Dlaczego listy "Top 10" cię zawiodły (i jak naprawdę dokonać wyboru)
Prawdopodobnie spędziłeś ostatni tydzień, wpatrując się w tabele porównawcze, które podają wszystko o teoretycznych maksimum maszyny, a nic o jej zdolności do samodzielnego spłacenia się. Listy "Top 10" zawodzą, ponieważ traktują przemysłowy sprzęt produkcyjny jak elektronikę konsumencką, klasyfikując jednostki według stosunku funkcji do ceny, zamiast według niezawodności na zmianę. Warsztat nie potrzebuje ogólnego "zwycięzcy" wybranego przez blogera technologicznego; potrzebuje maszyny dopasowanej do konkretnych ograniczeń dotyczących harmonogramu budżetu, dziennej wydajności i wykończenia materiałów. Zamiast szukać rankingu, musisz stworzyć matrycę wymagań, która odwzoruje twoje potrzeby produkcyjne – konkretnie rodzaje materiałów i wolumen – na możliwości maszyny.
Na przykład, jeśli twoim priorytetem jest wysoka precyzja cięcia metalu i długoterminowa stabilność produkcji, możesz rozważyć przemysłowe rozwiązania takie jak Jednostołowa wycinarka laserowa światłowodowa zaprojketowane z myślą o usprawnionym przepływie produkcji i środowiskach profesjonalnych.
Pułapka karty technicznej: dlaczego moc w watach jest najmniej istotną metryką przy nagłych zleceniach
Typowe błędy w priorytetyzacji wyposażenia warsztatu
- Priorytetowanie maksymalnej mocy nad stabilnością procesu to najdroższy błąd popełniany przez właścicieli warsztatów.
- Wysoka moc jest bez znaczenia, jeśli maszyna cierpi na rozregulowanie bramy lub wymaga intensywnej obróbki wykańczającej.
- Moc określa jedynie zdolność cięcia pod kątem grubości, a nie rentowność.
- Skup się na ukrytych "czynnikach przestoju" zamiast na specyfikacjach mocy tuby.
- Kluczowe czynniki przestoju obejmują czystość dyszy i soczewki, interwały konserwacji serwomechanizmu oraz spójność przepływu powietrza chłodzącego.
- Dla operacji nastawionych na przychód krytycznymi metrykami wydajności są przyspieszenie i spójność szerokości szczeliny cięcia.
- Dobrze ustawiona maszyna 60W może przewyższyć źle skalibrowany model 100W.
- Niestabilne maszyny marnują materiał i czas, czyniąc dodatkową moc pomocną w odwrotnym skutku.
Jeśli spójny czas pracy i precyzja są kluczowe dla twojej działalności, przegląd systemów klasy profesjonalnej, takich jak Wycinarka laserowa światłowodowa do podwójnego zastosowania z osłoną może pomóc zapewnić jednolitość cięcia podczas dłuższych zmian produkcyjnych.
Rzeczywistość "Czasu do pierwszego cięcia": odróżnianie zabawek hobbystycznych od generatorów przychodu
Wersja zoptymalizowana
"Czas do pierwszego cięcia" (TTFC) mierzy, ile czasu mija od rozpakowania maszyny do wyprodukowania pierwszego użytecznego elementu. Modele hobbystyczne często kładą nacisk na tę metrykę, używając zastrzeżonego i uproszczonego oprogramowania, aby użytkownik mógł zacząć cięcie w ciągu godziny. Choć taka dostępność obniża próg wejścia, ogranicza też długoterminowy rozwój. Te systemy “plug-and-play” zazwyczaj nie mają integracji i automatyzacji potrzebnej do profesjonalnego przepływu od CAD do CAM, wymagając ręcznych regulacji dla każdego zlecenia.
