چرا فهرستهای "۱۰ برتر" شما را ناامید کردند (و چگونه واقعاً انتخاب کنید)
احتمالاً هفته گذشته را صرف خیره شدن به جداول مقایسهای کردهاید که همه چیز را دربارهی حداکثر تئوریک یک دستگاه توضیح میدهند، اما هیچ چیز در مورد توانایی آن برای بازگشت سرمایه نمیگویند. فهرستهای "۱۰ برتر" شکست میخورند زیرا تجهیزات تولید صنعتی را مانند لوازم الکترونیکی مصرفی در نظر میگیرند و دستگاهها را بر اساس نسبت ویژگی به قیمت رتبهبندی میکنند نه نسبت قابلیت اطمینان به شیفت کاری. یک کارگاه به یک "برنده" عمومی که توسط یک بلاگر فناوری انتخاب شده نیاز ندارد؛ بلکه به دستگاهی نیاز دارد که با محدودیتهای خاص در زمینهی روند بودجه، خروجی روزانه و کیفیت پرداخت مواد همراستا باشد. به جای جستجو برای رتبهبندی، باید ماتریس نیازمندیها را ایجاد کنید که نیازهای تولید شما—به ویژه نوع و حجم مواد—را با قابلیتهای دستگاه تطبیق دهد.
برای مثال، اگر اولویت شما دقت بالا در برش فلز و پایداری طولانیمدت تولید است، میتوانید راهحلهای در سطح صنعتی مانند دستگاه برش لیزری فیبر با میز تکی طراحیشده برای جریان کاری روان و محیطهای حرفهای را بررسی کنید.
دام برگهی مشخصات: چرا واتمصرفی کماهمیتترین شاخص برای کارهای فوری است
اشتباهات رایج در اولویتبندی تجهیزات کارگاه
- اولویت دادن به واتمصرفی حداکثری در مقابل پایداری فرآیند، گرانترین اشتباهی است که صاحبان کارگاهها مرتکب میشوند.
- وات بالا بیمعنی است اگر دستگاه دچار عدمهمترازی گنتری شود یا نیاز به پسپردازش سنگین داشته باشد.
- واتمصرفی تنها توانایی ضخامت برش را تعیین میکند، نه سودآوری را.
- بهجای مشخصات توان لیزر، روی "عوامل پنهان توقف" تمرکز کنید.
- عوامل کلیدی توقف شامل تمیزی نازل و لنز، فواصل نگهداری سروو، و ثبات جریان هوای خنککننده هستند.
- برای عملیاتهایی که بر درآمد تمرکز دارند، شاخصهای عملکرد حیاتی شتاب و ثبات عرض برش (kerf width) هستند.
- یک دستگاه ۶۰ وات تنظیمشدهی خوب میتواند از یک مدل ۱۰۰ وات با کالیبراسیون ضعیف بهتر عمل کند.
- ماشینهای ناپایدار باعث هدر رفتن مواد و زمان میشوند و در نتیجه وات بیشتر را بیاثر میکنند.
اگر پایداری و دقت مداوم برای عملیات شما حیاتی است، بررسی سیستمهای حرفهای مانند دستگاه برش لیزری فیبر دوکاره با پوشش میتواند به اطمینان از یکنواختی برش در شیفتهای تولید طولانیتر کمک کند.
واقعیت "زمان تا اولین برش": تمایز اسباببازیهای سرگرمی از دستگاههای درآمدزا
نسخهی بهینهشده
"زمان تا اولین برش" (TTFC) اندازهگیری میکند که از لحظهی باز کردن جعبهی دستگاه تا تولید اولین قطعهی قابلاستفاده چقدر طول میکشد. مدلهای سرگرمی معمولاً بر این شاخص تأکید دارند، با استفاده از نرمافزارهای اختصاصی و سادهشده که کاربران را قادر میسازد ظرف یک ساعت شروع به برش کنند. در حالیکه این دسترسی مانع ورود را کاهش میدهد، رشد بلندمدت را نیز محدود میکند. این سیستمهای “وصل کن و استفاده کن” معمولاً فاقد یکپارچگی و اتوماسیون لازم برای گردش کار حرفهای CAD به CAM هستند و نیاز به تنظیمات دستی برای هر پروژه دارند.
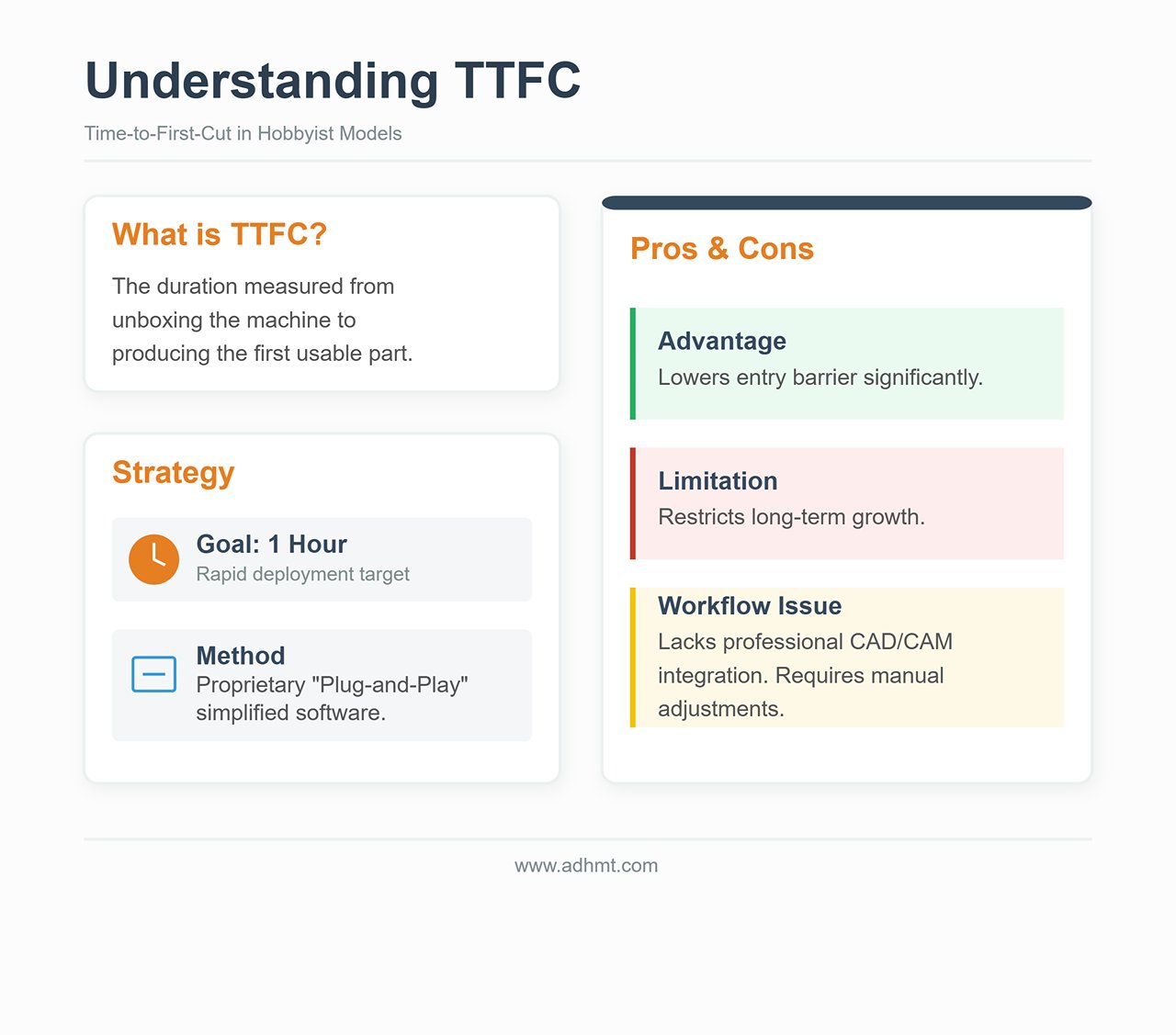
