protocolos de segurança e auditou os custos ocultos de propriedade. Já não está a esperar ter uma boa máquina; projetou uma compra bem-sucedida.
A pesquisa está feita. A lista de verificação está pronta. É hora de cortar. E se quiser assistência guiada para adequar o seu fluxo de trabalho à tecnologia certa, não hesite em contacte-nos para aconselhamento personalizado sobre sistemas laser.

VI. Perguntas Frequentes
1. Os cortadores a laser conseguem cortar metal?
Sim, algumas máquinas de corte a laser podem cortar metal, mas isso depende do tipo de laser e da sua potência. Os lasers de fibra e os lasers de CO2 de alta potência são geralmente capazes de cortar vários metais, incluindo aço inoxidável, alumínio e cobre. Para chapas metálicas mais espessas ou cortes mais complexos, lasers de fibra de grau industrial como o Máquina de Corte a Laser de Fibra com Mesa Única são recomendados.
2. Que materiais pode cortar um laser de CO2?
Os materiais mais comuns incluem madeira, acrílico, couro, tecido, papel e certos plásticos. No entanto, os lasers de CO2 não são adequados para cortar metais, a menos que tenham potência muito elevada e sejam concebidos especificamente para essas tarefas. Também não são recomendados para cortar PVC ou outros materiais que libertem fumos tóxicos quando aquecidos.
3. Quão precisas são as máquinas de corte a laser?
A precisão das máquinas de corte a laser é uma das suas principais vantagens. Cortadores a laser de alta qualidade conseguem obter detalhes extremamente finos com tolerâncias tão apertadas quanto 0,001 polegadas (0,025 mm). A precisão depende de fatores como a qualidade do feixe laser, a estabilidade da máquina e a precisão do sistema de controlo de movimento.