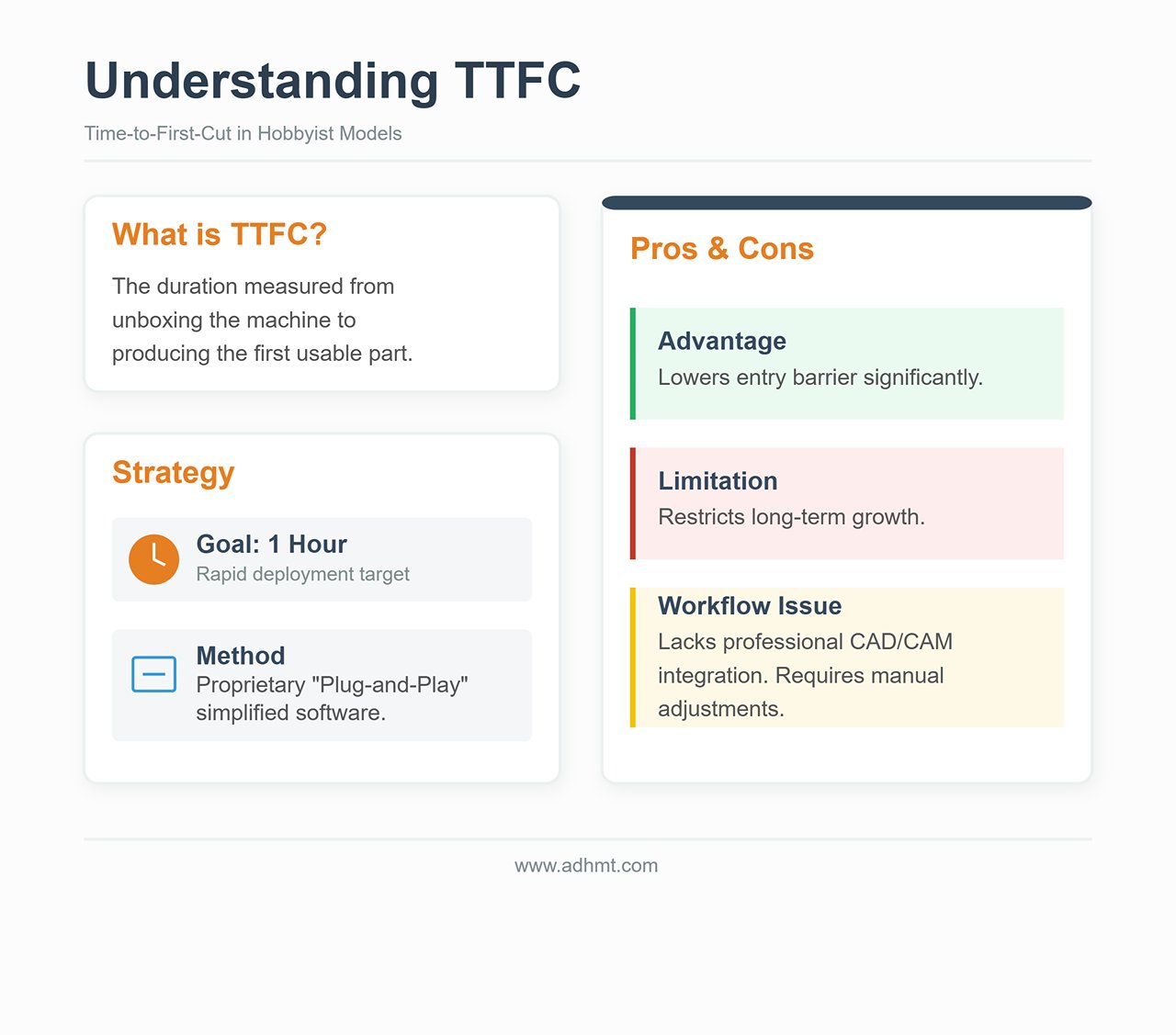
Natomiast prawdziwa maszyna generująca przychód jest określana nie przez TTFC, lecz przez to, jak płynnie integruje się z istniejącymi procesami produkcyjnymi. Jednostki przemysłowe mogą wymagać dłuższej początkowej konfiguracji — takiej jak dostosowanie wyciągu, instalacja chłodziarki i blokad bezpieczeństwa — ale po skonfigurowaniu ich "Czas do drugiego cięcia" zbliża się do zera. Ta efektywność zależy od kompatybilności oprogramowania, które wspiera przetwarzanie wsadowe, powtarzalną dokładność i minimalną konieczność ponownej kalibracji.
Maszyna z niskim TTFC, ale niewystarczającą sztywnością lub słabą architekturą oprogramowania, nadaje się do prototypowania, a nie produkcji. Trwały zwrot z inwestycji wynika z wydajności, spójności i kontroli tolerancji — czynników, które mają znaczenie długo po etapie rozpakowania.
Dla osób optymalizujących profesjonalne procesy pracy, sprawdzenie specyfikacji technicznych lub plików do pobrania katalogu pomaga zwizualizować konfigurację maszyny i integrację wymaganą do produkcji o większym wolumenie.
Faza 1: Twarde filtry (Wyklucz 90% maszyn już teraz)
Większość kupujących zaczyna swoje poszukiwania od sprawdzenia mocy lasera i ceny. To najszybszy sposób na zakup maszyny, która stanie się drogim przyciskiem do papieru. Najważniejsze czynniki przy wyborze plotera laserowego nie mają nic wspólnego ze specyfikacją urządzenia, a wszystko z fizycznymi ograniczeniami twojego miejsca pracy.
Zanim spojrzysz na jakąkolwiek markę, musisz zastosować zestaw "twardych filtrów". To ograniczenia binarne: jeśli maszyna nie spełnia tych kryteriów, nie jest kandydatem. Jest zobowiązaniem. Zastosowanie tych filtrów pozwoli ci wyeliminować 90% rynku, pozostawiając wyłącznie jednostki, które rzeczywiście mogą działać w twoim konkretnym środowisku.
Weto wentylacyjne: brak drogi odprowadzania powietrza na zewnątrz oznacza brak CO2 (Oto, co zostaje)
Pierwszy filtr dotyczy atmosfery. Cięcie laserowe to proces termiczny, który odparowuje materiał. Kiedy tniesz drewno, akryl lub skórę, nie tworzysz tylko pyłu; generujesz lotne związki organiczne (VOC), tlenek węgla i różne substancje rakotwórcze. Jeśli tniesz PVC (czego nie powinieneś robić), wytwarzasz gazowy kwas solny, który zniszczy twoje płuca i skoroduje elektronikę maszyny w ciągu kilku tygodni.
Twarda zasada: Jeśli nie możesz poprowadzić rury o średnicy 4 lub 6 cali z maszyny na zewnątrz, nie możesz kupić lasera CO2 do zastosowań produkcyjnych.
Wielu producentów sprzedaje "pochłaniacze oparów" lub jednostki filtracji recyrkulacyjnej jako obejście dla pomieszczeń bez okien. Dla hobbysty grawerującego od czasu do czasu podkładkę, są one wystarczające. Dla warsztatu prowadzącego produkcję — to pułapka finansowa.