در مقابل، یک دستگاه واقعاً درآمدزا نه با TTFC خود، بلکه با میزان یکپارچگی بدون وقفه با فرآیندهای تولید موجود تعریف میشود. واحدهای صنعتی ممکن است نیازمند تنظیم اولیهی طولانیتری باشند—مانند رعایت الزامات تهویه، نصب چیلر و قفلهای ایمنی—اما پس از پیکربندی، "زمان تا دومین برش" تقریباً به صفر میرسد. این کارایی به سازگاری نرمافزاری بستگی دارد که از پردازش دستهای، دقت تکرارپذیر و حداقل نیاز به تنظیم مجدد پشتیبانی میکند.
یک دستگاه با TTFC پایین اما با سختی ناکافی یا معماری نرمافزاری ضعیف برای نمونهسازی مناسب است، نه تولید. بازگشت سرمایه پایدار از طریق توان خروجی، یکنواختی و کنترل تلورانس حاصل میشود—عواملی که مدتها پس از مرحله خارج کردن از جعبه پابرجا هستند.
برای کسانی که در حال بهینهسازی جریانهای کاری حرفهای هستند، بررسی مشخصات فنی یا فایلهای قابل دانلود بروشورهای ما به تجسم پیکربندی و ادغام دستگاه مورد نیاز برای خروجی با حجم بالاتر کمک میکند.
مرحله ۱: فیلترهای سخت (رد کردن 90% از ماشینآلات در همین حالا)
بیشتر خریداران جستجوی خود را با بررسی توان لیزر و برچسب قیمت آغاز میکنند. این سریعترین راه برای خرید دستگاهی است که به یک وزنهکاغذ گرانقیمت تبدیل میشود. حیاتیترین عوامل در انتخاب دستگاه برش لیزری هیچ ارتباطی با مشخصات فنی دستگاه ندارند و کاملاً به محدودیتهای فیزیکی فضای کاری شما مربوطند.
پیش از بررسی هر برندی، باید مجموعهای از "فیلترهای سخت" را اعمال کنید. اینها محدودیتهای باینری هستند: اگر دستگاهی با این معیارها منطبق نباشد، گزینهی مناسبی نیست بلکه یک ریسک است. با اعمال این فیلترها، 90% از بازار حذف خواهد شد و تنها دستگاههایی باقی میمانند که واقعاً میتوانند در محیط خاص شما کار کنند.
وتوی تهویه: نداشتن مسیر تهویه به بیرون یعنی عدم استفاده از CO2 (در این صورت چه گزینههایی باقی میمانند)
اولین فیلتر مربوط به جوّ است. برش لیزری فرآیندی حرارتی است که ماده را تبخیر میکند. هنگامی که چوب، آکریلیک یا چرم را برش میدهید، فقط گرد و غبار تولید نمیکنید؛ بلکه ترکیبات آلی فرّار (VOCs)، مونوکسید کربن و انواع مواد سرطانزا تولید میشوند. اگر PVC را برش دهید (که نباید انجام شود)، گاز اسید هیدروکلریک تولید میکنید که در عرض چند هفته ریههای شما را تخریب کرده و قطعات الکترونیکی دستگاه را میخورد.
قانون سخت: اگر نمیتوانید یک مجرای ۴ اینچ یا ۶ اینچ از دستگاه تا بیرون بکشید، نمیتوانید از لیزر CO2 برای تولید استفاده کنید.
بسیاری از تولیدکنندگان "استخراجکننده دود" یا واحدهای فیلتراسیون بازگرداننده هوا را برای فضاهای بدون پنجره به عنوان راهحل موقت میفروشند. برای یک علاقهمند سرگرمی که هر از گاهی یک زیرلیوانی حکاکی میکند، اینها کافی هستند. اما برای کارگاهی که تولید انجام میدهد، اینها دام مالی محسوب میشوند.
- مشکل اشباع: برش آکریلیک و چوب فیلترهای HEPA و کربن فعال را به سرعت پر میکند. در محیط تولید، ممکن است مجبور شوید کارتریجهای فیلتر گرانقیمت را بهصورت هفتگی تعویض کنید تا کیفیت هوای ایمن حفظ شود. این کار هزاران دلار به هزینههای سالانه شما اضافه میکند.
- فیزیک جریان: واحدهای بازگرداننده به ندرت میزان جریان هوای مورد نیاز بر حسب فوت مکعب در دقیقه (CFM) را برای تمیز نگه داشتن اپتیک تأمین میکنند. بدون فشار منفی قوی و تهویه بیرونی، دود در بدنه باقی میماند و روی آینهها و لنزها تهنشین میشود. این کار کیفیت پرتو را کاهش داده، توان برش را کم میکند و باعث ترک خوردن اپتیکهای گرانقیمت میشود.