- Problem nasycenia: Cięcie akrylu i drewna błyskawicznie zapełnia filtry HEPA i z węglem aktywnym. W środowisku produkcyjnym może być konieczna cotygodniowa wymiana drogich wkładów filtracyjnych, aby utrzymać bezpieczną jakość powietrza. Dodaje to tysiące dolarów do rocznych kosztów eksploatacji.
- Fizyka przepływu: Jednostki recyrkulacyjne rzadko zapewniają przepływ powietrza (CFM) wystarczający do utrzymania czystości optyki. Bez silnego podciśnienia odprowadzającego dym na zewnątrz, dym utrzymuje się w obudowie, osadzając się na lustrach i soczewkach. Pogarsza to jakość wiązki, zmniejsza moc cięcia i prowadzi do pękania kosztownych elementów optycznych.
Jeśli nie masz drogi do odprowadzania powietrza na zewnątrz, jedynymi realnymi opcjami są lasery diodowe o niskiej mocy lub lasery światłowodowe przeznaczone wyłącznie do znakowania metalu, takie jak Jednostołowa wycinarka laserowa światłowodowa, które pomagają utrzymać bezpieczeństwo powietrza i niezawodną jakość przepływu powietrza.
Elektryczna niespodzianka: dlaczego twoje gniazdko 110V może zabić prędkość produkcji
Drugi filtr to pojemność elektryczna. W Ameryce Północnej standardowe gniazdko domowe 110V/15A zapewnia teoretyczne maksimum 1800 watów. Jednak przepisy elektryczne i normy bezpieczeństwa określają limit ciągłego obciążenia na poziomie 80%, czyli około 1440 watów.
Nowi kupujący często patrzą na oznaczenie lasera — na przykład "100W" dla tuby laserowej — i zakładają, że mieści się to łatwo w tym limicie. To błędne zrozumienie różnicy między poborem mocy a mocą wyjściową. Ploter laserowy to system, a nie pojedynczy komponent.
- Łączne obciążenie: Nie zasilasz tylko źródła lasera. Zasilasz silniki krokowe, kontroler, chłodziarkę wodną (niezbędną dla szklanych tub), pompę wspomagającą nadmuch powietrza oraz wentylator wyciągowy.
- Spadek napięcia: Gdy kompresor chłodziarki uruchamia się podczas pracy lasera na wysokiej mocy, nagły pobór prądu może spowodować chwilowy spadek napięcia w obrębie wspólnego obwodu 110V.
Jeżeli Twój warsztat ma tylko standardowe gniazdka 110V stosowane w domach i nie możesz zainstalować dedykowanego obwodu, jesteś mocno ograniczony. Uruchamianie maszyny o dużej mocy na wspólnym obwodzie prowadzi do "brownoutów", gdy moc lasera się waha, co skutkuje cięciami, które nie przechodzą przez materiał lub nierówną głębokością grawerowania.
Twarda zasada: Jeśli nie możesz zainstalować dedykowanego obwodu 20A lub linii 220V, musisz odrzucić przemysłowe platformy CO2 o wysokiej mocy oraz wielkoformatowe lasery fibrowe. Pozostają ci jednostki biurkowe lub modele podstawowe przeznaczone do ustawienia na podłodze, gdzie chłodziarka i wyciąg są zintegrowane lub mają niski pobór.

Pułapka rozmiaru stołu: Dlaczego "większy" często oznacza "wolniejszy" i "mniej precyzyjny"
Logika marketingowa sugeruje, że stół o wymiarach 48" x 36" jest z definicji lepszy od stołu 24" x 12", ponieważ oferuje "więcej możliwości". W warsztacie możliwości są bez znaczenia; liczy się wydajność.
Duże stoły wymagają dużych bram (most, po którym porusza się głowica lasera). Duże bramy są ciężkie.
- Bezwładność kontra szczegóły: Ciężka brama wymaga większej siły do przyspieszenia i zatrzymania. Jeśli grawerujesz drobny tekst lub szczegółowe grafiki, maszyna musi zmieniać kierunek tysiące razy na minutę. Duża, ciężka maszyna będzie miała problem, aby robić to szybko bez wibracji, znanych jako "dzwonienie" lub "chwianie się", co objawia się w pracy jako faliste linie.
- Kara za prędkość: Aby utrzymać precyzję przy ciężkiej bramie, maszyna często musi pracować wolniej. Mniejsza maszyna z lekką bramą może często wygrawerować partię przedmiotów 30% szybciej niż duża maszyna, po prostu dlatego, że może szybciej przyspieszać między cięciami.
Twarda zasada: Nie kupuj rozmiaru stołu pod projekty "kiedyś". Jeśli 95% Twoich prac mieści się na arkuszu 12x20 cali, maszyna 4x8 stóp w rzeczywistości zaszkodzi Twojemu biznesowi. Zajmie więcej miejsca na podłodze, pobierze więcej energii i prawdopodobnie wytworzy grawerunki gorszej jakości w wolniejszym tempie. Kup duży stół tylko wtedy, gdy Twój główny dochód pochodzi z cięcia pełnych arkuszy materiału.
Rzeczywistość materiałowa: Dlaczego wymagania klienta decydują o źródle lasera (CO2 vs. Fiber vs. Diode)
Ostatecznie, nie możesz wybrać źródła lasera na podstawie budżetu; musisz je wybrać na podstawie fizyki. Długość fali wiązki laserowej decyduje o tym, z jakimi materiałami wchodzi ona w interakcję. Żadna moc nie pokona niewłaściwej długości fali.
- Lasery CO2 (10 600 nm): Podstawa dla twórców. Ta długość fali jest idealnie pochłaniana przez materiały organiczne.
- Niezbędne do: Drewno, akryl (przezroczysty i kolorowy), skóra, papier, szkło (tylko grawerowanie).
- Twardy filtr: Jeśli Twoi klienci potrzebują przezroczystych akrylowych trofeów lub modeli architektonicznych, muszą kup laser CO2. Laser światłowodowy lub diodowy przejdzie przez przezroczysty akryl bez pozostawienia śladu.
- Lasery światłowodowe (1 064 nm): Standard przemysłowy do metali.
- Niezbędne do: Stal nierdzewna, aluminium, mosiądz, miedź, tytan.
- Twardy filtr: Jeśli Twój model biznesowy opiera się na cięciu części metalowych, laser CO2 jest niewłaściwym narzędziem. Choć lasery CO2 o dużej mocy (150 W+) zrobić; tną cienki metal z asystą tlenu, jakość krawędzi i prędkość są gorsze niż nawet w przypadku podstawowego lasera światłowodowego. Jeśli musisz grawerować przezroczyste tworzywa sztuczne lub drewno, laser światłowodowy jest bezużyteczny — spali drewno w niekontrolowany sposób lub nie zaznaczy plastiku.
- Lasery diodowe (450 nm): Widmo widzialnego światła niebieskiego.
- Niezbędne do: Ograniczony budżet i ekstremalna przenośność.
- Twardy filtr: Lasery diodowe mają słabe pochłanianie w przezroczystym akrylu (niebieskie światło przechodzi przez materiał) i są niezwykle powolne przy cięciu czegokolwiek grubszego niż sklejka 3 mm. Jeśli Twoja działalność zależy od szybkości lub cięcia grubego materiału, natychmiast wyklucz lasery diodowe.

Zanim przejdziesz do konkretnych rekomendacji maszyn w następnej sekcji, zapisz swoje trzy główne materiały. Jeśli to metal, szukasz lasera światłowodowego. Jeśli to przezroczysty akryl i drewno, szukasz lasera CO2. Nie istnieje maszyna łącząca obie te funkcje idealnie bez kosztu porównywalnego z małym domem.
Faza 2: Programowe kryterium odrzucenia
Większość kupujących koncentruje się obsesyjnie na mocy tuby i rozmiarze pola roboczego, traktując oprogramowanie sterujące jako dodatek — zwykły element zestawu. To najdroższy błąd, jaki można popełnić. W profesjonalnym warsztacie sprzęt jest tak dobry, jak oprogramowanie, które nim steruje. Laser CO2 o mocy 150 W z nieporęcznym, zamkniętym systemem programowym nie jest narzędziem; to wąskie gardło.
Zanim zdecydujesz się na zakup maszyny, musisz przeanalizować ekosystem cyfrowy, który Ci narzuca. Jeśli przepływ pracy w oprogramowaniu jest wadliwy, prędkość maszyny nie ma znaczenia.
Dlaczego "zgodność z LightBurn" jest niezbędna w pracy profesjonalnej
W branży laserowej LightBurn przekształcił się z narzędzia firm trzecich w de facto system operacyjny dla profesjonalnej produkcji. Działa zarówno jako oprogramowanie CAM (Computer-Aided Manufacturing) — w którym ustawia się prędkości, moc i ścieżki — jak i interfejs sterowania maszyną.
Dla warsztatu "zgodność z LightBurn" nie jest kwestią preferencji; to strategiczny atut z trzech powodów:
- Mobilność pracowników: LightBurn ujednolica interfejs pomiędzy różnymi typami sprzętu. Obsługuje kontrolery Ruida, Trocen, TopWisdom i GRBL. Jeśli przeszkolisz operatora na standardowym laserze diodowym, może on przenieść te umiejętności na przemysłowy płaski laser CO2 lub znakowarkę światłowodową Galvo bez ponownej nauki obsługi. Jeśli kupisz maszynę zablokowaną przez oprogramowanie właścicielskie, zwiększasz koszty szkolenia przy każdym nowym zatrudnieniu.
- Standaryzowane procedury SOP: Skalowalność wymaga Standaryzowanych Procedur Operacyjnych. Gdy cała flota działa na jednej platformie, możesz stworzyć zunifikowaną bibliotekę materiałów. Możesz zapisać konkretne ustawienia cięcia dla "sklejki brzozowej 3 mm" lub "anodowanego aluminium" i wdrożyć je na dowolnej maszynie w zakładzie. Oprogramowanie właścicielskie zmusza do utrzymywania rozproszonych bibliotek, co zwiększa ryzyko błędów operatora i marnowania materiału.
- "Czynnik autobusu": Jeśli producent maszyny z zamkniętym ekosystemem zbankrutuje, przestanie aktualizować oprogramowanie lub zmieni model cenowy, twój sprzęt staje się natychmiast przestarzały. Maszyna ze standardowym kontrolerem (np. Ruida 6442) działająca pod LightBurn jest odporna na przyszłość. Sprzęt jest niezależny od wypłacalności producenta.

Jeśli producent maszyny nie wspiera LightBurn, prosi cię, abyś postawił swoją linię produkcyjną na jego wewnętrznym zespole programistów. Do pracy profesjonalnej to zakład, którego rzadko warto się podejmować.
Ukryty koszt właścicielskich ekosystemów: wymagania dotyczące Internetu i ograniczenia plików
Firmy produkujące lasery klasy konsumenckiej często reklamują swoje oprogramowanie właścicielskie jako "przyjazne użytkownikowi", lecz ta prostota często maskuje architekturę "zamkniętego ogrodu" zaprojektowaną, by monetyzować twoje użytkowanie.