اگر مسیر تهویه به بیرون ندارید، تنها گزینههای عملی شما لیزرهای دیودی کمقدرت یا لیزرهای فیبر مخصوص مارکزنی فلز هستند، مانند دستگاه برش لیزری فیبر با میز تکی, که به شما کمک میکنند ایمنی هوا و کیفیت جریان قابل اعتماد را حفظ کنید.
شگفتی الکتریکی: چرا پریز ۱۱۰ ولت شما ممکن است سرعت تولیدتان را نابود کند
فیلتر دوم، ظرفیت الکتریکی است. در آمریکای شمالی، پریزهای استاندارد خانگی ۱۱۰V/15A حداکثر ۱۸۰۰ وات توان تئوریک فراهم میکنند. با این حال، مقررات ایمنی و کدهای برق محدودیت بار پیوسته را 80%، یعنی حدود ۱۴۴۰ وات، تعیین میکنند.
خریداران تازهکار اغلب به رتبهبندی لیزر نگاه میکنند—مثلاً لیزر "۱۰۰W"—و تصور میکنند که به راحتی در این حد مجاز جای میگیرد. این سوءتفاهمی در مورد مصرف انرژی در مقایسه با توان خروجی است. دستگاه برش لیزری یک سیستم است، نه یک جزء منفرد.
- بار کل: شما فقط منبع لیزر را تغذیه نمیکنید. شما موتورهای پلهای، کنترلر، خنککننده آبی (ضروری برای تیوبهای شیشهای)، پمپ هوای کمکی و فن تخلیه را نیز تغذیه میکنید.
- افت ولتاژ: وقتی کمپرسور چیلر هنگام شلیک لیزر در توان بالا روشن میشود، جریان ناگهانی میتواند باعث افت ولتاژ موقتی در یک مدار مشترک ۱۱۰ ولتی شود.
اگر کارگاه شما فقط دارای پریزهای استاندارد ۱۱۰ ولت خانگی است و نمیتوانید مدار اختصاصی نصب کنید، محدودیت شدیدی خواهید داشت. استفاده از دستگاهی با توان بالا در مدار مشترک باعث "کاهش ولتاژ" میشود که در آن قدرت لیزر نوسان میکند و نتیجه آن برشهایی است که کامل انجام نمیشوند یا عمق حکاکی نامنظم دارند.
قانون سخت: اگر نمیتوانید مدار ۲۰ آمپر اختصاصی یا خط ۲۲۰ ولت نصب کنید، باید از پلتفرمهای صنعتی پرقدرت CO2 و لیزرهای فیبر با فرمت بزرگ صرفنظر کنید. شما محدود به دستگاههای رومیزی یا مدلهای ابتدایی ایستاده هستید که چیلر و تخلیه در آنها یکپارچه یا کممصرفاند.

دام اندازه بستر: چرا "بزرگتر" اغلب به معنی "کندتر" و "کمدقیقتر" است"
منطق بازاریابی نشان میدهد که تخت ۴۸" در ۳۶" ذاتاً بهتر از تخت ۲۴" در ۱۲" است، زیرا "پتانسیل بیشتری" دارد. اما در کارگاه، پتانسیل بیاهمیت است؛ بازده واقعی اهمیت دارد.
تختهای بزرگتر نیاز به دروازههای حرکتی بزرگتر (پل حرکتی که هد لیزر را جابجا میکند) دارند. دروازههای بزرگ سنگینتر هستند.
- اینرسی در برابر جزئیات: دروازه سنگین به نیروی بیشتری برای شتاب دادن و توقف نیاز دارد. اگر در حال حکاکی متن ریز یا تصاویر دقیق هستید، دستگاه باید هزاران بار در دقیقه جهت خود را تغییر دهد. دستگاه بزرگ و سنگین در انجام سریع این کار بدون لرزش مشکل دارد؛ پدیدهای که به "رنینگ" یا "لرزش" معروف است و در کار شما به صورت خطوط موجدار ظاهر میشود.
- جریمه سرعت: برای حفظ دقت با دروازه سنگین، دستگاه معمولاً باید با سرعت کمتری کار کند. یک دستگاه کوچکتر با دروازه سبکتر اغلب میتواند دستهای از اجسام را تا ۳۰٪ سریعتر از دستگاه بزرگتر حکاکی کند، زیرا میتواند سریعتر بین برشها شتاب بگیرد.
قانون سخت: اندازه بستر را به خاطر پروژههای "روزی روزگاری" نخرید. اگر ۹۵٪ کار شما در ورق ۱۲×۲۰ اینچ جا میشود، دستگاه ۴×۸ فوتی در واقع به ضرر تجارت شماست. فضای کف بیشتری اشغال میکند، برق بیشتری مصرف میکند و احتمالاً حکاکیهایی با کیفیت پایینتر و سرعت کمتر تولید خواهد کرد. فقط زمانی بستر بزرگ بخرید که منبع اصلی درآمد شما از برش ورقهای کامل مواد باشد.
واقعیت مواد: چرا درخواست مشتری منبع لیزر شما را تعیین میکند (CO2 در مقابل فیبر در مقابل دیود)
در نهایت، نمیتوانید منبع لیزر را بر اساس بودجه انتخاب کنید؛ باید آن را بر اساس فیزیک انتخاب کنید. طولموج پرتو لیزر تعیین میکند که با چه موادی تعامل دارد. هیچ میزان توان نمیتواند جایگزین طولموج نادرست شود.
- لیزرهای CO2 (۱۰٬۶۰۰ نانومتر): اسب کاری برای سازندگان. این طولموج بهطور کامل توسط مواد آلی جذب میشود.
- ضروری برای: چوب، آکریلیک (شفاف و رنگی)، چرم، کاغذ، شیشه (فقط حکاکی).
- فیلتر سخت: اگر مشتریان شما به تندیسهای پلکسی شفاف یا مدلهای معماری نیاز دارند، شما باید باید یک لیزر CO2 بخرید. لیزر فیبر یا دیود از پلکسی شفاف عبور میکند بدون اینکه اثری بر روی آن بگذارد.
- لیزرهای فیبر (1,064 نانومتر): استاندارد صنعتی برای فلز.
- ضروری برای: فولاد ضدزنگ، آلومینیوم، برنج، مس، تیتانیوم.