Najbardziej niebezpieczną cechą tych ekosystemów jest zależność od chmury. Niektóre maszyny wymagają aktywnego połączenia z Internetem do przetwarzania plików projektowych. Oprogramowanie przesyła twoje dane wektorowe na serwer producenta, tam generuje kod G, a następnie odsyła go z powrotem do maszyny. W środowisku hobbystycznym to tylko niedogodność. W środowisku produkcyjnym to poważne ryzyko. Jeśli twój dostawca Internetu ma awarię, produkcja staje. Jeśli serwery producenta mają przestój, przekroczysz terminy.
Ponadto ekosystemy właścicielskie często nakładają sztuczne ograniczenia w obsłudze plików. Możesz się zetknąć z:
| Problem | Opis |
|---|---|
| Blokadą plików | Brakiem możliwości eksportu plików projektowych w standardowych formatach (DXF, SVG), co uwięzi twoją własność intelektualną w ich systemie. |
| Zapory subskrypcyjne | Podstawowe funkcje zwiększające produktywność — takie jak rozmieszczanie (automatyczne dopasowywanie wielu elementów na jednej płycie w celu oszczędności materiału) lub wektorowe śledzenie — mogą być zablokowane za miesięczną subskrypcją "Premium". |
| Ryzyko naruszenia prywatności | Dla warsztatów zajmujących się poufnymi prototypami klientów lub własnością intelektualną, przesyłanie projektów do chmury zewnętrznej w celu ich przetwarzania narusza standardowe protokoły NDA. |
Sprzęt profesjonalny musi działać lokalnie. Powinieneś mieć możliwość podłączenia kabla USB (lub pamięci USB) do maszyny i rozpoczęcia cięcia niezależnie od stanu połączenia Wi-Fi.
Efektywność przepływu pracy: czy możesz importować pliki CAD/Illustrator bez problemów?
Wydajność mierzy się czasem, jaki upływa między zakończeniem projektu a naciśnięciem przycisku "Start" na laserze. Ta przerwa jest definiowana przez kompatybilność plików.
Twój zespół projektowy prawdopodobnie pracuje w Adobe Illustrator, AutoCAD, SolidWorks lub Rhino. Oprogramowanie lasera musi zniwelować przepaść między tymi narzędziami projektowymi a kontrolerem ruchu maszyny, bez konieczności używania trzeciego, "tłumaczącego" programu.
Profesjonalny przepływ pracy wymaga bezpośredniej możliwości importu. Musisz mieć możliwość przeciągnięcia pliku AI, PDF, DXF lub SVG bezpośrednio do oprogramowania sterującego, aby mogło ono prawidłowo interpretować wektory.
- Mapowanie warstw: Oprogramowanie powinno automatycznie przypisywać kolory w twoim pliku projektowym do parametrów cięcia (np. czerwone linie = cięcie, niebieskie linie = grawerowanie).
- Edycja natywna: Drobne poprawki — zamknięcie otwartego kształtu, łączenie tekstu lub przesunięcie ścieżki w celu kompensacji szerokości cięcia — powinny być możliwe w samym oprogramowaniu laserowym. Jeśli musisz wracać do Illustratora, aby przesunąć otwór o 2 mm w lewo, twój przepływ pracy traci czas.
Jeśli maszyna wymaga konwersji plików wektorowych do zastrzeżonego formatu rastrowego lub zmusza cię do przechodzenia przez złożony kreator importu przy każdej aktualizacji projektu, nie spełnia testu wydajności. Celem jest płynny proces: Projekt → Import → Cięcie. Wszystko inne to tarcie.
1.jpg)
Faza 3: Scenariusze (Znajdź swoją konkretną sytuację)
Większość przewodników zakupowych zawodzi, ponieważ traktuje hobbystę w mieszkaniu i producenta szyldów w magazynie jako tego samego klienta. Tak nie jest. Maszyna idealna dla jednego może być problemem dla drugiego.
Po ustaleniu technicznych "twardych filtrów" w poprzedniej sekcji, zastosujemy je teraz do trzech najczęstszych scenariuszy użytkowników. Odszukaj się poniżej, aby zobaczyć, które konkretne maszyny przechodzą test.
Scenariusz A: Jednostki biurkowe typu "Side Hustle" (Ograniczona przestrzeń, wysoka łatwość obsługi)
Ten scenariusz dotyczy ciebie, jeśli działasz w zapasowej sypialni lub małym studiu, masz ograniczone możliwości wentylacji i priorytetem jest dla ciebie "czas do wydruku", a nie moc. Potrzebujesz maszyny, która wygląda jak drukarka, a nie eksperyment naukowy.
Kandydaci typu "Plug-and-Play": Glowforge vs. xTool P2 vs. Gweike Cloud
System Glowforge Pro przez lata definiował tę kategorię. Jego "zamknięty ekosystem" przypomina system Apple’a: jest niezwykle łatwy w użyciu, ma doskonałe wyrównanie z kamerą, a system materiałów Proofgrade eliminuje potrzebę ręcznego obliczania ustawień mocy. Jednakże wymaga aktywnego połączenia z internetem do działania. Jeśli twoje Wi-Fi przestanie działać, produkcja też staje.
System xTool P2 stał się głównym konkurentem. Dorównuje Glowforge pod względem łatwości obsługi (pozycjonowanie kamery, autofocus), ale przełamuje "zamknięty ekosystem". Obsługuje oprogramowanie LightBurn, pozwala na pracę offline i posiada podstawę podnoszącą do grawerowania wyższych obiektów — coś, z czym Glowforge ma trudności.
System Gweike Cloud to budżetowy konkurent. Oferuje podobną moc 50W CO2 w formacie biurkowym za znacznie mniejsze pieniądze. Sprzęt jest solidny, ale oprogramowanie jest mniej dopracowane niż u konkurentów.
Kompromis: Płacenie za wygodę kontra możliwość naprawy
Ukrytym kosztem urządzeń biurkowych jest możliwość naprawy. Aby maszyny były eleganckie i bezpieczne, producenci zamykają komponenty w obudowie.
Jeśli w Glowforge zepsuje się tuba laserowa, zazwyczaj nie można jej wymienić samodzielnie; całą jednostkę często trzeba odesłać do producenta w celu serwisu. Może to oznaczać tygodnie przestoju. xTool P2 i Gweike Cloud oferują kompromis, pozwalając użytkownikom wymieniać tuby i lustra, choć proces jest bardziej ciasny i trudniejszy niż w większej jednostce przemysłowej. Płacisz dodatkowo za niewielki rozmiar; upewnij się, że Twój model biznesowy może wytrzymać potencjalny przestój lub koszt części zamiennych zastrzeżonych przez producenta.
Scenariusz B: "Warsztat w garażu" – konie robocze (maksymalna moc, niższy koszt)
Ten scenariusz jest dla twórcy z dedykowaną przestrzenią w garażu, wentylacją suszarkową do odprowadzania spalin i gotowością do pracy fizycznej. Chcesz maksymalnej mocy za każdą złotówkę i dużego stołu roboczego (20"x28" lub większego).
Podejście OMTech i Monport: Wysokie możliwości, duża potrzeba konserwacji
Marki takie jak OMTech oraz Monport importują przemysłowe lasery "China Blue/Red" i sprzedają je w bardzo konkurencyjnych cenach. Jednostka 80W OMTech często kosztuje mniej niż 45W Glowforge. Te maszyny to prawdziwe bestie. Wyposażone są w przemysłowe kontrolery Ruida (w pełni kompatybilne z LightBurn), standardowe części dostępne na Amazonie oraz duże drzwi przelotowe do cięcia arkuszy wielkoformatowych.
Jednak kontrola jakości bywa różna. Nie płacisz za dopracowane doświadczenie konsumenckie; płacisz za surowe żelazo i szkło.
"Podatek majsterkowicza": Ocena zdolności do ustawiania luster i wymiany kontrolerów
"Podatek majsterkowicza" to czas, który spędzisz na kalibracji maszyny. W przeciwieństwie do jednostek biurkowych, te maszyny często przyjeżdżają z lustrem rozregulowanym z powodu transportu. Musisz być gotowy do poluzowania nakrętek kontrujących, wykonywania testowych impulsów i regulacji ścieżki wiązki.
Jeśli przerażają Cię urządzenia wysokiego napięcia lub mechaniczne ustawianie, nie kupuj tych maszyn. Jeśli jesteś pewny w posługiwaniu się kluczem i multimetrem, te jednostki oferują najwyższy zwrot z inwestycji (ROI) w branży.
Obowiązkowe ulepszenia: Chillery i wspomaganie powietrzem, które musisz od razu wpisać w budżet
"Cena katalogowa" tych maszyn jest myląca. Standardowa "pompa wodna" to zazwyczaj prosta pompka akwariowa, która nie nadąża przy pracy tuby 80W podczas długiego cięcia, co prowadzi do przegrzewania i skrócenia żywotności tuby. Standardowe "wspomaganie powietrzem" to często słaby wentylator, który nie usuwa skutecznie dymu, powodując przypalone krawędzie.
Aby przygotować OMTech lub Monport do pracy produkcyjnej, musisz od razu uwzględnić w budżecie dodatkowe $800–$1,000 na:
- Aktywny chłodziarkę CW-5200 (chłodzenie z wykorzystaniem agregatu chłodniczego).
- Prawdziwy kompresor powietrza (dla czystych cięć).
- Ulepszony wentylator wyciągowy w linii.

Scenariusz C: Profesjonalny warsztat (Szybkość, niezawodność i wsparcie w USA)
Ten scenariusz jest przeznaczony dla firm, w których laser jest głównym źródłem przychodów. Jeśli maszyna przestanie działać, tracisz pieniądze. Potrzebujesz szybkości, precyzji i numeru telefonu, pod który zadzwonisz, gdy coś się zepsuje.
Przeskok do Thunder Laser, Aeon i Boss: Co daje dodatkowe $4k
Przejście z OMTech na Thunder Laser Nova, Aeon Mira, lub Boss Laser wiąże się ze znacznym wzrostem ceny, często o $4,000 do $6,000 więcej za podobną moc.
Nie płacisz za większą moc; płacisz za silników serwo (zamiast silników krokowych), prowadnice liniowe, oraz metalowe tuby RF (Radio Frequency) (w bardziej zaawansowanych konfiguracjach). Te komponenty działają dłużej i lepiej utrzymują kalibrację podczas pracy 24/7. Jakość wykonania jest wyższa, okablowanie jest czystsze, a blokady bezpieczeństwa są przemysłowej klasy.
Czynnik prędkości: Dlaczego wydajność rastrowania ma większe znaczenie niż moc cięcia
Nowicjusze obsesyjnie skupiają się na mocy cięcia (watach); profesjonaliści obsesyjnie skupiają się na prędkości rastrowania (calach na sekundę).