- فیلتر سخت: اگر مدل کسبوکار شما متکی بر برش قطعات فلزی است، لیزر CO2 ابزار اشتباهی است. در حالی که لیزرهای CO2 با توان بالا (150 وات به بالا) میتوانید میتوانند فلز نازک را با کمک اکسیژن برش دهند، کیفیت لبه و سرعت آنها حتی در مقایسه با لیزرهای فیبر سطح ابتدایی نیز پایینتر است. اگر نیاز دارید پلاستیک شفاف یا چوب را حکاکی کنید، لیزر فیبر بیفایده است؛ چوب را بیرویه میسوزاند یا قادر به ایجاد علامت بر روی پلاستیک نخواهد بود.
- لیزرهای دیود (450 نانومتر): طیف نور آبی قابل مشاهده.
- ضروری برای: محدودیت بودجه و قابلیت حمل بالا.
- فیلتر سخت: لیزرهای دیود جذب ضعیفی در پلکسی شفاف دارند (نور آبی از آن عبور میکند) و برای برش موادی ضخیمتر از 3 میلیمتر تخته سهلا بسیار کند هستند. اگر کسبوکار شما به سرعت یا برش مواد ضخیم وابسته است، بلافاصله لیزرهای دیود را حذف کنید.

قبل از رفتن به بخش بعدی و بررسی دستگاههای پیشنهادی خاص، سه مادهی اصلی کار خود را یادداشت کنید. اگر فلز هستند، به دنبال لیزر فیبر بروید. اگر پلکسی شفاف و چوب هستند، به دنبال لیزر CO2 باشید. هیچ دستگاه ترکیبیای وجود ندارد که هر دو را بهطور کامل انجام دهد، مگر اینکه بهاندازهی یک خانه کوچک قیمت داشته باشد.
مرحله ۲: نرمافزار تعیینکننده
بیشتر خریداران آنقدر بر وات لوله و اندازهی میز تمرکز میکنند که نرمافزار کنترل را بهعنوان نکتهای جانبی میدانند—وسیلهای صرفاً اضافه در جعبه. این گرانترین اشتباهی است که میتوانید مرتکب شوید. در یک کارگاه حرفهای، سختافزار تنها بهاندازهی نرمافزار هدایتکنندهاش توانمند است. یک لیزر CO2 با توان 150 وات و پشته نرمافزاری بسته و دستوپاگیر، یک ابزار نیست؛ یک گلوگاه است.
پیش از تعهد به خرید دستگاه، باید اکوسیستم دیجیتالی را که آن به شما تحمیل میکند، بررسی کنید. اگر جریان کاری نرمافزار معیوب باشد، سرعت دستگاه بیاهمیت است.
چرا "سازگاری با LightBurn" برای کار حرفهای غیرقابلچشمپوشی است
در صنعت لیزر، LightBurn از یک ابزار شخص ثالث به سیستمعامل عملیاتی استاندارد برای ساخت حرفهای تبدیل شده است. این نرمافزار بهعنوان نرمافزار CAM (تولید به کمک رایانه) عمل میکند—جایی که سرعت، توان و مسیرها را تنظیم میکنید—و همچنین واسط کنترل دستگاه است.
برای یک کارگاه، "سازگاری با LightBurn" یک ترجیح نیست؛ بلکه یک دارایی استراتژیک به سه دلیل:
- قابلیت جابهجایی نیروی کار: LightBurn رابط کاربری را در میان سختافزارهای گوناگون یکپارچه میکند. این نرمافزار از کنترلرهای Ruida، Trocen، TopWisdom و GRBL پشتیبانی میکند. اگر اپراتوری را برای کار با یک لیزر دیودی عمومی آموزش دهید، میتواند بدون نیاز به یادگیری مجدد فرآیند کار، مهارتهای خود را به یک دستگاه صنعتی CO2 تخت یا نشانگر فیبر گالوو منتقل کند. اگر دستگاهی خریداری کنید که به نرمافزار اختصاصی قفل شده باشد، با هر نیروی جدید، هزینه آموزشی خود را افزایش دادهاید.
- رویههای استاندارد (SOPs) استاندارد: قابلیت مقیاسپذیری نیازمند رویههای عملیاتی استاندارد است. وقتی کل ناوگان شما روی یک پلتفرم مشترک کار میکند، میتوانید یک کتابخانه مواد یکپارچه بسازید. شما میتوانید تنظیمات خاص برش برای "تختهسهلای توس ۳میلیمتری" یا "آلومینیوم اندایز شده" را ذخیره کرده و آنها را در هر دستگاهی در کارگاه به کار بگیرید. نرمافزار اختصاصی شما را مجبور میکند کتابخانههای جداگانهای نگهداری کنید که خطر خطای اپراتور و هدررفت مواد را افزایش میدهد.
- "عامل اتوبوس" (Bus Factor): اگر تولیدکننده یک دستگاه با اکوسیستم بسته ورشکسته شود، بهروزرسانی نرمافزاری را متوقف کند، یا مدل قیمتگذاری خود را تغییر دهد، سختافزار شما یک شبه منسوخ میشود. دستگاهی که از کنترلر استاندارد (مثل Ruida 6442) همراه با LightBurn استفاده میکند، در برابر آینده مقاوم است. سختافزار مستقل از وضعیت مالی سازنده خواهد بود.

اگر تولیدکننده دستگاهی از LightBurn پشتیبانی نکند، در واقع از شما میخواهد که خط تولید خود را به تیم توسعه نرمافزار داخلی آنها بسپارید. برای کار حرفهای، این ریسکی است که به ندرت باید بپذیرید.
هزینه پنهان اکوسیستمهای اختصاصی: نیاز به اینترنت و محدودیتهای فایل
شرکتهای سازنده لیزر خانگی اغلب نرمافزار اختصاصی خود را به عنوان "کاربرپسند" تبلیغ میکنند، اما این سادگی معمولاً ساختاری "باغ محصور" را پنهان میکند که برای درآمدزایی از نحوه استفاده شما طراحی شده است.
خطرناکترین ویژگی این اکوسیستمها وابستگی به فضای ابری. است. برخی دستگاهها برای پردازش فایلهای طراحی به اتصال فعال اینترنت نیاز دارند. نرمافزار دادههای وکتور شما را به سرور سازنده آپلود میکند، کد G را بهصورت آنلاین تولید کرده و آن را به دستگاه بازمیگرداند. در محیط سرگرمی، این فقط مزاحمت ایجاد میکند. اما در محیط تولیدی، این یک ریسک است. اگر ارائهدهنده اینترنت شما دچار قطعی شود، تولید شما متوقف میگردد. اگر سرورهای سازنده دچار اختلال شوند، شما ضربالاجلهای خود را از دست میدهید.
علاوه بر این، اکوسیستمهای اختصاصی معمولاً محدودیتهای ساختگی در مدیریت فایل اعمال میکنند. ممکن است با موارد زیر روبهرو شوید:
| مشکل | توضیح |
|---|---|
| قفل شدن فایل (File Lock-in) | ناتوانی در خروجی گرفتن از فایلهای پروژه در قالبهای استاندارد (DXF، SVG) که دارایی فکری شما را در سیستم آنها به دام میاندازد. |
| دیواره پرداخت اشتراکی (Subscription Paywalls) | ویژگیهای پایه بهرهوری—مانند چیدمان خودکار قطعات روی ورق (برای صرفهجویی در ماده) یا ردیابی وکتور—ممکن است پشت اشتراک ماهانه "ویژه" قفل شده باشند. |
| خطرات حریم خصوصی | برای کارگاههایی که نمونههای حساس یا مالکیت فکری مشتریان را پردازش میکنند، آپلود طرحها روی فضای ابری شخص ثالث برای پردازش، نقض پروتکلهای استاندارد توافقنامه عدم افشا (NDA) محسوب میشود. |
تجهیزات حرفهای باید به صورت محلی اجرا شوند. شما باید بتوانید یک کابل USB (یا درایو USB) به دستگاه وصل کرده و بدون توجه به وضعیت Wi-Fi خود، عملیات برش را انجام دهید.
کارایی جریان کار: آیا میتوانید فایلهای CAD یا Illustrator را بدون دردسر وارد کنید؟
کارایی از طریق زمانی که بین تمام شدن طراحی و فشردن دکمه "Start" روی دستگاه لیزر سپری میشود اندازهگیری میگردد. این فاصله زمانی توسط سازگاری فایل تعیین میشود.
احتمالاً تیم طراحی شما در نرمافزارهایی مانند Adobe Illustrator، AutoCAD، SolidWorks یا Rhino کار میکند. نرمافزار دستگاه لیزر باید بتواند بدون نیاز به یک نرمافزار "مترجم" سوم، فاصله میان این ابزارهای طراحی و کنترلکننده حرکت دستگاه را پر کند.
یک جریان کاری حرفهای مستلزم آن است که قابلیت وارد کردن مستقیم. وجود داشته باشد. شما باید بتوانید فایلهای AI، PDF، DXF یا SVG را مستقیماً در نرمافزار کنترل وارد کرده و اطمینان حاصل کنید که بردارها بهدرستی تفسیر میشوند.
- نقشهبرداری لایهها: نرمافزار باید بهصورت خودکار رنگهای فایل طراحی شما را به پارامترهای برش نگاشت کند (به عنوان مثال: خطوط قرمز = برش، خطوط آبی = حکاکی).
- ویرایش بومی: تغییرات کوچک — بستن یک شکل باز، ادغام متن، یا جبران مسیر بهخاطر ضخامت تیغه (کرِف) — باید درون نرمافزار لیزر انجام شود. اگر لازم باشد برای جابجا کردن یک سوراخ بهاندازه ۲ میلیمتر به سمت چپ دوباره به Illustrator برگردید، در واقع زمان ارزشمند کاری خود را از دست میدهید.
اگر دستگاه شما را مجبور کند فایلهای برداریتان را به یک فرمت شطرنجی اختصاصی تبدیل کنید یا هر بار هنگام بهروزرسانی طراحی، از یک جادوگر واردسازی پیچیده عبور کنید، در آزمون بهرهوری مردود میشود. هدف ایجاد خط لولهای بینقص است: طراحی → واردسازی → برش. هر چیز دیگری یعنی اصطکاک در روند کار.
1.jpg)
مرحله ۳: سناریوها (یافتن وضعیت خاص خودتان)
اکثر راهنماهای خرید شکست میخورند چون یک علاقهمند در یک آپارتمان و یک سازنده تابلو در یک انبار را به عنوان یک مشتری واحد در نظر میگیرند. در حالی که این دو یکسان نیستند. دستگاهی که برای یکی عالی است، میتواند برای دیگری دردسرساز باشد.
پس از تعیین "فیلترهای سخت" فنی در بخش قبلی، اکنون آنها را روی سه سناریوی متداول کاربران اعمال میکنیم. موقعیت خود را در زیر پیدا کنید تا ببینید کدام دستگاهها از این فیلتر عبور میکنند.
سناریو A: دستگاههای رومیزی برای "کسبوکار جانبی" (فضای محدود، سهولت استفاده بالا)
این سناریو زمانی برای شما مناسب است که در اتاق اضافه یا استودیوی کوچکی کار میکنید، گزینههای تهویه محدودی دارید، و سرعت شروع کار ("time-to-print") برای شما نسبت به قدرت خام اهمیت بیشتری دارد. شما به دستگاهی نیاز دارید که شبیه چاپگر باشد، نه شبیه یک آزمایش علمی.
رقبای "وصل کن و کار کن": Glowforge در مقابل xTool P2 در مقابل Gweike Cloud
ترمز انگشتی Glowforge Pro سالهاست که این دستهبندی را تعریف کرده است. رویکرد "باغ محصور" آن مشابه اکوسیستم اپل است: استفاده از آن بسیار آسان است، تراز دوربین فوقالعادهای دارد، و سیستم مواد Proofgrade نیاز به محاسبه تنظیمات توان را از بین میبرد. با این حال، برای عملکرد به اتصال فعال اینترنت نیاز دارد. اگر اتصال WiFi شما قطع شود، تولید شما متوقف میگردد.
ترمز انگشتی xTool P2 بهعنوان رقیب اصلی ظهور کرده است. این دستگاه از نظر سهولت استفاده (موقعیتدهی دوربین، فوکوس خودکار) با Glowforge برابری میکند اما مفهوم "باغ محصور" را از میان برمیدارد. از نرمافزار LightBurn پشتیبانی میکند، امکان کار آفلاین را فراهم میآورد و دارای پایه بالابر برای حکاکی اجسام بلندتر است — چیزی که Glowforge در آن ضعف دارد.