Jeśli Twoja działalność obejmuje grawerowanie kubków termicznych, skórzanych naszywek lub podstawek z łupka, głowica lasera musi poruszać się tam i z powrotem tysiące razy. Budżetowy silnik krokowy może osiągnąć maksymalnie 500 mm/s przy "dzwonieniu" (chwianych liniach). Thunder Laser lub Aeon z hybrydowymi serwami mogą pracować z prędkością ponad 1000 mm/s z ostrą jak brzytwa precyzją. To skutecznie podwaja Twoją dzienną wydajność. W zakładzie produkcyjnym prędkość to jedyny parametr, który ma znaczenie.
Wsparcie lokalne: polisa ubezpieczeniowa, która zapobiega 3‑tygodniowemu opóźnieniu w dostawie części
Największym wyróżnikiem dla Scenariusza C jest wsparcie oparte w USA.
Jeśli w imporcie ogólnego rodzaju uszkodzi się płytka sterownika, często musisz przeszukiwać fora lub pisać e‑maile do fabryki w Chinach, czekając tygodniami na wymianę. Firmy takie jak Thunder, Aeon i Boss utrzymują magazyny w USA z zapasowymi częściami oraz zatrudniają anglojęzycznych techników, którzy mogą diagnozować problemy poprzez rozmowy wideo.
Dla hobbysty trzytygodniowe oczekiwanie na część to irytacja. Dla profesjonalnego warsztatu to wydarzenie kończące działalność. Te dodatkowe $4,000 to Twoja polisa ubezpieczeniowa przeciwko ciszy.
Faza 4: Ostateczna kontrola rzeczywistości przed złożeniem zamówienia
Masz już krótką listę. Masz budżet. Zawisłeś nad przyciskiem "Dodaj do koszyka". Stop.
Istnieje różnica między maszyną, która tnie pliki demonstracyjne na targach, a maszyną, która utrzymuje firmę przez pięć lat. Ta różnica rzadko znajduje się w specyfikacji; leży ona w tarciach codziennego użytkowania. Zanim zainwestujesz kapitał, musisz przepuścić wybraną maszynę przez trzy ostateczne filtry. To są zabezpieczenia, które oddzielają aktywo generujące zysk od ciężkiej, drogiej ozdoby garażu.
Dostęp serwisowy: 60‑sekundowa kontrola, która zapobiega tygodniowej utracie pracy
Konserwacja lasera to nie zadanie "kiedyś", to cotygólny obowiązek. Opary kleju i żywicy drzewnej osadzają się na optyce w ilości 1–2 gramów tygodniowo. Jeśli czyszczenie luster zajmuje 30 minut demontażu, będziesz to pomijać. Gdy to robisz, żywica wypala się w powłokę soczewki, powodując 30% spadku mocy i ostatecznie pęknięcie elementu optycznego.
Test: Skontaktuj się ze sprzedawcą lub obejrzyj film użytkownika. Czy możesz uzyskać dostęp, wyjąć, przetrzeć i ponownie zamontować Lustro 1, Lustro 2 oraz Soczewkę ogniskującą w czasie krótszym niż łącznie 60 sekund?
Jeśli odpowiedź brzmi „nie” — zrezygnuj.
- Lustro 1 (przy tubie): Potrzebne są boczne drzwiczki. Powinieneś móc przekręcić pierścień i wyjąć lustro w mniej niż 15 sekund. (OMTech i Gweike zazwyczaj zaliczają ten test; Glowforge często go oblewa, chowając optykę za panelami).
- Lustro 2 (na belce): Szukaj pokrywy otwieranej od góry. Powinieneś móc wyczyścić to miejsce patyczkiem higienicznym bez zdejmowania mocowania. Jeśli musisz odkręcić przewody wentylacyjne, żeby je zobaczyć (co często występuje w starszych konstrukcjach Monport), płacisz "podatek konserwacyjny" każdego piątku.
- Lustro 3 i soczewka (głowica lasera): To jest strefa krytyczna. Musisz być w stanie opuścić stół, zdjąć pierścień dyszy i złapać soczewkę w dłoni w mniej niż 20 sekund. Porada eksperta: Podczas ponownego montażu upewnij się, że soczewka jest umieszczona "brzuchem do góry" (strona wypukła do góry). Jeśli do uzyskania dostępu do soczewki maszyna wymaga klucza imbusowego, nie przechodzi testu.

Macierz decyzyjna "Kup porządnie albo kup dwa razy"
Maszyna za $3,000 nigdy nie kosztuje tylko $3,000. To zaliczka na przyszłe naprawy. Natomiast maszyna za $8,000 często kosztuje mniej w perspektywie 5 lat. Ta macierz ujawnia całkowity koszt posiadania (TCO) ukryty za ceną na naklejce.
Zidentyfikuj, która kolumna odpowiada Twojemu faworytowi z krótkiej listy:
| Wymiary | Budżetowa konstrukcja (Scenariusz B) | Profesjonalny koń roboczy (Scenariusz C) |
|---|---|---|
| Koszt początkowy | $2,000 - $4,000 | $6,000 - $10,000 |
| Żywotność tuby | 1k–2k godzin (szkło CO2) | 10k+ godzin (RF metal/wysokiej klasy szkło) |
| Szacowany przestój/rok | 15 dni (oczekiwanie na części) | 2 dni (wsparcie lokalne/lepsza kontrola jakości) |
| Cotygodniowa konserwacja | 2 godziny (ręczna regulacja) | 30 minut (uszczelnione optyki/lepsze prowadnice) |
| Koszt wymiany (Rok 4) | $1,000+ (nowa tuba + PSU) | $0 (źródło o długiej żywotności) |
| Wartość odsprzedaży | 40% oryginalnej ceny | 70% oryginalnej ceny |
| 5-letni TCO | $19 000+ (w tym utracone godziny rozliczalne) | $7 000 (niskie materiały eksploatacyjne) |
Jeśli prowadzisz sklep hobbystyczny, Budżetowa Konstrukcja jest akceptowalna — Twój czas jest darmowy. Jeśli prowadzisz firmę, przestoje "taniej" maszyny będą kosztować Cię więcej niż różnica w cenie "drogiej" w ciągu pierwszych 18 miesięcy.