ترمز انگشتی Gweike Cloud رقیب مقرونبهصرفه است. این دستگاه توان مشابه ۵۰ وات CO2 را در قالبی رومیزی با هزینهای بهمراتب کمتر ارائه میدهد. سختافزار آن محکم و باکیفیت است، اما تجربه نرمافزاری آن به اندازه رقبایش صیقلخورده نیست.
تبادل: پرداخت برای راحتی در برابر قابلیت تعمیر
هزینه پنهان دستگاههای رومیزی، تعمیرپذیری آنهاست. برای زیباتر و ایمنتر کردن این دستگاهها، سازندگان اجزای داخلی را درون بدنهای بسته قرار میدهند.
اگر لوله لیزر در Glowforge خراب شود، معمولاً نمیتوانید خودتان آن را تعویض کنید؛ اغلب باید کل دستگاه برای سرویس به کارخانه سازنده فرستاده شود. این کار ممکن است به معنای هفتهها از کار افتادگی باشد. دستگاههای xTool P2 و Gweike Cloud راهحلی میانی ارائه میدهند و به کاربران اجازه تعویض لولهها و آینهها را میدهند، هرچند این فرآیند نسبتبه دستگاههای صنعتی بزرگتر، فشردهتر و دشوارتر است. شما برای داشتن دستگاهی با ابعاد کوچک هزینه بیشتری میپردازید؛ اطمینان حاصل کنید مدل کسبوکار شما توان تحمل زمان از کار افتادگی یا هزینه قطعات جایگزین اختصاصی را دارد.
سناریو ب: "اسبهای کاری تولید در گاراژ" (حداکثر توان، هزینه کمتر)
این سناریو برای سازندهای است که فضای گاراژ اختصاصی، خروجی هوا مانند لوله خشککن و تمایل به کار فنی دارد. شما به دنبال حداکثر توان لیزر در برابر هر دلار و بستری بزرگ برای برش (۲۰"x۲۸" یا بزرگتر) هستید.
رویکرد OMTech و Monport: قابلیت بالا، نگهداری زیاد
برندهایی مانند OMTech و Monport لیزرهای صنعتی "چاینا بلو/رد" را وارد کرده و آنها را با قیمتهای رقابتی عرضه میکنند. یک دستگاه ۸۰ واتی OMTech اغلب از یک Glowforge ۴۵ واتی ارزانتر است. این دستگاهها قدرتمندند. آنها از کنترلرهای استاندارد صنعتی Ruida (کاملاً سازگار با LightBurn)، قطعات استاندارد موجود در آمازون، و درهای عبور برای ورقهای بزرگ برخوردارند.
با این حال، کنترل کیفیت متغیر است. شما برای یک تجربه کاربری صیقلخورده هزینه نمیکنید؛ بلکه برای آهن و شیشه خام پول میپردازید.
"مالیات فنیکار": ارزیابی توانایی شما در تنظیم آینهها و تعویض کنترلرها
"مالیات فنیکار" مدت زمانی است که صرف کالیبره کردن دستگاه خواهید کرد. برخلاف دستگاههای رومیزی، این مدلها اغلب بهدلیل جابجایی بهصورت تنظیمنشده ارسال میشوند. باید با باز و بسته کردن مهرههای قفل، شلیک پالسهای آزمایشی و تنظیم مسیر پرتو راحت باشید.
اگر از الکترونیک ولتاژ بالا یا تنظیم مکانیکی میترسید،, این دستگاهها را نخرید. اگر با آچار و مولتیمتر راحت هستید، این دستگاهها بالاترین بازده سرمایهگذاری (ROI) را در صنعت ارائه میدهند.
بهروزرسانیهای اجباری: خنککنندهها و دمندههای هوا که باید فوراً برای آنها بودجه در نظر بگیرید
"قیمت برچسبی" این دستگاهها فریبنده است. پمپ آب موجود معمولاً یک پمپ ساده آکواریومی است که در طول برش طولانی نمیتواند یک لوله ۸۰ واتی را خنک نگه دارد و باعث داغ شدن و کاهش عمر لوله میشود. سیستم دمنده هوای موجود معمولاً یک فن ضعیف است که قادر به پاکسازی دود نیست و منجر به لبههای سوخته میشود.
برای آمادهسازی تولید دستگاه OMTech یا Monport، باید فوراً بودجهای اضافی حدود $800–$1,000 برای موارد زیر در نظر بگیرید:
- یک چیلر فعال CW-5200 (خنککنندگی با سیستم یخچالدار).
- یک کمپرسور هوای واقعی (برای برشهای تمیز).
- یک فن تخلیه ارتقاءیافته خطی.

سناریو C: کارگاه حرفهای (سرعت، قابلیت اطمینان، و پشتیبانی ایالات متحده)
این سناریو برای کسبوکارهایی است که لیزر منبع اصلی درآمد آنهاست. اگر دستگاه از کار بیفتد، شما ضرر میکنید. به سرعت، دقت و شماره تلفنی برای تماس هنگام خرابیها نیاز دارید.
ارتقاء به Thunder Laser، Aeon و Boss: آن $4k اضافه چه چیزی برایتان به ارمغان میآورد
حرکت از دستگاه OMTech به Thunder Laser Nova, Aeon Mira, ، یا Boss Laser افزایش قیمتی قابل توجه دارد، معمولاً بین $4,000 تا $6,000 بیشتر برای توان مشابه.
شما پول بیشتری برای قدرت بیشتر پرداخت نمیکنید؛ بلکه پرداخت میکنید برای موتور سروو (به جای موتورهای استپر)،, ریلهای خطی, ، و لولههای فلزی RF (فرکانس رادیویی) (در پیکربندیهای سطح بالاتر). این قطعات دوام بیشتری دارند و در عملکرد 24/7 دقت کالیبراسیون خود را بهتر حفظ میکنند. کیفیت ساخت بالاتر است، سیمکشی تمیزتر و قفلهای ایمنی از نوع صنعتی هستند.
عامل سرعت: چرا عملکرد شطرنجی (Raster) از قدرت برش اهمیت بیشتری دارد
تازهکاران بر توان برش (وات) تمرکز میکنند؛ حرفهایها بر سرعت رستر (اینچ در ثانیه) تمرکز دارند.
اگر کسبوکار شما شامل حکاکی روی تامبلرها، تکههای چرمی، یا زیرلیوانیهای سنگی است، هد لیزر باید هزاران بار به جلو و عقب حرکت کند. یک موتور پلهای ارزان ممکن است در سرعت 500 میلیمتر بر ثانیه به سقف عملکرد برسد و خطوط "لرزان" ایجاد کند. لیزرهایی مانند Thunder یا Aeon با سرووهای هیبریدی میتوانند با دقتی تیغمانند در سرعتهای بیش از 1000 میلیمتر بر ثانیه کار کنند. این عملاً خروجی روزانه شما را دو برابر میکند. در یک کارگاه تولیدی، سرعت تنها معیار مهم است.
پشتیبانی محلی: بیمهای که از تأخیر سههفتهای در دریافت قطعات جلوگیری میکند
بزرگترین تفاوت در سناریو C پشتیبانی مستقر در ایالات متحده است.
اگر برد کنترل در یک دستگاه وارداتی عمومی خراب شود، معمولاً باید در انجمنها جستجو کنید یا با کارخانهای در چین ایمیل ردوبدل کنید و هفتهها برای جایگزین منتظر بمانید. شرکتهایی مانند Thunder، Aeon و Boss انبارهای قطعات در آمریکا دارند و تکنسینهای انگلیسیزبان استخدام کردهاند که از طریق تماس تصویری مشکل را عیبیابی میکنند.
برای یک علاقهمند، سه هفته انتظار برای یک قطعه آزاردهنده است. برای یک کارگاه حرفهای، این میتواند پایان کسبوکار باشد. آن هزینهی اضافی $4,000 در واقع بیمهنامهای است در برابر سکوت.
مرحله ۴: بررسی نهایی واقعیت پیش از سفارش
فهرست کوتاه خود را آماده کردهاید. بودجهتان را مشخص کردهاید. روی دکمه "افزودن به سبد خرید" مکث کردهاید. توقف کنید.
میان دستگاهی که در نمایشگاه فایلهای نمایشی را برش میدهد و دستگاهی که پنج سال یک کسبوکار را پایدار نگه میدارد تفاوت وجود دارد. آن تفاوت بهندرت در برگه مشخصات فنی دیده میشود؛ بلکه در اصطکاک کار روزانه آشکار است. پیش از تخصیص سرمایه، باید دستگاه انتخابی خود را از سه فیلتر نهایی عبور دهید. اینها محافظهای خطا هستند که یک دارایی سودآور را از یک شیء سنگین و گرانقیمت تبدیلشده به تزئین گاراژ جدا میکنند.
دسترسی برای نگهداری: بررسی ۶۰ ثانیهای که از یک هفته از دست رفتۀ کار جلوگیری میکند
نگهداری لیزر کاری "برای یک روز" نیست؛ بلکه الزام هفتگی است. چسبهای تبخیرشده و رزین چوب به میزان ۱ تا ۲ گرم در هفته روی اپتیکها جمع میشوند. اگر تمیز کردن آینههای شما نیاز به ۳۰ دقیقه باز و بست دارد، آن را انجام نخواهید داد. هنگامی که این کار را انجام ندهید، رزین روی پوشش لنز سوخته و باعث افت توان 30% و در نهایت ترک خوردن عدسی میشود.
آزمون: با فروشنده خود تماس بگیرید یا ویدیوی کاربری را بررسی کنید. آیا میتوانید آینه ۱، آینه ۲ و لنز فوکوس را در کمتر از ۶۰ ثانیه در مجموع?
دسترسی، خارجسازی، پاک کردن و جایگزینی کنید؟.
- اگر پاسخ منفی است، کنار بگذارید. آینه ۱ (انتهای تیوب):.
- به در جانبی نیاز دارید. باید بتوانید حلقه را بچرخانید و آینه را در کمتر از ۱۵ ثانیه بیرون بکشید. (OMTech و Gweike معمولاً از این آزمون سربلند بیرون میآیند؛ Glowforge اغلب در این زمینه شکست میخورد چون اپتیک را پشت پنلها دفن کرده است). آینه ۲ (گنتری):.
- به دنبال درپوش بالابزننده باشید. باید بتوانید آن را با گوشپاککن تمیز کنید بدون اینکه پایه را جدا کنید. اگر مجبورید برای دیدنش کانال تهویه را باز کنید (که در طراحیهای قدیمی Monport رایج است)، هر جمعه مالیات نگهداری پرداخت میکنید. این منطقهی بحرانی است. باید بتوانید تخت را پایین بیاورید، حلقهی نازل را جدا کنید و در کمتر از ۲۰ ثانیه، لنز را در دست خود بگیرید. نکته حرفهای: هنگام مونتاژ مجدد، اطمینان حاصل کنید که لنز بهصورت "شکم به بالا" (سمت محدب رو به بالا) قرار گیرد. اگر دستگاه برای دسترسی به لنز به آچار آلن نیاز داشته باشد، در آزمون مردود میشود.

ماتریس تصمیمگیری "خوب بخر یا دوبار بخر"
یک دستگاه $3,000 هرگز فقط $3,000 نیست. این مبلغ، پیشپرداختی برای تعمیرات آینده است. برعکس، یک دستگاه $8,000 اغلب در بازهی ۵ ساله هزینهی کمتری دارد. این ماتریس «هزینهی کل مالکیت» (TCO) پنهان در پشت برچسب قیمت را آشکار میکند.
تشخیص دهید کدام ستون با گزینهی انتخابی شما مطابقت دارد:
| بُعد | ساخت بودجهای (سناریوی B) | اسب کار حرفهای (سناریوی C) |
|---|---|---|
| هزینه اولیه | $2,000 - $4,000 | $6,000 - $10,000 |
| عمر تیوب | ۱ تا ۲ هزار ساعت (CO2 شیشهای) | بیش از ۱۰ هزار ساعت (فلزی RF / شیشهای سطح بالا) |
| زمان ازکارافتادگی تخمینی در سال | ۱۵ روز (انتظار برای قطعات) | ۲ روز (پشتیبانی محلی / کنترل کیفیت بهتر) |
| نگهداری هفتگی | ۲ ساعت (تراز دستی) | ۳۰ دقیقه (اپتیک مهر و مومشده / ریلهای بهتر) |
| هزینهی جایگزینی (سال چهارم) | $1,000+ (تیوب جدید + منبع تغذیه) | $0 (منبع با عمر طولانی) |
| ارزش فروش مجدد | ۴۰۱TP3T از قیمت اصلی | ۷۰۱TP3T از قیمت اصلی |
| هزینه کل مالکیت (TCO) پنجساله | ۱TP4T۱۹,۰۰۰+ (شامل ساعات کاری قابلصورتحساب از دسترفته) | ۱TP4T۷,۰۰۰ (مصرفیهای پایین) |
اگر شما یک کارگاه تفریحی اداره میکنید، مدل بودجهای قابلقبول است — زمان شما رایگان است. اما اگر کسبوکار دارید، زمان ازکارافتادگی یک دستگاه "ارزان" در ۱۸ ماه اول، هزینهای بیش از اختلاف قیمت با مدل "گران" برایتان خواهد داشت.