Lista kontrolna: Bądź gotowy do cięcia w ciągu 48 godzin od dostawy
Najbardziej niebezpieczny czas dla właściciela lasera to pierwszy tydzień. Jeśli brakuje Ci odpowiednich materiałów, maszyna stoi bezczynnie, podczas gdy Twój okres zwrotu ucieka. Jeśli nie sprawdzisz optyki od razu, przejmujesz odpowiedzialność za uszkodzenia transportowe.
Zrealizuj ten harmonogram, aby mieć pewność, że działasz — lub jesteś gotowy do zwrotu wadliwej sztuki — natychmiast.
Dzień 0: Przygotowanie przed przyjazdem (2 godziny)
- Płyny: Kup 2 galony wody destylowanej (do chłodziarki) i 90% alkoholu izopropylowego (do optyki).
- Zestaw optyczny: Miej papier do czyszczenia soczewek i papier termiczny (papier z paragonów) gotowy do testów osiowania.
- Zasilanie: Sprawdź dedykowany obwód 20A (110V/220V w zależności od urządzenia). Dzielenie obwodu z lodówką lub kompresorem spowoduje wybijanie bezpieczników i psucie cięć.
Dzień 1: Rozpakuj i sprawdź (4 godziny)
- Test potrząsania: Przed napełnieniem chłodziarki sprawdź tubę lasera. Szukaj wewnętrznych pęknięć. Jeśli podczas ostrożnego kołysania tubą usłyszysz brzęk szkła, odmów przyjęcia dostawy.
- Test szczelności: Podłącz wodę, uruchom pompę i odczekaj 30 minut. Sprawdź końce tuby i podłogę obudowy.
- 60-sekundowe czyszczenie: Wykonaj test konserwacyjny, który badałeś w kroku 1.
- Wyrównanie: Użyj papieru termicznego, aby sprawdzić ścieżkę wiązki w czterech rogach stołu.
Dzień 2: Walidacja (2 godziny)
- Test ramy: Wykonaj cięcie wektorowe na drewnie z prędkością 10 mm/s przy mocy 90%.
- Wynik: Krawędzie powinny być złocistobrązowe, a nie zwęglone na czarno. Cięcie powinno być pionowe, a nie ukośne.
- Test wytrzymałości: Uruchom maszynę na 3 godziny. Monitoruj temperaturę (utrzymuj poniżej 22°C/71°F). Jeśli się przegrzeje lub straci ostrość, musi zostać odesłana.
Ostateczne cięcie
Na początku tego przewodnika zapytaliśmy, czy budujesz warsztat, czy po prostu kupujesz narzędzie. Różnica nie leży w nazwie marki wybitej na obudowie; tkwi ona w przygotowaniu właściciela.
Stosując się do tego czterofazowego schematu, nie tylko dokonałeś zakupu lasera. Określiłeś potrzeby materiałowe, obliczyłeś wymagania dotyczące mocy, zapewniłeś protokoły bezpieczeństwa oraz przeprowadziłeś audyt ukrytych kosztów posiadania. Nie liczysz już na dobrą maszynę; zaprojektowałeś udany zakup.
Badania zostały zakończone. Lista kontrolna jest gotowa. Czas ciąć. A jeśli chciałbyś uzyskać pomoc w dopasowaniu swojego przepływu pracy do odpowiedniej technologii, nie wahaj się skontaktuj się z nami aby uzyskać dopasowaną poradę dotyczącą systemów laserowych.

VI. Najczęściej zadawane pytania (FAQ)
1. Czy plotery laserowe mogą ciąć metal?
Tak, niektóre wycinarki laserowe mogą ciąć metal, ale zależy to od rodzaju lasera i jego mocy. Lasery światłowodowe i wysokiej mocy lasery CO2 zazwyczaj są w stanie ciąć różne metale, w tym stal nierdzewną, aluminium i miedź. W przypadku grubszych arkuszy metalu lub bardziej złożonego cięcia zaleca się przemysłowe lasery światłowodowe, takie jak Jednostołowa wycinarka laserowa światłowodowa są zalecane.
2. Jakie materiały można ciąć laserem CO2?
Najczęściej spotykane materiały to drewno, akryl, skóra, tkanina, papier i niektóre tworzywa sztuczne. Jednak lasery CO2 nie nadają się do cięcia metali, chyba że mają bardzo dużą moc i są zaprojektowane specjalnie do takich zadań. Nie zaleca się również cięcia PVC ani innych materiałów, które podczas nagrzewania wydzielają toksyczne opary.
3. Jak precyzyjne są maszyny do cięcia laserowego?
Precyzja maszyn do cięcia laserowego jest jedną z ich kluczowych zalet. Wysokiej jakości przecinarki laserowe mogą osiągać niezwykle drobne detale z tolerancją sięgającą nawet 0,001 cala (0,025 mm). Dokładność zależy od takich czynników jak jakość wiązki laserowej, stabilność maszyny oraz precyzja systemu sterowania ruchem.