چکلیست: آماده باشید تا ظرف ۴۸ ساعت پس از تحویل برش را آغاز کنید
خطرناکترین زمان برای مالک دستگاه لیزر، هفته اول است. اگر مواد مصرفی مناسب را نداشته باشید، دستگاه بیکار میماند در حالیکه مهلت بازگشت شما در حال اتمام است. اگر بلافاصله قطعات نوری را بررسی نکنید، خسارت حملونقل بر عهده شما خواهد بود.
این جدول زمانی را اجرا کنید تا مطمئن شوید بلافاصله عملیاتی هستید — یا آماده بازگرداندن یک دستگاه معیوب.
روز ۰: مرحله پیش از رسیدن دستگاه (۲ ساعت)
- مایعات: ۲ گالن آب مقطر (برای خنککننده) و ۹۰۱TP3T الکل ایزوپروپیل (برای اپتیک) خریداری کنید.
- کیت اپتیک: دستمال مخصوص لنز و کاغذ حرارتی (کاغذ رسید) را برای آزمایش تراز آماده داشته باشید.
- برق: مدار اختصاصی ۲۰ آمپر (۱۱۰ ولت/۲۲۰ ولت بسته به دستگاه) را بررسی کنید. اشتراک مدار با یخچال یا کمپرسور باعث پریدن فیوز و خراب شدن برشها میشود.
روز ۱: بازکردن جعبه و بازرسی (۴ ساعت)
- آزمایش تکان: پیش از پر کردن خنککننده، لوله لیزر را بررسی کنید. به دنبال ترکهای داخلی باشید. اگر هنگام تکان آرام لوله صدای شیشه های خردشده میشنوید، تحویل را نپذیرید.
- آزمایش نشتی: آب را وصل کنید، پمپ را روشن کرده و ۳۰ دقیقه صبر کنید. دو سر لوله و کف شاسی را بررسی کنید.
- تمیزکاری ۶۰ ثانیهای: آزمون نگهداریای را که در مرحله ۱ تحقیق کرده بودید انجام دهید.
- تراز: از کاغذ حرارتی برای بررسی مسیر پرتو در چهار گوشهی تخت استفاده کنید.
روز دوم: اعتبارسنجی (۲ ساعت)
- آزمون قاب: یک برش وکتور با سرعت ۱۰ میلیمتر بر ثانیه روی چوب در توان 90% اجرا کنید.
- خروجی: لبهها باید قهوهای طلایی باشند، نه سیاه و زغالی. برش باید عمودی باشد، نه مایل.
- آزمون فشار: دستگاه را به مدت ۳ ساعت اجرا کنید. دما را پایش کنید (آن را زیر ۲۲°C / 71°F نگه دارید). اگر بیش از حد گرم شود یا از فوکوس خارج شود، باید بازگردانده شود.
برش نهایی
در آغاز این راهنما پرسیدیم آیا شما یک کارگاه میسازید یا فقط ابزاری میخرید. تفاوت در نام برند حکشده روی بدنه نیست؛ بلکه در آمادگی مالک است.
با پیروی از این چارچوب چهار مرحلهای، شما نهفقط برای یک لیزر خرید کردهاید؛ بلکه نیازهای مادی خود را تعریف کردهاید، الزامات توان را محاسبه نمودهاید، پروتکلهای ایمنی خود را تضمین کردهاید و هزینههای پنهان مالکیت را ممیزی کردهاید. شما دیگر به داشتن دستگاهی خوب امیدوار نیستید؛ بلکه خریدی موفق را مهندسی کردهاید.
تحقیق انجام شده است. فهرست بررسی آماده است. زمان برش است. و اگر مایلید در تطبیق جریان کاری خود با فناوری مناسب راهنمایی دریافت کنید، تردید نکنید که با ما تماس بگیرید برای دریافت مشاورهی اختصاصی درباره سیستمهای لیزر.

VI. پرسشهای متداول
۱. آیا دستگاههای برش لیزری میتوانند فلز را برش دهند؟
بله، برخی از دستگاههای برش لیزری میتوانند فلز را برش دهند، اما این موضوع به نوع لیزر و توان آن بستگی دارد. لیزرهای فیبری و لیزرهای CO2 با توان بالا معمولاً قادر به برش انواع فلزات از جمله فولاد ضدزنگ، آلومینیوم و مس هستند. برای ورقهای فلزی ضخیمتر یا برشهای پیچیدهتر، لیزرهای فیبری صنعتی مانند دستگاه برش لیزری فیبر با میز تکی توصیه میشوند.
۲. دستگاه لیزر CO2 چه موادی را میتواند برش دهد؟
مواد رایج شامل چوب، آکریلیک، چرم، پارچه، کاغذ و برخی پلاستیکها هستند. با این حال، لیزرهای CO2 برای برش فلزات مناسب نیستند مگر اینکه از توان بسیار بالا برخوردار باشند و مخصوص این کار طراحی شده باشند. همچنین برای برش PVC یا سایر موادی که هنگام گرم شدن بخارات سمی آزاد میکنند توصیه نمیشوند.
۳. دقت دستگاههای برش لیزری چقدر است؟
دقت دستگاههای برش لیزری یکی از مزایای اصلی آنهاست. دستگاههای برش لیزری با کیفیت بالا میتوانند جزئیات بسیار ظریف با تلورانسهایی تا حد ۰.۰۰۱ اینچ (۰.۰۲۵ میلیمتر) را ایجاد کنند. دقت به عواملی مانند کیفیت پرتو لیزر، پایداری دستگاه و دقت سیستم کنترل حرکتی بستگی دارد.















